酰脲为配位剂的无氰电镀银工艺研究
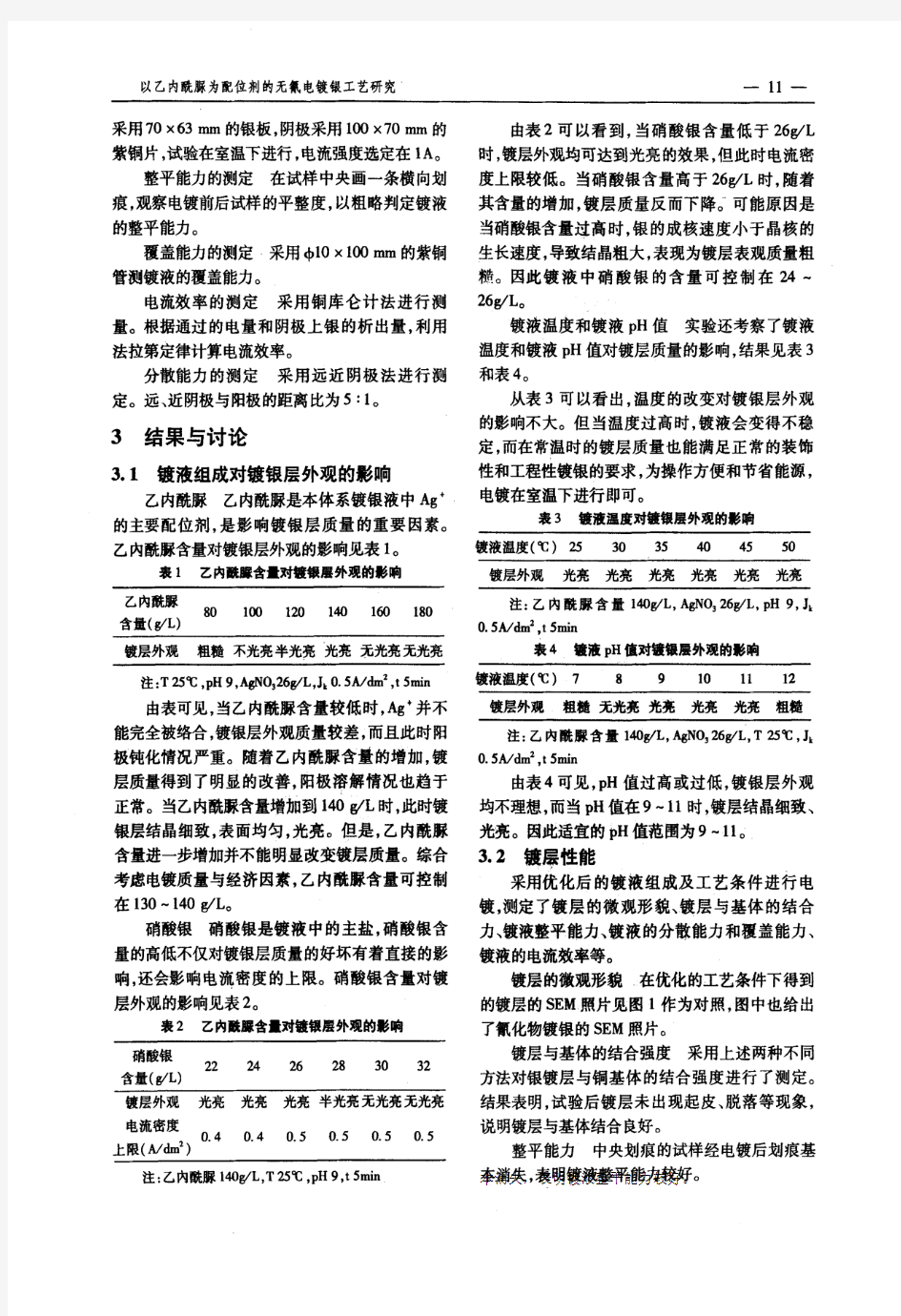
(a)乙内酰脲镀银(b)氰化物镀银
[7]PlietllRW,MzcagIIovA.Innuence0f.11liourea
舳aLchem,1995,397:249~2印电流效率在优化的工艺条件下,镀液的电
p3hSim州on8s:等==≥笠烹竺流效率为99.1%,说明电流效率较高。
参蟹献…….…。…….==::‘=曼==[13煮熙,镀工艺学?哈尔滨I业大籼版社:==S…pect…rosc…opyW…Elec…trochim….i
……’fMl.200l。45—47
[2]巍.茹电镀废水翌搿发展赫电镀[12]未翠嚣蒹银础J]_表面…之,算[J…].200。1,,21@P。…一≤某,赫茁孑二Ii”~“。““[3]o慨r8GM,B幽8aLL,B嚼RLVolta-[13]蕊:T.0Ili二妄二t:s
Patent,5601696,1997
以乙内酰脲为配位剂的无氰电镀银工艺研究
作者:卢俊峰, 安茂忠, 代云飞
作者单位:哈尔滨工业大学应用化学系,哈尔滨,150001
本文链接:https://www.360docs.net/doc/e014232351.html,/Conference_6168249.aspx
电镀工艺技术规范
精心整理1?目的本规范规定了零部件电镀层的选择和各镀种及化学处理的标注方法。?本规范适用于产品零部件设计时电镀层种类的选择。? 2?引用标准?GB1238-76?JB/288-75? 3?电镀层的主要目的? 3.1?保护金属零件表面,防止腐蚀。? 3.2?装饰零件外表,使外表美观。? 3.3?提高零件的工作性能。如提高表面硬度、耐磨性、导电性、导磁性、耐热性、钎焊性、反光能力;节约及代替有色金属或贵金属;提高轴承使用寿命;修复磨损零件;热处理时的局部保护以及其它特殊性能。? 4?决定电镀层种类和厚度的因素 4.1零件的工作环境; 4.2被镀零件的种类、材料和性质;? 4.3电镀层的性质和用途;? 4.4零件的结构、形状和尺寸的公差;? 4.5镀层与其互相接触金属的材料、性质;? 4.6零件的要求使用期限。? 5?镀层使用条件的分类? 5.1腐蚀性比较严重的工作环境:大气中含有较多的工业气体、燃料废气、灰尘和盐分以及相对湿度较大的地区。例如工业城市、离海较近的地区和湿热带地区等。或具有大量燃料废气和二氧化硫的室内,以及经常接触手汗的工作条件。? 5.2腐蚀性中等的工作环境:大气中含有少量的工业气体、燃料废气、灰尘和盐分以及相对湿度中等的地区。例如离海较远的一般城市和一般室内环境。?
5.3?腐蚀性轻微的工作环境:大气中工业气体、燃料废气、灰尘和盐分的含量很少,而且气候比较干燥。例如干热带地区、密封良好的设备的内部。? 从防腐蚀的要求来看,有些金属在腐蚀性轻微的条件下可以不加保护层而应用。在比较严重的工作环境下,大部分金属要求有一定形式的防护,而有些金属则不能使用。? 从保护基体金属免受腐蚀的要求来看,一般可考虑:? a.贵金属(金、铂)、含铬18%以上的不锈钢、轧制的磁性合金材料、以及镍铜合金等,一般不需再加防护层。? b.碳钢、低合金钢和铸铁制造的零件,在大气中容易腐蚀,应加保护层。由于工作条件的限制不能采用保护层时,应采用油封防锈。在油中工作的零件,可以不加防护层。? c.铜和铜合金制造的零件,根据不同的使用条件,采用光亮酸洗、钝化、电镀或涂漆保护等。用磷青铜或铍青铜制造的精密零件可以不进行表面处理。? d.铝和铝合金制造的零件,可以采用阳极氧化和封闭处理。不适于阳极氧化的小零件,可采用化学氧化处理。铸造铝合金可采用涂漆防护。用作通信机箱的铝合金须进行导电氧化。? e.锌合金制造的零件,可以采用磷化、钝化、电镀或涂漆防护。? 6?电镀层的选择? 6.1?各类电镀层的特性及用途?镀层按其用途可分下列三类:? a.防护性镀层:主要作用是保护基体金属免受外界腐蚀,不规定对产品的装饰要求。? b.防护-装饰性镀层:除保护基体金属外,还使零件表面美观。?
玻璃生产工艺流程图
玻璃生产工艺流程图标准化文件发布号:(9312-EUATWW-MWUB-WUNN-INNUL-DQQTY-
玻璃生产工艺流程图 玻璃是如何生产出来的呢这个问题对于专家来说可能很简单,但是对于普通的消费者来说可能还是有了解的兴趣的,今天,我们和中华包装瓶网的小编一起去简要的了解一下。玻璃的生产工艺包括:配料、熔制、成形、退火等工序。分别介绍如下: 1.配料,按照设计好的料方单,将各种原料称量后在一混料机内混合均匀。玻璃的主要原料有:石英砂、石灰石、长石、纯碱、硼酸等。 2.熔制,将配好的原料经过高温加热,形成均匀的无气泡的玻璃液。这是一个很复杂的物理、化学反应过程。玻璃的熔制在熔窑内进行。熔窑主要有两种类型:一种是坩埚窑,玻璃料盛在坩埚内,在坩埚外面加热。小的坩埚窑只放一个坩埚,大的可多到20个坩埚。坩埚窑是间隙式生产的,现在仅有光学玻璃和颜色玻璃采用坩埚窑生产。另一种是池窑,玻璃料在窑池内熔制,明火在玻璃液面上部加热。玻璃的熔制温度大多在1300~1600゜C。大多数用火焰加热,也有少量用电流加热的,称为电熔窑。现在,池窑都是连续生产的,小的池窑可以是几个米,大的可以大到400多米。 3.成形,是将熔制好的玻璃液转变成具有固定形状的固体制品。成形必须在一定温度范围内才能进行,这是一个冷却过程,玻璃首先由粘性液态转变为可塑态,再转变成脆性固态。成形方法可分为人工成形和机械成形两大类。 A.人工成形。又有(1)吹制,用一根镍铬合金吹管,挑一团玻璃在模具中边转边吹。主要用来成形玻璃泡、瓶、球(划眼镜片用)等。(2)拉制,在吹成小泡后,另一工人用顶盘粘住,二人边吹边拉主要用来制造玻璃管或棒。(3)压制,挑一团玻璃,用剪刀剪下使它掉入凹模中,再用凸模一压。主要用来成形杯、盘等。(4)自由成形,挑料后用钳子、剪刀、镊子等工具直接制成工艺品。 B.机械成形。因为人工成形劳动强度大,温度高,条件差,所以,除自由成形外,大部分已被机械成形所取代。机械成形除了压制、吹制、拉制外,还有(1)压延法,用来生产厚的平板玻璃、刻花玻璃、夹金属丝玻璃等。(2)浇铸法,生产光学玻璃。(3)离心浇铸法,用于制造大直径的玻璃管、器皿和大容量的反应锅。这是将玻璃熔体注入高速旋转的模子中,由于离心力使玻璃紧贴到模子壁上,旋转继续进行直到玻璃硬化为止。(4)烧结法,用于生产泡沫玻璃。它是在玻璃粉末中加入发泡剂,在有盖的金属模具中加热,玻璃在加热过程中形成很多闭口气泡这是一种很好的绝热、隔音材料。此外,平板玻璃的成形有垂直引上法、平拉法和浮法。浮法是让玻璃液流漂浮在熔融金属(锡)表面上形成平板玻璃的方法,其主要优点是玻璃质量高(平整、光洁),拉引速度快,产量大。 4.退火,玻璃在成形过成中经受了激烈的温度变化和形状变化,这种变化在玻璃中留下了热应力。这种热应力会降低玻璃制品的强度和热稳定性。如果直
喷锡与沉锡异同点及化学沉锡常见问题分析
喷锡与沉锡异同点及化学沉锡常见问题分析 PCB沉锡工艺是为有利于SMT与芯片封装而特别设计的在铜面上以化学方式沉积锡金属镀层,是取代Pb-Sn合金镀层制程的一种绿色环保新工艺,已广泛应用于电子产品、五金件、装饰品等。印刷线路板有两个较为常用的工艺:喷锡和沉锡。喷锡,主要是将PCB板直接侵入到熔融状态的锡浆里面,在经过热风整平后,在PCB铜面会形成一层致密的锡层,厚度一般为1um-40um。沉锡,主要是利用置换反应在PCB板面形成一层极薄的锡层,锡层厚度大约在在0.8um-1.2um之间,沉锡工艺更普遍应用在线路板表面处理工艺当中。 化学沉锡常见技术问题分析 化学沉锡是PCB沉锡工艺的一种,应用较为普遍,其工作原理是通过改变铜离子的化学电位使镀液中的亚锡离子发生化学置换反应,其实质是电化学反应。被还原的锡金属沉积在铜基材的表面上形成锡镀层,且其浸锡镀层上吸附的金属络合物对锡离子还原为金属锡起催化作用,以使锡离子继续还原成锡,其化学反应方程式为2Cu+4TU+Sn2→2Cu+(TU)2+Sn。 化学沉锡层的厚度大约在在1um-40um之间,表面结构较为致密,硬度较大,不容易刮花;喷锡在生产过程中只有纯锡,所以表面容易清洗,正常温度下可以保存一年,并且在焊接的过程中不易出现表面变色的问题;沉锡,锡厚大约在在0.8um-1.2um之间,表面结构较为松散,硬度小,容易造成表面刮伤;沉锡是经过复杂的化学反应,药剂较多,所以不容易清洗,表面容易残留药水,导致在焊接中易出现异色问题,保存时间较短,正常温度下可以保存三个月,如果时间久会出现变色。 化学沉锡板的主要缺陷表现为锡面发暗、锡面污染导致的可焊性不良问题,经过大量数据分析及现场调查,基本确定造成原因主要由以下几个方面,首先,生产过程药液拖带消耗:因锡槽药水具有粘度较大特性,致使生产带出量较大,从而导致锡槽药液消耗量大。同时,由于锡槽槽液大量带入硫脲洗槽,造成硫脲洗槽铜含量上升快,影响生产板清洗效果,易
PCB沉锡工艺研究
PCB沉锡工艺研究 PCB沉锡工艺是为有利于SMT与芯片封装而特别设计的在铜面上以化学方式沉积锡金属镀层,是取代Pb-Sn合金镀层制程的一种绿色环保新工艺,已广泛使用与电子产品(如线路板、电子器件)与五金件、装饰品等表面处理。 一、沉锡工艺特点 1.在155℃下烘烤4小时(即相当于存放一年),或经8天的高温高湿试验(45℃、相对湿度93%),或经三次回流焊后仍具有优良的可焊性; 2.沉锡层光滑、平整、致密,比电镀锡难形成铜锡金属互化物,无锡须; 3.沉锡层厚度可达0.8-1.5μm,可耐多次无铅焊冲击; 4.溶液稳定,工艺简单,可通过分析补充而连续使用,无需换缸; 5.既适于垂直工艺也适用于水平工艺; 6.沉锡成本远低于沉镍金,与热风整平相当; 7.对于喷锡易短路的高密度板有明显的技术优势,适用于细线高密度IC封装的硬板和柔性板; 8.适用于表面贴装(SMT)或压合(Press-fit)安装工艺; 9.无铅无氟,对环境无污染,免费回收废液。 二、沉锡工艺流程顺序: 三、Final Surface Cleaner表面除油: 1.开缸成分: M401酸性除油剂……….100ml/L 浓H2SO4…………………50ml/L DI水……………………..其余 作用:除去电路板表面油污,氧化层和手指印。此除油剂与目前市面上常见的所有阻焊油墨都兼容。 2.操作参数: 温度:30-40℃,最佳值:35℃ 分析频率:除油剂,每天一次 控制:除油剂80-120ml/L,最佳值:100ml/L 铜含量:小于1.5g/L
补充:M401,增加1%含量需补充10ml/L 过滤:20μ滤芯连续过滤,换缸时换滤芯。 寿命:铜含量超过1.5g/L或每升处理量达到500呎。 四、Microetch微蚀: 1.开缸成分: Na2S2O4……………….120g/L H2SO4…………………40ml/L DI水………………….其余 程序:①向缸中注入85%的DI水; ②加入计算好的化学纯H2SO4,待冷却至室温; ③加入计算好的Na2S2O4,搅拌至全溶解; ④补DI水至标准位置。 2.操作参数: 温度:室温即可 分析频率:H2S04,每班一次 铜含量,每天一次 微蚀率,每天一次 控制:铜含量少于50g/L 微蚀率:30-50μ,最佳值:40μ 补充:Na2S2O4,每补加10g/L,增加1%的含量 H2SO4,每补加4ml/L,增加1%的含量 寿命:铜含量超过50g/L时稀释至15g/L,并补充Na2S2O4 和H2SO4 五、Predip预浸: 1.开缸:10% M901预浸液;其余:DI水 用途:在沉锡前湿润微蚀出的铜面,此预浸液对任何阻焊油墨都没有攻击性; 2.操作参数: 温度:室温 分析频率:酸当量,每天一次 铜含量:每周一次 补充:酸当量,每添加100ml/LM901,增加0.1当量 液位:以DI水补充 过滤:20μ滤芯连续过滤 寿命:与沉锡缸同时更换 3.废水处理:与后处理废液中和后过滤出固体物质。 六、Chemical Tin沉锡: 1.设备:预浸和化学锡缸均适用; 缸体: PP或PVC缸均可; 摆动:PCB架在缸内摆动,避免气体搅拌; 过滤:10μ滤芯连续过滤; 通风:建议15MPM通风量; 加热器:钛氟龙或石英加热器; 注意:不能有钢铁材料在缸内 2.开缸:100% Sn9O2 沉锡液开缸,此沉锡液对任何阻焊油墨都没有攻击性; 3.操作参数:
胶囊制剂生产工艺规程
胶囊制剂生产工艺规程 目的:编制规范化、标准化的工艺规程作为全面指导生产和控制质量的基准性技术文件。 范围:川贝末胶囊 责任:生产科长、质量总监、固体制剂车间主任、前处理提取车间主任。 内容: 一、产品名称:川贝末胶囊 二、产品概述: 1、产品性状和特点:本品为胶囊剂,内容物为类白色的粉末。 2、规格:每粒重0.5g。 3、功能与主治:清热润肺,化痰止咳。用于肺热燥咳,干咳少痰,阴虚劳嗽、咳痰带血。 4、用法与用量:口服,一次2,4粒,一日3次。 5、注意:不宜与乌头类药材同用。 6、贮藏:密封。 7、处方来源和依据:《卫生部药品标准》第五册。三、主配方: 原辅料名称 每万粒用量(g) 原辅料名称 每万粒用量(g) 川贝母 5000 最大限量: 36万粒/批 四、工艺流程
净制 胶囊填充 干燥 粉碎 过筛 外包装 总混合 内包装 五、操作过程与工艺条件: 1、净选: 生产前检查:操作间有清场合格证及准许生产证。设备、容器有“完好证”及“已清洁”状态标记,物料有物料卡及流转证,计量器具有周检合格证。 生产操作:拣选时要认真仔细的把混入药材中的杂质除去,将拣选好的药材置洁净的容器内, 并有QA监控员监控、填写记录。 2、清洗 生产前检查:操作间有清场合格证及准许生产证。设备、容器有“完好证”及“已清洁”状态 标记,物料有物料卡及流转证,计量器具有周检合格证。生产操作:将净选后的药材,按工艺要求置适宜的容器内,用足量的水清洗,并由QA监控员监控。 3、干燥 生产前检查:操作间有清场合格证及准许生产证。设备、容器有“完好证”及“已清洁”状态标记,物料有物料卡及流转证,计量器具有周检合格证。
无氰电镀工艺的技术发展历程及介绍
无氰电镀工艺的技术发展历程及介绍 摘要:随着相关技术的进步,原来没有的新的电镀添加剂或电镀中间体进入电镀市场,使已有的无氰电镀工艺的质量进一步提高,如象碱性无氰镀锌,使原来难度较大的无氰电镀工艺有了新的进展,如碱性无氰镀铜。 氰化物作为络合物电镀液的络合剂是电镀工业中的重要原料,为世界各国所普遍采用,但氰化物又是剧毒化学品,其制死量仅仅为5毫克,并且一旦吸收就根本无法救治。而氰化物电镀液中的氰化物含量少则十几克,多达一百多克,工作槽的液量少则几十升,多达几千升甚至上万升,使得这些电镀的排水中含有氰根而对环境造成污染。 对此,各国都先后出台了治理方案和规定了排放标准,最终目标是取消氰化物镀种,以其它工艺技术取代这一有毒的工艺,这就是开始出现无氰电镀的原因。 我国开展无氰电镀技术开发已经有三十多年的历史,并且在上世纪七十年代曾经掀起了一个高潮,也取得了一些成果,比如现在锌酸盐镀锌,HEDP镀铜等。出于当时政治运动式全面推广无氰电镀的需要,还有一些镀种虽然工艺并不成熟,也有勉强上马的,但后来都在实际生产中淘汰出局,氰化物电镀在八、九十年代又重新回潮,且随着我国工业结构的变化和国际加工业的转移,使我国氰化物电镀的用量越来越大,对我国的生态环境构成了严重威胁,加上氰化物的生产、运输、储存、使用等各个环节都必须十分注意安全,不容有丝毫疏忽。因此,国家对氰化物的销售和使用严加控制,规定了严格的管理制度,包括限制直至取消落后的氰化物电镀工艺。 成熟的无氰电镀工艺 1镀锌 镀锌作为钢铁制品的阳极性保护镀层,是世界上使用量最大的镀种,在我国也不例外,约占全部电镀产品面积的1/3左右。 由于氰化物镀锌有良好的分散能力,镀层细致且镀后钝化性能好,镀层脆性小,是镀锌中的主流工艺,而且所用原料相对便宜,而钢铁制品的面积往往较大,所以镀锌槽的规模也是电镀中较大的,上万升的镀液也是常见的,有的如机车车辆厂电镀列车冷藏箱交换器的镀锌槽大到十万升,而这些大型镀锌的工艺恰恰都选择的氰化物电镀,由于镀锌是常用镀种,用量也大,涉及面广,所以推广无氰镀锌有重要意义。 无氰镀锌在我国七十年代的无氰电镀运动过程中就已经趋于成熟,到现在已经是无氰电镀中最为成熟的工艺。依据不同的需要和所采用的不同技术,无氰镀锌分为碱性和中性、酸性三大系列,其中以碱性镀锌与氰化物镀锌的性能最为接近,并且现有的含氰镀锌可以通过低氰向无氰过渡,厂家容易接受。 碱性镀锌是以锌酸盐为主的无氰镀锌工艺,基本成分是氢氧化钠和氧化锌,而主要起作用的是电镀添加剂,如果没有这些添加剂,要想镀出合格的产品是不可能的。 从无氰镀锌技术开发中成熟起来的另一系列的是氯化物弱酸性镀锌,这是以光亮添加剂为主的镀锌工艺,分铵盐型和钾盐型两大类,其中钾盐在我国已经很盛行,尤其是滚镀中的大多数选用了氯化钾镀锌工艺。 由于无氰镀锌可供选择的工艺较多且都已经是成熟的工艺,所以已经可以取代原来的氰化物电镀工艺。 2镀铜 氰化物镀铜主要是用作钢铁制品上的预镀铜层,用来防止产生置换镀层,也是其它镀层的底镀层,取其分散能力好,与基体的结合力好等。但氰化镀铜不仅仅是要用氰化物,而且还要加温,所以一直都有人在努力开发取代它的产品。 镀铜的另一大体系是光亮酸性镀铜,由于它不能在钢铁上直接电镀而不能作为取代氰化物镀铜的工艺。但是近来开始有人推出可直接在钢铁上电镀的酸性镀铜工艺,这是采用适合
玻璃生产工艺流程图
玻璃生产工艺流程图 玻璃是如何生产出来的呢?这个问题对于专家来说可能很简单,但是对于普通的消费者来说可能还是有了解的兴趣的,今天,我们和中华包装瓶网的小编一起去简要的了解一下。玻璃的生产工艺包括:配料、熔制、成形、退火等工序。分别介绍如下: 1.配料,按照设计好的料方单,将各种原料称量后在一混料机内混合均匀。玻璃的主要原料有:石英砂、石灰石、长石、纯碱、硼酸等。 2.熔制,将配好的原料经过高温加热,形成均匀的无气泡的玻璃液。这是一个很复杂的物理、化学反应过程。玻璃的熔制在熔窑内进行。熔窑主要有两种类型:一种是坩埚窑,玻璃料盛在坩埚内,在坩埚外面加热。小的坩埚窑只放一个坩埚,大的可多到20个坩埚。坩埚窑是间隙式生产的,现在仅有光学玻璃和颜色玻璃采用坩埚窑生产。另一种是池窑,玻璃料在窑池内熔制,明火在玻璃液面上部加热。玻璃的熔制温度大多在1300~1600゜C。大多数用火焰加热,也有少量用电流加热的,称为电熔窑。现在,池窑都是连续生产的,小的池窑可以是几个米,大的可以大到400多米。 3.成形,是将熔制好的玻璃液转变成具有固定形状的固体制品。成形必须在一定温度范围内才能进行,这是一个冷却过程,玻璃首先由粘性液态转变为可塑态,再转变成脆性固态。成形方法可分为人工成形和机械成形两大类。 A.人工成形。又有(1)吹制,用一根镍铬合金吹管,挑一团玻璃在模具中边转边吹。主要用来成形玻璃泡、瓶、球(划眼镜片用)等。(2)拉制,在吹成小泡后,另一工人用顶盘粘住,二人边吹边拉主要用来制造玻璃管或棒。(3)压制,挑一团玻璃,用剪刀剪下使它掉入凹模中,再用凸模一压。主要用来成形杯、盘等。(4)自由成形,挑料后用钳子、剪刀、镊子等工具直接制成工艺品。 B.机械成形。因为人工成形劳动强度大,温度高,条件差,所以,除自由成形外,大部分已被机械成形所取代。机械成形除了压制、吹制、拉制外,还有(1)压延法,用来生产厚的平板玻璃、刻花玻璃、夹金属丝玻璃等。(2)浇铸
软胶囊生产工艺技术及设备
软胶囊生产工艺技术及设备 一、概述 软胶囊是继片、针剂后发展起来的一种新剂型,系将油状药物、药物溶液或药物混悬液、糊状物甚至药物粉末定量压注并包封于胶膜内,形成大小、形状各异的密封胶囊,可用滴制法或压制法制备。软胶囊囊材是用明胶、甘油、增塑剂、防腐剂、遮光剂、色素和其它适宜的药用材料制成。其大小与形态有多种,有球形(0.15~0.3ml)、椭圆形(0.10~0.5ml)、长方形(0.3~0.8ml)及筒形(0.4~4.5ml)等,可根据临床需要制成内服或外用的不同品种,胶囊壳的弹性大,故又称弹性胶囊剂或称胶丸剂。 软胶囊的主要特点: 1、整洁美观、容易吞服、可掩盖药物的不适恶臭气味。 2、装量均匀准确,溶液装量精度可达±1%,尤适合装药效强、过量后副作用大的药物,如甾体激素口服避孕药等。 3、软胶囊完全密封,其厚度可防氧进入,故对挥发性药物或遇空气容易变质的药物可以提高其稳定性,并使药物具有更长的存储期。
4、适合难以压片或贮存中会变形的低熔点固体药物。 5、可提高药物的生物利用度。 6、可做成肠溶性软胶囊及缓释制剂。 7、若是油状药物,还可省去吸收、固化等技术处理,可有效避免油状药物从吸收辅料中渗出,故软胶囊是油性药物最适宜的剂型。 8、此外,低熔点药物、生物利用度差的疏水性药物、不良苦味及臭味的药物、微量活性药物及遇光、湿、热不稳定及易氧化的药物也适合制成软胶囊。 二、软胶囊的制法 1、配料 (1)药物本身是油类的,只需加入适量抑菌剂,或再添加一定数量的玉米油(或PEG400),混匀即得。(2)药物若是固态,首先将其粉碎过100~200目筛,再与玉米油混合,经胶体磨研匀,或用低速搅拌加玻璃砂研匀,使药物以极细腻的质点形式均匀的悬浮于玉米油中。 (3)软胶囊大多填充药物的非水溶液,若要添加与水相混溶的液体如聚乙二醇、吐温-80等时,因注意其吸水性,因胶囊壳水分会迅速向内容物转移,而使
玻璃生产工艺流程图教学文案
玻璃生产工艺流程图
精品文档 玻璃生产工艺流程图 玻璃是如何生产出来的呢?这个问题对于专家来说可能很简单,但是对于普通的消费者来说可能还是有了解的兴趣的,今天,我们和中华包装瓶网的小编一起去简要的了解一下。玻璃的生产工艺包括:配料、熔制、成形、退火等工序。分别介绍如下: 1.配料,按照设计好的料方单,将各种原料称量后在一混料机内混合均匀。玻璃的主要原料有:石英砂、石灰石、长石、纯碱、硼酸等。 2.熔制,将配好的原料经过高温加热,形成均匀的无气泡的玻璃液。这是一个很复杂的物理、化学反应过程。玻璃的熔制在熔窑内进行。熔窑主要有两种类型:一种是坩埚窑,玻璃料盛在坩埚内,在坩埚外面加热。小的坩埚窑只放一个坩埚,大的可多到20个坩埚。坩埚窑是间隙式生产的,现在仅有光学玻璃和颜色玻璃采用坩埚窑生产。另一种是池窑,玻璃料在窑池内熔制,明火在玻璃液面上部加热。玻璃的熔制温度大多在1300~1600゜C。大多数用火焰加热,也有少量用电流加热的,称为电熔窑。现在,池窑都是连续生产的,小的池窑可以是几个米,大的可以大到400多米。 3.成形,是将熔制好的玻璃液转变成具有固定形状的固体制品。成形必须在一定温度范围内才能进行,这是一个冷却过程,玻璃首先由粘性液态转变为可塑态,再转变成脆性固态。成形方法可分为人工成形和机械成形两大类。 A.人工成形。又有(1)吹制,用一根镍铬合金吹管,挑一团玻璃在模具中边转边吹。主要用来成形玻璃泡、瓶、球(划眼镜片用)等。(2)拉制,在吹成小泡后,另一工人用顶盘粘住,二人边吹边拉主要用来制造玻璃管或棒。(3)压制,挑一团玻璃,用剪刀剪下使它掉入凹模中,再用凸模一压。主要用来成形杯、盘等。(4)自由成形,挑料后用钳子、剪刀、镊子等工具直接制成工艺品。 B.机械成形。因为人工成形劳动强度大,温度高,条件差,所以,除自由成形外,大部分已被机械成形所取代。机械成形除了压制、吹制、拉制外,还有(1)压延法,用来生产厚的平板玻璃、刻花玻璃、夹金属丝玻璃等。(2)浇铸法,生产光学玻璃。(3)离心浇铸法,用于制造大直径的玻璃管、器皿和大容量的反应锅。这是将玻璃熔体注入高速旋转的模子中,由于离心力使玻璃紧贴到模子壁上,旋转继续进行直到玻璃硬化为止。(4)烧结法,用于生产泡沫玻璃。它是在玻璃粉末中加入发泡剂,在有盖的金属模具中加热,玻璃在加热过程中形成很多闭口气泡这是一种很好的绝热、隔音材料。此外,平板玻璃的成形有垂直引上法、平拉法和浮法。浮法是让玻璃液流漂浮在熔融金属(锡)表面上形成平板玻璃的方法,其主要优点是玻璃质量高(平整、光洁),拉引速度快,产量大。 4.退火,玻璃在成形过成中经受了激烈的温度变化和形状变化,这种变化在玻璃中留下了热应力。这种热应力会降低玻璃制品的强度和热稳定性。如果直 收集于网络,如有侵权请联系管理员删除
沉锡工艺工作和问题处理WI
汕头超声印制板公司工作指示 CHINA CIRCUIT TECHNOlOGY (SHANTOU) CORPORATION WORK INSTRUCTION 标题:沉锡工艺工作与问题处理 TITlE:WORK INSTRUCTION FOR TECHNICS WORK TASK AND PROMBLEM TREATMENT 文件编号:WI-Y1-ME-A 版本:0 D O C U M E N T N O.:VERSION NO.: 生效日期:页数:E F F E C T I V E D A T E: PAGES: 编写:日期: DRAFTED BY:DATE: 审核:日期: AUDITED BY:DATE: 批准:日期:APPROVED BY:DATE:
工作指示修改表
1.目的 使新工艺人员了解沉锡的工艺工作要点及问题的处理 2.适用范围 沉锡工艺人员 3. 注意内容 3.1. 工艺控制注意事项: 1.锡缸加药顺序及方法:首先添加基本剂LP,然后添加基本剂2000,循环20min后添加锡溶液C,循环10min后才能添加添加剂。 2.锡缸要特别提防含铁的物质进入,以免造成药水的报废; 3.当药水中铜离子浓度较高时,用铜离子处理器进行冷却过滤,除掉铜离子,以免造成品质问题及药水报废; 4.更换锡缸棉芯时由于气体未排尽使药水变得浑浊时,须及时将过滤桶中的气体排走,以免造成药水报废;
3.3沉锡添加药水配制发红的调查和完善 甲磺酸与Sn2+可以络合,有稳定Sn2+的作用; 硫脲与Ag+有强的络合能力; 当SF-C加入没有混合均匀即加入添加剂,即Sn2+和Ag+ 都没有被充分的络合情况下( Sn2+为还原剂和Ag+为氧化 剂),导致局部发生如下反应: 2Ag++Sn2+=2Ag↓+Sn4+ 生成单质银沉淀。 采取的完善措施 延长加药间隔时间。 安排专人配药,全部白天配制 培训员工树立正确操作意识,增强节约观念
完整版年产2亿粒胶囊剂生产车间工艺设计
药学院 课程设计说明书 课程名称:药物制剂生产设备及车间工艺设计 胶囊剂车间设计题目:学生姓名:号:学级:班 :指导教师 12 年月2011 2 车间设计概述……………………………………………一. 2 .设计任务…………………………………………………二 2 生产制度…………………………………………………三. 3 四生产工序…………………………………………………. 5 物料衡算…………………………………………………五. 8 生产设备选型…………………………………………….六 七.车间设计说明 (13)
题目:年产2亿粒胶囊剂生产车间工艺设计 一、车间设计概述 1.胶囊制剂车间 胶囊制剂车间主要从事的是胶囊剂的生产。该车间要求有一定的洁净度,在规定的洁净环境下进行混合制粒、干燥和整粒总混,胶囊填充、抛光选囊和内包装等工段的操作。按照生产流程进行合理布局,充分合理利用空间,同时减少各个工段之间的相互干扰。 2.设计目的 首先满足药品的工业化生产要求,按照生产工艺流程提供最佳布置。其次要始终贯彻GMP原则。 3.设计依据 - 1 - GMP、《医药工业洁净厂房设计规范》和国家关于建筑、环保、能源等方面的规范。
4.设计原则 在满足各项规范条件下,尽可能做到人、物流分开,不返流;选用先进生产工艺和设备;空调系统可以有效控制温湿度; 设计任务二、1.生产规模:2亿粒,片重0.3g 2.包装形式:胶囊剂,铝塑包装 生产制度三、年工作日:按单班考虑,8h/天;年工作日250天。 产年班生产月份备注品产产量名量12 10 11 9 1 2 3 4 5 6 7 8 / 称 kg 可41对2停停停按亿7.乙30303027产产272727产2725实酰粒32 d d d d 检d d 检检d d d 际氨修修修调基- 2 -
电镀工艺简介
电镀工艺简介 1 前言 我国经济一直持续高速增长,世界制造业与加工业的中心正在向我国转移,电镀技术不仅仅在传统工业中扮演重要角色;在高新技术产业,如现代电子技术,微电子技术,通讯技术及产品制造上发挥愈来愈大的作用。 我国的电镀加工基地主要集中在广东的珠江三角洲地区(这儿台商、日商、港商及我们自己的企业云集,据不完全统计达6000余家)。浙江的温州地区(2300多家)。两地的电镀加工产值分别为70亿人民币和38亿人民币。此外浙江沿海及中部金华,义乌永康,江苏昆山、苏州、无锡,山东沿海及东北沿海,重庆及周边地区都有不少电镀工厂。 国外电镀加工订单及自己产品如灯饰、锁具、眼镜、打火机、洁具、汽车、摩托车配件、装饰五金、电器组件等的出口,对电镀工艺提出越来越高的技术要求,使之形成了一个“多商品大市场”的经济格局。因此一个以提高产品质量为中心、以节约能源、原材料、清洁生产,服务于大市场与高新技术为契机,使我国电镀技术从不同层面都得到了长足的进步,下面分几个主要方面谈谈我国电镀技术的现状和我们寄予的殷切希望。 2 常用镀种简况 2.1 镀锌 镀锌作为钢铁的防护性镀层,在全国应用量很大,约占全部电镀零件面积的1/3左右,1970~1980年全国开展轰轰烈烈的“无氰电镀”研究与应用。上海轻工业研究所及大庆电镀厂成功地将苄叉丙酮作主光亮剂应用于氯化物电镀;在碱性锌酸盐体系,武汉材保所及国营长江化工厂等单位成功地将DPE添加剂、广州电科所将DE添加剂应用于工业生产,都有千余家的业绩。对我国无氰电镀的发展都作过历史性的贡献。20年后的今天,技术进步很快。 在氯化钾镀锌方面,南京汽车制造厂是最早研究并应用高浊点阴离子表面活性剂的单位之一,上海永生助剂厂一直坚持高浊点表面活性HW和高增溶OM非离子表面活性剂的研究和生产,武汉风帆公司开发了系列的氯化钾镀锌光亮剂,有的远销东南亚市场。 在硫酸盐镀锌方面,武汉风帆公司不断技术创新,已获国家发明专利证书。 四川自贡精细化工及河北金日化工开发并生产系列的高蚀点具有良好分散性的非离子和阴离子专用表面活性剂,为一代、二代氯化钾光亮镀锌的大面积应用作出了成绩。 氯化钾镀锌主光亮剂有的用苄叉丙酮;有的用苄叉丙酮与磷氯苯甲醛联用;有的用芳香醛、酮的改性产物。 在碱性锌酸盐镀锌与低氰镀锌光亮剂方面,现在已不是Lairder 441的天下,BASF十年前推出的镀锌中间体仍在内大量应用,但是我国大批公司均能制造IZME合成物,BPC 34、BPC 38、BPC 48均能工业生产,有的达年产数百吨之多。BASF提供的聚乙烯亚胺,常用的有G 20、G 35。目前用它衍生制造了不少改性的镀锌中间体。 武汉强龙化工自己已能制造50% MW 1000,2000,3000等的国产聚乙烯亚胺,(江苏亦有工厂制造),打破了依赖BASF进口的局面,低氰镀锌光亮剂现在品种繁多,浙江台州,福建福州均有耐温达55°C的低氰光亮剂生产(聚氨砜合成物就有此耐温性能);有的大公司引进美国、德国的产品来国内销售,性能并不比国产优秀的好。Atotech的Protolux2000是较新的锌酸盐光亮剂,综合技术性能很好。 德国一家著名公司的锌酸盐镀锌中间体性能很好,但那种特殊脂肪胺国内不能生产。
胶囊剂的制备
胶囊剂的制备 一、实验目的和要求 1.掌握硬胶囊剂的制备过程及手工填充硬胶囊的方法。 2.能进行硬胶囊剂的装量差异检查。 二.实验原理 胶囊剂系指药物或加有辅料充填于空心胶囊或密封于软质囊材中制成的固体制剂。主要供口服用,也可用于直肠、阴道等。空胶囊的主要材料为明胶,也可用甲基纤维素、海藻酸盐类、聚乙烯醇、变性明胶及其他高分子化合物,以改变胶囊的溶解性或达到肠溶的目的。根据胶囊剂的硬度与溶解和释放特性,胶囊剂可分为硬胶囊与软胶囊、肠溶胶囊和缓释胶囊。硬胶囊剂的一般制备工艺流程为: 空胶囊与内容物准备→充填空胶囊→质量检查→包装 1.空胶囊与内容物准备 空胶囊分上下两节,分别称为囊帽与囊体。空胶囊根据有无颜色,分为无色透明、有色透明与不透明三种类型;根据锁扣类型,分为普通型与锁口型两类;根据大小,分为000、00、0、1、2、3、4、5号八种规格,其中000号最大,5号最小。 内容物可根据药物性质和临床需要制备成不同形式的内容物,主要有粉末、颗粒和微丸三种形式。 2.充填空胶囊 大量生产可用全自动胶囊充填机充填药物,填充好的药物使用胶囊抛光机清除吸附在胶囊外壁上的细粉,使胶囊光洁。 小量试制可用胶囊充填板或手工充填药物,充填好的胶囊用洁净的纱布包起,轻轻搓滚,使胶囊光亮。 3.质量检查 充填的胶囊进行含量测定、崩解时限、装量差异、水分、微生物限度等项目的检查。 胶囊剂的装量差异检查方法:取供试品20粒,分别精密称定重量后,倾出内容物,硬胶囊用小刷或其他适宜的用具拭净;再分别精密称定囊壳重量,求出每粒内容物的装量(M1)与平均装量(M2),装量差异=M1-M2/M2。按规定,超出装量差异限度的不得多于2粒,并不得有1粒超出限度1倍。 胶囊剂装量差异限度
车间工艺课程设计说明书,胶囊剂工厂设计,制药工程课程设计说明书
中南大学 CENTRAL SOUTH UNIVERSITY 制药工程设计 题目年产2.5亿粒胶囊生产车间工艺设计学生姓名 学号 指导教师 学院 专业班级 2010年12月
制药工程设计任务书 专业班级学号姓名 设计题目:年产2.5亿粒胶囊(硬胶囊)生产车间工艺设计 设计时间:2010.11.22-2010.12.10 指导老师: 设计内容和要求: 1.确定工艺流程及净化区域划分; 2.物料衡算、设备选型(按单班考虑、片重按0.5g计;要求有湿法制粒 铝塑包装)。 3.按GMP规范要求设计车间工艺平面图; 4.编写设计说明书。 设计成果: 1.设计说明书一份。包括工艺概述、工艺流程及净化区域划分说明、物料衡算、工艺设备选型说明、工艺主要设备一览表、车间工艺平面布置说明、车间技术要求; 2.工艺平面布置图一套(1#图纸); 3.工艺管道流程图
目录 第1章硬胶囊剂生产工艺概述..................................................................... 错误!未定义书签。 1.1 项目概述............................................................................................ 错误!未定义书签。 1.2 设计依据............................................................................................ 错误!未定义书签。 1.3 设计内容............................................................................................ 错误!未定义书签。 1.4 设计指导思想和设计原则................................................................ 错误!未定义书签。第2章生产方法及工艺流程......................................................................... 错误!未定义书签。 2.1生产制度、规模及包装方式............................................................. 错误!未定义书签。 2.1.1 生产制度、规模................................................................... 错误!未定义书签。 2.1.2 包装形式............................................................................... 错误!未定义书签。 2.1.3工艺流程制定的原则............................................................ 错误!未定义书签。 2.2 生产工序............................................................................................ 错误!未定义书签。 2.3 工艺流程............................................................................................ 错误!未定义书签。第3章物料衡算............................................................................................. 错误!未定义书签。第4章生产设备选型..................................................................................... 错误!未定义书签。 4.1 生产设备选型的步骤........................................................................ 错误!未定义书签。 4.1.1 生产设备选型依据............................................................... 错误!未定义书签。 4.1.2 制药设备GMP设计通则的具体内容................................... 错误!未定义书签。 4.1.3生产设备选型说明................................................................ 错误!未定义书签。 4.2 主要生产设备选型............................................................................ 错误!未定义书签。第5章车间(设备)布置............................................................................. 错误!未定义书签。 5.1 车间设计原则.................................................................................... 错误!未定义书签。 5.2车间平面布置.................................................................................... 错误!未定义书签。 5.2.1车间布置平面图.................................................................... 错误!未定义书签。 5.2.2车间产尘的处理.................................................................... 错误!未定义书签。 5.2.3车间排热、排湿及臭味的处理............................................ 错误!未定义书签。 5.2.4参观走廊的设置.................................................................... 错误!未定义书签。 5.2.5 安全门的设置....................................................................... 错误!未定义书签。 5.3设备的安装........................................................................................ 错误!未定义书签。第6章采暖通风与空调公用工程................................................................. 错误!未定义书签。 6.1 设计要求........................................................................................... 错误!未定义书签。 6.2 设计参数........................................................................................... 错误!未定义书签。 6.3洁净室换气次数................................................................................ 错误!未定义书签。 6.4 洁净室压力........................................................................................ 错误!未定义书签。 6.5正压风量的计算................................................................................ 错误!未定义书签。 6.6 噪声................................................................................................... 错误!未定义书签。 6.7 通风量............................................................................................... 错误!未定义书签。第7章结束语................................................................................................. 错误!未定义书签。第8章参考文献............................................................................................. 错误!未定义书签。
保健品(胶囊剂)工艺规程
1产品概述 2处方和批准文号 3工艺流程图 4原药材的整理炮制 5制剂操作过程及过程控制要求 6原辅料质量标准和检验方法 7中间产品质量要求和检验方法 8成品质量标准和检验方法 9包装材料和包装规格、质量标准10说明书、产品包装文字说明和标志 11设备一览表及主要设备生产能力12物料平衡、收率的指标及计算公式
产品概述 产品特点 性状 本品为胶囊剂,容物为黄棕色粉末,气微香,味苦 功能与主治:具有改善睡眠功能。 用法与用量:每日1次,每次3粒,口服。 规格:每粒胶囊装0.35克。 有效期:二年 处方来源: 处方和批准文号 1 1.1 1.1.1 1.1.2 1.1.3 1.1.4 1.1.5 1.2 2 2.1 2.2 11254 7.0 g 192kg 11211 3.5g 96kg 11097 3.5g 96kg 11172 2.1g 58kg 11044 2.1g 58kg 合计 18.2g 500kg 制成胶囊 5 粒 处方 13.7 批准文号: 万粒
3 工艺流程图 1 浓缩 F 醇沉 成品检验 io万级洁净区
4.原药材整理炮制 4.1 炮制依据:《中国药典》2005年版一部。 4.2 整理炮制方法 4.2.1 酸枣仁:除去杂质,粉碎成最粗粉。 4.2.2 桑椹:除去杂质。 4.2.3 合欢花:除去杂质。 4.2.4 五味子:除去杂质,用时捣碎。 4.2.5 柏子仁:除去杂质。 5 制剂操作过程及过程控制要求 5.1 称量配料工序:按照每批处方量称量各种药材备用。 5.2 提取、浓缩 5.2.1提取:将已备好的五味药材称量复核,复核后的药材投入提取罐,加6倍量的饮用 水,浸泡2-3小时后,升温第一次煎煮,煎煮2小时后,放液,药液用300目滤布过 滤;第二次加4倍量的水,煎煮1.5小时,放液,过滤,合并滤液,将滤液放入贮罐静置2-6小时,备用。 5.2.2 一次浓缩:将静置后的上清液减压浓缩,真空度为-0.060?-0.085Mpa,温度为60C 芳C,浓缩至相对密度为 1.10?1.15时(60 C±5C测),收取浓缩液⑴,备用。 5.3 醇沉、二次浓缩 5.3.1醇沉:将浓缩液⑴ 打入醇沉罐中,加入95%勺乙醇,使药液的乙醇浓度达到75% 要求一边加入乙醇一边不断搅拌,静置16-24小时,备用。 5.3.2二次浓缩:将静置后的上清液,进行减压浓缩,回收乙醇,真空度为-0.060? -0.085MPa,温度60 C±5C,浓缩至相对密度1.15?1.20时(60 C±5C测),收取浓缩液(2),备用。 5.4干燥 取浓缩液⑵ 真空干燥(真空度不低于-0.08Mpa,温度第一阶段为60C?80C,第二阶段为50C?70C)至水分V 4%收料,所得干膏,备用。 5.5粉碎、混合、过筛 将干膏用粉碎机粉碎(80目筛),粉碎时要求加入与硬脂酸镁、微粉硅胶一起粉碎,得细粉,在槽形混合机混合15-20分钟,混合均匀后,过60目筛密封备用,同时送 检,检验合格后分装,即得成品。要求室RHC 35%,T:18-26 C。 5.6胶囊填充及抛光 5.6.1将混合工序的混合粉在全自动胶囊填充机上用1号胶囊进行填充,每粒胶囊填充