基于PLC的矿井提升机控制系统设计
1 前言
1.1 提升机的发展过程及现状
矿井提升机是煤矿安全生产的关键设备之一,其作用是提升煤炭、矸石,升降人员和下放物料等,在整个煤矿生产中占有十分重要的地位。矿井提升机安全、可靠、高效、准确地运行集中体现在其电气控制系统中,电控系统性能的优劣直接影响全矿的安全生产及矿工生命的安全。
现代矿井提升机的发展与现代电力传动及其控制技术的发展密切相关。根据受控电动机类型的不同,矿井提升机可分为直流驱动提升机和交流驱动提升机两大类。
由于交流电动机有结构简单、紧凑、坚固、容量大、价格低廉、应用场合广泛和直接使用交流三相电源等优点,因而交流驱动提升机得到了广泛的应用。在20世纪70年代前,矿井提升机大多采用交流驱动系统,但是由于其调速件能较差,很难适用于调速性能要求较高的场合。
直流电动机具有良好的启、制动性能,可在大范围内平滑调速,调速性能指标远优于交流电动机,因此在20世纪70年代后,随着大功率可控硅的使用、电子控制技术和装置的发展,直流驱动提升机逐渐在大中型煤矿中占据了主导地位。
随着电力电子器件、微电子控制技术和交流调速控制理论的发展,交流驱动逐渐获得了与直流驱动相同的控制特性,并在高性能交流驱动应用中获得了根本性的突破,成为大容量提升机的首选方案。目前国内煤矿企业,井下提升机大多采用交流绕线式异步电动机转子串电阻的调速方案。
提升机电控系统经历了由继电器控制、分离元件控制、模拟电路控制到微电子(计算机)控制的发展历程,目前数字控制系统已广泛应用于提升机控制系统中。采用数控技术后,提升机电控系统具有结构简单、控制精度高、系统功能开发简单等优点;特别是其具有智能化的信息采集、故障诊断和在线检测等功能,极大地提高了系统的可靠性,缩短了查找和排除故障的时间,降低了维护成本。
1.2 主要存在的问题
虽然交流提升机在调速性能上获得了根本性的突破,成为大容量提升机的首选方案,但是由交流电动机的基本原理可知,由定子传入转子的电磁功率Pm可分为两部分:一部分是驱动负载的有效功率P=(1-s)Pm;另一部分是转差功率P=sPm,与转差率s成正比。根据转差功率的大小及消耗情况,交流调速系统可分为如下三类:
(1)转差功率消耗型调速系统:全部转差功率都被转换成热能而消耗掉。这类调速方式有定子调压调速、电磁离合器调速、绕线式异步电动机转子串电阻调速等。这类调速系统是以增加转差功率的消耗来换取转速降低的,转速越低,效率越低。
(2)转差功率回馈型调速系统:少部分转差功率被消耗掉,大部分通过变流装置回馈电网或转化为机械能予以利用。绕线式异步电动机串级调速就属这类。转速越低,回馈功率就越多。但这类调速方式用于矿井提升机的较少。
(3)转差功率不变型调速系统:这类系统中,无论转速高低,所消耗的转差功率都基本不变。变级调速和变频调速即属于这类调速系统。
无论采用哪种调速方案,转差功率调速系统中转子消耗是不可避免的,于是造成了能源的浪费。特别是目前中小型矿井提升机广泛采用的绕线式异步电动机转子串电阻调速方式,属于转差功率消耗型调速系统,虽在负力提升情况下,可通过一定装置来实现能量的回馈,但效率依然很低。
1.3 系统设计方案选择
可编程控制系统(Programmable Logic Controller)是一种专门为在工业环境下应用而设计的数字运算操作电子系统。它采用一种可编程的存储器,在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,通过数字式或模拟式的输入输出来控制各种类型的机械设备或生产过程,使高可靠性的数字控制系统在较低成本价格上得以实现,越来越受到广大用户的青睐,成为当今自动化电气控制的主流。
液粘调速离合器是根据流体力学中关于液体粘性定义及牛顿内摩擦
定律理论而研制成功的新型传动装置。它可以实现平滑的无级调速,摩擦副在分离状态下使工作机起动,起动电流也大大降低,因而避免了电阻投切造成的能源浪费,同时大惯量工作机缓慢加速,可以防止过载,并且调速反应灵敏,转速控制精度高,能够实现手动控制和远程控制。
在目前国内煤矿企业生产条件急需改善、设备急需更新的情况下,将可编程控制器用作提升机控制系统,调速装置采用液粘调速离合器,将使提升机在运行特性、调速范围、节电效果等各项经济技术指标均明显提高。
本系统具体设计方案是采用光电编码器采样提升机滚筒的转速信号,电流互感器在电动机定子侧采样电流信号,经过可编程控制器的A/D, D/A 模块转换,构成转速、电流负反馈控制。利用可编程控制器的内置PID模块构成转速、电流PI调节器,然后通过模拟量输出模块来控制液粘调速离合器电液比例溢流阀,从而达到控制提升机调速的目的。
该系统研制成功后,可解决旧系统体积大、维护困难、效率低等一系列问题。同时采用笼型电机拖动,将使系统静特性明显变硬,调速范围也将显著加宽,并且节电效果可达30%左右,可成为井下提升机更新换代的理想设备。
2 系统总体方案设计
2.1 系统设计要求
2.1.1 系统控制要求
(1)矿井提升机是整个煤矿安全生产的关键,其安全可靠性直接关系到全矿的生产和矿工的生命安全。由于煤矿井下生产环境恶劣,运行情况复杂,各种操作频繁,因此对提升机电控系统来说,除了能够满足各种复杂的控制要求外,更重要的是其可靠性和安全保障。
(2)要求具有很好的调速性能,能够精确地完成井下提升的整个运行过程。
(3)可以重载起动,有一定的过载能力。
(4)工作方式转换容易,易于实现自动化。
(5)技术先进,维护简单、方便,在保证安全可靠运行前提下,控制线路简洁明了,便于维修和排除故障。
(6)尽量降低投资成本,减少运行费用,提高节电效果和经济效益。
2.1.2 系统控制速度图
矿井提升机的工作过程一般经历加速、等速、减速三个运行阶段。本系统设计中采用井底初加速、等速,井筒主加速、等速和井口减速运行等阶段。系统速度控制如图2-1所示。
图2-1 提升速度图及循环时间计算表
开始时,在井口平车场空车线上的空车串,由井口推车器以a1加速至V0=1.Om/s低速,向下推进。同时,井底的重车串上提,当全部重车串进入井筒后,提升机以a2加速到最大提升速度V m,并等速运行至井口,在空车串运行到井底时,提升机以a3减速,使之由V m减至V0,进入井底车场时,减速停车。这时,在井口平车场内的重车串借惯性继续前进,当行至摘挂钩位置时,摘钩并挂空车。同时井下也摘掉空车并挂上重车,然后打开井口空车线上的阻车器,进入下一个提升循环。
如图2-1所示,提升机在各运行阶段的参数预置如下,关于时间及距离的设置及计算在脉冲单元的计算中再详加说明。
a.系统最大提升速度V m=5.Om/s;
b.井下平车场平均速度V0=1.0m/s;
c.井下平车场加、减速度a1=a4=0.3m/s2;
d.井筒中主加、减速度a2=a3=0.5m/s2;
2.2 系统硬件设计
矿井提升机硬件结构主要包括控制系统、调速装置、放大驱动系统、换向回路、安全回路等部分,本系统硬件设计构成如图2-2所示。
图2-2 系统硬件组成
采用PLC作主控制系统,分别接收来自司机操作台、检测系统、放大驱动控制系统、闸控回路、安全回路、井筒信号系统、报警显示和外部各个监测元件的信息,这些信息多数首先要经过主控程序的相应处理,并将相应的信息和指令发送到上述各个系统中,来控制提升机系统运行。主控系统的软件主要用来执行提升机运行的逻辑、比较、顺序控制、算术计算和位置控制等功能。
其控制过程主要是通过光电编码器采样提升机滚筒转速信号,电流互感器在电动机定子侧采样电流信号,经过可编程控制器的A/D, D/A模块转换,构成转速、电流负反馈控制;利用可编程控制器的内置PID(比例、微分、积分的缩写)模块构成转速、电流PI调节器。通过模拟量输出模
块控制电液比例溢流阀,从而控制液粘调速离合器达到调速的目的。根据PLC的控制性能和液粘调速离合器的调速特性,可实现提升机全自动、手动和检修操作方式,各种操作方式均由司机通过控制操作台进行控制。
在全自动运行方式下,不需要司机操作,只要井底装载和井口卸载完成,发出完成信号,提升机就自动起车,通过井底初加速和井筒主加速,进入等速运行,过减速点后,按给定速度图减速、停车,并完成装载和卸载全过程;在手动控制和检修运行方式下,井口给出开车控制信号后,由司机通过行程开关控制车组在各阶段的运行过程,停车及装、卸载过程仍由系统自动控制完成。
为操作及检修的方便,首先PLC内部自检功能的故障输出接点直接进入安全回路,一旦PLC出现故障,安全回路便立即动作,实现安全制动;同时系统中各种相应的运行状态和各个外部线路,在PLC的输入和输出模块上,都要有相应的指示,通过指示灯可以直接判断信号传输是否正常。
2.3 可编程控制器(PLC)的特点及选型
2.3.1 PLC特点及应用
可编程控制器(Programmable Logic Controller)是计算机技术与自动化控制技术相结合而开发的一种适用工业环境的新型通用自动控制装置,是作为传统继电器的替换产品而出现的。它采用一种可编程的存储器,在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,通过数字式或模拟式的输入输出来控制各种类型的机械设备或生产过程。
随着微电子技术和计算机技术的迅猛发展,可编程控制器更多地具有了计算机的功能,不仅能实现逻辑控制、定时控制、计数控制、顺序(步进)控制,还具有了模拟量控制、闭环过程控制、数据处理和通信联网等功能。
由于可编程控制器可通过软件来改变控制过程,并且编程简单,同时采用了模块化结构设计,易于扩展和拆装,因而具有体积小,功耗低,可靠性高,组装维护方便,控制功能完善和抗干扰能力强等特点,已广泛应
用于工业控制的各个领域,成为当今自动化电气控制的主流。
2.3.2 可编程控制器的选型
本设计的主要控制过程是利用可编程控制器的A/D, D/A模块和可编程控制器内置的PID模块构成提升机系统的转速、电流PI调节器,通过PLC的模拟量输出模块来控制液粘调速离合器的电液比例溢流阀,从而调节控制油压,该油压经控制油入口进入油缸,推动活塞,通过对摩擦副施加不同压力来改变主、被动片间的油膜厚度,从而实现对输出轴转速的调节,以实现提升机调速运行的要求。
整个控制系统除了用到PLC逻辑控制、定时控制和计数控制等基本控制功能外,关键是要用到PLC的高级控制单元,主要包括A/D、D/A单元,脉冲输出单元、位置控制单元和PID模块等。
现代大中型的PLC一般都配备了专门的A/D和D/A转换模块,可以将现场需要控制的模拟量通过A/D模块转换为数字量,经微处理器运算处理后,再通过D/A模块转换,变成模拟量去控制被控对象。同时大中型PLC 也配备了PID控制模块,当控制过程中某一变量出现偏差时,PLC就按照PID算法去调节该控制过程,把变量保持在某一整定值范围内。
在本系统中,可选用日本松下电工公司生产的中型PLC-FP3机。其性能特点简介如下:
(1) FP3机具有快速的CPU处理速度,最多可控制2048个I/O点, 具有16K步的大程序容量和EPROM写入功能,并提供了288条方便指令,编程工具功能强大。CPU中具有中断功能、调试和测试运行功能,在程序运行过程中可利用中继功能执行高优先级的中断程序。编程器具有注释功能等,可在程序中插入注释, 便于以后的检查与调试。
(2)FP3机CPU单元除具有一般功能的控制单元外,还具有功能完善的A/D、D/A单元,脉冲输出单元、位置控制单元和进行PID处理等特殊功能模块。并且在FP3的高级单元内部一般自带有CPU和存储器,只要在初始化时,由FP3的CPU单元将控制字写入其内部存储器中,则这些存储器即可独立运行。高级单元内部的存储器可由该单元与CPU 共享,CPU单
元只要用专用的读/写指令即可对之进行读或写。
(3)FP3机I/0分配采用自由编址方式,为用户提供灵活便利的使用条件,其编址方式可通过两种方式来实现,一种是根据各单元在底板上插放的位置确定该单元所用点的地址,另一种是使用编程工具设定各单元的地址。
(4)FP3机采用模块化结构设计,使其具有如下突出优点:
a.组装灵活。可以根据生产需要随时更换或扩充,使整个系统更快地适应产品更新换代的要求。
b.维修方便。出现故障时,只需更换部分芯片或功能模块即可,使停机修理的时间和费用降至最低限度。
c.对各种功能的模块可以根据需要进行生产,随时改进其设计、不断完善,有利于提高质量、降低成本。
2.4 液粘调速离合器
本系统中提升机的调速装置采用液体粘性调速离合器(也称液粘调速离合器、液粘离合器)。液体粘性调速离合器是依据牛顿液体内摩擦定律,即液体的粘性和油膜的剪切作用而研制成功的一种新型流体传动装置。本系统中使用YL-8型液体粘性调速离合器,是辽宁华孚石油高科技股份有限公司最新开发、研制成功的高效节能产品。
2.4.1 结构及工作原理
YL-8型液体粘性调速离合器由主机和液压系统两大部分组成。
主机由主动部分、被动部分和加压分离部分等构成。主动部分包括主动轴和主动摩擦片,它们以花键相联,并可作轴向自由滑动;被动部分包括被动轴、被动盘、被动鼓、被动摩擦片和支承盘,除被动片外,其余零件分别用平键和螺栓连接成刚体。被动片和被动鼓以花键相连并可在被动鼓上作轴向自动移动;主动片与主动轴同步旋转,被动片与被动轴同步旋转;加压分离部分包括油缸、活塞、回位弹簧、压盘等。在主动轴和被动轴的轴向径向均钻有油孔,分别通往润滑油腔和工作油腔。
液压系统由润滑油系统和控制供油系统两部分组成,其工作原理图如图2-3.
图2-3液压系统原理图
1、润滑油箱
2、粗滤油器
3、润滑油泵
4、电机
5、换热器
6、压力继电器
7、电接点温度计
8、润滑油压力表
9、电机10、精滤油器 11、控制油泵 12、控制油压力表13、二位二通电磁阀14、电液比例溢流阀 15、电子控制器 16、控制油箱
在离合器主机中,主被动摩擦片之间始终保持一层完整的油膜,原动机动力经主动轴上花键传到主动片,通过摩擦副的液体粘性和油膜剪切力作用将动力传给被动片,再传给被动鼓,最后经被动轴带动负载工作。
润滑供油系统是向摩擦副连续供油的装置,使摩擦片之间不断产生新的油膜,同时将滑差损失产生的热量经换热器以循环方式很快被带走,使调速离合器能在滑差情况下保持持久工作。
控制供油系统由电液比例溢流阀来调节控制油压,该油压经控制油入口进入油缸,推动活塞,对摩擦副施加不同压力来改变主、被动片间的油膜厚度,从而实现对输出轴转速的调节,以满足工作机的变速要求。2.4.2 性能特点和主要技术参数
(1)性能特点
1. 当它与交流电动机配合使用时可方便的实现对负载的无级调速;
2. 除在较大范围内实现无级调速外,还可以实现高效率和无滑差损失的同步传动;
3. 在它处于分离时,可以实现电动机的空载或轻载下启动,可缩短启动电流对电网冲击的持续时间。
(2)主要技术参数:
a.控制系统油压:0.15~2.OMpa 。
b.润滑系统油压:0.1~0.3Mpa 。
c.工作润滑油:YLA-Nab普通液力油或8#液力传动油。
d.冷却水量:Q=40~70L/min。
e.滑油工作油温: 5000C。
3 FP3各单元工作方式的设置与参数整定
3.1 CPU单元
在FP3机的CPU单元中,采用的是16位微处理器芯片,最多可控制2048个I/O点, 具有16K步的大程序容量和EPROM写入功能,采用循环扫描控制工作方式,除基本的控制功能外,还增加了许多特殊功能,如初始化功能,测试运行功能和中断功能等。
3.2 脉冲输出单元
FP3配备了多种实现位置控制的单元,首先是脉冲输出单元,还有高速计数单元和位置控制单元,脉冲输出单元可以输出频率可调的脉冲,其输出频率范围为45Hz~5kHz。频率调节需使用特殊指令(SPD0)并建立参数表来实现。该功能与高速计数器功能结合使用,可以对步进电机的速度和运动物体的位置进行控制。
3.2.1 参数的脉冲化
(1)距离的脉冲化
①如系统速度控制图所示原始资料设置如下:
井筒斜长:L T=498m;
井口车场的长度:L K=30m;
井底车场的长度:L D=30m;
提升机滚筒直径:D=2.5m;
②与提升运动相关的计算
a.矿车组在井底车场运行阶段
初加速段:
t01=v O/a O1=1/0.3=3.3(s)
L01=1/2V0t01=1/2?1?3.3=1.65(m)
等速运行阶段:
L02=L D-L01=30-1.65=28.35(m)
T02=L02/V0=28.35/1=28.35(s)
井底车场运行总时间:
T D=t01+t02=3.3+28.35=31.65(s)
b.矿车组在井筒运行阶段:
加减速运行阶段:
t1=t2=(v m-v D)/a1=(5-1)/0.5=8(s)
L1=L2=1/2(v m+v0)/t=(5+1)/2?8 =24(m)
等速运行阶段:
L3=L-(L D+L K+L2+L2)=528-2(30+24)=420(m)
t3=L3/v m=420/5=84(s)
车组在井口车场运行阶段:
L K=L D=30(m)
t K=t D=31.65(s)
一次提升循环时间:
T=(t D+t K+t1+t2+t3)+θ=2(t D+t1)+t3+θ
=2(31.65+8)+84+25
=188.3(s)
③脉冲数的计算:
滚筒的周长为L G=лD=3.14?2.5=7.85 (m).
按滚筒每转一圈发出n0=2000个脉冲计算,一次提升的长度为528m,应转的圈数为N=528/7.85=67.26圈,一次提升应发出的总脉冲数为n S=N?n0=67.26?2000=134522。
a.车组在井底车场运行阶段所对应的各个阶段的脉冲数
初加速段:
n01=L01/L D?n0=1.65/7.85?2000=420个
等速运行段:
n0=L02/L G?n0=28.35/7.85?2000=7223个
b.矿车组在井筒运行阶段所对应的各个阶段的脉冲数
加减速运行段:
n1=n2=L1/L G?n0=24/7.85 ? 2000=6115个
等速运行段:
n3=L3/L G? n0=420/7.85 ? 2000=107006个
c.矿车在井口运行段
与井底运行的脉冲数相同n K1=420个,n K2=7223个
(2)速度的脉冲化
将速度值转化成脉冲数为:
f0=0
f1=v0/L G?n0=1/7.85?2000=255个
f2=v m/L G? n1=5/7.85?2000=1275个
f3=f1=255个
f4=f0=0
(3)加速度的脉冲化
与井底车场初加速及与井口车场减速对应的脉冲数:
n a01= n a02=V0/t01=255/3.3=77个
与井筒运行段的加、减速度对应的脉冲数:
n a1=n a2=v m/t1=1275/8=159个
与加速度对应的脉冲单元2的脉冲输出频率:
f01=77
f02=159
可以通过脉冲输出单元的Y23进行脉冲输出频率的切换控制,Y23 OFF 时输出为低档,当Y23 ON时为高档。
3.2.2 脉冲单元面板上主要端子的功能
(1) DELAY:延时时间设定调节螺钉。当进行高、低档频率切换时,可设定切换延时时间。该时间在100~500ms之间任意可调。
(2) F.MIN和F.MAX:高、低档频率细调调节螺钉。
(3) C=P, C>P:经过值、预置值比较输出端。C为经过值,P为预置值。当C=P时和C>P时相应的端子输出为高电平。
(4) RST:脉冲单元复位输入端。该输入端开关接通时,脉冲单元复位,即停止输出脉冲,并将经过值和预置值寄存器清零。
(5) https://www.360docs.net/doc/e014271171.html,T:脉冲频率控制输入端。当该端输入高电平时,脉冲频率切换为高档,反之切换为低档
(6) OUT0和OUT1:脉冲输出端。
(7) ZERO和SUB:原点到位信号输入端和近原点到位信号输入端。
(8)输入、输出工作指示灯。
(9)I/O单元插座(50)芯。
(10)工作方式选择DIP开关。
3.2.3 脉冲单元工作方式选择开关的设置
表3-1列出了FP3脉冲单元工作方式选择开关的具体设置方法。
表3-1脉冲单元方式选择开关
在本系统中应具体设置为:
SW1:取OFF状态使之处于One-shot输出方式,即当C=P端输出高电平时只接通一个扫描周期。
SW2:取ON状态使之处于中断使能。
SW3:取0N状态使之处于C=P方式,经过值计数器进行加计数。
SW4:取0N状态使之处于单脉冲输出方式。
SW5~SW8:未用。
3.2.4 脉冲单元共享存储器的内容设置
FP3脉冲单元共享存储器分配如表表3-2所示。
表3-2脉冲单元共享存储器表
在本系统中1号脉冲单元:KO可以读经过值、写初始值此处为O,K2只能写预置值本系统取为134522。2号脉冲单元:KO可以读经过值、写初始值此处为O,K2只能写预置值先本系统设为255,后可经过程序修改。
3.2.5 占用I/O点及I/O分配
本系统可将1号脉冲单元安装在0号槽,2号脉冲单元安装在1号槽。
其脉冲单元分配如表3-3所示。
表3-3脉冲单元分配表
表中说明:
(1)表中C和P的意义是:C表示经过值,P表示预置值。
C=P时,X0: ON, C>P时X1: ON。
(2)X2是溢出标志位,当发生溢出时X2: ON。脉冲单元中有经过值计数器和预置值计数器,二者最大计数范围为-16777216~+16777215,当超过此范围时发生溢出。
3.2.6 脉冲单元在本系统中的工作过程
1号脉冲单元:首先向CPU单元的数据区送入脉冲单元的初始值和预置值,均为十进制表示的脉冲数,即为脉冲单元的初始化作准备,接下来是脉冲单元的初始化,即将初始值和预置值写入脉冲单元的共享存储器中,当有提升信号时,起动按钮按下同时,其上升沿接通Y6后,1号脉冲单元开始有脉冲输出。该脉冲送入高速计数器HSC的XO端,使高速计数器HSC按所设定的参数表进行工作。
2号脉冲单元:首先向CPU单元的数据区送入脉冲单元的初始值和预置值,均为十进制表示的脉冲数,即为脉冲单元的初始化作准备,接下来是脉冲单元的初始化,即将初始值和预置值写入脉冲单元的共享存储器中,当有提升信号时,起动按钮按下同时,其上升沿接通Y16后,2号脉冲单元开始按所选的频率进行脉冲输出并及时进行频率的切换。该脉冲送入高速计数板的输入端,使高速计数板按所设定的参数进行工作。
3.3 高速计数单元的设置与整定
3.3.1 方案的选择及比较
在FP3型PLC中,有两种高速计数单元,一种是在主板上的高速计数器,另一种是高速计数板,二者在使用上有较大的差别。其性能对照表如3-4所示。
表3-4高速计数器和高速计数板性能对照表
在本系统中采用一个高速计数器和一个高速计数板来计数,其中HSC 在波形输出控制方式中用F164(SPDO)指令根据高速计数器的经过值控制输出波形ON/OFF,以实现速度的及时切换。高速计数板采用两相独立输入方式,INA0为加计数,INB1为减计数。且用F1(DMV)指令将DT9108和
DT9109中的经过值时时拷贝到PID单元中的给定值寄存器DT100中,作为速度的给定。
3.3.2 高速计数器的设置
(1) 高速计数器有四种工作方式,分别为单路加计数、单路减计数、两路单相输入方式和两路双相输入方式,在本系统中采用两路单相输入方式,计数范围为-8388608~8388607,工作方式选择为X0加计数、X1减计数,其最高计数频率为5KHZ,。
(2)占用的I/0端子:X0、X1是脉冲输入端,X2是复位端,HSC的软件复位用指令[FO(MV) H8 DT9052]实现,也可由外部复位开关进行复位。
(3)占用内部寄存器:HSC的经过值存放于DT9044和DT9045中;目标值存放于DT9046和DT9047中。DT9044和DT9046存放低16位,DT9045和DT9047存放高16位。特殊继电器R903A规定为HSC的标志寄存器,当HSC计数时该继电器“ON”,停止计数时为“OFF”。
(4)高速计数器所用到的指令
①[FO(MV) S D]:16位数据传输指令,其中S:被传送原数据(地址),D:传送数据的目的地址,即S→D,该指令用来向高速计数器传输数据。
②[F1(DMV) S D]:32位数据传输指令,其中S:被传送原数据(地址),D:传送数据的目的地址,即(S,S+1)→(D,D+1),该指令用来读出或修改高速计数器的经过值。
③[F162(HCOS) S Y n]:其中S:存高速计数器经过值的首地址,设置范围:K-8388608~K8388607,D:指定的外部输出继电器(Y0~Y7),当(DT9044,DT9045)=(S,S+1)→Y n=ON,执行条件是R903A=OFF(n=0~7)。其作用是将一个外部继电器规定为高速计数器的输出。当高速计数器的经过值与规定目标值一致时,则规定的外部输出继电器接通并保持。
④[F163(HCOR) S Y n]: 其中S:存高速计数器经过值的首地址,设置范围:K-8388608~K8388607,D:指定的外部输出继电器(Y0~Y7),当(DT9044,DT9045)=(S,S+1)→Y n=ON,执行条件是R903A=OFF(n=0~7)。
其作用是规定一个外部继电器为高速计数器的输出,当高速计数器的经过值与规定目标值一致时,则规定的外部输出继电器断开。
⑤[F164(SPDO) S]: 其中S:存控制数据的首地址,其作用是根据高速计数器的经过值确定输出的控制条件。可用于两种类型的输出控制,即脉冲输出控制方式和波形输出控制方式,本系统采用是后一种。
3.3.3 用F164(SPDO)指令实现位置控制的方式
本系统用HSC的XO端接收1号脉冲单元发出的脉冲,其工作方式按表3-5参数表所示,来实现速度及位置的及时控制。
表 3-5 Pattern参数表
表中M1、M2、M3、M4、M5、M6、M7分别为七档变速对应的脉冲数,H1、H2、H3、H4、H5分别为速度的控制代码。
当有提升信号时,PLC按照pattern参数表所设定的工作方式运行。由参数表可知,整个控制过程可分为七段,其输出点Y0, Y1, Y2, Y3是速度切换控制信号,而Y4是停车信号。按参数表初始波形输出0OOO1H,
即YO为高电平而Y4, Y3, Y2, Y1为低电平,此时电机转速较低,进行的是井底平车场的初加速运行。当电机转速达到目标值M1时,输出切换为OOO1OH,此时Y4, Y3, Y2, YO为低电平,Y1为高电平,进行的是井底平车场的等速运行,当电机转速达到目标值M2时,输出切换为OOl00H,此时Y4, Y3, Y1, YO为低电平,Y2为高电平,进行的是井筒加速运行,当电机转速达到目标值M3时,输出切换为O1OOOH,此时Y4, Y2, Y1, YO 为低电平,Y3为高电平,进行的是井筒等速运行,当电机转速达到目标值M4时,输出再一次切换为OOl00H,此时Y4, Y3, Y1, YO为低电平,Y2为高电平,进行的是井筒减速运行,当电机转速达到目标值M5时,输出再一次切换为OOO1OH,此时Y4, Y3, Y2, YO为低电平,Y1为高电平,进行的是井口平车场等速运行,当电机转速达到目标值M6时,输出再一次切换为0OOO1H,此时Y4, Y3, Y2, Y1为低电平,Y0为高电平,进行的是井口平车场减速运行,当电机转速达到目标值M7时,输出切换为10000H,此时、Y3, Y2, Y1, YO为低电平,Y4为高电平,控制停车。
3.3.4 高速计数板的设置与整定
与高速计数器的设置方式相似,高速计数板的设置包括输入方式、计数范围、计数速度、通道选择和内部寄存器的分配等,具体设置如下:
(1)输入方式:两相独立输入方式,INA为加计数,INB为减计数。
(2)计数范围:-8388608~+8388608。
(3)计数速度:两相输入,计数频率为5KHZ。
(4)通道选择:选择CHO通道和CH1通道。
(5)高速计数板占用的内部寄存器如表3-6。
表3-6 特殊寄存器表
3.3.5 手动方式时速度的给定
本系统设计除了可以完成自动运行外,还要求提升机可以在司机控制下进行手动运行和检修方式运行。
当选择手动方式时,可用自整角机作为主令控制设备,司机通过前推或后拉主令控制手柄带动自整角机转动,从而发出主令控制信号,作为速度的给定。这时工作于变压器状态,当自整角机激磁绕组送入恒定的交流电压U1时,从自整角机的两个相绕组取出电压U2,这两个相绕组可用等值绕组代替,它与激磁绕组轴线的位置角为ф。当激磁绕组轴线与同步绕组的等值绕组相重合时,输出的电压U2m为最大,当ф=900时,此时输出电压为零。当转过1800时,轴线再次闭合,但输出电压为最大负值。自整角机的单向联接,根据转子的不同位置角,得到不同的信号电压,从而自动实现速度给定。取(0-10)的自整角机输出电压,经PLC中A/ D转换成数字量,就是对应(0-V m)手动给定的速度值。
PID调节是过程控制系统中最常用的控制算法之一。PID控制分模拟和数字两种类型,数字PID调节器是由模拟PID调节器发展而来的,其控制算法是按给定值与实际值之间偏差的比例、积分、微分控制的,其参数
数控机床单片机控制系统设计
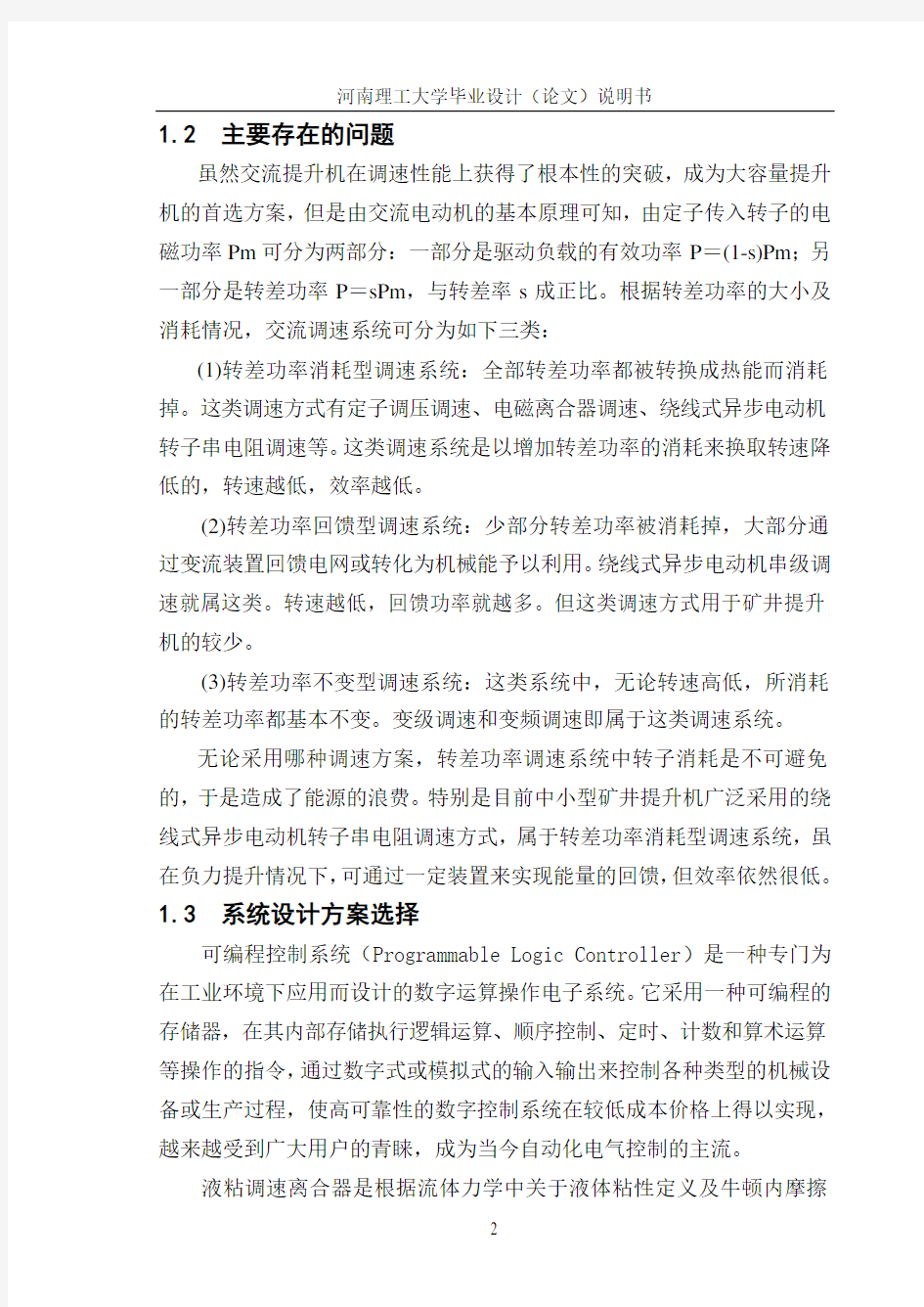
简易数控机床控制系统设计 学号:0601302009 专业:机械电子工程姓名:浦汉军 2007,9,10 南宁任务: 设计以单片机为控制核心的简易数控机床的数字程序控制器。要求 1、能用键盘控制工作台沿+X、-X、+Y、-Y向运动,以校正工作台位置。 2、可用于加工直线和圆弧。 3、在运行过程中可人工干预而紧急停车。 4、能实现越界报警。 5、可与PC机通讯。 总体方案设计 一、数控系统硬件电路设计 选用MCS-51系列的8031CPU作为数控系统的中央处理机。外接一片EPROM用于存放控制程序、固定批量生产的工件加工程序和数据,再选用一片8kb的6264RAM作为存放试制工件或小批量生产的工件加工程序和数据。由于系统扩展,为使编程地址统一,采用74LS138译码器完成译码法对扩展芯片进行寻址的功能。还要考虑机床与单片机之间的光电隔离、功率放大电路。其设计框图如下图所示: 图1.1 总体设计框图 工作原理:单片机系统是机床数控系统的核心,通过键盘输入命令,数控装置送来的一系列连续脉冲通过环形分配器、光电耦合器和功率放大器,按一定的顺序分配给步进电动机各相绕组,使各相绕组按照预先规定的控制方式通电或断电,这样控制步进电动机带动工作台按照指令运动。1.各单元电路设计
CE :片选信号,低电平有效,输入 :读信号,低电平有效,输入 PGM :编程脉冲输入端,输入 Vpp :编程电压(典型值为12.5V) Vcc :电源(+5V) GND :接地(0V) D 0 11D 1 12D 2 13D 3 15D 4 16D 5 17D 6 18D 719A 010 A 19 A 28 A 37 A 46 A 55 A 64A 73 A 825 A 924 A 1021 A 1123 A 122 G ND 14 C E 20PGM 27V cc 28 V pp 1N C 26 O E 222764 :片选信号输入线,低电平有效。输出允 许编程 逻辑 译 码 输出缓冲 256 256存储矩阵 A12 A11 ``` A0 OE PGM CE D0 ``` D7
矿井提升机课程设计
矿井提升机课程设计 绪论 1.1 矿井提升机简介 矿井提升机 (mine winder;mine hoist) 是安装在地面,借助于钢丝绳带动提升容器沿井筒或斜坡道运行的提升机械。分“缠绕式提升机(mine drum winder)”和“摩擦式提升机(mine friction winder)”。它用钢丝绳带动容器(罐笼或箕斗)在井筒中升降,完成输送物料和人员的任务。矿井提升机是由原始的提水工具逐步发展演变而来。现代的矿井提升机提升量大,速度高,已发展成为电子计算机控制的全自动重型矿山机械。 1.2 矿井提升机的任务及其组成矿井提升机的任务: (1) 提升有用矿物,矿石、煤炭。 (2) 提升井下生产过程中产生的矸石、煤泥。 (3) 升降人员、运送设备和下放物料。 矿井提升设备的主要组成部分有:提升钢丝绳、平衡钢丝绳、提升容器、井架、天轮、井筒设备(包括罐道、罐梁)等组成。一般的矿井提升机都有两个提升容器,并且两个提升容器在矿井中做方向相反的直线运动,即一个提升容器以一定的速度上升时另一个提升容器以相同的速度下降。 1.3 矿井提升机的特点 (1) 安全性 所谓安全性就是不能发生安全事故。由于矿井提升设备在矿山生产中所占的地位十分重要,其运转的安全性,不仅直接影响整个矿井的生产,而且还涉及人员的生命安全。因此全国都对矿井提升设备提出了极严格的要求,在我国这些规定包括在?煤矿安全规程?中。 (2) 可靠性 所谓可靠性,是指能够可靠的连续长期运转而不需在短期内检修。矿井提升设备所担负的任务十分艰巨,不仅每年要把数十万吨到数百万吨的煤炭和矿石从井下提升到地面,而且还要完成其他辅助工作。 (3) 经济性 矿井提升设备是矿山大型设备之一,功率大,耗电多,大型矿井提升机的功率超过1000KW。因此矿井提升机的造价及其运转费用,也就成为影响矿井生产技术经济指标的重要因素之一。 1.4 矿井提升机的工作原理 缠绕式提升机是利用钢丝绳在滚筒上的缠绕和放出,实现容器的提升和下放。当滚筒由电动机拖动以不同的方向转动时,钢丝绳或在滚筒上缠绕或放出,以带动提升容器。缠绕式双卷筒提升机具有两个卷筒,每个卷筒上固定一根钢丝绳,钢丝绳在两卷筒上的缠绕方向相反。摩擦式提升机的工作原理是利用摩擦传递动力。钢丝绳搭放在摩擦轮的摩擦衬垫上,提升容器悬挂在钢丝绳的两端,在容器底部还悬挂平衡钢丝绳。提升机工
PLC的矿井提升机控制系统设计方案
基于 PLC 的矿井提升机控制系统设计
2010-2-9 20:25:00 来源:
1 引言目前,我国绝大部分矿井提升机(超过 70% )采用传统的交流提升机电控系统(tkd-a 为代 表)。tkd 控制系统是由继电器逻辑电路、大型空气接触器、测速发电机等组成的有触点控制系统。经 过多年的发展,tkd-a 系列提升机电控系统虽然已经形成了自己的特点,然而其不足之处也显而易见, 它的电气线路过于复杂化,系统中间继电器、电气接点、电气联线多,造成提升机因电气故障停车事 故不断发生。采用 plc 技术的新型电控系统都已较成功的应用于矿井提升实践,并取得了较好的运行经 验,克服了传统电控系统的缺陷,代表着交流矿井提升机电控技术发展的趋势。2 总体设计方案基于 plc 技术的矿井交流提升机电控系统控制电路组成结构如图 1 所示,要由以下 5 部分组成:高压主电路 (包括高压换向器、电动机、启动柜、动力制动电源)、主控 plc 电路、提升行程检测与显示电路、提 升速度检测、提升信号电路,其中高压主电路部分仍采用传统的继电器控制电路。
图 1 矿井交流提升机电控系统 框图 工作过程:当井口或井底通过信号通信电路发出开车信号后,开车条件具备。司机将制动手柄向前推 离紧闸位置,主电动机松闸。司机将主令控制器的操作手柄推向正向(或反向)极端位置,主控 plc 通 过程序控制高压换向器首先得电,使高压信号送入主电动机定子绕组,主电动机接入全部转子电阻启 动,然后依次切除 8 段电阻,实现自动加速,最后运行在自然机械特性上。交流提升机运行时,旋转 编码器跟随主电动机转动,输出 2 列 a/b 相脉冲,分别接到主控 plc 的高速计数器 hsc0 的 a/b 相脉冲输 入端,由主控 plc 根据 a/b 脉冲的相位关系,自动确定 hsc0 的加、减计数方式。根据 hsc0 的计数值,就 可以计算出提升行程并显示。同时只根据旋转编码器输出的 a 相脉冲,主控 plc 进行加计数。根据 hsc1 在恒定间隔时间内的计数值,就可以计算出提升速度。 3 硬件设计 3.1 提升机主回路部分设计主回路用于供给提升电动机电源,实现失压、过流保护,控制电机的转向和 调节转速。主回路由高压开关柜、高压换向器的常开触头、动力制动接触器的常开主触头、动力制动 电源装置、提升电动机、电机转子电阻、加速接触器的常开主触头(1jc~8jc)和装在司机操作台上的 指示电流表和电压表等组成。系统原理图如图 2 所示。
数控机床进给系统设计
数控机床进给系统设计
第一章、数控机床进给系统概述 数控机床伺服系统的一般结构如图图1-1所示: 图1-1数控机床进给系统伺服 由于各种数控机床所完成的加工任务不同,它们对进给伺服系统的要求也不尽相同,但通常可概括为以下几方面:可逆运行;速度范围宽;具有足够的传动刚度和高的速度稳定性;快速响应并无超调;高精度;低速大转矩。 1.1、伺服系统对伺服电机的要求 (1)从最低速到最高速电机都能平稳运转,转矩波动要小,尤其在低速如0.1r /min 或更低速时,仍有平稳的速度而无爬行现象。 (2)电机应具有大的较长时间的过载能力,以满足低速大转矩的要求。一般直流伺服电机要求在数分钟内过载4-6倍而不损坏。 (3)为了满足快速响应的要求,电机应有较小的转动惯量和大的堵转转矩,并具有尽可能小的时间常数和启动电压。电机应具有耐受4000rad/s2以上的角加速度的能力,才能保证电机可在0.2s以内从静止启动到额定转速。 (4)电机应能随频繁启动、制动和反转。 随着微电子技术、计算机技术和伺服控制技术的发展,数控机床的伺服系统已开始采用高速、高精度的全数字伺服系统。使伺服控制技术从模拟方式、混合方式走向全数字方式。由位置、速度和电流构成的三环反馈全部数字化、软件处理数字PID,使用灵活,柔性好。数字伺服系统采用了许多新的控制技术和改进伺服性能的措施,使控制精度和品质大大提高。 数控车床的进给传动系统一般均采用进给伺服系统。这也是数控车床区别于普通车床的一个特殊部分。 1.2、伺服系统的分类 数控车床的伺服系统一般由驱动控制单元、驱动元件、机械传动部件、执行件和检测反
馈环节等组成。驱动控制单元和驱动元件组成伺服驱动系统。机械传动部件和执行元件组成机械传动系统。检测元件与反馈电路组成检测系统。 进给伺服系统按其控制方式不同可分为开环系统和闭环系统。闭环控制方式通常是具有位置反馈的伺服系统。根据位置检测装置所在位置的不同,闭环系统又分为半闭环系统和全闭环系统。半闭环系统具有将位置检测装置装在丝杠端头和装在电机轴端两种类型。前者把丝杠包括在位置环内,后者则完全置机械传动部件于位置环之外。全闭环系统的位置检测装置安装在工作台上,机械传动部件整个被包括在位置环之内。 开环系统的定位精度比闭环系统低,但它结构简单、工作可靠、造价低廉。由于影响定位精度的机械传动装置的磨损、惯性及间隙的存在,故开环系统的精度和快速性较差。 全闭环系统控制精度高、快速性能好,但由于机械传动部件在控制环内,所以系统的动态性能不仅取决于驱动装置的结构和参数,而且还与机械传动部件的刚度、阻尼特性、惯性、间隙和磨损等因素有很大关系,故必须对机电部件的结构参数进行综合考虑才能满足系统的要求。因此全闭环系统对机床的要求比较高,且造价也较昂贵。闭环系统中采用的位置检测装置有:脉冲编码器、旋转变压器、感应同步器、磁尺、光栅尺和激光干涉仪等。 数控车床的进给伺服系统中常用的驱动装置是伺服电机。伺服电机有直流伺服电机和交流伺服电机之分。交流伺服电机由于具有可靠性高、基本上不需要维护和造价低等特点而被广泛采用。 直流伺服电动机引入了机械换向装置。其成本高,故障多,维护困难,经常因碳刷产生的火花而影响生产,并对其他设备产生电磁干扰。同时机械换向器的换向能力,限制了电动机的容量和速度。电动机的电枢在转子上,使得电动机效率低,散热差。为了改善换向能力,减小电枢的漏感,转子变得短粗,影响了系统的动态性能。 交流伺服已占据了机床进给伺服的主导地位,并随着新技术的发展而不断完善,具体体现在三个方面。一是系统功率驱动装置中的电力电子器件不断向高频化方向发展,智能化功率模块得到普及与应用;二是基于微处理器嵌入式平台技术的成熟,将促进先进控制算法的应用;三是网络化制造模式的推广及现场总线技术的成熟,将使基于网络的伺服控制成为可能。 1.3、主要设计任务参数 车床控制精度:0.01mm(即为脉冲当量);最大进给速度:V max=5m/min。最大加工直径为D =400mm,工作台及刀架重:110㎏;最大轴,向力=160㎏;导轨静摩擦系数=0.2; max 行程=1280mm;步进电机:110BF003;步距角:0.75°;电机转动惯量:J=1.8×10-2㎏.m2。
矿井提升机plc控制系统设计-正文
矿井提升机plc控制系统设计 摘要 矿井提升机制动系统,是矿井提升系统的安全保障环节,对矿井提升生产效率和工作性能都有着重要意义。矿井提升机制动系统由液压站和制动器两部分组成,其制动性能直接影响到提升系统的稳定性与安全性。矿井提升机制动系统的可靠性和准确性是矿井提升和安全运行的重要保证。目前,提升机制动系统多采用盘式制动器,盘式制动器的制动力由液压泵站提供。本文对提升机制动系统中液压站和制动器的结构组成及工作原理进行了简单的介绍,同时对相关参数进行计算,总结了提升机制动系统制动性能的评判要求,以及影响制动性能的主要因素。为了保证液压泵站的安全运行,便于操作人员掌握工作状况,本文设计了提升机制动控制系统。 关键词:盘式制动器;液压站;安全
目录 1.引言 (1) 1.1研究背景及意义 (1) 1.2国内外研究现状 (2) 2.矿井提升机制动系统 (3) 2.1提升机液压系统的组成与工作原理 (3) (3) (4) (5) 2.2提升机盘式制动器的结构与工作原理 (6) (6) (7) 2.3制动性能及其影响因素 (7) (7) (9) 2.4系统硬件部分 (10) 2.5系统软件部分 (11) 3.结语 (12) 参考文献 (14) 致谢 (16)
1.引言 1.1研究背景及意义 在煤矿企业生产过程中矿井提升机是十分关键及重要的设备之一,其主要功能是提升矿物以及升降人员,担负着采矿生产活动正常运行的重要任务,占有极其重要的地位。 提升机在运行时的安全性及可靠性是由其制动性能的优劣决定的。在工作运行过程中矿井提升设备遇到故障,而没有采取有效地紧急制动措施,这种情况将导致的后果不仅是提升机设备自身损坏,而且极大的可能会造成人员伤亡的严重事故。 根据以往提升机出现故障事故的不完全统计结果分析,60%以上的提升故障都是由于制动系统出现问题而造成的。国内煤矿到目前为止因为提升机制动系统故障而造成严重事件的例子有相城煤矿中的主斜井提升机就是由于制动系统在紧急制动过程中产生的制动力矩过大,断绳事件多次出现;而石台煤矿主井的提升机上由于没有及时保养清理,其制动盘出现过多的油污,导致在紧急制动过程中产生的制动力矩过小,在工作运行中致使重载箕斗坠入井底,导致了生产不能正常进行及巨大的经济损失。 现在矿井提升机完成制动作用,主要是靠液压站及制动器两部分共同作用完成的。液压站与制动器的完美配合,及时有效地完成提升机制动系统正常的工作制动、紧急制动和调绳的功能。提升机制动系统制动性能的优劣直接影响提升机运行时的稳定性和可靠性。在紧急制动过程中,若盘式制动器产生的制动力矩超标,紧急时的减速度超过规定的自然减速度,提升系统中的钢丝绳将会发生松绳现象,这种情况会引起冲击断绳及跑车的严重事故;相反使制动力矩过小,在限定的距离中不能使提升系统停止运行,这样会导致提升机的过卷过放的严重事故。 影响矿井提升机制动性能的因素有很多,如制动盘的碟形弹簧刚度,闸瓦间隙,油压,温度变化,工作腔残压,闸瓦摩擦系数,制动盘偏摆度等,在紧急制动过程中制动引起的抖动同样是需要解决的制动振动和噪声中的一个问题,如果处理不好将会导致重大的质量问题。 因此,为保证提升设备能够安全可靠地运行工作,除了在对现场实际工作运行状态的动态监测外,最重要的是在于优化设计时使其制动系统能够进行及时精
四工位组合机床控制系统设计说明书
四工位组合机床控制系统的设计 【摘要】 作为现代机械设备实现传动与控制的重要技术手段,液压技术在国民经济各领域得到了广泛的应用。与其他传动控制技术相比,液压技术具有能量密度高﹑配置灵活方便﹑调速范围大﹑工作平稳且快速性好﹑易于控制并过载保护﹑易于实现自动化和机电液一体化整合﹑系统设计制造和使用维护方便等多种显著的技术优势,因而使其成为现代机械工程的基本技术构成和现代控制工程的基本技术要素。液压压力机是压缩成型和压注成型的主要设备,适用于可塑性材料的压制工艺。如冲压、弯曲、翻边、薄板拉伸等。也可以从事校正、压装、砂轮成型、冷挤金属零件成型、塑料制品及粉末制品的压制成型。 四工位组合机床由四个工作滑台,各带一个加工动力头,组成四个加工工位。除了四个加工工位外,还有夹具,上下料机械手和进料器四个辅助装置以及冷却和液压系统共四个部分。机床的四个加工动力头同时对一个零件的四个端面进行加工。一次加工完成一个零件。要求具有全自动、半自动、手动三种工作方式,总体的控制流程,当按下启动按扭后,上料机械手向前,将零件送到夹具上,夹具加紧零件,同时进料装置进料,之后上料机械手退回原位,进料装置放料,然后四个工作滑台向前,四个加工动力头同时加工(洗端面),加工完成后。由四工位加所实现的是加工按次序加工。本次加工按次序分为在一工位装卸、二工位打中心孔、三工位钻孔、四工位加工螺纹。 本文运用大学所学的知识,提出了四工位组合机床的结构组成、工作原理以及液压回转工作台液压系统、动力头液压系统的组成,构建了四工位组合机床机械、液压控制系统总的指导思想,从而得出了该四工位组合机床的优点是高效,经济,并且运行平稳的结论。 关键词:液压技术四工位组合机床液压系统结论
论文12矿井提升机电控系统原理设计
矿井提升机电控系统原理设计 摘要 我国矿井提升机大多是采用交流异步电机拖动,其电气控制系统采用转子串、切电阻调速,由继电器-接触器构成逻辑控制装置。本文以安全、可靠、高效、经济为出发点,以可靠性原则为依据,对矿井交流提升机电控系统进行研究设计,由可编程控制器(PLC)代替继电器-接触器构成的逻辑控制装置。其中简单介绍了国内外矿井提升机发展概况,提升机机械结构、工作原理,分析了其技术经济性。对于PLC的控制原理及应用做了一般性的介绍。详述了提升机电控系统和调速原理,如:测速部分和保护部分。本文以TKD-NT 单绳缠绕式矿井提升机为例,提出了研究设计方案,并且在实践中成功实施。PLC电控系统实现了对提升过程的程序控制,精度高;实现了速度、电流以及矢量的数字交换等,对提升机进行闭环调节;实现行程、速度等重要参数及提升状态的监视;实现无触点控制,寿命长,可靠性大大提高,具有良好的控制监视系统;实现了显示、记录等有关数据的全部自动化。 关键词:矿井交流提升机,PLC,调速,电控技术研究
THE DESIGN OF ELECTRIC CONTROL SYSTEM BASED ON MINE ELEVATOR ABSTRACT In China, mine elevator whose electric control system uses speed regulation by means of stringing and slicing the rotor resistance, and it constitutes the logic control device by the relay and contactor adopting the means of the drive of AC asynchronous motor in most cases. This paper which studies and designs the electric control system of AC mine elevator, adopting PLC which takes the place of the logic control device constituted by the relay and contactor takes the security, reliability, high efficiency, economy as a starting point, and takes the reliability principle as the basis. There into, this paper gives a brief introduction on the development of mine elevator in home and abroad, its framework and theory, while doing some economic study. Then, it introduces the theory and application of PLC simply. On the side, it goes into particulars about electric control system, for example, speed measurement and safeguard. This paper sets TKD-NT elevator for an example, proposes the research and design plan which puts in practice successfully. The electric control system based on PLC has carried out the procedure control of hoist process and high accuracy, closed-cycle control of mine elevator through speed, electric current as well as digital switching of vector and so on, the monitor of important parameters such as the distance of travel, speed, the state of hoist. In addition, the system also has carried out contact less control, long life-span, reliability greatly improved, good control supervisory system and completely automation of relevant data’s demonstration, recording and so on. KEY WORDS: AC mine elevator, PLC, speed regulation, electric control
参考自动化组合机床的plc控制系统设计.doc
设计项目名称自动化组合机床的PLC控制系统设计 Abstract This article introduced that the PLC control system design of Automatic combined machine tool, this system has a high degree of automation and precision, and also be widely used in industrial production and other fields. The traditional combined machine tool uses the relays generally, the precision is low, the reliability is not high, did not meet the social development need. Along with the PLC control technology's rapidly expand, as the core combined machine tool has highlighted its superiority take PLC. This paper first introduced that PLC and the history and development of the combined machine tools, and emphatically expounds the structure, movement and the control mode of combined machine tools, then the composition of PLC is analyzed, besides these, the general arrangement of PLC control system and the presentation of program are also given an overview, then we confirm PLC's type, distribute I/O address and external wiring. According to the related content we draw sequential function chart and use FXGPWIN software to draw PLC ladder diagram. At the end of the article we also introduced Fault diagnosis and exclusion of PLC control system and further summary fo the article. 【Key words】: PLC 、Mitsubishi FX series、combined machine tools 摘要 本文介绍自动化组合机床的PLC控制系统设计,该系统具有自动化程度高,精度高等特点,在工业生产等领域有广泛应用。传统的组合机床采用继电器,精度低,可靠性不高,已不适合社会发展需要。随着PLC控制技术的迅速发展,以PLC为核心的组合机床控制系统已凸显出其优势。 本文首先介绍PLC和组合机床的历史与发展,并论述了组合机床的运动形式以及控制方式,接着对PLC控制系统的总体设计和程序的表达方式做了概述,然后确定PLC型号、分配I/O地址和外部配线,接着根据相关内容画出顺序功能图并利用FXGPWIN软件
数控铣床控制系统设计
控制系统课程项目 设计说明书 项目名称:数控铣床控制系统设计 系别:机械电子工程系 专业:机械设计制造及其自动化 姓名:city 学号:09128888 组员:学号: 学号: 指导教师:陈少波
完成时间:2012 年 6 月8 日至2012 年 6 月22 日 目录 1 概述 (3) 1.1 设计目的 (3) 1.2使用设备 (3) 1.3设计内容及要求 (4) 2 NUM1020控制系统设计 (4) 2.1 功能概述 (4) 2.2 主要元器件选型 (5) 2.2.1电机选型 (5) 2.2.2 伺服驱动器与变频器选型 (8) 2.3 电路原理设计 (9) 2.3.1 电源供电设计 (9) 2.3.2 驱动电路设计 (10) 2.3.3 电机编码器与伺服驱动器连接设计 (10) 2.3.4 手轮与轴卡连接设计 (11) 2.3.5铣床控制电路设计 (12) 2.4 控制系统设计 (13)
2.4.1控制系统功能设计 (13) 2.4.2 参数设置 (14) 2.4.3 程序设计 (16) 3 总结 (20) 1 概述 1.1 设计目的 1)、掌握简单数控铣床控制系统的设计过程 2)、掌握常用数控系统(NUM1020)的操作过程 3)、掌握交流伺服电机的工作方式及应用过程 4)、了解数控系统内置式PLC 的实现原理及编程方式 5)、掌握数控系统自动控制功能程序的设计及开发过程 1.2使用设备 1)、NUM1020数控系统一套 2)、安川交流伺服电机3套 3)、计算机及梯形图编辑软件一套
1.3设计内容及要求 1)、以实验室现有的设备(NUM1020数控系统)作为控制器,参照实验室现有的数控铣床的功能,完成一台具有3轴联动功能的数控铣床的电气系统设计过程。 2)、移动轴(3轴)采用实验室现有的交流伺服电机进行驱动,采用半闭环位置控制模式。 3)、主轴采用实验室现有的变频调速器进行设计驱动,系统不要求具备自动换刀功能。 4)、完成PLC输入输出点的分配。 5)、具有行程及其他基本的保护功能。 6)、设计相关功能的梯形图控制程序(要求具有:手动进给功能、手轮进给功能、MDI功能、自动控制功能及各种基本的逻辑保护功能) 7)、完成设计报告。 2 NUM1020控制系统设计 2.1 功能概述 此三轴联动数控铣床由X、Y、Z轴三轴及主轴组成,X、Y、Z轴采用伺服电机传动,由伺服驱动器驱动。主轴采用普通三相异步电机,由变频器驱动。数控系统采用NUM1020数控系统。由NUM1020数控系统作为控制核心,三台伺服驱动器通过NUM1020系统的轴卡地址编码控制,主轴变频器由数控系统
变电所设计课程设计
变电所设计课程设计
《矿山电工学》 课程设计说明书 设计题目: 35/6kv变电所设计 助学院校: 河南理工大学 自考助学专业: 机电设备与管理 姓名: 聂梦栩 自考助学学号: 040213200192 成绩: 指导教师签名: 河南理工大学成人高等教育 2O14 年 10 月 31 日
目录 摘要 ..................................................................................................................... I 第一章负荷计算与功率因数补偿 (1) 1.1 概述 (1) 1.2 计算各组负荷与填表 (4) 1.3 各低压变压器的选择与损耗计算 (6) 1.3.1 机修厂、工人村与支农变压器 (6) 1.3.2 地面低压动力变压器 (6) 1.3.3 洗煤厂变压器 (6) 1.3.4 各变压器功率损耗计算 (6) 1.4 计算6kV母线上补偿前的总负荷并初选主变压器 (7) 1.5 功率因数补偿与电容器柜选择 (8) 1.5.1 选择思路 (8) 1.5.2 无补偿时主变压器的损耗计算 (8) 1.5.3 35kV侧补偿前的负荷与功率因数 (9) 1.5.4 计算选择电容器柜与实际补偿容量 (9) 1.5.5 补偿后6kV侧的计算负荷与功率因数 (10) 1.5.6 补偿后主变压器最大损耗计算 (10) 1.5.7 补偿后35kV侧的计算负荷与功率因数校验 (10) 1.6 主变压器校验及经济运行方案 (11) 1.7 全矿电耗与吨煤电耗计算 (11) 1.8 拟定绘制矿井地面供电系统一次接线图 (12) 第二章供电系统短路电流计算 (14) 2.1 概述 (14) 2.2 选取短路计算点并绘制等效计算图 (15) 2.3 计算各元件的标么电抗 (16) 2.3.1 电源的电抗 (16) 2.3.2 变压器电抗 (16) 2.3.3 线路电抗 (17) 2.4 计算各短路点的短路参数 (17) 2.4.1 K35点短路电流计算 (18)
【精编】毕业设计矿井提升机图
毕业设计矿井提升 机图
目录 前言4 1、绪论5 1.1矿井提升机的任务及其地位5 1.2矿井提升机的发展历程9 1.2.1缠绕式提升机的发展状况9 1.2.2各个系列提升机的主要特点9 1.3矿井提升机的类型和工作原理12 1.3.1矿井提升机的类型及其组成部分的特点12 1.3.2矿井提升机的工作原理10 2提升机的选型和计算20 2.1.1罐笼选择20 2.1.2钢丝绳设计及选择21 2.1.3提升机的选用21 2.2提升机的运动学计算22 2.2.1选择加减速度22 2.2.2速度各参数的计算22 2.3提升动力学计算23
2.3.1预选电动机23 2.3.2提升系统的变位质量23 2.3.3力图的计算24 3提升机减速器的设计25 3.1减速器的作用25 3.2减速器的国内外现状25 3.3减速器的总体设计27 3.3.1拟定传动方案27 3.3.2电机选型28 3.3.3传动装置的总传动比及其分配28 3.3.4计算传动装置的运动和动力参数28 3.4齿轮设计29 3.4.1高速级齿轮设计29 3.4.2低速级齿轮设计33 3.5轴的设计37 3.5.1减速器高速轴1的设计37 3.5.2中间轴2的设计41 3.5.3低速级轴3的设计42
4提升机制动装置的结构设计44 4.1矿井提升机制动装置的功用及类型44 4.1.1制动装置的功用44 4.1.2制动装置的类型45 4.1.3制动系统的要求45 4.2制动装置的有关规定和要求46 4.3制动器的主要类型47 4.3.1块闸制动器47 4.3.2综合式制动器49 4.3.3盘式制动器50 4.4液压盘式制动器的结构和工作原理51 4.4.1液压盘式制动器的结构51 4.4.2液压盘式制动器的工作原理52 4.5盘式制动器的设计计算53 4.5.1盘式制动器工作时所需制动力53 4.5.2每副闸应有的制动力矩55 4.6盘式制动器的调整和维护55 4.6.1闸瓦间隙的调整55
C650普通车床电气控制系统设计说明-书
目录 第1章引言·1 1.1 可编程控制器的简单介绍··1 1.2 西门子S7-200 的简单介绍··4 1.3 C650卧式车床简述··5 第2章继电接触器控制系统设计·7 2.1 C650卧式车床的控制要求··7 2.2 电气控制线路分析··7 2.3 C650卧式车床电气控制线路的特点··9 第3章C65O普通车床的PLC 设计过程·10 3.1 控制要求··10 3.2 方案说明··10 3.3 确定I/O信号数量,选择PLC的类型··10 3.4 C650普通车床PLC控制系统I/O地址分配表··11 3.5 控制电路设计··11 3.6 PLC控制程序设计··13 3.7 C650普通车床控制系统PLC控制程序语句表··15 3.8 系统调试··18 结论·19
设计总结·20谢辞·21 参考文献·22
第1章引言 本设计主要针对C650普通车床进行电气控制系统硬件电路设计,包括主电路、控制电路及PLC硬件配置电路。 1.1 可编程控制器的简单介绍 1.1.1 PLC的工作原理 PLC 英文全称Programmable Logic Controller ,中文全称为可编程逻辑控制器,定义是:一种数字运算操作的电子系统,专为在工业环境应用而设计的。它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种机械或生产过程。 PLC采用循环扫描的工作方式,即顺序扫描,不断循环这种工作方式是在系统软件控制下进行的。当PLC运行时,CPU根据用户按控制要求编写好并存于用户存储器中的程序,按序号作周期性的程序循环扫描,程序从第一条指令开始,逐条顺序执行用户的程序直到程序结束。然后重新返回第一条指令,再开始下一次扫描;如此周而复始。实际上,PLC扫描工作除了执行用户程序外,还要完成其他工作,整个工作过程分为自 诊 断、通讯服务、输入处理、输出处理、程序执行五个阶段。 1.1.2 可编程序控制器的组成 可编程序控制器硬件由中央处理器、电源、输出组件、输入组件、输入输出、编程器六部分构成: 中央处理器(Central Processor Unit 简称CPU):它是可编程序控制器的心脏部分。CPU 由微处理器(Microproce-ssor)存储实际控制逻辑的程序存储器和存储数据、变量的数据储器构成。 电源(Power Supply):给中央处理器提供必需的工作电源。 输入组件(Inputs):输入组件的功能是将操作开关和现场信号送给中央处理器。现场信号可能是开关量、模拟量或针对某一特定目的使用的特殊变量。 输出组件(Outputs):输出组件接收CPU 的控制信号,并把它转换成电压或电流等现场执行机构所能接收的信号后,传送控制命令给现场设备的执行器。 输入输出(简称I/O)是可编程序控制器的“手”和“脚”或者叫作系统的“眼睛”
提升机电控系统及操作说明
提升机电控系统 一、提升机控制系统组成 本系统装置适用于煤矿等行业的提升机控制。对现在沿用的TKD系统进行技术改造或控制设备更新尤为适用。 (1)使用范围 ①环境温度-5℃-+40℃ ②相对湿度不超过90%(+20℃) ③其周围环境空气中没有导电尘埃和绝缘材料的气体和微粒,无爆炸性气体和煤尘; ④没有剧烈振动、冲击的场所 ⑤没有高温、结霜、雨淋的场所 二、矿井提升机控制系统的功能 (1)手动和半自动功能 系统有手动和半自动两种运行功能,在半自动状态下,提升机的启动由主令手动给定速度,等运行到变坡点后通过司机按半自动运行按钮实现半自动运行,半自动运行时等速、减速及停车按预先设定的速度图运行;在手动状态下,提升机在操作司机的控制下运行。 (2)半自动验绳、半自动检修运行功能、应急开车方式 验绳时提升机的速度由PLC数字输出给变频器一个恒速(0.37m/s)运行命令,设备的起停和方向由司机操纵主令手柄控制。 半自动检修运行时,提升机的速度由PLC数字输出给变频器一个恒速(0.37m/s)运行命令,设备的起停和方向由司机操纵主令手柄控制。 应急开车只用在有一套PLC系统发生故障时运行。此时系统完全由一台PLC控制且各种保护具备,绞车能在限定的速度(0.37m/s)下由司机手动完成本次提升。 (3)测速及容器位置指示 安装在提升机上的两个轴编码器输出的数字脉冲与主电动机的转速成正比,一个用于提升机速度和行程的显示,另一个用于速度保护,两个轴编码器相互监测,如果一个失效,将切换到另一个进行提升机速度和行程的显示和速度保护。 (4)保护及联锁功能 ①首次上电或故障时安全继电器断电后,只有提升机在主令零位紧闸位才能再次接通安全继电器,当有故障时安全继电器断电后,配合液压站安全阀使提升机实现一级或二级制动;,工作闸继电器及制动油泵等控制回路断电,使制动油压降为零。 ②任何情况下,只有提升机在主令零位紧闸位才能接收到开车信号,只有当司机接到开车信号后,才能起动提升机使其运行。 ③当提升过程中发生润滑油压力过高、过低,润滑油温高、液压站油温高时、上位机和操作台上均有相应的一次提升故障信息显示,点亮相应信号灯,告知司机可以完成本次提升工作。当故障解除后才允许司机进行下一次提升工作。 ④当提升机因发生故障在中途停车,工控机上有相应的故障信息显示,排除故障后允许司机选择方向开车。 ⑤全矿停电时,由PLC保证提升机能实现二级制动,并作好提升机的后备保护。
数控机床系统设计(1)
红字的意思是没找到答案,蓝字的意思是不确定;有错别字不负责啊。。。学渣整理,此资料仅供参考╮(╯▽╰)╭ 一 ⒈数控机床通常由哪几部分组成?各部分的作用和特点是什么? 控制介质 作用:在数控机床加工时,携带和传输所需的各种控制信息。 特点:是存储数控加工所要的全部动作和刀具相对于工件位置信息的媒介物,它记载着零件的加工程序。 数控装置 作用:是数控机床的核心,它根据输入的程序和数据,经过数控装置的系统软件或逻辑电路进行编译、 运算和逻辑处理后,输出各种信号和指令,控制机床的各个部分,进行规定的、有序的动作。 特点:可分为普通数控系统NC 和计算机数控系统CNC 两类。 伺服机构 作用:根据数控装置发来的速度和位移指令控制执行部件的进给速度、方向和位移。 特点:由伺服驱动电路和伺服驱动装置组成,与机床上的执行部件和机械部件组成数控机床的进给系统。 机械部件 作用:包含有主运动部件、进给运动执行部件、拖板和传动部件等。 特点:传动结构要求更为简单,精度、刚度、抗震性等方面要求更高,且其传动和变速系统要便于实现 自动化控制。 ⒉简述数控机床的分类 按运动方式分 点位控制系统:需要从一点准确的移动到另一点,移动过程不需要切削; 点位直线控制系统:需要从一点准确的移动到另一点,且运动轨迹为直线,移动部件在移动过程中 进行切削; 轮廓控制系统:需要从一点准确的移动到另一点,并能控制将零件加工成一定的轮廓形状。 按控制方式分 开环控制系统:不具有反馈装置,系统精度较低; 半闭环控制系统:具有角位移检测装置,定位精度较高,调试方便,稳定性好; 闭环控制系统:具有直线位置检测装置,具有检测、比较和反馈装置,定位精度高,但结构复杂。 按数控系统的功能水平分:低、中、高档次 ⒊什么是开环、半闭环和闭环控制系统?其特点是什么?适用于什么场合? ①开环控制系统是指不带反馈装置的控制系统;特点是不能进行误差校正,因此系统精度较低;适用于低精度要求 的数控机床。 ②半闭环控制系统是在开环控制系统的伺服机构中装有角位移检测装置的控制系统;特点是调试方便,稳定性好精 度较高;目前应用较为广泛。 ③闭环控制系统是在机床移动部件位置上直接装有直线位置检测装置的控制系统;特点是定位精度高,调试维修较 为困难;适用于精度要求高的数控机床。 ⒋脉冲当量、定位精度和重复定位精度的含义是什么? 脉冲当量:数控装置每发出一个脉冲信号,反映到机床位移部件上的移动量。 定位精度:数控机床工作台等移动部件在确定的终点所到达的实际位置的精度。 重复定位精度:在同一台数控机床上,应用相同程序、相同代码加工一批零件,所得到的连续结果的一致程度。⒌数控轴数与联动轴数的区别。 控制轴即机床数控装置能够控制轴的数目,而联动轴即同时控制多个轴的运动。数控轴数越多,功能就越强,机床 的复杂程度和技术含量也越高;联动轴数越多,机床控制和编程难度越大。 ⒎数控车床床身和导轨有几种布局形式?每种布局形式的特点是什么? 有四种布局形式 ①平床身:工艺性好,便于导轨面的加工; ②斜床身:排屑方便,便于安装自动排屑器,操作方便,易于实现单机自动化和封闭式防护; ③平床身斜滑板:工艺性好,排屑方便; ④立床身:排屑最为方便。二⒈数控机床设计方案的特点是什么? 设计手段计算机化;设计方法综合化;设计对象系统化;设计问题模型化;设计过程程式化与并行化。 、管路敷设技术通过管线敷设技术不仅可以解决吊顶层配置不规范高中资料试卷问题,而且可保障各类管路习题到位。在管路敷设过程中,要加强看护关于管路高中资料试卷连接管口处理高中资料试卷弯扁度固定盒位置保护层防腐跨接地线弯曲半径标高等,要求技术交底。管线敷设技术中包含线槽、管架等多项方式,为解决高中语文电气课件中管壁薄、接口不严等问题,合理利用管线敷设技术。线缆敷设原则:在分线盒处,当不同电压回路交叉时,应采用金属隔板进行隔开处理;同一线槽内,强电回路须同时切断习题电源,线缆敷设完毕,要进行检查和检测处理。、电气课件中调试对全部高中资料试卷电气设备,在安装过程中以及安装结束后进行高中资料试卷调整试验;通电检查所有设备高中资料试卷相互作用与相互关系,根据生产工艺高中资料试卷要求,对电气设备进行空载与带负荷下高中资料试卷调控试验;对设备进行调整使其在正常工况下与过度工作下都可以正常工作;对于继电保护进行整核对定值,审核与校对图纸,编写复杂设备与装置高中资料试卷调试方案,编写重要设备高中资料试卷试验方案以及系统启动方案;对整套启动过程中高中资料试卷电气设备进行调试工作并且进行过关运行高中资料试卷技术指导。对于调试过程中高中资料试卷技术问题,作为调试人员,需要在事前掌握图纸资料、设备制造厂家出具高中资料试卷试验报告与相关技术资料,并且了解现场设备高中资料试卷布置情况与有关高中资料试卷电气系统接线等情况,然后根据规范与规程规定,制定设备调试高中资料试卷方案。 、电气设备调试高中资料试卷技术电力保护装置调试技术,电力保护高中资料试卷配置技术是指机组在进行继电保护高中资料试卷总体配置时,需要在最大限度内来确保机组高中资料试卷安全,并且尽可能地缩小故障高中资料试卷破坏范围,或者对某些异常高中资料试卷工况进行自动处理,尤其要避免错误高中资料试卷保护装置动作,并且拒绝动作,来避免不必要高中资料试卷突然停机。因此,电力高中资料试卷保护装置调试技术,要求电力保护装置做到准确灵活。对于差动保护装置高中资料试卷调试技术是指发电机一变压器组在发生内部故障时,需要进行外部电源高中资料试卷切除从而采用高中资料试卷主要保护装置。