工厂审核点检
工厂设备点检表
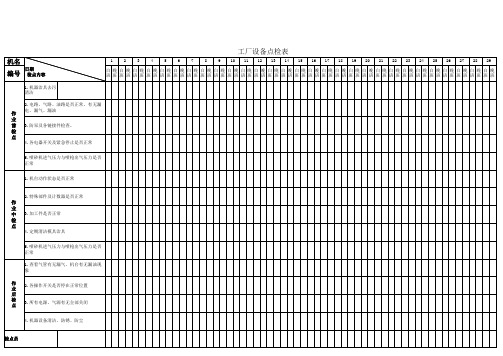
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29
白晚白晚白晚白晚白晚白晚白晚白晚白晚白晚白晚白晚白晚白晚白晚白晚白晚白晚白晚白晚白晚白晚白晚白晚白晚白晚白晚白晚白晚 班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班班
5.喷砂机进气压力与喷枪出气压力是否 正常
1.查看气管有无漏气、机台有无漏油现 象
作 2.各操作开关是否停在正常位置 业 后 检 点 3.所有电源、气源有无全部关闭
4.机器设备清洁、防锈、防尘
检点员
监督员 备注
”√“表示检点OK及组长确认,”△“表示可使用及组长确认,”≠“表示停止使用
表单编号:DG-GW-
30 31
白晚白晚 班班班班
DG-GW-DC-04-A2
1.机器治具去污 清洁
2.电路、气路、油路是否正常,有无漏 作 电、漏气、漏油 业 前 3.防呆及各链接件检查。 检 点
4.各电器开关及紧急停止是否正常
5.喷砂机进气压力与喷枪出气压力是否 正常
1.机台动作状态是否正常
2.特殊部件及计数器是否正常 作 业 中 3.加工件是否正常 检 点
4.定期清洁模具治具
车间设备点检管理制度

车间设备点检管理制度一、总则为了确保车间设备的正常运转,延长设备的使用寿命,减少故障发生对生产造成的影响,提高生产效率,特制定本点检管理制度。
二、适用范围本点检管理制度适用于车间所有设备的点检管理,包括生产设备、仪器、工具等。
三、点检责任1.设备操作人员:负责日常设备的点检工作,包括定期点检、巡回点检等,对设备的异常情况及时上报。
2.设备管理员:负责设备的定期维护保养,保证设备处于良好的工作状态。
3.质量管理部门:定期审核设备点检记录,提出改进建议并督促改进。
四、点检内容1.设备日常点检内容包括但不限于以下项目:(1)设备机体外观是否有损坏;(2)设备电气部分是否有漏电、断电等情况;(3)设备传动部分是否有异常声响或振动;(4)设备润滑部分是否有油漏等异常情况;(5)设备控制部分是否正常工作,开关按钮是否松动。
2.设备定期点检内容包括但不限于以下项目:(1)设备润滑油是否需要更换;(2)设备传动部分是否需要调整;(3)设备控制系统是否需要更新;(4)设备运行是否需要调整参数。
五、点检频率1.设备日常点检频率为每班次开始前进行,每班结束后进行总检,发现问题及时处理。
2.设备定期点检频率为每月一次,有需要的设备可根据情况适当增加点检频率。
六、点检记录1.设备日常点检记录由操作人员填写并保存,设备管理员定期审核并存档。
2.设备定期点检记录由设备管理员填写并保存,质量管理部门定期审核并存档。
七、点检奖惩1.优秀点检工作人员将受到表扬,并给予奖励。
2.发现故障不及时处理或造成设备严重故障的人员将受到批评,若情节严重将给予相应的处罚。
八、改进措施1.定期组织设备点检工作总结,提出改进意见,不断完善点检管理制度。
2.特殊设备的点检工作可以根据实际情况做出相应调整,在保证设备正常运行的前提下,提高点检效率。
九、其他事项1.本点检管理制度由设备管理员负责执行,必须严格遵守,不得私自更改。
2.对于超出员工职责范围的维修、更换设备零部件等工作,必须经过设备管理员或相关技术人员批准。
点检员岗位职责

点检员岗位职责点检员是制造业中一个非常重要的岗位,他们的主要职责是对设备和设施进行定期点检,确保工作环境的安全和设备的正常运行。
以下是点检员的主要岗位职责:1. 点检设备和设施:点检员需要定期对工厂内的设备和设施进行点检,包括生产线上的各种机械设备、电气设备、管道设施等。
他们需要按照预定的点检周期对设备进行检查,发现问题及时报告并进行维修或更换。
2. 制定点检计划:点检员需要根据设备的实际情况和生产的需要,制定点检计划并严格执行。
他们需要考虑到设备的使用频率、耐用度以及维修保养的要求,合理安排点检时间和频率。
3. 维护点检记录:点检员需要详细记录每次点检的结果,包括设备的运行状况、发现的问题、维修的情况等。
这些记录对于后续的设备维护和故障分析非常重要。
4. 参与设备维护:在设备出现故障或需要维护时,点检员需要积极参与维修工作。
他们需要与维修人员合作,提供必要的点检资料和记录,协助维修工作的进行。
5. 安全监控:点检员需要对设备和设施的安全状况进行监控,确保遵守相关的安全规定和操作规程。
一旦发现安全隐患,需要及时报告并采取必要的措施予以解决。
6. 设备改进和优化:点检员在点检的过程中,会发现设备的一些问题或不足,他们需要及时汇报并提出改进建议,为设备的运行和工作环境的改善提供支持。
7. 参与培训:点检员需要参与相关的培训,不断提高自己的专业技能和知识水平,以适应工作的需要,提高工作效率和质量。
总结来说,点检员是制造业中一个非常重要的岗位,他们的主要职责是对设备和设施进行定期点检,确保工作环境的安全和设备的正常运行。
通过他们的努力和工作,可以保证生产线的正常运行,提高设备的使用寿命,确保生产效率和产品质量。
8. 紧急故障维修:点检员在生产过程中可能会遇到设备突发故障,需要能够快速响应并进行紧急维修,确保生产线能够尽快恢复正常运行。
他们需要对设备的结构和原理有较深刻的理解,能够快速找出故障原因并采取有效的措施进行处理。
安全环境工厂点检背景说明

安全环境工厂点检背景说明一、生产现场有否“三违”现象■ “三违”,是指违章指挥、违章操作、违反劳动纪律。
■ 员工现场操作是否按照安全操作规程操作和佩戴劳动防护用品。
不同行业员工劳保用品配备和使用有不同的规定,如建筑工人要配备和使用安全帽、工作服、工作鞋、手套等,粉碎工要重点配备和使用防尘毒口罩,钳工、机床工重点配备和使用防护皮鞋、防护眼镜等。
二、车间、仓库环境是否整洁,物资堆放是否有序■ 如氧气瓶、乙炔瓶不能曝晒、倒立,两种气瓶不能同库存放(通风较好的宽敞场所,可相距5米以外堆放)。
四、重点项目、重点设备设施是否安装安全装置和安全警示标志五、使用动火是否经过审批及采取有效的防护措施六、高空悬挂和有限空间作业等危险作业有无采取安全防范措施■ 如制定施工方案、安全操作规程,采取安全防范措施,设置作业现场的安全区域;由具有相应资质的单位和专业人员施工;确定专人进行现场统一指挥;有安全生产管理人员进行现场监督等。
七、车间、仓库、员工宿舍的设置是否符合安全要求八、车间、员工宿舍是否按规定设置安全出口、疏散通道,消防器材设施是否按规定设置■1、厂房的安全出口一般不应少于2个;但符合下列要求的可设1个:(1)甲类厂房每层建筑面积不超过100平米,且同一时间的生产人数不超过5人。
(2)乙类厂房每层建筑面积不超过150平米,且同一时间的生产人数不超过10人。
(3)丙类厂房每层建筑面积不超过250平米,且同一时间的生产人数不超过20人。
(4)丁、戊类厂房每层建筑面积不超过400平米,且同一时间的生产人数不超过30人。
2、厂房疏散通道包括楼梯、走道和门:疏散楼梯宽度不少于1.1m,走道的宽度不少于1.4m,疏散门的宽度不少于0.9m且门要向外开(当人数少于50人时,可以适当减少,但门的宽度不少于0.8m)。
楼梯、走道应安装应急照明和疏散指示灯。
3、消防器材:灭火器要按照企业场所危险等级配置。
在配置灭火器时要根据企业生产性质选配,如石油化工场所应配置泡沫或ABC干粉灭火器,精密仪器应选配气体(二氧化碳、卤代烷)灭火器,其它场所配置ABC干粉灭火器为宜。
炼铁厂设备点检管理制度

炼铁厂设备点检管理制度一、目的本制度旨在规范炼铁厂设备点检工作,确保设备的正常运行和安全生产,提高设备的运行效率和可靠性。
二、适用范围本制度适用于炼铁厂的各类设备点检工作。
三、责任与权限1. 设备点检经理负责制定设备点检计划,组织和监督设备点检工作。
2. 设备点检员要负责按照计划进行设备点检,并及时填写点检记录。
3. 设备点检员发现设备异常情况时,应及时向设备点检经理汇报,并采取必要的措施进行处理。
4. 炼铁厂领导应对设备点检工作进行监督和检查,确保设备点检工作的有效实施。
四、设备点检内容1. 检查设备的外观,确认是否存在明显的损坏、松动或渗漏现象。
2. 检查设备的电气接线,并检查电气设备的运行状态是否正常。
3. 检查设备的润滑情况,确保润滑油的添加和更换工作得到有效执行。
4. 检查设备的传动部位,确认传动装置是否正常运行,存在异常时及时进行维修。
5. 检查设备的工作参数,比如温度、压力、流量等是否在正常范围内。
6. 检查设备的安全保护装置是否完好可用。
五、设备点检频率1. 对于关键设备,每日应进行点检。
2. 对于一般设备,每周应进行点检。
3. 对于非关键设备,每月应进行点检。
六、点检记录与报告1. 设备点检员应及时填写设备点检记录,并将记录报送给设备点检经理。
2. 设备点检记录应包括设备名称、点检时间、点检项目、点检结果和异常情况的处理措施。
3. 设备点检经理应对设备点检记录进行审核,并对存在的异常情况进行跟踪和处理。
4. 设备点检经理应定期向炼铁厂领导汇报设备点检工作和异常情况处理情况。
七、设备点检改进1. 设备点检经理应定期召集设备点检员开展点检经验交流会议,分享点检经验和技巧。
2. 设备点检经理应分析设备点检记录,总结存在的问题和不足,并提出改进意见和措施。
3. 设备点检经理应与炼铁厂相关部门合作,共同解决设备点检中遇到的问题,并提高点检工作的质量和效率。
八、培训与考核1. 设备点检员入职时应接受相应的培训,掌握设备点检的基本知识和技能。
工厂质量保证能力点(强制性认证)点检表大全

理解和实施工厂质量保证能力(强制性认证)点检表大全、工厂质量保证能力总体要求条款 .............................................................................职责.............................................................................................................资源 ............................................................................................................文件和记录.采购与关键件控制....................................................................................................例行检验和/检验试验仪器设备.........................................................................................................、...、工厂质量保证能力总体要求条款定义/说明/要求/目的:强制性认证(CCC),中工厂质量保证能力由十一条框要求构成。
检查表:编号1 职责和资源2 文件和记录3 采购与关键件控制4 生产过程控制5 例行检验和/或者确认检验6 检验试验仪器设备7 不合格品的控制8 内部质量审核9 认证产品的变更及一致性控制检查内容10 产品防护与交付11 CCC 证书和标志定义/说明/要求/目的:工厂对CCC i 正书和标志的管理及使用应符合《强制性产品认证管理规定》、《强制性产品认证标志管理办法》等规定检查表:编号检查内容1 工厂对CCC 证书和标志的管理及使用应符合《强制性产品认证管理规定》、《强制性产品认证标志管理办法》等规定2 对于统一印制的标准规格CCC 标志或者采用印刷、模压等方式加施的CCC 标志,工厂应保存使用记录3 不得加施CCC 未获认证的强制性产品认证目录内产品4 标志或者放的产获证后的变更需经认证机构确认,但未经确认的产品5 品:超过认证有效期的产品6 已暂停、撤销、注销的证书所列产品7 不合格产品定义/说明/要求/目的:条款3.1 职责和资源由条框职责(3.1.1) 和资源(3.1.2) 构成。
CCC认证(09类初查)工厂检查前准备工作

第 1 页;共 2 页工厂检查日期: 一、审核基本资料需准备资料注意事项责任单位1. 生产厂营业执照与组织机构代码证(原件与复印件) 审核有效日期及是否有年审,经营范围是否符合要求。
质量负责人2. 质量负责人任命书、认证联络员任命书3. 检测仪器的外校证书。
(例如卡尺,万用表,电批扭力计,静电环测试仪,烙铁温度测试仪、耐压测试仪等) 注意核对仪器上的校准标签与校准证书一致。
4. 型式试验报告(查厂上线生产的型号)5. 一批量与做试验一致的物料审核当天上线生产 关键元器件与送样机器一致6. 耐压测试仪点检治具耐压测试仪治具:300k Ω/30W 电阻二、需审查的程序文件程序文件名称责任单位1. 认证标识的保管使用控制程序 文控2. 产品变更控制程序3. 产品一致性控制程序4. 关键元器件和材料的定期确认检验程序5. 例行检验和确认检验控制6. 产品不合格信息控制程序7. 3C 产品档案控制程序8. 不合格控制程序9.内部审核控制程序10. 供应商选择评定和日常管理程序 11. 生产设备维护保养控制程序 12. 生产过程控制程序 13. 检验控制程序 14. 产品防护控制程序 15. 文件控制程序 16. 质量记录控制程序 17. 采购控制程序 18. 标样、留样控制程序三、作业指导书及检验规范需准备作业指导书及检验规范责任单位 1、生产工艺流程图及生作业指导书工程部2、BOM 表、设计图纸(电路图、结构图等)、关键件规格书3、生产设备操作规范(波峰焊、锡炉、超生波等)生产部4、检测仪器操作规范(耐压测试仪)6、IQC进料检验规范品质部7、成品检验规范四、四级文件/表格记录需准备记录责任单位1、受控文件主清单文控2、质量记录清单3、文件的发放与回收记录1、合格供方名册,采购订单、关键元器件供应商送货单采购1、关键元器件的入库单,领料单,台账仓库1、关键件IQC检验报告2、检测仪器清单品质部3、首件确认表,IPQC的巡检记录,QC全检日报表1、不良品维修记录2、烙铁温度的监控记录,电批扭力的监控记录3、生产设备的日常保养维修记录(例如:锡炉、流水线等)生产部4、生产设备清单5、仪器点检记录(耐压仪)注:准备审厂当天生产的这批物料的全套记录即可。
工厂通用(常用)设备点检(巡检)标准及完好标准
工厂通用(常用)设备点检(巡检)标准及完好标准目录1、往复式压缩机 (3)2、离心式压缩机 (4)3.氮气压缩机 (5)4.泵类 (6)5.起重设备完好标准 (6)6.动能设备完好标准 (7)7.塔类完好标准 (7)8.管壳式换热器完好标准 (8)9.常压贮罐完好标准 (9)10、鼓风机 (9)1、往复式压缩机(1)运转正常,效能良好:A、设备出力能满足正常生产需要,或达到名牌能力的90%以上。
B、压力润滑和注油系统完整好用,注油部位(轴承,十字头,汽缸等处)油路畅通。
油压、油位、润滑油指标及选用均应符合规定。
C、运转平稳无杂音,机体及管系振幅符合设计规定。
D、运转参数(温度、压力)等符合规定。
各部轴承、十字头等温度正常。
E、轴封无严重泄漏,如系有害气体,其泄漏应采取措施排除。
F、段间管系振动符合规定。
(2){内部机件无损,质量符合要求:各零部件的材质选用,以及活塞、十字头、轴瓦、阀片等安装配合,磨损极限以及严密性,均应符合规程规定。
(3)主体整洁,零附件齐全好用:A、安全阀、压力表、温度计、自动调压系统控制及自起动系统应定期校验,灵活准确。
安全护罩、对轮螺栓、锁片等齐全好用。
B、主体完整,稳钉、安全销等齐全牢固。
C、基础、机座坚固完整,地脚螺栓,各部螺栓应满扣、齐整、坚固。
D、进出口阀门及润滑、冷却系统,安装合理,不堵不漏。
E、机体整洁,油漆完整美观。
F、附机达到完好。
(4)技术资料齐全准确,应具有:A、设备档案并符合公司设备管理制度要求。
B、定期状态监测记录。
C、基础沉降测试记录。
D、设备结构图及易损配件图。
2、离心式压缩机(1)运转正常,效能良好:A、设备出力能满足正常生产需要,或达到名牌能力的90%以上;B、润滑系统、油封系统、冷却系统、气体密封、平衡管等畅通好用,润滑油、油封选用符合规定、滑动或滚动轴承温度符合设计要求;C、润滑油及封油的高位箱、轴向位移控制系统、防喘震措施及压力、流量的控制、油、气差压控制齐全好用;报警及停机控制应灵敏准确;D、运转平稳无杂音,轴位移符合设计规定,振动符合标准要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Page 24 of 30
12. CUSTOMER FOCUS Example of product recall Product recall procedure 13. ENVIRONMENTAL STANDARDS Environmental policy Environmental action plan Manufacturing approval license Example of year on year reductions in environmental impacts 14. LABOUR RIGHTS Social accountability/ ethical policy Terms and condition of employment Employee contract 15. FREEDOM OF ASSOCIATION 16. WORKING CONDITIONS Smoking policy Pest control record Certificate of hygiene permit Health certificate at food operators Local labour law Children’s safety procedure in accommodation (if applicable) 17. CHILD LABOUR Child labour policy Record of ID cards showing Proof of Age 18. LIVING WAGES Pay slips payment procedure 19. WORKING HOURS Time cards/ Bundy cards Days-Off/ Leave Records 20. DISCRIMINATION Employee folder - employee resigned
Appendix C – Factory Checklist Document Version: 0.23
工厂概况 供应商营业执照 工厂营业执照 工厂布局结构 质量认证体系 ISO 9000 证书(如适用) 任何其他认证 政策手册 质量手册 质量程序手册 职位描述 组织结构图 员工档案 培训记录 招聘程序 内部审计程序 不合格报告 质量体系内部审查 监管标准和遵守 出口国包装法 强制性标准 (内部测试) 客户的认可实验室 产品的相关标准 工厂运作 关键领域的风险记录 厂房检测报告 清洁程序 产品开发过程记录 流程控制 检验和测试 客户的公差和规格 检验和测试纠差 包装和装配指示 检测报告 终审报告 测试实验室的认可证书(如 适用) 产品追溯
材料入库记录 材料出库记录 内部审计-产品追溯 供应商的选择和控制 供应商评估程序 供应商的选择标准 供应商评价记录 供应商表现监控 核准供应商名单 组件和原材料的测试记录 标定 标定记录 设备精度的标准 机器标定的内部审计程序 文件控制 文件控制系统 存档系统 产品的测试标准 规格 产品的技术文件 Woolworths 的产品分类标准 采购复苏规格表 (PRSS) 产品的参考文件 原材料和组件的化学品安全 技术说明书 (MSDS)
员工 学徒计划 (如适用) 非人道待遇 纪律处分程序 工厂规章制度 工作和移民的权利 Yes Yes No No Yes No
承包和家庭工作 承包商的法律要求和条件 Woolworths 和承包商的 协定 行贿和受贿 行为守则 反贿赂政策 保密协议 健康与安全 危险化学品/物料处理方法 职业安全和健康政策 急救证书(如适用) 意外纪录(如适用) 疏散程序 消防设备维修记录 机器的安全程序 Yes Yes Yes Yes Yes Yes Yes No No No No No No No Yes Yes Yes No No No Yes Yes No No
Appendix C – Factory Checklist
This checklist will assist you in preparing all required documentation that the auditor will need to have access to so please ensure you have these ready prior to the audit taking place. Please note: This is not an exhaustive checklist and will not be used by the certification bodies during the audit.
No No No No No No No No
Yes Yes Yes Yes Yes Yes
No No No No No No
Incoming material record Outgoing material record Internal audit program on traceability system 8. SUPPLIER APPROVAL AND CONTROL Supplier evaluation procedure Supplier selection criteria (?8.2) Record of supplier evaluation Monitors performance of material supplier Approved supplier list Test record of incoming component/raw materials 9. CALIBRATION Calibration record Equipment accuracy standard Internal audit program for machine calibration 10. DOCUMENT CONTROL Document control system Archived system procedure Testing standard for the product 11. SPECIFICATIONS Product technical file Woolworths Product Category Standards Purchasing resuscitation specification sheet (PRSS) Product reference files MSDS for raw materials/ components
Appendix C – Factory Checklist Document Version: 0.23
Page 25 of 30
21. REGULAR EMPLOYMENT Apprenticeship program (if applicable) 22. HARSH / INHUMANE TREATMENT Disciplinary procedures Factory rules 23. ENTITLEMENT TO WORK AND IMMIGRATION 24. SUB CONTRACTING AND HOME WORKING Terms and condition of legal requirement for sub contractor Agreement between Woolworths & sub contractor 25. BRIBERY AND CORRUPTION Code of conduct Anti- bribery policy Confidentiality agreement 26. HEALTH AND SAFETY Hazardous chemical/ material handling method OHS policy First aid certificate (if applicable) Accident record (if applicable) Evacuation procedure Fighting equipment maintenance record Safety procedure for machineries
Page 23 of 30
Yes Yes Yes
No No No
Yes Yes Yes Yes Yes Yes Yes Yes Yes Yes Yes Yes Yes
No No No No No No No No No NoYes Yes Yes Yes
1. FACTORY OVERVIEW Business License of Supplier Business License of Factory Factory layout plan 2. QUALITY SYSTEM ISO 9000 Certificate (if available) Any other certification Policy manual Quality manual Quality procedure manual Job descriptions Organisational chart Employee file Training records Recruitment procedure Internal Audit Program Non-conformance report Internal review for quality system 3. REGULATORY STANDARDS AND COMPLIANCE Packing legislation of the export country Mandatory Std. (test in-house) Client's accredited laboratory Relevant updated Std for the products 4. FACTORY PRACTICES Documentation of key area of risk Building inspection report Cleaning procedure Documentation of process product development 5. PROCESS CONTROL 6. INSPECTION AND TESTING Client’s tolerances and specs Corrective action of inspection & testing Packaging and assembling instructions In-line inspection report Final inspection report Accreditation certificate of testing lab (if applicable) 7. PRODUCT TRACEABILITY