第一章数控车削编程基础资料
数控车削编程与加工

用于控制主轴转速的代码,如S100表示主轴转速为100转/分钟。
T代码
用于控制刀具交换的代码,如T01表示换1号刀具等。
02
数控车削加工工艺
数控车削加工的特点
高精度
数控车削加工具有高精度的特 点,能够实现复杂形状零件的
精确加工。
高效率
数控车削加工具有高效率的特 点,能够大幅提高加工速度, 缩短加工周期。
数控车削编程与加工
目录
• 数控车削编程基础 • 数控车削加工工艺 • 数控车削编程实例 • 数控车削加工操作 • 数控车削编程与加工的发展趋势
01
数控车削编程基础
数控编程的基本概念
数控编程
指根据加工零件的图纸和工艺要求,使用规定的数控语言或软件, 编写加工程序,将加工程序输入数控机床进行加工的过程。
加工精度和一致性。自动化来自测与质量保证03集成自动化检测设备,实时监测加工过程和产品质量,确保加
工精度和质量达标。
绿色化数控车削编程与加工
节能减排技术
采用高效电机、节能刀具和工艺优化等技术,降低能耗和减少排 放,实现绿色生产。
废弃物回收与再利用
对加工过程中产生的废弃物进行分类回收和再利用,降低资源消 耗和环境污染。
零件图纸分析
对零件图纸进行详细分析,确 定加工工艺和加工要求。
编写加工程序
根据加工工艺和参数,使用数 控编程语言或软件编写加工程 序。
程序输入与加工
将校验好的加工程序输入数控 机床,进行零件加工。
数控编程的代码
G代码
用于控制机床运动轨迹的代码,如G00表示快速定位、G01表示直线插补等。
M代码
用于控制机床辅助功能的代码,如M03表示主轴正转、M05表示主轴停转等。
数控车削编程基础课件

03
数控车削编程技术基础
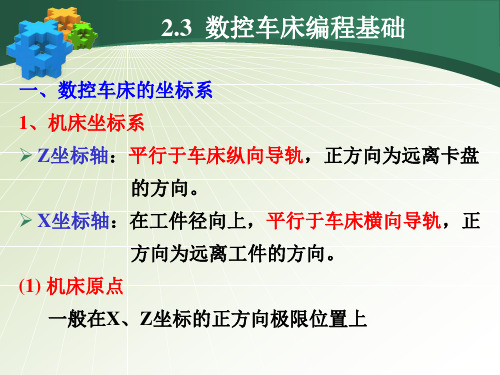
数控车削编程的坐标系
绝对坐标系
以工件原点为参考,用X、 Y坐标表示工件的位置。
相对坐标系
以工件上某一点为参考, 用X、Y坐标表示工件的位 置。
自定义坐标系
根据加工需要,以工件上 的某一点为原点,建立X、 Y坐标系。
移现象。
06
数控车削编程的安全操 作规范
数控机床的安全操作规程
操作前检查
穿着规范
在操作数控机床之前,需要 仔细检查机床的电源、气源 、液压等系统是否正常,以 及各个部件是否安装正确。
操作数控机床时,必须穿着 符合规定的防护服和鞋子, 禁止佩戴手套和挂件等物品
。
避免危险操作
定期维护保养
禁止在数控机床周围放置杂 物,避免因操作不当而发生
数控机床的机械故障包括传动部件松动、轴承座松动等,需要 停机检查并修复损坏部件。
数控机床的电气故障包括电缆断、接触器失灵等,需要仔细 检查并更换损坏部件。
数控机床的软件故障包括程序错误、控制系统失灵等,需要重 新编程或更换控制系统。
THANKS
感谢观看
调试程序
在模拟环境下调试程序,检查程序是 否正确,并调整切削参数以达到最佳 效果。
套类零件的加工编程
分析套类零件的特点
套类零件具有内外圆、孔等特征,需要 使用内外圆车刀、钻头等刀具进行加工
。
选择合适的刀具
根据加工需要,选择合适的刀具,如 钻头、扩孔钻、铰刀等。
确定加工工艺和切削参数
根据套类零件的特点,确定合理的加 工工艺和切削参数,如钻孔深度、扩 孔次数、铰孔余量等。
数控车削编程基础课 件
第一章-数控车削编程基础.

辅助程序段是指开始加工时,刀具从对刀点到切入点,或加 工完了时,刀具从切出点返回到对刀点而特意安排的程序段。 切入点位置的选择: 应依据零件加工余量的情况,适当离开零件一段距离。 应避免刀具在快速返回时发生撞刀,也应留出适当的距离。 刀补的程序段:应在加工零件之前写入,加工完成后应取消 刀补。 刀具的切入和切出:某些零件的加工,要求刀具“切向”切 入和“切向”切出。
D x B 2 y1 y y x1 D 2 2 C y x R 1 1 1 y
2
当两圆相切时,B2–4AC=0,因此上式也可以用于求两圆相 切的切点。
例 零件轮廓由4条直线和1个圆弧组成。由图可知,应确定 的基点坐标为A、B、C、D、E点。其中,A、B、D、E各点的 坐标可直接由图上的数据得出,而C点是过B点并与圆O2相切 的直线和圆O2的切点,根据初等数学,求C点坐标xc,yc可用 以下两种方法:
第一章 数控车削编程基础
第一节 数控车床概述 第二节 数控车床坐标系 第三节 数控车削编程的基本知 手工编程中的数学处理
1.了解数值计算的内容。 2.能利用三角函数法求解常见直线与圆弧的切 点、交点坐标。 3.能利用三角函数法求解常见圆弧与圆弧的切 点、交点坐标。
以上程序段的安排,在绘制加工路线时,即应明确地表达出 来。
二、由直线和圆弧组成零件轮廓时的基点计算
直线和圆弧组成的零件轮廓分析:直线与直线相交、直线与 圆弧相交或相切、圆弧与圆弧相交或相切、一直线与两圆弧相 切等几种情况。 计算的方法:联立方程组求解,利用几何元素间的三角函数 关系求解。
1.联立方程组法求解基点坐标
2.刀位点轨迹的计算
对刀时是通过一定的测量手段使刀位点与对刀点重合,数控 系统从对刀点开始控制刀位点运动,并由刀具的切削刃部分加 工出要求的零件轮廓。 平面轮廓加工时刀位点的确定:
数控车床编程的基本知识
术 如图所示。
制数第 控二 车章 床 编数 程控 的加 基工 本程 知序 识编 4/20/2020
数控机床加工程序编制
第二节、数控车床编程的基本功能指令
数
控 1,准备功能指令
技
准备功能指令又称G指令或G代码,它是建立机床或控制数控
术
系统工作的一种指令,规定了机床运动线型、坐标系、坐标平面、 刀补、刀偏、暂停等多种操作。
知序
识编 4/20/2020
数控机床加工程序编制
数 (2)S功能
控 S功能指令用于控制主轴转速。
技 编程格式 S…
术
S后面的数字表示主轴转速,单位为r/min。在具有恒线速功能的 机床上,S 功能指令还有如下作用。
制数第 控二
❖
最高转速限制 编程格式 G50 S… S后面的数字表示的是最高转速:r/min。
的加
基工
本程
知序
识编 4/20/2020
数控机床加工程序编制
第三节、数控加工程序的格式与组成
数
控 1、. 程序段格式 技
术N
G
X
Y
F
S
T
M
LF
制 第 序 准备 坐标
二 号 功能 章
运动 尺寸
速度 转速 刀具 辅助 结束 指令 指令 指令 指令 指令
数 字地址可变程序段:地址指明指令的意义,字的数目可变。
上机床后将对刀长度输入相应刀具补偿号即可
制数第 以使用,如图b所示。
控二 车章 床 编数 程控 的加
* 自动对刀
自动对刀是通过刀尖检测系统实现的, 刀尖以设定的速度向接触式传感器接近, 当刀尖与传感器接触并发出信号,数控系 统立即记下该瞬间的坐标值,并自动修正 刀具补偿值。自动对刀过程如图c所示。
数控车床编程基础
毛坯直径Φ45mm,长120mm,要求车出一段长为
80mm,直径为Φ40mm的轴
O0002;
N10T0101M03S800;
N20G00X40.0Z2.0;
N30G01Z-80.0F0.2; N40X46.0; N50G00X100.0Z50.0; N60T0100;
B
N30
N40 C
N50
A D
(1) 用G96方式的指令 ➢ G96是接通恒线速度控制的指令,用S指定的数值表
示切削速度,单位:m/min。 ➢ 车削过程中,若主轴转速不变,随着被加工工件直
径减小,切削速度会下降,最佳车削状态被破坏。 为保证在同一材料上加工时选取的最佳线切削速度 保持不变,可以用G96指令保持恒线速度切削。 ➢ 在恒线速度控制中,数控系统根据刀尖所在处的X 坐标值,作为工件的直径来计算主轴转速,在使用 G96指令前必须正确地设定工件坐标系。
④ 倒1/4圆角 编程格式:G01 Z(W)_ R(±r) ;圆弧倒角如图 或G01 X(U)_ R(±r);圆弧倒角如图
Z轴向X轴
X轴向Z轴
加工如图所示零件的倒棱程序
N20 G00 X10.0 Z2.0;
N50
N40
N30 G01 Z-11.0 R5.0 F0.2; D C
N40 X38.0 C-4.0; N50 Z-21.0;
② 自动返回参考点指令——G28和G30 ➢ 第一参考点返回指令
G28 X(U) ;X向回参考点 G28 Z(W) ;Z向回参考点 G28 X(U) Z(W) ;刀架回参考点 ➢ G30 P2 X(U) Z(W) ;第二参考点返回 G30 P3 X(U) Z(W) ;第三参考点返回 G30 P4 X(U) Z(W) ;第四参考点返回
数控车削编程基础知识全解

程序段格式
程序字 主程序和子程序
程序的组成
一个完整的程序,一般由程序号、程序内容和程序结束三部分组成。 例如: 程序号 O0100 N1 N2 G0 G17 Z100.000 T1
N3 G0 Z2.000 S2000
程序内容 N4 N5 … N18 程序结束 N19 G0 M30 Z100.00 G1 G42 Z1-10.000 G46 F200 M70 M61
X、Y、Z U、V、W A、B、C I、J、K
意义
坐标轴地址指令 附加轴地址指令 附加回转轴地址指令 圆弧起点相对于圆弧中心的坐标指令
表3-2
G代码 A G00 B G00 C G00 组
FANUC 0-TD系统常用G指令表
功能 A G代码 B G70 C G72 精加工工循环 组 功能
快速定位 01
续 表
续表3-2
G代码
组 A G37 G40 G41 G42 G50 B G37 G40 G41 G42 G92 C G37 G40 G41 G42 G92 07
FANUC 0-TD系统常用G指令表
G代码
功能 A B G77 G78 G79 G96 97 C G20 G21 G24 G96 02 97 01 外径/内径车削循环 螺纹车削循环 端面车削循环 恒表面切削速度控制 恒表面切削速度控制取 消 组 功能
G70
G01
G02 G03 G04 G10 G11 G20 G21 G27 G28 G32 G34 G36
G01
G02 G03 G04 G10 G11 G20 G21 G27 G28 G33 G34 G36
G01
G02 G03 G04 G10 G11 G70 G71 G27 G28 G33 G34 G36
数控车床编程操作【全】

#§1-1 数控入门知识随着科学技术和社会生产和迅速发展,机械产品日趋复杂,对机械产品和质量和生产率的要求越来越高.在航天、造船、军工和计算机等工业中,零件精度高、形状复杂、批量小、经常改动、加工困难,生产效率低、劳动强度大,质量难以保证。
机械加工工艺过程自动化是适应上述发展特点的最重要手段.为了解决上述问题,一种灵活、通用、高精度、高效率的“柔性”自动化生产设备-—-——-数控机床在这种情况下应运而生。
目前数控技术已做逐步普及,数控机床在工业生产中得到了广泛应用,已成为机床自动化的一个重要发展方向.1—1—1数控定义数控即数字控制(Numerical Control),是数字程序控制的简称。
数控车床由数字程序控制车床简称;CNC表示计算机数控车床。
数控机床加工原理是把刀具与工件的运动坐标分成最小的单位量即最小位移量,由数控系统根据工件的要求,向各坐标轴发出指令脉冲,使各坐标移动若干个最小位移量,从而实现刀具与工件的相对运动,以完成零件的加工.数控的实质是通过特定处理方式下的数字信息(不连续变化的数字量)去自动控制机械装置进行动作,它与通过连续变化的模拟量进行的程序控制(即顺序控制),有着截然不同性质.由于数控中的控制信息是数字化信息,而处理这些信息离不开计算机,因此将通过计算机进行控制的技术通称为数控技术,简称数控。
这里所讲的数控,特指用于机床加工的数控(即机床数控)。
1—1-2 机床数控与数控机床机床数控是指通过加工程序编制工作,将其控制指令以数字信号的方式记录在信息介质上,经输入计算机处理后,对机床各种动作的顺序、位移量和速度实现自动控制的一门技术。
数控机床则是一种通过数字信息控制按给定的运动规律,进行自动加工的机电一体化新型加工装备。
§1—2 数控机床的用途分类1—2—1 数控车床的用途数控车床与卧式车床一样,也是用来加工轴类或盘类的回转体零件。
但是由于数控车床是自动完成内外圆柱面、圆锥面、圆弧面、端面、螺纹等工序的切削加工,所以数控车床特别适合加工形状复杂的轴类或盘类零件。
五、数控车削编程知识01

郑州信息科技职业学院 主讲教师:程改兰
(1)恒线速度控制G96——m/min 格式:G96 S——;其后面的数字表示的是恒定的线速度: 功能:在车削端面或工件直径变化较大时使用,提高切削 质量。 转速与线速度的转换关系:
n=1000ν /π d
例:G96 S150 表示切削点线速度控制在150 m/min。 如右图中所示的零件,为保持A、B、C各点的线速度在150 m/min,则各点在加工时的主轴转速分别为: A:n=1000×150÷(π×40)=1193 r/min B:n=1000×150÷(π×60) =795r/min C:n=1000×150÷(π×70)=682 r/min
U、W——切削终点相对于循环起点增量坐标;
R——切削终点至切削起点的向量值(半径值); 功能:能完成圆柱、圆锥的粗、精切削加工。
用G90怎样进
行精加工? 【例】使用1号粗车刀,2号精车刀车削 图示外圆,切削速度120m/min。X轴精车 余量0.2mm,Z向精车余量0.05mm,试用 G90指令编程。 O4006; G96 S120 M03; G50 S3500; T0101; G00 X55. Z3.; G90 X46. Z-44.95 F0.2; X42.; X40.2; G00 X100. Z100.; T0202 S150; X40. Z3.; G01 Z-45. F0.07; X55.; G00 X100. Z100.; M30;