加 工 工 艺 流 程 卡
结构件工艺过程卡及焊接作业指导书编写要求
工艺过程卡编写要求1、工艺每个厂家都不一定完全相同,跟设备关系比较大。
2、在试制时就应有制造工艺。
试制工艺和量产工艺是不同的。
3、一般来说每张图纸都对应一张工艺卡,在图纸后用胶水粘上工艺卡;零件只有工艺过程卡,焊接件有过程卡和焊接作业指导书。
关键工序要有作业指导书,其它工序是工艺过程卡。
作业指导书应彩打,目视化张贴在工位上。
图纸(背后附工艺)由车间资料室保管,2份,操作者要用时借阅,登记日期、图纸编码、图号、借阅人工号、电话、归还时间等。
先编工序过程卡,再汇总成工艺路线汇总表。
4、单个的装配零件-----工艺过程卡焊接件中的零件-----工艺过程卡(附图页含下料展开图,折弯图)焊接部件------工艺过程卡,焊接作业标准(即作业指导书)装配------装配作业标准调试------调试作业标准5、工艺路线示例:零件、焊接部件的工艺路线写到表面处理后装配前,例如:直接到装配的零件:锯---车---划线---铣---发黑---检锯----粗车-----调质---精车---划线----铣----发黑.----检后续要焊接的零件:激光割---校平---卷板----折弯----检(---转压缩车箱体焊接班)焊接件工序应写到油漆,比如:焊----划线---镗---钻----喷砂----底漆----面漆(含中涂)---检焊---划线---镗--钻--电泳(含酸洗)--面漆(含中涂)--检焊---粗车---调质---精车---划线---铣---镀锌---检其中焊接件中的焊接工序(关键工序)还应有作业标准(作业指导书)。
注:做电泳的工件没有喷砂的工序,做底漆的前面才有喷砂(丸)工序。
焊接件工序卡中的明细表是系统自动读出的,在CAXA模板未完全完善前不用写。
如果一个零部件要外协的地方很多,可以整体外协,如:铸---退火---车---高频表面淬火---发黑---检。
6、激光割:碳钢6mm及以下,不锈钢4mm及以下,或者对外观质量要求较高(焊后露在外面的)的零件,激光切割的孔一般最小为板厚的2倍。
钢结构加工工艺卡
乌审旗干燥车间二期工程H型钢构件加工工艺卡片榆林市鑫天赐钢结构工程有限公司2016 年内籽15内籽15内籽15见附图工艺要求内籽15内籽15设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期榆林市鑫天蜴钢结构工程有限公司H型钢构件加工工序工程爼称乌审旗T•燥车间构件名称钢柱钢梁卡片加工图号2016-XT05共2 页第1页材料牌号Q235B 工序名称二级焊缝施工班组二班组备注坡口加工图工步号设备检验允许项目偏差工艺要求工艺装备«W内務15内籽15内籽15九使用火焰气割时钢材应放平垫稳,其 下层留出大于2omm 的间隙。
2.气割前应将钢工 步号采用机械毋切火焰气割设备龙门剪板机氧气•乙块装S工艺装备 游标卡、尺角尺、卷尺游标卡、尺角尺.卷尺检验项目 零件外形尺寸 零件宽度.长度边缘缺陵型钢端部垂直度零件宽度.长度气割面垂直度气割面平面度 允许偏差 士 i,omm±3,ommi.omm2.omm±5,omm O.OH 且不大于 2Qmm o.Q5t 且不大于 2Qmm工艺要求 1•机床后而被剪 下的钢板宽度小于 somm 时.钢板左端的 断线对准其下刃口,右 锻的断线则应伸出下刃口 17m m 进行眄 切:(2)机床前面被剪切的钢板狭窄而压不 到时,还应采用临时斥榆林市鑫天腸钢结构工程有限公司H 型钢构件加工工序卡片工程名称乌审旗干燥 车间构件名称 钢柱钢梁加工图号 2016-XTO5 共1页第1页材料牌号O235B工序 拿称切割 施工班组 三班组 备注见附图见附图内籽15内籽15«W内務15«W内務15设计(日期)审核(日期)标准化(日期〉会签(日期)标记处数更改文件号签字日期榆林市鑫天赐钢结构工程有限公司H型钢构件加工工序卡工程名称乌审旗干燥车间构件名称钢柱钢梁片加工图号2016-XTO5共2页第1页材料牌号Q2S5B 工序名称H型钢焊接施工班组六班组备注SAW船形焊顺工步号施焊前应检査焊件接缝处是否符合施工图的要求0对要求焊透的焊缝需认真修整组装定位、点焊缝•其表面清理后应瞬出金属光泽。
金工实习报告车工机械加工工艺卡

金工实习报告——车工机械加工工艺卡一、实习目的通过本次金工实习,使学生了解和掌握车工机械加工的基本工艺过程,学会使用车床、刀具和量具,培养学生具有扎实的机械加工基本技能,提高学生的动手能力和创新能力。
二、实习内容1. 熟悉车床的结构和功能,了解各种车刀的用途及使用方法。
2. 学习并掌握零件的加工工艺,包括加工顺序、切削参数、装夹方法等。
3. 掌握轴类、齿轮类、螺纹类零件的加工方法。
4. 学会使用量具,进行零件的测量和检测。
三、实习过程1. 实习前的准备:了解实习要求,熟悉实习教材,准备好相应的工具和材料。
2. 实习过程:(1)车工基本操作:学会使用车床,掌握各种车刀的使用方法,进行轴类零件的加工。
(2)零件加工工艺:根据图纸要求,制定加工工艺,进行齿轮类零件的加工。
(3)螺纹加工:学习并掌握螺纹的加工方法,进行螺纹类零件的加工。
(4)零件测量与检测:使用量具,对加工后的零件进行测量和检测,保证零件的加工质量。
3. 实习总结:对本次实习进行总结,分析实习过程中的优点和不足,提出改进措施。
四、实习收获通过本次金工实习,我对车工机械加工工艺有了更深入的了解,掌握了车床、刀具和量具的使用方法,学会了轴类、齿轮类、螺纹类零件的加工方法。
在实习过程中,我提高了自己的动手能力,培养了自己的创新意识。
同时,我也认识到了自己在实习中的不足之处,如加工速度慢、精度不够高等,需要在今后的学习中不断改进和提高。
五、实习体会金工实习让我亲身体验了机械加工的过程,使我更加深入地理解了机械加工的基本原理和工艺。
在实习过程中,我学会了如何根据图纸要求制定加工工艺,如何使用量具进行测量和检测。
同时,我也认识到了自己在动手能力方面的不足,需要在今后的学习中加强锻炼。
总之,本次金工实习使我受益匪浅,不仅提高了我的动手能力,也培养了我的创新意识。
我相信,这次实习对我今后的学习和工作都将产生积极的影响。
路面铣刨加铺施工工艺流程

路面铣刨加铺施工工艺流程
昔有匠人,名曰道桥之士,专精于修路之术。
其工之始,乃察地之势,度路之需,以定施工之方略。
首事者,为路之铣刨也。
斯乃一机械,名曰铣刨机,能削去旧路如削木为薪,以显新质。
铣刨既毕,次则清理废物,洒水润土,以利新料之附着。
继之,施以新料,或沥青,或水泥,或他合宜之物。
此新料铺设,务求均匀,厚薄得当,庶几耐久。
新料铺就,复以压实之机,名之曰压路机,往来驰骋,使料实密,无有空隙,坚固若磐石。
末了,标记道路之线,以明行车之规,安全得以保障。
如是,路面铣刨加铺之工艺,始于地之勘察,终于路之完善,其间工序严谨,技艺精湛,乃得长久之道路,利通行而远害。
夫施工之道,虽属今世,然其精进不已,亦合乎古训“工欲善其事,必先利其器”之理。
故道桥之士,勤于钻研,精益求精,以期道路之工程,长存不朽,造福行旅,利济天下。
工序流程卡的使用与管理办法

工序流转卡的使用与管理办法第0次修改1 目的与适用范围:防止产品实现过程中产品或其状态的混淆和误用及产品质量状态的好坏,达到产品追溯的目的。
适用于从原材料生产到产品打磨各阶段标识、追溯的控制。
2 职责:生产部、质检部负责本管理办法的实施。
生产工序员工负责每道工序的填写质检员负责每道工序的质量状态确认填写3.工作程序:3.1.工件加工前,制造部依据《工艺图纸》及《定额领料单》,3.2. 工件加工时,由制造操作员根据《工艺图纸》、《生产计划》填写《工序流程卡》交质检部,《工序流转卡》的数量,根据《生产计划单》中的数量以个或根为单位进行派发。
注:《工序流转卡》上的图号、名称、规格、数量应与《生产计划单》、《工艺图纸》号一致。
3.3. 相应配件生产时,由生产部根据《生产计划单》填写《工序流转卡》,的数量,根据实际生产中的数量一致。
3.3.1相应配件主要指:腹板-缘板3.4《工序流转卡》的使用说明:3.4.1 每道工序在完成本工序作业后,操作者先自行检查一遍后、由本工序的操作工填写好数量、名称、规格型号交质检员确认。
质检员根据所生产的产品质量签名确认。
3.4.1.1如在生产过中出现不合格品或,操作工发现后应及时交质检员进行处理,质检员根据实际产品的状态给出处理意见。
并在《工序流转卡》中的备注栏里注明不合格现象。
3.4.2下道工序在接受上道工序的工件时,应检查是否有流转卡,流转卡是否有质检员签名确认,数量是否与实际相符。
如不符则交还给上道工序进行核对。
3.4.3相应配件的《工序流转卡》在加工时应与《工序流转卡》合订在一起。
3.4.4每批产品生产结束后由生产部负责收集流程卡交于质检部保管。
3.5质量部根据流程卡计算每月一次性交检合格率。
4 报告与记录:《工序流转单》《生产计划单》《定额领料单》5.附件:附加说明:《工序流转卡填写样本》第0次修改编制:审核:批准:。
焊接工艺流程卡(最新整理)
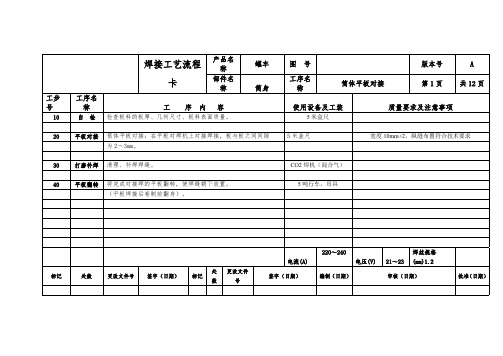
产品名称罐车图 号 版本号A 焊接工艺流程卡部件名称筒身工序名称筒体平板对接第1页共12页工步号工序名称工 序 内 容使用设备及工装质量要求及注意事项10自 检检查板料的板厚、几何尺寸、板料表面质量。
5米盒尺20平板对接筒体平板对接:在平板对焊机上对接焊接,板与板之间间隙5米盒尺宽度10mm+2,纵缝布置符合技术要求 为2~3mm 。
30打磨补焊清理、补焊焊缝。
CO2焊机(混合气) 40平板翻转将完成对接焊的平板翻转,使焊缝朝下放置。
5吨行车,吊具 (平板焊接后卷制前翻身)。
电流(A)220~240电压(V)21~23焊丝规格(mm)1.2标记处数更改文件号签字(日期)标记处数更改文件号签字(日期)编制(日期)审核(日期)批准(日期)产品名称罐车图 号 版本号A 焊接工艺流程卡部件名称筒身工序名称筒体成型第2 页共12页工步号工序名称工 序 内 容使用设备及工装质量要求及注意事项10划线根据罐体截面划出弧度点,具体尺寸见按图纸。
符合罐体截面弧度 20卷制按罐体弧度在卷板机上卷制出罐体弧度,卷制过程中不断用6m 卷板机符合罐体截面 盒尺测量弧度尺寸;长、短轴尺寸。
保证筒体弧度。
5米盒尺30焊接点焊、焊接筒体纵向焊缝。
CO2焊机 焊后整理补焊、清渣。
焊缝高度1.5~2mm±0.5,宽度10mm+2 40转序将成型筒体吊离卷板机,转入下工序。
5T 行车电流(A)220~240电压(V)21~23焊丝规格(mm)1.2标记处数更改文件号签字(日期)标记处数更改文件号签字(日期)编制(日期)审核(日期)批准(日期)产品名称罐车图 号 版本号A 焊接工艺流程卡部件名称筒身工序名称封头、内封头、挡油板制做第3 页共12页工步号工序名称工 序 内 容使用设备及工装质量要求及注意事项10拼接按图纸要求尺寸、方向拼焊封头平板板料。
CO2焊机 20下料封头坯料由等离子切割机下料。
(等离子编程切割) 等离子割机 焊后清理焊缝、补焊。
建筑施工工艺流程图

建筑施工工艺流程图填方施工流程图挡土墙施工工艺流程图质量管理机构质量保证体系现场质量检查程序回填土压实质量检验程序工期保证组织机构工期保证体系施工进度控制系统安全保证体系住宅楼工程总体施工程序零平下结构工程施工程序基础施工工序±0.00层以上结构工程施工程序钢筋施工程序内外装饰装修施工程序电气安装工程施工程序室内管道工程施工程序人工挖土工艺流程:确定开挖的顺序和坡度→沿灰线切出槽边轮廓线→分层开挖→修整槽边→清底机械挖土工艺流程:确定开挖的顺序和坡度→分段分层平均下挖→修边和清底基土钎探工艺流程:放钎点线→就位打钎拔钎灌砂记录锤击数检查孔深人工回填土工艺流程:基坑(槽)底地坪上清理→检验土质→分层铺土、耙平→夯打密实→检验密实度→修整找平验收机械回填土工艺流程:基坑底地坪上清理→检验土质→分层铺土→分层碾压密实→检验密实度→修整找平验收灰土地基施工工艺流程:检验土料和石灰粉的质量并过筛→灰土拌合→槽底清理→分层铺灰土→夯打密实→找平验收砂石地基施工工艺流程:检验砂石质量→拌和砂浆9人工级配→分层铺筑砂石→洒水→夯实或碾压→找平验收钢筋混凝土预制桩打桩工艺流程:就桩桩机→起吊预制桩→稳桩→打桩→接桩→送桩→中间检查验收→移桩机至下一个桩位泥浆护壁回转钻孔灌注桩施工工艺流程:钻孔机就位→钻孔→注泥浆→下套管→继续钻孔→排渣→清孔→吊放钢筋笼→射水清底→插入混凝土导管→浇筑混凝土→拔出导管→插桩顶钢筋螺旋钻孔灌注桩施工工艺流程:钻孔机就位→钻孔→检查质量→孔底清理→孔口盖板→移钻孔机人工成孔灌注桩施工工艺流程:放线定桩位及高程→开挖第一节桩孔土方→支护壁模板放附加钢筋→浇筑第一节护壁混凝土→检查桩位(中心)轴线→架设垂直运输架→安装电动葫芦(卷扬机或木辘轳)→安装吊桶、照明、活动盖板、水泵、通风机等→开挖吊运第二节桩孔土方(修边)→先拆第一节支第二节护壁模板(放附加钢筋)→浇第二节护壁混凝土→检查桩位(中心)轴线→逐层往下循环作业→开挖扩底部分→检查验收→吊放钢筋笼→放混凝土溜筒(导管) →浇筑桩身混凝土(随浇随振)→插桩顶钢筋桩承台施工工艺流程:核对钢筋半成品→钢筋绑扎→预埋管线及铁活→绑好砂浆垫块钢筋绑扎工艺流程:确定组装钢模板方案→组装钢模板→模板预检混凝土浇筑工艺流程:搅拌混凝土→浇筑→振捣→养护设备基础施工工艺流程:槽底或模板内清工艺流程:槽底或模板内清理→混凝土拌制→混凝土浇筑→混凝土振捣→混凝土养护理→混凝土拌制→混凝土浇筑→混凝土振捣→混凝土找平→混凝土养护素混凝土基础施工工艺流程:槽底或模板内清理→混凝土拌制→混凝土浇筑→混凝土振捣→混凝土养护防水混凝土施工工艺流程作业准备→混凝土搅拌→运输→混凝土浇筑→养护水泥砂浆防水层施工工艺流程:墙、地面基层处理→刷水泥素浆→抹底层砂浆→刷水泥素浆→抹面层砂浆→刷水泥砂浆→养护平面铺贴卷材工艺流程:保护墙放线→砌筑保护墙→抹保护墙找平层→抹垫层找平层→养护→清理→喷涂冷底子油→铺贴附加油毡层→铺第一层立墙油毡→铺第一层平面油毡→分层先立面后平面)→抹保护层立面铺贴卷材工艺流程:拆除根部临时保护墙→结构面抹找平层→养护→喷涂冷底子油→接铺阴阳角处附加层→铺第一层油毡→铺第二层油毡→(按,设计分层铺设)→砌筑保护墙(保护层)地下改性沥青油毡(SBS)防水层施工工艺流程基层清理→涂刷基层处理剂→铺贴附加层→热熔铺贴卷材→热熔封边→做保护层地下高分子合成(三元乙丙)橡胶卷材防水层施工工艺流程:基层清理→聚氨酯底胶配制→涂刷聚氯酯底胶→特殊部位进行增补处理(附加层)→卷材粘贴面涂胶基层表面涂胶→铺贴防水卷材做保护层地下聚氨酯防水涂料冷作业施工工艺流程:基层清理→涂刷底胶→涂膜防水层施工→做保护层砖混结构构造柱、圈梁、板缝支模工艺流程:作业准备→混凝土搅拌→混凝土运输→混凝土浇筑、振捣→混凝土养护框架结构定型组合钢模板的安装与拆除工艺标准安装柱模板工艺流程:弹柱位置线→抹找平层作定位墩→安装柱模板→安柱箍→安拉杆或斜撑→办预检安装剪力墙模板工艺流程:弹线→安门洞口模板→安一侧模板→安另一侧模板→调整固定→办预检安装梁模板工艺流程:弹线→支立柱→调整标高→安装梁底模→绑梁钢筋→安装侧模→办预检安装楼板模板工艺流程:地面夯实→支立柱→安大小龙骨→铺模板→校正标高加立杆的水平拉杆→办预检组合钢木(竹)胶合板模板的安装与拆除工艺标准柱模板安装工艺单块就位组拼工艺流程:搭设安装架子→第一层模板安装就位→检查对角线、垂直和位置→安装柱箍→第二、三等层柱模板及柱箍安装→安有梁口的柱模板→全面检查校正→群体固定单片预组拼柱模板工艺流程:单片预组拼柱组拼→第一片柱模就位→第二片柱模就位用角模连接→安装第三、四片柱模→检查柱模对角线及位移并纠正→自下而上安装柱箍并做斜撑→全面检查安装质量→群体柱模固定墙模板安装工艺:墙模板单块就位组拼安装工艺流程:组装前检查→安装门窗口模板→安装第一步模板(两侧) →安装内钢楞→调整模板平直→调整模板平直、垂直→安装第二步至顶部两侧模板→安装内钢楞调平直→安装穿墙螺栓→安装外钢楞→加斜撑并调模板平直→与柱、墙、楼板模板连接预拼装墙模板工艺流程:安装前检查→安装门窗口模板→一侧墙模吊装就位→安装斜撑→插入穿墙螺栓及塑料套管→清扫墙内杂物→安装就位另一侧墙模板→安装斜撑→穿墙螺栓穿过另一侧墙模→调整模板位置→紧固穿墙螺栓→斜撑固定→与相邻模板连接梁模板安装工艺:梁模板单块就位安装工艺流程:弹出梁轴线及水平线并复核→搭设梁模支架→安装梁底楞或梁卡具→安装梁底模板→梁底起拱→绑扎钢筋→安装侧梁模→安装另一侧梁模→安装上下锁口楞、斜撑楞及腰楞和对拉螺栓→复核梁模尺寸、位置→与相邻模板连固梁模板单片预组合模板安装工艺流程:弹出梁轴线及水平线并做复核→搭设梁模支架→预组拼模板检查→底模吊装就位安装起拱→绑扎钢筋→侧模安装→安装侧向支撑或梁卡固定→检查梁口平直模板尺寸→卡梁口卡→与相邻模板连固梁模整体预组合模板安装工艺流程:弹出梁轴线及水平线并做复核→搭设梁模支架→梁模整体吊装就位→梁模与支架连固→复核梁模位置尺寸→侧模斜撑固定→上梁口卡楼板模板安装工艺:楼板模板单块就位安装工艺流程:搭设支架→安装横纵钢(木) 楞→调整楼板下皮标高及起拱→铺设模板块→检查模板上皮标高、平整度楼板、梁模板拆除工艺流程:拆除支架部分水平拉杆和剪力撑→拆除梁连接件及侧模板→下调楼板模板支柱顶翼托螺旋2~3cm,使模板下降→分段分片拆除楼板模板、钢(木)楞及支柱→拆除梁底模板及支撑系统柱子模板拆除工艺:分散拆除工艺流程:拆除拉杆或斜撑→自上而下拆掉(穿柱螺栓)或柱箍→拆除竖楞,自上而下拆钢框竹编模板→模板及配件运输维护分片拆模工艺流程:拆掉拉杆或斜撑→自上而下拆掉柱箍→拆掉柱连接角一侧U形卡,分二片或四片拆离→吊运片模板墙模拆除工艺:墙模分散拆除工艺流程:拆除斜撑→自上而下拆掉穿墙螺栓及外楞→分层自上而下拆除内楞及竹编模板→模板及配件运输及维护楼板、梁模板拆除工艺流程:拆除支架部分水平拉杆和剪力撑→拆除梁连接件及侧模板→下调楼板模板支柱顶翼托螺旋2~3cm,使模板下降→分段分片拆除楼板模板、钢(木)楞及支柱→拆除梁底模板及支撑系统柱子模板拆除工艺:分散拆除工艺流程:拆除拉杆或斜撑→自上而下拆掉(穿柱螺栓)或柱箍→拆除竖楞,自上而下拆钢框竹编模板→模板及配件运输维护分片拆模工艺流程:拆掉拉杆或斜撑→自上而下拆掉柱箍→拆掉柱连接角一侧U形卡,分二片或四片拆离→吊运片模板墙模拆除工艺:墙模分散拆除工艺流程:拆除斜撑→自上而下拆掉穿墙螺栓及外楞→分层自上而下拆除内楞及竹编模板→模板及配件运输及维护墙模整体拆除工艺流程:拆除穿墙螺栓→调节三角斜支腿丝框使底脚离开地面→拆除组拼大模板端接缝处连接窄条模板→敲击组拼大模立楞上端,使之脱离墙体→用撬棍撬组拼大模底边肋,使之全部脱离墙体→吊运组拼大模现浇剪力墙结构大模板的安装与拆除工艺标准外板内模结构安装大模板工艺流程:准备工作→安正号模板→安装外墙板→安反号模板→固定模板上口→预检外砖内模结构安装大模板工艺流程:外墙砌砖→安装正、反号大模板→安装角模→预检全现浇结构安装大模板工艺流程:准备工作→挂外架子→安内横墙模板→安内纵墙模板→安堵头模板→安外墙内侧模板→合模前钢筋隐检→安外墙外侧模板→预检密肋楼板模壳的安装与拆除模壳模板安装的操作工艺(以主次木楞支撑体系为例)流程:安装支架→安装主次木楞→调整密肋梁底标高及起拱→安装模壳→质量检验模壳模板拆除的操作工艺流程:拆除角钢→拆起模壳→拆除支架钢筋绑扎与安装工程操作工艺流程:划钢筋位置线→运钢筋到使用部位→绑底板及梁钢筋→绑墙钢筋构造柱钢筋绑扎工艺流程:预绑构造柱钢筋骨架→修整底层伸出的构造柱塔接筋→安装构造柱钢筋骨架→绑扎搭接部位箍筋圈梁钢筋的绑扎工艺流程:画钢筋位置线→放圈梁受力筋→穿箍筋→绑扎箍筋板缝钢筋绑扎工艺流程支护缝模板→预制板端头预应力锚固筋向上弯成45°→放通长水平构造筋→与板端锚固筋绑扎剪力墙结构大模板墙体钢筋绑扎工艺标准剪力墙钢筋现场绑扎工艺流程:修改预留搭接筋→绑立筋→绑横筋→绑拉筋或支撑筋剪力墙采用预制网片的绑扎工艺流程修理预留搭接筋→临时固定网片→绑扎根部钢筋→绑门窗洞加筋→绑拉筋或支撑筋现浇框架结构钢筋绑扎工艺标准绑柱子钢筋工艺流程:套柱箍筋→搭接绑扎竖向受力筋→画箍筋间距线→绑箍筋绑剪力墙钢筋工艺流程:立2~4根竖筋→画水平障距→绑定位横筋→绑其余横筋→绑其余横竖筋梁钢筋绑扎工艺流程:模内绑扎:画主次梁箍筋间距→放主梁次梁箍筋→穿主梁底层纵筋及弯起筋→穿次梁底层纵筋并与箍筋固定→穿主梁上层纵向架立筋→按箍筋间距绑扎→穿次梁上层纵向钢筋→按箍筋间距绑扎模外绑扎(先在梁模板上口绑扎成型后再入模内):画箍盘间距→在主次梁模板上口铺横杆数根→在横杆上面放箍筋→穿主梁下层纵筋→穿次梁下层钢筋→穿主梁上层钢筋→按箍筋间距绑扎→穿次梁上层纵筋→按箍筋间距绑扎板钢筋绑扎工艺流程:清理模板→模板上画线→绑板下受力筋→绑负弯短钢筋楼梯钢筋绑扎工艺流程:划位置线→绑主筋→绑分布筋→绑踏步筋双钢筋叠合板钢筋绑扎工艺流程图:检查支座及板缝硬架支模上平标高→画叠合板位置线→吊装叠合板→调整支座处叠合板搁置长度→整理叠合板甩出钢筋钢筋接头钢筋手工电弧焊工艺流程:检查设备→选择焊接参数→试焊作模拟试件→送试→确定焊接参数→施焊→质量检验水平钢筋窄间隙焊工艺流程检查设备→选择焊接参数→试焊作模拟试件→送试→确定焊接参数→施焊→质量检验钢筋气压焊工艺流程:检查设备、气源→钢筋端头制备→安装焊接夹具和钢筋→试焊、作试件→施焊→卸下夹具→质量检查钢筋闪光对焊工艺流程:检查设备→选择焊接工艺及参数→试焊、作模拟试件→送试→确定焊接参数→焊接→质量检验连续闪光对焊工艺过程:闭合电路→闪光(两钢筋端面轻微接触) →连续闪光加热到将近熔点(两钢筋端面徐徐移动接触) →带电顶锻→无电顶锻预热闪光对焊工艺过程:闭合电路→断续闪光预热(两钢筋端面交替接触和分开) →连续闪光加热到将近熔点(两钢筋端面徐徐移动接触) →带电顶锻→无电顶锻闪光一预热闪光对焊工艺过程:闭合电路→一次闪光闪平端面(两钢筋端面轻微徐徐接触) →连续闪光预热(两钢筋端面交替接触和分开) →二次连续闪光加热到将近熔点(两钢筋端面徐徐移动接触) →带电顶锻→无电顶锻钢筋电渣力焊工艺工艺流程:检查设备、电源→钢筋端头制备→选择焊接参数→安装焊接夹具和钢筋→安放铁丝球(也可省去)→安放焊剂灌、填装焊剂→试焊、作试件→确定焊接参数→施焊→回收焊剂→卸下夹具→质量检查电渣压力焊的工艺过程:闭合电路→引弧→电弧过程→电渣过程→挤压断电带肋钢筋径向挤压连接工艺流程:钢套筒、钢筋挤压部位检查、清理、矫正→钢筋端头压接标志→钢筋插入钢套筒→挤压→检查验收锥螺纹钢筋接头工艺流程:钢筋下料→钢筋镦粗钢筋套丝→接头单体试件试验→钢筋连接→质量检查砖混结构、构造柱、圈梁、板缝等混凝土施工工艺流程:作业准备→混凝土搅拌→混凝土运输→混凝土浇筑、振捣→混凝土养护剪力墙结构大模板普通混凝土施工工艺流程:作业准备→混凝土搅拌→混凝土运输→混凝土浇筑、振捣→拆模、养护全现浇结构(大模板)轻骨料混凝土施工工艺流程闪光一预热闪光对焊工艺过程:闭合电路→一次闪光闪平端面(两钢筋端面轻微徐徐接触) →连续闪光预热(两钢筋端面交替接触和分开) →二次连续闪光加热到将近熔点(两钢筋端面徐徐移动接触) →带电顶锻→无电顶锻钢筋电渣力焊工艺工艺流程:检查设备、电源→钢筋端头制备→选择焊接参数→安装焊接夹具和钢筋→安放铁丝球(也可省去)→安放焊剂灌、填装焊剂→试焊、作试件→确定焊接参数→施焊→回收焊剂→卸下夹具→质量检查电渣压力焊的工艺过程:闭合电路→引弧→电弧过程→电渣过程→挤压断电带肋钢筋径向挤压连接工艺流程:钢套筒、钢筋挤压部位检查、清理、矫正→钢筋端头压接标志→钢筋插入钢套筒→挤压→检查验收锥螺纹钢筋接头工艺流程:钢筋下料→钢筋镦粗钢筋套丝→接头单体试件试验→钢筋连接→质量检查砖混结构、构造柱、圈梁、板缝等混凝土施工工艺流程:作业准备→混凝土搅拌→混凝土运输→混凝土浇筑、振捣→混凝土养护剪力墙结构大模板普通混凝土施工工艺流程:作业准备→混凝土搅拌→混凝土运输→混凝土浇筑、振捣→拆模、养护全现浇结构(大模板)轻骨料混凝土施工工艺流程作业准备→材料计量→搅拌→运输→浇筑→振捣→养护现浇框架结构混凝土浇筑施工工艺流程;作业准备→混凝土搅拌→凝土运输→柱、梁、板、剪力墙、楼梯混凝土浇筑与振捣→养护双钢筋叠合板安装施工工艺流程:检查支座及板缝硬架支模上平标高→画叠合板位置线→吊装叠合板→调整支座处叠合板搁置长度→整理叠合板甩出钢筋构件安装工程预应力短向圆孔板安装工艺流程:抹找平层或硬架支模→画板位置线→吊装楼板→调整板位置→绑扎或焊接锚固筋预应力实心整间大楼板安工艺流程:抹砂浆找平层或硬架支模→吊装大楼板→调整板位置→整理绑扎钢筋预制钢筋混凝土框架结构构件安装工艺流程:柱吊装(校正→定位→焊接) →梁吊装(校正→主筋焊接) →梁柱节点核心区处理→剪力墙施工→板安装预制外墙板安装工艺流程:抹找平层→外墙板就位→外墙板临时固定→插油毡条、聚苯条、塑料条→插节点构造钢筋→键槽钢筋焊接,浇注混凝土→外墙板底部捻干硬性水泥砂浆→拆除外墙板临时支撑预制外墙板构造防水施工工艺流程:做立缝防水→做平缝防水→做十字缝防水→其他部位防水→淋水试验预制楼梯、休息板及垃圾安装工艺流程:浇水泥浆→安装休息板→安装楼梯段→焊接→灌缝→安垃圾道预制阳台、雨罩、通道板安装工艺流程坐浆→吊装→调整→焊接→浇长混凝土预制钢筋混凝土隔墙板安装工艺流程:安装就位→检查、校正→支撑、加固→焊接固定→捻缝加气混凝土条板安装工艺流程:弹位置线→处理条板的长、宽尺寸→清理安装位置上下端→浇筑混凝土带→弹条板安装分块线→安装条板预应力混凝土工程预应力后张法张拉施工工艺流程:检查构件(或块体) ↓预应力筋制作→穿预应力筋↓锚具检验→安装具及张拉设备张拉设备预检→张拉孔道灌浆→制作水泥浆试块↓起吊←压水泥浆试块无粘结预应力施工工艺流程:施工准备→梁、板模板支搭→非预应力下钢筋铺放、绑扎→无粘结预应力筋铺放、端部节点安装→非预应力上钢筋铺放、绑扎→无粘结预应力起拱、绑扎→隐检验收→混凝土浇筑及振捣→混凝土养护→张拉→端部处钢结构工程钢结构手工电弧焊焊接工艺流程作业准备→电弧焊接(平焊、立焊、横焊、仰焊) →焊缝检查扭剪型高强螺栓连接工艺流程:作业准备→选择螺栓并配套→接头组装→安装临时螺栓→安装高强螺栓→高强螺栓紧固→检查验收大六角高强度螺栓连接工艺流程:作业准备→接头组装→安装临时螺栓→安装高强螺栓→高强螺栓紧固→检查验收钢屋架制作工艺流程:加工准备及下料→零件加工→小装配(小拼) →总装配(总拼) →屋架焊接→支撑连接板,檩条、支座角钢装配、焊接→成品检验→除锈、油漆、编号钢屋架安装工艺流程:作业准备→屋架组拼→屋架安装→连接与固定→检查、验收→除锈、刷涂料钢网架结构拼装工艺流程:作业准备→球加工及检验→杆加工及检验→小拼单元→中拼单元→焊接→拼装单元验收钢网架结构安装工艺流程:放线、验线→安装下弦平面网络→安装上弦倒三角网络→安装下弦正三角网络→调整、紧固→安装屋面帽头→支座焊接、验收焊接球地面安装高空合拢法工艺流程:放线、验线→安装平面网格→安装立体网格→安装上弦网格→网架整体提升→网架高空合拢→网架验收钢结构防腐涂装工艺流程:基面清理→底漆涂装→面漆涂装→检查验收钢结构防火涂料涂装工艺流程:作业准备→防火涂料配料、搅拌→喷涂→检查验收砖基础砌筑工艺流程:拌制砂浆→确定组砌方法→排砖撂底→砌筑→抹防潮层一般砖砌体砌筑工艺流程:砂浆配合比→计量排砖撂底盘角组砌方法作业准备砖浇水砂浆搅拌砌砖验收测量放线立皮数杆挂线料石砌筑工艺流程:砂浆搅拌→作业准备→试排撂底→砌料石→验评中型砌块砌筑工程施工工艺流程:墙体放线→制备砂浆→砌块排列→铺砂浆→砌块就位→校正→砌块浇水砂筑镶砖→竖缝灌砂浆→勒缝空心砖砌筑工艺流程:确定开挖的顺序和坡度→分段分层平均下挖→修边和清底地面与楼面工程炉渣垫层施工工艺流程:基层处理→炉渣过筛与水闷→找标高、弹线、做找平墩→基层洒水湿润、拌合炉渣→铺炉渣垫层→刮平、滚压→养护混凝土垫层施工工艺流程:基层处理→找标高、弹水平控制线→混凝土搅拌→铺设混凝土→振捣→找平→养护陶粒混凝土垫层施工工艺流程:基层处理→找标高弹水平控制线→陶粒过筛、水闷→搅拌→铺设陶粒混凝土→养护细石混凝土地面施工工艺流程:找标高、弹面层水平线→基层处理→洒水湿润→抹灰饼→抹标筋→刷素水泥浆→浇筑细石混凝土→抹面层压光→养护水泥砂浆地面施工工艺流程:基层处理→找标高、弹线→洒水湿润→抹灰饼和标筋→搅拌砂浆→刷水泥浆结合层→铺水泥砂浆面层→木抹子搓平→铁抹子压第一遍→第二遍压光→第三遍压光→养护现制水磨石地面施工工艺流程:基层处理→找标高→弹水平线→铺抹找平层砂浆→养护→弹分格线→镶分格条→拌制水磨石拌合料→涂刷水泥浆结合层→铺水磨石拌合料→滚压、抹平→试磨→粗磨→细磨→磨光→草酸清洗→打蜡上光预制水磨石地面施工工艺流程:基层处理→定线→水磨石板浸水→砂浆拌制→基层洒水及刷水泥浆→铺水泥砂浆结合层及预制水磨石板→养护灌缝→贴镶踢脚板→酸洗打蜡陶瓷锦砖地面施工工艺流程:清理基层、弹线→刷水泥素浆→水泥砂浆找平层→水泥浆结合层→铺贴陶瓷锦砖→修理→刷水、揭纸→拨缝→灌缝→养护塑料板地面施工工艺流程:基层处理→弹线→试铺→刷底子胶→铺贴塑料地面→铺贴塑料踢脚板→擦光上蜡活动地板施工工艺流程:基层处理→找中、套方、分格、弹线→安装支座和横梁组件铺设活动地板面层→清擦和打虹大理石、花岗石及碎拼大理石地面施工艺流程:准备工作→试拼→弹线→试排→刷水泥浆及铺砂浆结合层→铺大理石板块(或花岗石板块) →灌缝、擦缝→打蜡大理石(或花岗石)踢脚板工艺流程①:粘贴法:找标高水平线→水泥砂浆打底→贴大理石踢脚板→擦缝→打蜡灌浆法找标高水平线→拉水平通线→安装踢脚板→灌水泥砂浆→擦缝→打蜡碎拼大理石面层施工工艺流程:挑选碎块大理石→弹线试拼→基层清理→扫水泥素浆→铺砂浆结合层→铺大理石碎块→灌缝→磨光打蜡缸砖、水泥花砖、通体砖地面施工工艺流程:基层处理→找标高、弹线→抹找平层砂浆→弹铺砖控制线→铺砖→勾缝、擦缝→养护→踢脚板安装预制混凝土板块和水泥方砖路面铺设施工工艺流程:灰土垫层→找标高、拉线→马路牙子→铺砌路面砖→灌缝长条、拼花硬木地板施工工艺流程:厕、浴间涂膜防水施工工艺标准安装木搁栅→钉木地板→刨平→净面细刨、磨光→安装踢脚板厕、浴间涂膜防水施工工艺标准聚氨酯防水涂料施工工艺流程:清扫基层→涂刷底胶→细部附加层→第一层涂膜→第二层涂膜→第三层涂膜和粘石渣→防水层试水→防水层验收氯丁胶乳沥青防水涂料施工工艺流程:基层处理→涂刮氯丁胶乳沥青水腻子→刮第一遍涂料→细部构造和加强层→铺贴玻璃丝布(或无纺布) 同时刷二遍涂料→刷第三遍涂料→刷第四遍涂料→蓄水试验→防水层验收SBS橡胶改性沥青防水涂料施工工艺流程:基层处理→涂刷第一遍涂料→细部处理一布二涂→蓄水试验→防水层验收地。
机械加工工艺过程卡片及工序卡
连杆加工工艺过程卡片及工序卡学生姓名届 2013学院(系)机械学院专业机械工程及自动化指导教师职称副教授产品名称连杆总成零件名称连杆盖第(2)页车间工序号工序名称材料牌号02 粗铣盖两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数端面铣床自制 1夹具编号夹具名称切削液J-01 铣夹具工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面(先加工凸起面)刀具:端铣刀盘D-01 n=610 v=191 f=0.281t=0.5 0.25 2.85(1)保证加工面距中心线尺寸18.35±0.102t=0.5(2)两大平面对称中心线允差±0.25mm 量具:卡尺3t=0.32 粗铣另一大平面36.720.04t=0.2 (1)其一平面必垂直设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体第(3)页车间工序号工序名称材料牌号03 粗铣杆两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数立铣 X52 1夹具编号夹具名称切削液J-02 铣夹量工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面(先加工凸起面)刀具:端铣刀盘D-02 n=1180 v=163 s=0.508 t=15 1 0.6 2.5(1)保证加工面距中心线尺寸18.35±0.10(2)两大平面对称中心线允差±0.25mm 量具:卡尺2 粗铣另一大平面36.720.0(1)其中一大平面赢平直不直度≯0.10mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体第(4)页车间工序号工序名称材料牌号04 钻小头孔45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-03 钻夹具乳化液工序工时 (分)准终单件3 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 钻连杆小头孔Φ24.530.0+粗糙度6.3 刀具:锥柄钻头Φ24.5 n=195 v=15 f=0.2 1 1.2 1.82 检验Φ24.530.0+孔与小头外圆应同心圆偏差≤0.25mm 量具:卡尺凸起面朝下定位夹紧设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体第(5)页车间工序号工序名称材料牌号05 小头孔倒角45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-04工序工时 (分)准终单件0.96 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 小头孔倒角面角1.520.0 ×45°刀具:锥柄钻头Φ28 n=68 V=6 f=手动 1.52 0.46 0.52 检验尺寸及粗糙度设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体和盖第(6)页车间工序号工序名称材料牌号06 粗磨杆盖大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数磨床 M7475B 杆16盖50夹具编号夹具名称切削液电磁吸盘乳化液工序工时 (分)准终单件4.09 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗磨一大平面36.410.0+以平整一大平面定刀具:研轮GB60ZRAP350×40×127 n=1440 v=1582 f纵=3-28 T=0.02 34 2.5 1.59位对称磨削。