QC工程图004
合集下载
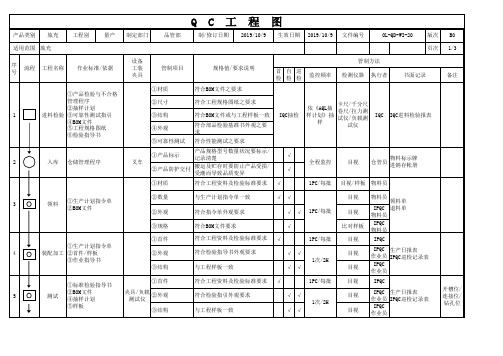
QC工程图
④附着力测试
规格值/要求说明
符合工程资料及检验标准要求 符合检验指引外观之要求 与工程样板一致 符合检验标准之要求 符合检验指引外观之要求 符合BOM文件之要求 符合附着力测试指引之要求
首自巡 检检检 √
√√
√√
√ √√ √√ √
管制方法
监控频率 检测仪器 执行者
书面记录
1PC/每批 1次/2H 1PC/每批 1次/2H
手啤机 铝纸
冲压模
②外观 ③结构 ④颜色
符合检验指引外观之要求 与样板一致 符合BOM文件之要求
√√
√√ √√
1次/2H
目视 目视 目视
PQC 作业员
PQC 生产日报表 作业员 IPQC巡检记录表
PQC 作业员
⑤尺寸
与首件样板一致
√
卡尺
PQC
①喷涂作业指导书
①首件
②IPQC检验指引
②外观
10
外观检验 ③附着力测试指引
喷枪
④抽样计划 ⑤BOM文件
③颜色
符合检验标准之要求 符合检验指引外观之要求 符合BOM文件之要求
√ √√ √√
1PC/每批 1次/2H
目视/3M胶纸 PQC
目视 目视
PQC 作业员 生产日报表
PQC IPQC巡检记录表
作业员
喷胶水
④附着力测试 符合附着力测试指引之要求
√
3M胶纸 PQC
①首件
符合工程资料及检验标准要求 √
备注
3
领料
①生产计划指令单 ②BOM文件
①生产计划指令单
4
装配加工 ②首件/样板
③作业指导书
②数量 ②外观 ③规格 ①首件 ②外观 ③结构
规格值/要求说明
符合工程资料及检验标准要求 符合检验指引外观之要求 与工程样板一致 符合检验标准之要求 符合检验指引外观之要求 符合BOM文件之要求 符合附着力测试指引之要求
首自巡 检检检 √
√√
√√
√ √√ √√ √
管制方法
监控频率 检测仪器 执行者
书面记录
1PC/每批 1次/2H 1PC/每批 1次/2H
手啤机 铝纸
冲压模
②外观 ③结构 ④颜色
符合检验指引外观之要求 与样板一致 符合BOM文件之要求
√√
√√ √√
1次/2H
目视 目视 目视
PQC 作业员
PQC 生产日报表 作业员 IPQC巡检记录表
PQC 作业员
⑤尺寸
与首件样板一致
√
卡尺
PQC
①喷涂作业指导书
①首件
②IPQC检验指引
②外观
10
外观检验 ③附着力测试指引
喷枪
④抽样计划 ⑤BOM文件
③颜色
符合检验标准之要求 符合检验指引外观之要求 符合BOM文件之要求
√ √√ √√
1PC/每批 1次/2H
目视/3M胶纸 PQC
目视 目视
PQC 作业员 生产日报表
PQC IPQC巡检记录表
作业员
喷胶水
④附着力测试 符合附着力测试指引之要求
√
3M胶纸 PQC
①首件
符合工程资料及检验标准要求 √
备注
3
领料
①生产计划指令单 ②BOM文件
①生产计划指令单
4
装配加工 ②首件/样板
③作业指导书
②数量 ②外观 ③规格 ①首件 ②外观 ③结构
蓝牙耳机成品组装QC工程图

100%
每批
IPQC巡检
每次开线/换线进行首件确认1PCS(首件确认记录表WI-QA-009-FROM01)
上料/换料时确认料号和规格并记录在换料记录上。
SMT工程ME品保
SMT
调整/通知主管
10
A面炉前目检、校正
炉前检查修正
镊子(选用)
不能有少件/多件/反向/移位/错件
/
参考作业指导书/样品
目视
100%
锡膏印刷质量及厚度
钢网清洁
钢网张力
WI-EN-014SEM-668G2印刷机操作规范。
WI-EN-013半自动印刷机操作规范。
WI-EN-004锡膏搅拌操作规范。
WI-EN-005PCB定位作业指导书
WI-PD-005 PCB或PCBA清洗作业规范
目视
100%
按作业指导书作业;以印锡的质量来决定清洗钢网频率。
每批
IPQC巡检,抽查。
首件5PCS
每2H/一次,一次5PCS
SMT
通知主管
11
A面回流炉
过回流炉
回流炉/回流炉测温仪
/
炉温参数及曲线要与规格书相符
WI-EN-016回流焊操作指导书;
目视
测温仪测量
参考标准炉温曲线
开/换线炉温测1次
过炉首件确认5片
测温每班/开/换线1次
IPQC巡检确认炉温曲线图。
炉温设定参照{标准无铅炉温曲线}。
SMT
不良品贴不良标签
异常通知主管
13
A面修理站
不良品修理
烙铁镊子静电刷/小刀/热风拆焊台清洗剂
贴片元件不能有错件/漏件/反向/多件/连锡/空焊/假焊少锡/立件/浮高等,板卡要保证清洁
每批
IPQC巡检
每次开线/换线进行首件确认1PCS(首件确认记录表WI-QA-009-FROM01)
上料/换料时确认料号和规格并记录在换料记录上。
SMT工程ME品保
SMT
调整/通知主管
10
A面炉前目检、校正
炉前检查修正
镊子(选用)
不能有少件/多件/反向/移位/错件
/
参考作业指导书/样品
目视
100%
锡膏印刷质量及厚度
钢网清洁
钢网张力
WI-EN-014SEM-668G2印刷机操作规范。
WI-EN-013半自动印刷机操作规范。
WI-EN-004锡膏搅拌操作规范。
WI-EN-005PCB定位作业指导书
WI-PD-005 PCB或PCBA清洗作业规范
目视
100%
按作业指导书作业;以印锡的质量来决定清洗钢网频率。
每批
IPQC巡检,抽查。
首件5PCS
每2H/一次,一次5PCS
SMT
通知主管
11
A面回流炉
过回流炉
回流炉/回流炉测温仪
/
炉温参数及曲线要与规格书相符
WI-EN-016回流焊操作指导书;
目视
测温仪测量
参考标准炉温曲线
开/换线炉温测1次
过炉首件确认5片
测温每班/开/换线1次
IPQC巡检确认炉温曲线图。
炉温设定参照{标准无铅炉温曲线}。
SMT
不良品贴不良标签
异常通知主管
13
A面修理站
不良品修理
烙铁镊子静电刷/小刀/热风拆焊台清洗剂
贴片元件不能有错件/漏件/反向/多件/连锡/空焊/假焊少锡/立件/浮高等,板卡要保证清洁
QC工程图-通用
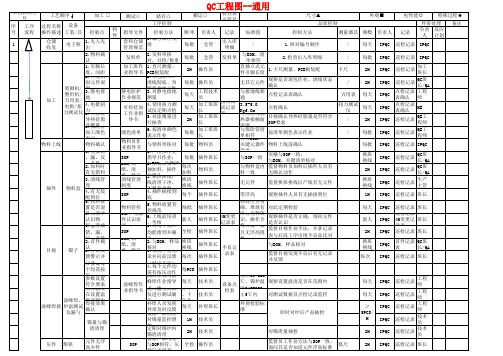
与BOM、清 2.检查出入库明细 单相符 直插立式元 2H 操作员 1.卡尺测量、PCB板装配 件引脚长度 观察是否混包作业,清线状态 每批 操作员 无其它元件 确认 工程技术 与接地线相 每天 点检记录表确认 员 通 加工班班 扭力测 3.5-5.0 每天 点检确认 试记录 Kgf.Cm 长 可控硅与散 目视确认导热硅脂量是否符合 加工班班 表 2H 热器接触面 SOP要求 长 涂满 加工班班 与保险管清 每批 按清单颜色表示作业 长 单相符 符合BOM、 每批 物料员 物料上线前确认 关键元器件 清单 实操与SOP一致; 每批 插件班长 与SOP一致 与BOM、关键清单核对 每次 与物料盒内 监督物料员加料后插件人员有 物料员 加料 料一致 无确认动作 换班 插件班长 无元件 监督换班换线后产线有无元件 换线 每个 每批 新人 全检 换班 换线 每次 插件班长 插件班长 零浮高 观察插件人员有无插接到位 对此定期检验 观察插件是否正确,询问元件 是否认识 监督目视作业手法,并拿记录 表与后段工序出现不良品比对 与BOM、样品核对 监督目视发现不良后有无记录 并反馈
SOP SOP SOP SOP SOP SOP SOP SOP SOP 日期码编 码规则 SOP SOP SOP SOP
与样板一致 监督目视作业手法,并拿记录 插件班长 不良记 且无浮高现 表与后段工序出现不良品比 录表 象 对,观察电解电容需有标记, 监督目视发现不良后有无记录 插件班长 并反馈 不良记 班长 抽检,作业手法监督 录表 外观检验标 准 班长 询问、不良警惕验证 班长 班长 班长 点检表 55±15度、 ≥1min 漆:溶剂 =9:1 ≥1mm 插件面元件 防止浸漆 烘烤温度点检、线体速度监控 漆调配比例监控 漆的厚度测试 摆放方式确认; 未干前禁止下道工序使用 点检确认,点检记录表稽查 抽检,作业手法监督 出口机测试 电压一览表 出口机测试电压一览表核对 询问、不良警惕验证 符合编码规 则且易扫描 一块板子上 3码均为一 个IC号 与样品一致 超出板面 3.5-5.0mm 解读编码,及对其进行扫描辨 认 观察操作方法是否按SOP进行作 业 抽检,作业手法监督
质量QC工程图(质量管理文件)

目视
《封口、分容车间
√
每柜
查看电脑设置 IPQC巡检记录表》
√ 生产返工
√
√ √ 生产返工/开稽查单
√ √ 反馈上级/PE处理
车间温度 状态标识
常温
下柜筛选
分容看板电压要求
参照此工序SOP
√
堆放层数
电池高度>50mm,堆码层数≤4 层, ≤50 mm堆码层数≤6层
1次/2h 每柜 每柜
全检
温湿度计 分容柜
★ 老化时间
19 测电压
电池高度>50mm,堆码层数≤4 层, ≤50 mm堆码层数≤6层
型号/批次/容量/日期 40℃
40+5,-2℃
48h
电压
电池电压3.85-3.97V
全检 全检 1次/1h 1次/1h
全检
全检
目视
√
目视 查看设置值
查看读数
记录起止时 间
《封口、分容车间 IPQC巡检记录表》
√ √ √√
XXXX有限公司
系统名称: 制程控制标准程序
说明:
检验工序
物料 134
流程图
1
转交
2 电池烘烤 ★
主题: 铝壳电芯通用工程图-注液、化成、分容
文件编号:
版面
共4页
版本 AO
工序
物料导入
★ 重点工序
过程特性
控制点 产品特性
控制标准
首件 抽检频率 检验方法/工
控制 抽样数量
具
记录形式
责任部门 生产 品质
外观
表面无凹点、划伤、钢珠歪斜 、变形,见样板
√
20pcs/h 20pcs/h
卡尺 目视
《封口、分容车间 √ √ IPQC巡检记录表》 《首件产品确认表》 √ √
QC工程图(全)
要正确维持设定溫度
Check 检查(肉眼)
1回/天
选别及修理移管
SMT工作 人员
制造装备日常 生产主管 检验CheckSheet 作业日报
MAGZINE
● ●
* 注意PCB板堵塞
中检放板时确认好板的距离
Check 检查(肉眼)
随时
SMT工作人 员
VISION 工程检查
作业指导书 作业指导书
放大镜 VISION检测机 放大镜
●
型号、数量、规格
符合订单、符合Part List要求
数量全数确认
每次
与供应商确认后向品质 资材担当 经营室汇报
资材主管
资材管理台帐
受入检查
●
* PCB检查 1.外观 2. 値數 单 品 长 单 品 宽 单 品 厚
按照对应的来料检查基准 进行 GB2828单次抽样Cri=0, Maj=0.40,Min=0.65或是 25.76±0.10 mm 全数检查 18.25±0.10 mm 0.13±0.03 mm
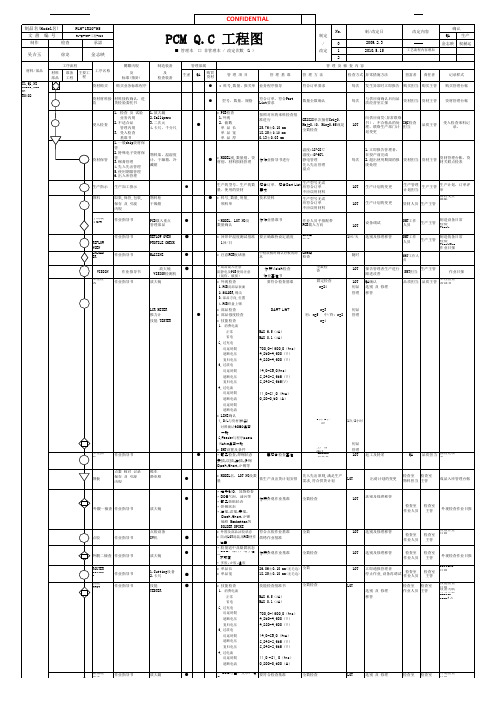
CONFIDENTIAL CONFIDENTIAL
制品名(Model名) 文 書
制作
PLH-1R20-H5
No. 制/改定日 2009.2.3 2010.5.15
工艺流程内容增加
确认 改定內容 QA 0 1 2 金志映 生产 权赫运 制定
编 号
检查 徐龙
PL-QP-09-工程-010
承認
Q. PCM Q.C 工程图
MAX 6.5(µA) MAX 0.1(µA) 700.0-1300.0(ms) 4.250-4.300(V) 4.220-4.300(V) 14.0-26.0(ms) 2.242-2.358(V) 2.242-2.358(V) 11.0 -21. 0(ms) 0.200-0.500(A)
QC工程图

1、订单购 2、制造通知单
绕圈绕制
具合格之物料及 合格之机器
1、流程卡 作业指导书 2、IPQC检验报表 厂内生产专用图面 3、品质异常改善书 4、拆解报表 1、IPQC检验报表 2、锡温记录表 3、品质异常改善书
□ □ ◇
一次焊锡
前工序完成品及 合格之焊锡条 前工序完成品及 合格之铁芯
作业指导书
操作员 IPQC 各线组长 操作员 IPQC
合脚包装 完成品交货
以上工序完成品 以上工序完成品 根据物品之需要 采取相应之检验方 法(加严、正常)
入库检验 FQC
1、LCR综合测试仪 2、DCR测试仪 3、HI-POT测试仪 FQC(抽检) 4、卡尺 5、合脚板 仓储管理员 OQC(抽检)
入库 出
1、凡立水浓度检测记 录表 2、烤箱温度记录表 3、产品拆解记录表
福特杯 秒表 电子温度计 烤箱 喷码机 锡炉 测温计 LCR测试仪 耐电压测试仪 合脚板
操作员 IPQC
印章/贴标签
前工序完成品
1、IPQC检验报表 作业指导书 2、喷码确认表 厂内生产专用图面 3、品质异常改善书 作业指导书 1、IPQC检验报表 2、锡温记录表 3、品质异常改善书
成立条件 合格的供应商 依订单交货
△ ◇ △ ○ □
进料检验
材料承认书 进料检验规范 AQL抽样表 经IQC检验 合格之物料 制造通知单
IQC
入库 投料
仓管员 业务员 仓管员 绕线机 卡尺 DCR测试仪 针孔测量器 锡炉 测温计 DCR测试仪 LCR测试仪 DCR测试仪 耐电压测试仪 制造部组长 操作员 IPQC
组装铁芯
作业指导书 1、IPQC检验报表 厂内生产专用图面 2、品质异常改善书 1、仪器查核记录 作业指导书 2、IPQC检验报表 厂内生产专用图面 3、品质异常改善书
QC工程图

工序 Process
流程图 Process
Flow
指导文件 Instruction Document
控制参数 Key
Parameter
MI、CAM 规范操作指引
Engineering Data Preparation WI
/
(GS-WI-PE-005)
1
QAE 检查工作指示
QAE Inspection WI
内层图形-内层蚀刻
-AOI-EGTQrCmw
Inner Pattern -Inner Etching -AOI-ETQC
内层工序 (棕化-排版 -压合)
Inner lay process (Brown Oxide – Pressing –
Lamination)
钻孔 CNC Drilling
除胶渣+沉铜 Desmear+PTH
QAE 检查工作指示 QAE Inspection WI
GS-WI-QA-005
开料操作指引
Board cutting WI GS-WI-PR-007
各类菲林 Artwork
菲林检查记录 Artwork
inspection record
/
/
钻带 Drill Data
Template/Mylar 检查记录
外观 Cosmetic
品质记录 Quality Record
/
线路 QC 日报表
工序线宽线距检 查原始记录 Process line width/spacing record
IPQC 抽检记录
IPQC Inspection daily
工序首板检查 原始记录
FA Inspection record
QC工程图(SMT)

如果出现影响产品性能的异常情况,品证部门长有权利命令停产。
编制问题解决表。
12
○
修理
不良品确认修理
SMT生产现场
烙铁头温度
防止产品焊接不良
管理温度 380℃ +20℃/-20℃
每日
再次生产前 SMT班长
烙铁温度点检表
重新调整烙铁温度并点检,不能调整时更换.
首件确认 生产开始前 SMT班长 品证班长 首件确认 生产开始前 品证班长
贴片机日常点检表 首件确认表 首件确认表
设备重新调整,生产计划变更 更换物料,调整着装位置后重新首件确认. 更换物料,调整着装位置后重新首件确认.
机种切换
按作业指导书SMW-W001作业 符合作业指导书要求
9
▽
炉前检查
印刷及贴片状态 的确认
SMT生产现场
印刷及贴片状态
防止印刷不良及贴片不良 无上浮,偏斜,漏贴,短路, 全数 直立,错料,锡量适宜
每次
SMT班长
SPC控制表
向品证部报告,发行异常联络书,停线调整设备, 生产计划变更.
10
◎
硬化炉
焊锡/红胶 硬化处理SMT生产现场 硬化炉
炉温曲线
满足焊接要求
符合作业指导书SMT-W009要求 每周
盘点时
盘点卡 入\出库卡
进行重新盘点,对超出保质期的产品废弃处理。 生产计划的变更
4
▲
生产指示
生产加工的指示
型号 生产数量 使用的部品
生产型号无误 应符合订单 不应误用材料
符合订单要求
1LOT
各型号
生产管理部 订单评审表 生产计划担当生产计划
生产计划的变更
5
▲