挤压熟化饲料加工工艺及配方管理
鱼用饲料的挤压加工技术
鱼用饲料的挤压加工技术挤压技术可为渔业及水产养殖提供特殊的饲料,该种渔饲料可定制为下沉料,漂浮料,需要的仅是适当的设备,生产中适当的挤压程序。
在过去的五年里作为人类食品消费的商业化的水产养殖发展极为迅速,适应这个变化,为这一应用提供特殊饲料的饲料工业得以迅速发展。
许多应用在其它动物饲料加工方面的挤压技术亦可应用在鱼饲料生产方面,挤压技术已被证明确实是一种能将原料蒸煮造粒为特定用途饲料的极为有效的方式。
影响饲料特性的主要条件是挤压机内原料蒸煮的温度与湿度,这些条件会影响淀粉和蛋白的蒸煮。
因为淀粉蒸煮糊化使原料粘合紧密,淀粉蒸煮的程度对最终产品的特性有着极大的影响。
在原料状态下,谷物淀粉形成不可溶冲于水的小颗粒。
当与水混合时,它们的表现同砂子一样。
当淀粉获得蒸煮,其颗粒开始膨胀然后爆破,淀粉分子从紧裹着的颗粒中流出、形成松散的状态。
这种情况在挤压机蒸煮过程中会很快出现,这时其淀粉会形成凝胶体,在水中可以吸收10倍于其本身重量的物质。
这种凝胶体具有的粘性可将饲料组分中所有其它固体颗粒一并粘结在一起,而且,这种凝胶体身亦会膨胀。
当蒸煮作用增强,淀粉凝胶体特性改变,其水阻性减少,淀粉的水溶性大大增加。
同淀粉一样,某些蛋白质亦形成凝胶体,但是如果蛋白蒸煮程度过高,蛋白质会脱离胶状而回到原来的固态形式。
动物饲料中许多要求具有的特性均直接与淀粉蒸煮有关。
――动物饲料应有利于消化,通常情况下,淀粉应蒸煮到颗粒破碎的状态下。
――饲料应准确形成颗粒(通过挤压机头切刀处理)而没有粉料的出现。
――颗粒应达到要求的密度,通常是内部结构应形成多孔状。
――颗粒应能够吸水且保持其形状不变,需要的话应能在水中沉底或漂浮水面。
典型的挤压机处理下,所有的或绝大部分的淀粉蒸煮作用发生挤压机筒内。
生的,未加湿及加热的饲料组分被喂入挤压机内,然后向挤压机内喷入水,蒸气以提高湿度。
蒸气中含有热量,其热量加上挤压机内螺杆旋转推进物料所产生的磨擦热共同提高了被加工物料的温度。
挤压膨化食品生产工艺与配方

挤压膨化食品生产工艺与配方
挤压膨化食品是一种常见的加工食品,通过挤压和膨化工艺可将粮食等原料加工成丰富多样的零食和早餐食品。
下面将介绍挤压膨化食品的生产工艺和配方。
1.生产工艺
挤压膨化食品的生产工艺主要包括原料准备、研磨、混合、挤压、干燥、膨化和包装等几个环节。
原料准备:首先选用优质的粮食作为原料,经过清洗、石杂物去除等工序,使原料干净、无杂质。
研磨:将清洗好的原料进行研磨,研磨成适合挤压的粉末状。
混合:将研磨好的粉末状原料与其他辅料混合均匀,根据产品的不同需求,可以添加食用油、糖、盐、香精等。
挤压:将混合好的原料放入挤压机中,通过挤压机的螺旋转动将原料连续挤压出来,形成细长的形状。
干燥:将挤压出来的食品放入烘干室中进行干燥,一般的干燥温度为100℃,时间可以根据产品的具体要求进行调整。
膨化:将烘干后的食品放入膨化机中进行膨化处理,膨化机会通过高温高压的原理,将食品迅速膨化成空心的形状。
包装:膨化后的食品经过冷却后,可以进行包装,一般采用食
品级塑料袋进行包装,以保持食品的新鲜度和口感。
2.配方
挤压膨化食品的配方根据不同的口味和需求有所不同,下面是一种常见的挤压膨化食品配方:
原料:粮食(大米、小麦、玉米等)、食用油、糖、盐、香精(可选)
配方比例:粮食(70%-80%),食用油(10%-12%),糖(5%-10%),盐(适量),香精(适量)
制作方法:将粮食清洗干净,研磨成细粉,然后和其他辅料一起混合均匀。
将混合好的原料放入挤压机中进行挤压,然后经过干燥、膨化和包装等工序制成最终的产品。
以上是挤压膨化食品的生产工艺和配方的介绍,希望对你有所帮助。
(完整版)膨化饲料加工工艺及配方管理
挤压加工浮性鱼饲料
喂料区 揉合区
熟化区
(粉状) (面团状) (接近液态)
1-2分钟
揉合区揉合组件特征
输送方向调整 偏角 索片宽度 索片数目 螺旋数目(单/双螺旋)
挤压加工沉性鱼饲料
螺杆:L/D=16.5:1-19.5:1 调制器中注入水(不注入或少注入蒸汽) 挤压产物在出模前达到26-30个大气压,2830%水分 挤压后,容重为450-550g/L,温度<80℃,水 分22-27% 带放气口的模头可以降低产物温度,水分和膨 胀率 过度干燥会使沉性饲料上浮
2. 膨化机运转成本 3. 膨化机最佳工作
范围
快速水分测定 仪非常重要
挤压物的膨胀
挤压物膨胀,产品密度改变,显著影响饲料外观,质 地、适口性、水稳定性和飘浮性等;其宏观结构的变化 可用产品的膨胀度和密度或容重(g/L)表示;
膨胀度=膨化制品的截面积/挤压机模孔截面积 膨胀主要原因:压模膨胀和水的骤蒸发,后者的膨胀 更大; 水分的骤蒸发的关键是粘弹性物体在出模时温度高于 100 ℃,粘弹体重的水蒸气成为种核气泡(挤压物膨胀 示意图); 注入CO2或添加碳酸氢钠之类的产气化合物,将增强 挤压物的膨胀;
▪高度的多孔性和充分发展的蛋白间质结构,缓慢 释放油脂和可溶性糖
▪下沉
工艺流程图(原料准备)
不同类型饲料的挤压技术
浮性饲料 半湿性饲料 沉性饲料 慢沉性饲料
螺杆 模板开孔面积比 挤压机内温度和压力 蒸汽和水 淀粉含量 脂肪含量
预调制
优点
•提高挤压机部件寿命 •提高产量 •提高产品质量 •提高单螺杆挤压弹性 •降低机械能,增加热 能输入
挤压熟化的定义
是靠水、压力、温度和机械剪切的综合作用使得已着 湿的、可膨胀的、淀粉类的和\或蛋白类的物质塑化并 熟化的连续工艺过程;
饲料挤压膨化技术
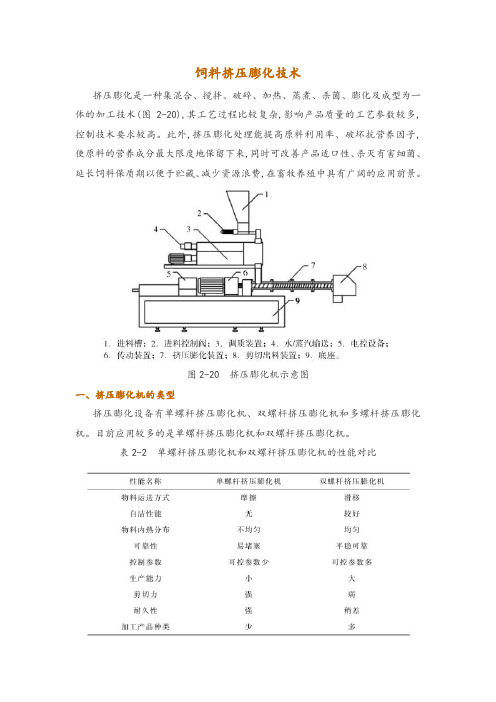
饲料挤压膨化技术挤压膨化是一种集混合、搅拌、破碎、加热、蒸煮、杀菌、膨化及成型为一体的加工技术(图2-20),其工艺过程比较复杂,影响产品质量的工艺参数较多,控制技术要求较高。
此外,挤压膨化处理能提高原料利用率、破坏抗营养因子,使原料的营养成分最大限度地保留下来,同时可改善产品适口性、杀灭有害细菌、延长饲料保质期以便于贮藏、减少资源浪费,在畜牧养殖中具有广阔的应用前景。
图2-20 挤压膨化机示意图一、挤压膨化机的类型挤压膨化设备有单螺杆挤压膨化机、双螺杆挤压膨化机和多螺杆挤压膨化机。
目前应用较多的是单螺杆挤压膨化机和双螺杆挤压膨化机。
表2-2 单螺杆挤压膨化机和双螺杆挤压膨化机的性能对比单螺杆挤压膨化机虽然生产成本低、能耗较低,但是工艺参数较难控制,人工操作较多,生产能力较低,且机器不容易清洗,产品形态较差,对原料要求高,主要用于淀粉含量较高的物料,不适用于油料作物。
双螺杆挤压膨化机以其性能佳、效率高、成本低、产品质量好和适用范围广而广泛应用于食品与饲料行业。
双螺杆挤压膨化机中有两根螺杆可以加工出饲料、食品领域的高级别膨化产品,内部两根螺杆旋转方向可以同时正转或反转,相比单螺杆挤压膨化机,双螺杆挤压膨化机具有更好的混合能力并且利用率更高。
一般而言,饲料原料加工主要以谷类为主,单螺杆挤压膨化机在挤压过程中,有可能会发生由于压力作用不能均匀分配所导致的错误,而使用双螺杆挤压膨化机就可以在一定程度上减少这种压力不能均匀分配的问题,而且也避免了由于单螺杆挤压膨化机所带来的无法精确剪切的问题。
二、挤压膨化过程中物料原料的结构变化饲料原料在挤压机中的螺杆作用下,经高温、高压及剪切多单元复合操作处理,由粉末变为糊状,蛋白质发生变性,其他营养物质也发生改变。
饲料原料被喷出的瞬间,由于压强瞬间降低,水分迅速气化,胶状原料中水蒸气逸出形成微孔并迅速冷却定型,原料膨化过程结束。
挤压膨化可通过改变物料原料的角蛋白空间结构,提高动物消化吸收率。
挤压膨化食品生产资料

— 必须考虑原料挤压特性及价格; — 必须考虑目标消费人群 — 必须考虑产品的储藏及运输条件
7.操作参数对早餐谷物产品特性的影响
Ø加水量 Ø进料量 Ø螺杆转速 Ø腔体温度
4
Extrusioncooking
a cooking and forming process, which bases in general on 4 parameters:
Coating Systems (喷涂系统)
What is coating?
Coating is the general term for: Dredging Coating with sugar, chocolate or starch derivates.
Batch process in drageé spheres or drums.
3.挤压膨化技术的应用
u 小吃食品和休闲食品
u 早餐谷物食品
u 通心面类食品(挤压温度50℃,螺杆转速80rpm,排气)
u 速溶粉末婴幼儿食品
u 变性淀粉和变性谷物粉
u 面包片
u 速溶茶
大豆组织蛋白 u
(原料水分43%,低于60℃/低于60℃/低于180℃/低于180℃)
u 饲料生产
u 糖果与巧克力
ŸStarch: Gelatinisation Degradation
ŸProtein: Texturisation Denaturation
ŸFat: Reaction Encapsulation Complexation
ŸSugar: Melting Reaction with proteins Caramelisation
饲料挤压加工工艺
下 一 道 工 序 是 挤 压 , 汽 调 质 对 生 产 浮 性 饲 蒸 料 很 重 要 , 的 调 质 器 可 以使 物 料 初 步 熟 化 , 且 好 并 减 少 对 挤 压 机 螺 套 的 磨 损 , 而 降 低 机 械 磨 损 和 从 电 能 消 耗 。应 当使 用 高 质 量 的 干 饱 和 蒸 汽 , 佳 最
产 饲 料 、 物 饲 料 加 工 方 面 , 压 加 工 工 艺 将 逐 步 宠 挤
求 。 细 度 越 细 , 产 出来 的颗 粒 表 面 越 光 滑 , 粒 生 颗
的熟 化 度 越 高 ; 外 细 度 越 细 , 压 机 生 产 越 稳 另 挤 定 , 易损件 的磨损越小 。 对
取 代 制 粒 工 艺 。制 粒 工 艺 只 能 生 产 高密 度 的沉 水 性 硬 颗 粒 饲 料 , 料 淀 粉 糊 化 度 较 低 , 般 为 饲 一 2 % 一 5 ; 挤 压 加 工 的 饲 料 淀 粉 糊 化 度 可 高 0 2% 而 达 9 % 以上 。 已经 发 现 , 化 水 产 饲 料 能 以 较 少 0 膨
( 转第 2 下 3页 )
加 工 不 能 改 进 原 料 品 质 , 能 使 原 料 在 营 养 上 得 只
到充分 利用。 对 挤 压 加 工 来 说 , 产 过 程 中变 量 很 多 , 别 生 特
种 熟 化 工 艺 过 程 。 在 膨 化 挤 压 工 艺 中 主要 的设 备
是挤压 机 ( 化机 )挤 压机 能起 到粉 碎 、 合 、 膨 , 混 剪
质 、 度 、 化 度 等 测 定 。经 验 丰 富 时 可 能 一 次成 密 糊 功 , 般 应 该 经 过 一 段 时 间 对 用 料 及 其 配 比作 一 一
挤压膨化食品生产工艺与配方
挤压膨化食品生产工艺与配方挤压膨化食品是一种在发展中的新型食品加工技术,它又称AP(Advanced Puffing)技术,是指将热膨化饲料混合物通过挤压工艺加工而成的食品。
其特点是外形泡状、松脆易嚼,营养丰富,吸水性好。
一般用米、小麦、豆类、玉米等粮食以及豆腐渣等为原料,加工成各种形状的膨化食品。
生产工艺:1、原材料制备先是勾兑配料,粉储箱中加入调配过的原料,以确保每个生产周期中原料的质量稳定。
具体的配方要根据市场需求及配方师的经验而定。
2、挤出成型:原料配料完成后,将其送到称重中心称取进行前加热处理和混合,将其送至挤出机,通过专用挤压头,在环境温度下将粉末性材料挤压成各种形状:片状,条状,球状。
3、烘烤:挤出后的膨化食品,经过自然风干后,放入烤箱中使用高温烘烤,达到快速将水分排除、保证外部酥脆,内部松软,形成膨化效果的目的。
因为挤出的粉末状物料中含有很大的水份,压出成型品也需要低温,否则会粘在模头上。
当步骤完成后,可以继续进行下一步。
4、调味:烘烤出的膨化食品需要进行味道调配(如:蛋黄味、火腿味、鸡汁味、虾味等)。
通过多孔的涂味机会在表面涂抹一层密密麻麻的调味粉使味道均匀并且锁定膨化食品的新鲜度。
并且保证膨化食品越来越招牌的口感。
5、包装袋装是相对成本比较低的包装方式。
常见的是PE/PP袋。
除了将产品包装成一整块外,也可以将其制成小袋量,便于消费者随身携带。
6、成品检验:色泽、外形、气味、口感、营养成分等检测。
配方:挤压膨化食品的配方十分丰富,从传统的米、面、麦片,到豆类、玉米、牛奶、果汁等,加上各种口味调料,可以制作成各种形状和口感不同的膨化食品。
由于挤压膨化,使得其口感松脆,容易咀嚼,吞咽能力大大增强,非常适合于儿童、老年人及牙齿不好的群体消费。
简述挤压膨化饲料加工工艺流程。

简述挤压膨化饲料加工工艺流程。
挤压膨化饲料加工工艺流程是将原料经过一系列的物理和化学处理过程,通过挤压和膨化技术制成具有一定形状和结构的饲料。
1. 原料清洗:将饲料原料进行清洗,去除杂质和污染物。
2. 破碎:将清洗后的原料经过破碎机进行粉碎,使原料颗粒变小,便于后续处理。
3. 配料:根据饲料配方,将粉碎后的原料按一定比例进行配料,确保各种营养成分的平衡。
4. 蒸煮:将配料后的混合物送入蒸煮器,进行高温和高压的蒸煮处理,使混合物进行糊化,杀除病原微生物,提高饲料的可消化性。
5. 挤压膨化:将糊化的混合物送入挤压膨化机,通过双螺杆挤出机将混合物挤压出来,通过螺旋形的模具进行挤压膨化,使混合物受到高温和高压的作用,瞬间膨胀形成干膨料。
6. 切割:将膨化后的饲料干膨料通过切割机进行切割,制成一定形状和大小的饲料颗粒。
7. 烘干:将切割后的饲料颗粒送入烘干机进行烘干,去除余温和水分,提高饲料的贮存稳定性。
8. 冷却:将烘干后的饲料颗粒送入冷却机进行冷却,降低颗粒的温度,防止颗粒自燃和氧化。
9. 包装:将冷却后的饲料颗粒送入包装机进行分装和包装,以便存储和销售。
以上是挤压膨化饲料加工工艺流程的简要描述,具体操作和设备可能根据不同的饲料原料和产品要求有所差异。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
▪下沉
工艺流程图(原料准备)来自不同类型饲料的挤压技术
浮性饲料 半湿性饲料 沉性饲料 慢沉性饲料
螺杆 模板开孔面积比 挤压机内温度和压力 蒸汽和水 淀粉含量 脂肪含量
预调制
优点
•提高挤压机部件寿命 •提高产量 •提高产品质量 •提高单螺杆挤压弹性 •降低机械能,增加热 能输入
按螺杆结构分 •单螺杆挤压机(图) •双螺杆挤压机(图)
1. 料斗;2.喂料绞龙;3.调制器; 2. 4.喂料段;5.蒸汽或水夹套调温部
分;
3. 6. 模板;7.出料皮带输送机; 4. 8.变速器;9.主电机
基本词汇
预调制器—一种调节原料水分和温度的装置,使物料进入挤 压机前部分或完全熟化;
螺杆—将物料输送通过挤压机的部件(图1) 螺套-增加行程 螺片—螺杆的螺旋形输送表面,将物料向前推进(图1) 索片-增加剪切力,后挫力,提高滞留时间,糊化度 剪切—一种揉捏、搅拌作用,使输送的物料匀质、受热 模板—使制品出机时成型的末端装置。可在模板上直接钻孔, 或将模板做成圆孔状,装上设计复杂、用耐磨材料制成的压模 嵌入件,使物料成型 切刀—将挤压物切割成所要求的长度的装置
挤压熟化的定义
是靠水、压力、温度和机械剪切的综合作用使得已着 湿的、可膨胀的、淀粉类的和\或蛋白类的物质塑化并 熟化的连续工艺过程;
是将热能和机械能导入食品/或饲料原料中的一种手 段,使原料中的淀粉和蛋白质等基本成分发生化学和 物理变化,同时形成预定的形状。
按调制方法分 •湿法膨化 •干法膨化
基本概念
挤压熟化饲料加工工艺及配方管理 ss
水产饲料膨化挤压加工工艺
发展史
1797—英国人研制的手动活塞压力机,制作无缝铅管、瓦片、 肥皂和通心面;
1869—英国人研制的双螺杆连续挤压机,制作肉肠; 1873—Phoenix Gummiwerke AG开发单螺杆挤压机,加工橡胶; 1940s’--熟化加压机的开发,生产干的狗粮; 1950s’--有了加压的预调制器,达到100℃预熟化; 1960s’—半湿的宠物饲料、糊化淀粉、饼干粉及组织大豆蛋白; 1980s’—美国的双螺杆膨化机开始发展; 1990s’—第三代弱剪切-低热挤压机(reduced shear/heat extruders)、预调制器、直接蒸汽注入和带放气孔的机镗。
挤压加工沉性虾饲料
调制器中蒸汽流量约为物料流量5-7%,水流 量为物料流量10-15%
挤压产物在出模前达到13-16个大气压,2830%水分
挤压后,容重不低于550g/L,温度120℃,水 分26%
配有出气孔,并能抽气,真空度为250mmHg 出烘干机水分12-16%,再冷却降低到10%以内
挤压加工沉性饲料
挤压物的膨胀
影响挤压物膨胀的因素—淀粉
纯淀粉的最大膨胀比是500%,其次为全谷物粉(400%)、 饲料混合物(200-300%,淀粉含量40-50%)、油料(150200%,淀粉含量0-10%);
直链淀粉与支链淀粉之比是决定饲料膨胀比的重要因素, 1:1将达到最大膨胀比,大多数天然淀粉含直链淀粉20-30%;
2. 膨化机运转成本 3. 膨化机最佳工作
范围
快速水分测定 仪非常重要
挤压物的膨胀
挤压物膨胀,产品密度改变,显著影响饲料外观,质 地、适口性、水稳定性和飘浮性等;其宏观结构的变化 可用产品的膨胀度和密度或容重(g/L)表示;
膨胀度=膨化制品的截面积/挤压机模孔截面积 膨胀主要原因:压模膨胀和水的骤蒸发,后者的膨胀 更大; 水分的骤蒸发的关键是粘弹性物体在出模时温度高于 100 ℃,粘弹体重的水蒸气成为种核气泡(挤压物膨胀 示意图); 注入CO2或添加碳酸氢钠之类的产气化合物,将增强 挤压物的膨胀;
放气孔
25-30% 70-85℃ 30-40
挤压机自变量
喂料速度
▪出预调制器的物流 ▪蒸汽流 ▪水流 ▪其他添加成分(肉汁、油脂等)
挤压机转速 挤压机结构配置 模板结构
挤压机因变量
产品容重 出料口水分 出料口温度
水分的重要性
1. 饲料性能 • 成品率 • 稳定性 • 营养保留率 • 单位产量 • 配方成品
目的
•物料初步熟化 •搅拌 •使物料碎粒水合,干 核(Dry Core)消失,提 高热传导性
浸湿部分
DC
预调制
Inlet 水,70℃,2-3大气压
脂肪
蒸汽, 2.5-3大气压,100℃
出料,70-80℃, 18-30%水分, 1/3熟化
挤压加工浮性鱼饲料
调制器中注入蒸汽和水 螺杆:L/D=13.5:1-15.5:1 物料至少含20%淀粉 挤压产物在出模前温度达到125-138℃,34-37 个大气压, 挤压后,容重为320-400g/L, 25-30%水分 进一步干燥(水分<10%),还可增进漂浮性。
挤压加工浮性鱼饲料
喂料区 揉合区
熟化区
(粉状) (面团状) (接近液态)
1-2分钟
揉合区揉合组件特征
输送方向调整 偏角 索片宽度 索片数目 螺旋数目(单/双螺旋)
挤压加工沉性鱼饲料
螺杆:L/D=16.5:1-19.5:1 调制器中注入水(不注入或少注入蒸汽) 挤压产物在出模前达到26-30个大气压,2830%水分 挤压后,容重为450-550g/L,温度<80℃,水 分22-27% 带放气口的模头可以降低产物温度,水分和膨 胀率 过度干燥会使沉性饲料上浮
图1 螺 杆
螺距的作用
▪螺距:容积(体积)位移能力(输送量) ▪螺距影响到:
▪物料充盈程度 ▪物料滞留时间
膨化挤压对饲料的综合作用
➢饲料颗粒成型度
▪高蛋白质原料经挤压加工颗粒(优) ▪高碳水化合物原料经挤压加工颗粒(中) ▪普通硬颗粒饲料(差)
➢饲料漂浮度(溶重:480g/L(转折点)
▪全漂浮 ▪慢沉或反复沉浮颗粒(漂浮—下沉—上浮)
含水量和温度对淀粉膨胀比影响显著; 不同来源淀粉存在差异,小麦、玉米、稻米中的谷物淀粉具 有较好的膨化效果,块茎淀粉不仅具有良好的膨化性能,还 具有十分好的粘结能力,糙米膨化效果差。
影响挤压物膨胀的因素—淀粉
常温或低温条件下,长期放置的α-淀粉会逐渐变硬,这种现象 叫淀粉的凝沉或回生,也叫淀粉老化,成为β-淀粉;