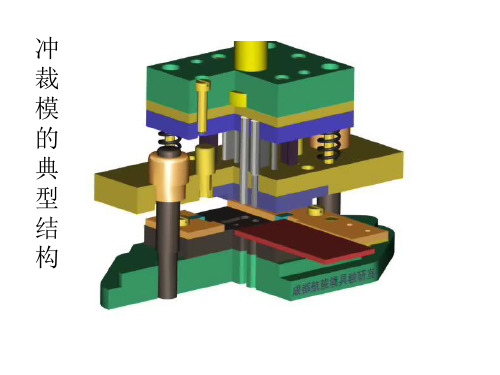
典型冲模结构分析
冲裁模的典型结构
缺点:
结构复杂,制造精度要求高,成本高
适用: 生产批量大、精度要求高的冲裁件
1.正装式复合模(又称顺装式复合模)
结构特点: 三套除料、除件装置 优点: 冲出的冲件平直度较高 缺点: 结构复杂,冲件容易被嵌入边料中影响操作。 适用: 冲制材质较软或板料较薄的平直度要求较高的冲裁件,
可以冲制孔边距离较小的冲裁件。 2.倒装式复合模
侧刃定距的弹压导板级进模
动画
级进模的排样图
三、复合模
复合模是在压力机的一次工作行程中,在模具同一部位同时完 成数道分离工序的模具。
设计难点: 如何在同一工作位置上合理地布置好几对凸、凹模结构
上的主要特征:有一个既是落料凸模又是冲孔凹模的凸 凹模
优点:
生产率高,冲裁件的内孔与外缘的相对位置精度高,板 料的定位精度要求比级进模低,冲模的轮廓尺寸较小。
导料板结构
固定挡料销
定 位 板 和 定 位 销 的 结 构 形 式
三、卸料装置与推件装置
固定卸料装置
弹 性 卸 料 装 置 1 2
1-卸料板 2-弹性元件 3-卸料螺钉 4-小导柱
刚性推件装置
1-打杆 2-推板 3-连接推杆 4-推件块
弹 性 推 件 装 置
1-橡胶 2-推板 3-连接推杆 4-推件块
动画
1-螺帽2-导料螺钉 3-挡料销 4-弹簧 5-凸模固定板 6-销钉 7-模柄 8-垫板 9-止动销 10-卸料螺钉 11-上模座 12-凸模 13-导套 14-导柱 15-卸料板 16-凹模 17-内六角螺钉 18-下模座 导柱式单工序落料模
导 柱 式 冲 孔 模
1-上模座 2、18-圆柱销 3-导柱 4-凹模 5-定位圈 6、7、8、15-凸模 9-导套10-弹簧11-下模座 12-卸料螺钉 13-凸模固定板 14-垫板 16-模柄 17-止动销19、20-内六角螺钉 21-卸料板
冲裁模的分类及典型结构

冲裁模的分类及典型结构
1.2 冲裁模的典型结构
导柱式落料模
1—上模座; 2—卸料弹簧; 3—卸料螺钉; 4、17—螺钉; 5—模柄; 6—防转销; 7—销; 8— 9—凸模固定板; 10—落料凸模; 11—卸料板; 12—落料凹模; 13—顶件板; 14— 15—顶杆; 16—托板; 18—固定挡料销; 19—导柱; 20—导套; 21—螺母; 22—橡皮
正装落料冲孔复合模
冲裁模的分类及典型结构
1.2 冲裁模的典型结构
2)倒装复合模
1—下模座; 2、14—垫板; 3—上模固定板;4—凸凹模; 5—卸料板;6—固定挡料销; 7、19—活动挡料销;8—推件块; 9—推销;10—推块;11—推杆; 12—模柄;13—上模座; 15—下模固定板; 16— 17—凸模; 18—弹簧
4
和聚氨酯冲模等
5 按凸、凹模的结构和布置方式可分为:整体模和镶拼模、正装模和倒装模
6 按自动化程度可分为:手动操作模、半自动模和自动模
冲裁模的分类及典型结构
1.2 冲裁模的典型结构
(1) 无导向敞开 式落料模
(2) 导板式落料
模
(3) 导柱式落料
模
1) 落料模
冲压工艺与模具设计
冲裁模的分类及典型结构
1.1 冲裁模的分类
1 按工序性质可分为:落料模、冲孔模、切断模、切口模、切边模和剖切模等
2 按工序组合方式可分为:单工序模、复合模和级进模
按上、下模的导向方式可分为:无导向的开式模和有导向的导板模、
3
导柱模和导筒模等
按凸、凹模的材料可分为:硬质合金冲模、钢皮冲模、锌基合金冲模
倒装落料冲孔复合模
冲裁模的分类及典型结构
冲压模具结构最清晰讲解-图文-原创
子向上带出。一般用螺丝锁紧导料板,固定在下模板。
导料板宽度一般大于料带宽度0.05mm,高度一般超过浮升高度0.3~0.5mm。
上垫板 上夹板
脱料背板 脱料板 下模板
导料板
冲裁下料
料带 导料板
料带
I V U
Ye --主要结构 浮料组件:
浮料组件
15
在下图紫色圈的折弯工站,可见,受产品的向上结构影响,红色入子工件的左侧已经凸起超过料带高度。那么在这 种情况下,料带将会直接撞上入子,使得后续送料无法进行,即卡料。此时需要其他工件将料带向上撑起高过红色 工件,紫色工件的浮料块下方安装有弹簧,开模时,弹簧伸展将料带向上顶起进行送料;合模时,弹簧被压缩向下, 不影响其他工站。 浮料块主要作用:料带向上撑起,料带距离导料板内侧的间隙一般在0.3~0.5mm。
3
5
下模板 , 1. 放置导料板 + 凹模镶件 + 内导套 + 浮料块,并保证位置的精确性; 6 2. 承受冲剪时的旁侧力。 下垫板 ,与下模板共同固定其安装的工件,同时承受镶块冲压时所产生的力, 7 防止下模座凹陷或变形。 下模座 ,放置外导柱、限位柱、弹簧以及浮料销组件。 8
通常冲压模具为 8 块板结构,如上。但是有些公司根据实际生产机台的情况,会设计 为 9 块板,即在上模座的上方再增加一块盖板,用来弥补冲床的行程不足,然后通过 螺丝将盖板与冲床固定。
冲压下模板
4 大水磨 (粗)磨掉热处理引起 的变形量,确保平整度。
5 线割 慢走丝加工通孔。
6 精磨 用 45 °斜砂轮研磨各个 位置倒角。
7 刻字 在模板上做标志便于区 分。客户付费模具最好 带 Logo
更多请点击
I V U
Ye --排样及估价
新第二章冲裁模的典型结构三部分

2.10.3硬质合金块的固定
1.焊接固定法 这种方法操作方便,模具结构简单.
2.机械固定法(如图2.10.5) 此法牢固可靠,配合面的精度较高.
3.热套(或冷压)固定法 4.黏结固定法
a)、f)、h)、i )螺钉固定;b)、c)压板固定;d)斜面固定; e)冷鉚固定;g)销钉固定
图2.10.5 硬质合金的机械固定
为保证送料精度使条料紧靠一侧的导料板送进,可采用测压
装置(如图2.8.23)
2.8.5卸料与推件装置的设计
1.卸料零件 ⑴刚性卸料(如图2.8.24) ⑵弹性卸料(如图2.8.25)
2.推件和顶件装置 推件和顶件的目的是将制件从凹模中推出或顶出(如图
2.8.26)。 刚性推件装置(如图2.8.27) 弹性推件装置(如图2.8.28) 弹性顶件装置 (如图2.8.29)
1—顶件块;2—顶杆;3—支承板;4—橡胶块 图 2.8.29
2.8.6 标准模架及导向零件
按导柱在模架上的固定位置不同,导柱模架的基本形式有: 对角导柱模架、后侧导柱模架、中间导柱模架、四导柱模架。 按导柱导套导向方式的不同模架又分为:
滑动导向模架(如图2.8.30) 滚动导向模架(如图2.8.31) 滑动式导柱导套(图 2.8.32) 滚珠式导柱导套(图2.8.33 )
2.硬质合金的牌号与性能 一般硬质合金是以碳钨和碳化钛为基,以钴、镍或铁做
粘结剂,经烧结而成。
2.10.2硬质合金冲裁模的结构设计特点
1.排样要求 级进模中大部分采用侧刃定位,侧刃位置要适当 (图2.10.1)。 排样时应避免凸凹模单边工作,在不浪费材料的前提下,可
将交错排样改为并列排样,消除单边冲裁(如图2.10.2)。
(4)合理的选用精冲模具材料、热处理方法和模具零件 的加工工艺性;
新第二章冲裁模的典型结构三部分

卸料板
卸料板用于将冲裁件从凹 模中推出。
冲裁模的工作原理
凸模与凹模的配合
凸模和凹模在压力机的作用下相 互配合,形成冲裁件的形状和孔 或槽。
卸料与排样
冲裁完成后,卸料板将冲裁件从 凹模中推出,并通过排样机构将 废料排出。
冲裁模的设计原则
合理选择材料
根据冲裁件的材料和厚度, 选择适当的模具材料,以 保证模具的耐用性和使用 寿命。
应用
适用于冲裁、弯曲、拉伸等单一工序的冲压加工。
复合模
01
定义
复合模是指在冲压过程中,同时 完成两道或两道以上冲压工序的 模具。
02
03
特点
应用
结构复杂,制造成本高,适用于 大批量、复杂形状的冲压件生产。
适用于需要多道工序完成复杂形 状的冲压加工,如落料、拉伸、 切边等。
级进模
定义
级进模是指在冲压过程中,按顺序完 成多道冲压工序的模具。
感谢您的观看
耐腐蚀性
冲裁模材料应具备较好的耐腐蚀性,以适应 生产环境中的各种腐蚀因素。
导热性
良好的导热性能可以帮助模具快速散热,延 长使用寿命。
常用冲裁模材料
钢材
钢材是常用的冲裁模材料,其强度和耐磨性较好, 价格相对较低。
硬质合金
硬质合金具有高硬度、高耐磨性和良好的耐热性, 适用于高精度、高效率的冲裁加工。
钢结硬质合金
钢结硬质合金兼具钢材和硬质合金的优点,具有 更高的强度、韧性和耐磨性。
冲裁模材料的热处理
退火处理
退火处理可以消除材料内部的应力,提高材料的塑性和韧性。
淬火处理
淬火处理可以提高材料的硬度和耐磨性,使模具更加耐用。
回火处理
回火处理可以稳定材料的组织和性能,防止模具在使用过程中出现 开裂或变形。
(完整版)几种典型冲压模具结构
几种典型冲压模具结构设计的冷冲压模具的结构是否合理,是否好用,对能否生产出合格的工件,开发的新产品能否成功,是至关重要的一套模具,结构简单的不过几十个零部件组成。
但是,在刚开始设计时,是选何种模具结构形式,是选正装模具结构(即凹模安装在下模座上)呢?还是倒(反)装模具结构(即凸模安装在下模座上)?是选单工序模具结构呢?还是选复合模具结构?这是一个非常值得深入探讨的话题。
1何时选用正装模具结构(由于加精度要求不高,生产批量不大的工件,在很多生产企业都普遍存在。
故只讨论无导向装置的单工序模)1.1正装模具的结构特点正装模具的结构特点是凹模安装在下模座上。
故无论是工件的落料、冲孔,还是其它一些工序,工件或废料能非常方便的落入冲床工作台上的废料孔中。
因此在设计正装模具时,就不必考虑工件或废料的流向。
因而使设计出的模具结构非常简单,非常实用。
1.2正装模具结构的优点(1)因模具结构简单,可缩短模具制造周期,有利于新产品的研制与开发。
(2)使用及维修都较方便。
(3)安装与调整凸、凹模间隙较方便(相对倒装模具而言)。
(4)模具制造成本低,有利于提高企业的经济效益。
5)由于在整个拉伸过程中,始终存在着压边力,所以适用于非旋转体件的拉抻(参看五金科技,1997;6:42 〜44)。
1.3正装模具结构的缺点(1)由于工件或废料在凹模孔内的积聚,增加了凹模孔内的小组涨力。
因此凹必须增加壁厚,以提高强度。
(2)由于工件或废料在凹模孔内的积聚,所以在一般情况下,凹模刃口就必须要加工落料斜度。
在有些情况下,还要加工凹模刃口的反面孔(出料孔)。
因而即延长了模具的制作周期,又啬了模具的加工费用。
1.4正装模具结构的选用原则综上所述可知,我们在设计冲模时,应遵循的设计原则是:应优先选用正装模具结构。
只有在正装模具结构下能满足工件技术要求时,才可以考虑采用其它形式的模具结构。
2何时选用倒(反)装模具结构2.1倒装模具的结构特点倒装模具的结构特点是凸模安装在下模座上,故我们就必须采用弹压卸料装置将工件或废料从凸模上卸下。
冲压模具结构最清晰讲解图文原创
•材质: SLD,硬度HRC58~62 。
•加工顺序= 锯床 铣床 大水磨 真空热处理深冷处理 大水磨 线割(快) 精磨
•
生成坯料 铣孔和槽 表面平整加工 增加硬度与防锈 表面粗平整 快走丝加工孔 确保平整
•脱料板,1.放置压卸料和折弯镶件,保证位置的精确性;2.当模具下行
,脱料板先预压冲压材料;冲子冲剪完成后,借由卸料弹簧提供的力将冲 子与冲压材料分离。
•折弯镶件,尾部紧靠脱料垫板,合模时与料带接触从而成型。 •压卸料镶件,尾部紧靠脱料垫板,包裹下料冲子,预压和卸料。
•引导针,冲裁形成延边料的定位孔,料带行进靠引导针带动。数量越多 则精度越高。
•材质: SLD,硬度HRC58~62 。
•加工顺序= 锯床 铣床 大水磨 真空热处理深冷处理 粗磨
•
生成坯料 铣孔和槽 表面平整加工
•锁板螺丝,将下垫板+下模板锁紧为一个整体。
•浮料销,当成型入子或镶件高出下模板时,需要浮料销撑起料带 ,才能正常送料。
•导柱避位孔,内导柱上下运动需要避空对应位置。
•U型槽,将模具锁紧在机床。
•材质:45钢,自身硬度,无特别要求。
•加工顺序= 锯床 铣床 大水磨 线割(慢) 镀硬铬
•
生成坯料 铣孔和槽 表面平整加工 慢走丝加工孔 防锈
,进行放电腐蚀
•达到最终形状。
•1 线割 •取常用材料,快走 丝将坯料切割接近零 件尺寸,并钻孔后慢 走丝加工通孔 。
•2 磨 •磨掉上工站残留线 头,将所有磨床能 加工的尺寸全部磨 成零件的设计尺寸 。
•3 PG •用光学研磨机床PG 加工细小倒角。
•4 放电 •先用CNC加工电极再 将电极安装到火花机 ,进行放电腐蚀 •达到最终形状。
冲压模具设计与制作配套案例库:案例09 冲模结构与设计(1)
案例九冲模结构与设计冲模是冲压生产的主要工艺设备,冲模结构设计对冲压件品质、生产率及经济效益影响很大。
因此,了解冲模结构,研究和提高冲模的各项技术指标,对冲模设计和发展冲压技术是十分必要的。
8. 1冲模分类及其特点按不同的特征对冲模进行分类,其分类方法主要有:(1)按冲压工序性质可分为冲裁模、拉深模、翻边模、胀形模、弯曲模……。
习惯上把冲裁模当作所有分离工序模的总称,包括落料模、冲孔模、切断模、切边模、半精冲模、精冲模及整修模等。
(2)按冲压工序的组合方式可分为单工序模、级进模和复合模。
1)单工序模在压力机一次冲压行程内,完成一道冲压工序的模具。
2)级进模在压力机一次冲程内,在模具不同工位上完成多道冲压工序的模具。
3)复合模在压力机一次行程内,在模具一个工位上完成两道以上冲压工序的模具。
(4)按进料、出件及排除废料方式可分为手动模、半自动模、自动模。
(5)按模具零件组合通用程度可分为专用模(包括简易模)和组合冲模。
(6)按凸、凹模材料可分钢模、硬质合金模、钢结硬质合金模、聚氨酯模、低熔点合金模等。
(7)按模具轮廓尺寸可分为大型模、中型模、小型模等。
8.2冲模零部件分类及功能各种类型冲模复杂程度不同,所含零件各有差异,但根据其作用都可归纳为如下五种类型:(1)工作零件工作零件直接使被加工材料变形、分离,而成为工件,如凸模、凹模、凸凹模等。
(2)定位零件定位零件控制条料的送进方向和送料进距,确保条料在冲模中的正确位置,有挡料销、导正销、导尺、定位销、定位板、导料板、侧压板和侧刃等。
(3)压料、卸料与顶料零件压料、卸料与顶料零件包括冲裁模的卸料板、顶出器、废料切刀、拉深模中的压边圈等。
卸料与顶料零件在冲压完毕后,将工件或废料从模具中排出,以使下次冲压工序顺利进行;拉深模中的压边圈的作用是防止板料毛坯发生失稳起皱。
(4)导向零件导向零件的作用是保证上模对下模相对运动精确导向,使凸模与凹模之间保持均匀的间隙,提高冲压件品质。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械工程系模具教研室
二、典型单工序冲裁模
主要指:落料和冲孔模具,它们 结构上没有太大区别。只是定位 方式有所区别。 三种典型形式: 无导向单工序冲裁模 导板导向单工序冲裁模 导柱导向单工序冲裁模
落料模
冲孔模
机械工程系模具教研室
1.无导向单工序冲裁模 特点: 无导向装置,模具有通用性 结论: 结构简单、质量轻、尺寸小、制 造简单、成本低、冲裁间隙不易保证 均匀、冲件质量差、模具寿命低、操 作不够安全。 适用范围: 冲裁精度不高、形状简单、批量 小的冲裁件。
机械工程系模具教研室
看模具图的方法: 1、先观察工件图和排样图, 了解加工要求。 2、再看俯视图,可以观察到 条料送料形式、定位装置的位 置及模架的形式。 3、着重看主视图,可观察到 工作零件的形状和安装形式。 退料零件结构,出件与卸料的 方式。
机械工程系模具教研室
分析内容:
1. 模具采用何种导向方式(导向零件) 决定了凸凹模能否准确闭合,冲裁间隙能否保证均匀,会影响 工件精度、模具寿命和操作安全性。 2. 条料如何定位和定距(定位零件) 定位零件越多,越能保证冲件的精度。 3. 如何卸料和出件(退料零件) 退料装置越多,模具结构越复杂成本越高;卸料装置采用刚性 的,宜厚板不宜薄板;非金属材料宜采用弹性卸料板。 4. 凸凹模结构形式及固定方式(工作零件) 决定了冲裁模的复杂程度。
后侧式模架
机械工程系模具教研室
观看动画
三、特殊的单工序模 1.侧面冲孔模 特点:凹模作成悬臂 式,同时要为工件进 行定位,由定位销与 摇臂来进行孔距定位。 适用范围:主要用于 冲空心件或弯曲件等 成形零件的侧孔
机械工程系模具教研室
2.斜楔式水平冲孔模 特点:利用斜楔把压力机滑 块的的垂直运动转变成滑块 4的水平运动,带动凹模在 水平方向上进行冲孔。 适用范围:主要用于冲空心 件或弯曲件等成形零件的侧 孔
机械工程系模具教研室
第二次冲裁,撤 除始用挡料销, 用固定挡料销挡 料定位。
机械工程系模具教研室
第三次冲裁固定 挡料销套入废料 孔洞中来给后续 的工序定位。
观看动画
机械工程系模具教研室
结论: 导板模比无导向简单模的精度高,寿命也较 长,使用时安装较容易,卸料可靠,操作较安全, 轮廓尺寸也不大。 适用范围: 导板模一般用于冲裁形状比较简单、尺寸不 大、厚度大于0.3 mm的冲裁件。
无导向 导板导向
形状简单,精度要求不高, 批量少厚板的冲件 形状简单、尺寸不大,精 度要求较高的厚板的冲 件 形状复杂、尺寸不大,批 量大,精度高的,板料 较薄的冲件
导柱导向
机械工程系模具教研室
课后作业: 1、完成总结三种典型单工序模的结构特点及适用范 围的表格。 2、 运用所学分析方法预习下节课内容。
机械工程系模具教研室
2.导板式单工序冲裁模 特点: 1)、工作中凸凹模正确配 合依靠导板导向,不允许凸 模离开导板,凸模与导板的 间隙要小于冲裁间隙。 2)、导板还起到刚性卸料 的作用 3)、排样形式,与定位装 置比较特殊。
机械工程系模具教研室
定位分析: 第一次冲裁时先用始用 挡料销,否则会使最前 方下侧的工件无法冲出。 造成材料浪费。
模具设计与制造专业主干课
机械工程系模具教研室
模具设计与制造
主讲人:李秋力
山东华宇职业技术学院 机械工程系.
机械工程系模具教研室 机械工程系模具教研室
复习提问: 1、冲裁模具的组成零件有那些? 2、冲裁模按组合程度分类可分为哪几类?
机械工程系模具教研室
第二章 冲压工艺与模具设计
第八节 典型冲裁模结构分析
机械工程系模具教研室
3.导柱式单工序冲裁模 特点: 1)、上、下模正确位置 利用导柱14和导套13的 导向来保证。 2)、弹压卸料装置 观看动画
机械工程系模具教研室
结论: 导柱式冲裁模的导向比导板模 可靠,精度高,寿命长,使用安装 方便,但轮廓尺寸较大,模具较重, 制造工艺复杂,成本较高。 适用范围: 它广泛用于生产批量大、精度 要求高的冲裁件。
观看动画
机械工程系模具教研室
• 3.电机转子冲片冲 槽模 • 特征: • 1. 多孔,多凸模的 结构。 • 2.卸料采用压力机 上的打杆机构。
图1 图2 图3 图4
机械工程系模具教研室
• 总结:典型单工序模的结构特点及适用范围。
导向形式 模具 模具 冲件 模具 安装 操作 成本 结 精 精 寿 调 安 构 度 度 命 整 全 适用范围
上节我们熟悉了冲裁模组成零件及分类,那么冲 裁模的这些组成零件是如何在模具中发挥他们的作用 呢?不同结构形式的模具又有什么样的应用呢?本节 我们对单工序模的典型结构进行分析、认知,从而为 模具结构的设计提供依据。
机械工程系模具教研室
一、冲裁模结构分析方法
分析一幅模具的特点,可结合工件形状的特点、 尺寸精度的要求、材料种类与板厚,从以下几个方 面进行: 1. 模具采用何种导向方式(导向零件) 2. 条料如何定位和定距(定位零件) 3. 如何卸料和出件(退料零件) 4. 凸凹模结构形式及固定方式(工作零件)