FANUC OI PMC编程实例(全)
功能指令说明(FANUC 0i-PMC)
张俊基笔记(功能指令说明)FANUC oi系统——PMC-功能指令编号缩写注释SUB1END1第一级顺序程序结束SUB2END2第二级顺序程序结束SUB3TMR可变定时器,其设定的时间在屏幕的定时器画面中显示和设定ACT=启动信号SUB4DEC译码,当从译码地址读取的BCD码与译码指令中的给定值对比,一致输出“1”,不同输出“0”。
主要用于M或T功能的译码SUB5CTR计数器,可作预置型,环型,加/减计数器,并可选择1或0作为初始值CN0=初始值选择UPDOWN=加/减计数选择RST=复位SUB6ROT旋转控制,用于回转控制,如刀架,旋转工作台等RN0=转台的起始号1或0BYT=位置数据的位数DIR=是否执行旋转方向短路径选择POS=选择操作条件INC=选择位置数或步数SUB7COD代码转换,将BCD代码转换为两位或四位BCD数字SUB8MOVE逻辑乘数数据传送,将逻辑乘数与输入数据进行进行逻辑乘,结果输出到指定地址。
也可从输入地址中,八位信号中,排除不要的位数SUB9COM公共线控制,控制直到公共结束指令(COME)范围内的线圈工作SUB10JMP跳转,用梯形图程序的转移。
当执行时,跳至跳转结束指令(JMPE)而不执行与JMP指令之间的梯形图SUB11PARI奇偶校验,对数据进行奇偶校验,检测到异常时输出报警O.E=0时,偶数校验;O.E=1时,奇数校验SUB14DCNV数据转换,将二进制码转换为BCD码或将BCD码转换为二进制码CNV=0时,二进制码转换为BCD码;NCV=1时,BCD码转换为二进制码SUB15COMP数值大小判别,将输入值与比较值进行比较来判别大小。
输入值小于等于比较值,则输出为1BYT=0时,处理数据为两位BCD;BYT=1时,四位BCDSUB16COIN一致性检测,检测输入值与比较值是否一致。
此指令只适用于BCD数据SUB17DSCH数据检索,在数据表(D)中搜索指定的数据,如未找到指定数据,则输出为1 SUB18XMOV变址数据传送,读取或改写数据表(D)中的内容RW=0时,读出;RW=1时,写入SUB19ADD加法运算,BCD码两位或四位数据相加;运算结果超过加数指定格式,输出置1SUB20SUB减法运算,BCD码两位或四位数据相减;运算结果为负,输出置1SUB21MUL乘法运算,BCD码两位或四位数据相乘;运算结果超过加数指定的格式,输出置1SUB22DIV除法运算,BCD码两位或四位数据相除除数为0,输出置1SUB23NUME定义常数,用于指定常数SUB24TMRB固定定时器,设定时间在编程时确定,不能通过定时器画面修改SUB25DECB二进制译码,可对1,2或4个字节的二进制代码数据译码。
FANUCOi-M系统的编程与操作

第4 章
FANUC0i-M系统的编程与操作
12.返回参考点校验指令 G27 编程格式: G27 X_ Y_ Z_; 13.自动返回参考点指令 G28 编程格式: G28 X_ Y_ Z_; 编程举例: N010 G90 X100. Y200. Z300.; N020 G28 X400. Y500.; 中间点是(400.0,500.0) N030 G28 Z600.; 中间点是(400.0,500.0,600.0) 14.自动从参考点返回指令 G29 编程格式: G29 X_ Y_ Z_;
第4 章
FANUC0i-M系统的编程与操作
5.坐标平面选择指令 G17、G18、G19 6.绝对坐标与增量坐标指令 G90、G91 7.尺寸单位选择指令 G20、G21 8.快速点定位指令 G00 编程格式: G00 X_ Y_ Z_; 例4-1 如图4-2所示,使用G00指令编 程,要求刀具从A点快速定位到B点。
第4 章
4.2.2
FANUC0i-M系统的编程与操作
辅助功能M指令
辅助功能又称为M功能,由地址M和两位数字组成。 在一个程序段中只应规定一个M 指令,当在一个程序 段中出现了两个或两个以上的M指令时,则只有最后 一个M指令有效。对于不同的铣床制造厂来说,各M指 令的含义可能有所不同,主要的M指令见下表。
第4 章
FANUC0i-M系统的编程与操作
编程说明: (1)G02/G03指定刀具以联动的方式,按地址F规定的合成进给 速度,在G17/G18/G19规定的平面内,从当前位置按顺/逆时针圆 弧路线(联动轴的合成轨迹为圆弧)移动到程序段指令的终点, 如图4-4所示。
图4-4 不同平面G02与G03的选择
第4 章
fanuc数控系统pmc机床控制及应用举例( 44页)

为“1”;不一致时,输出为“0”,主要用于数控机床的M码、T码 的译码。一条DEC译码指令只能译一个M代码。
DECB的指令功能:可对1、2或4个字节的二进制代码数据译码,
所指定的8位连续数据之一与代码数据相同时,对应的输出数据位 为1。主要用于M代码、T代码的译码,一条DECB代码可译8个连续M 代码或8个连续T代码。
NUMEB指令是1个字节、2个字节或4个字节长二进制数的常数
定义指令。
FANUC系统 PMC的功能指令 7. 判别一致指令(COIN)和传输指令(MOVE)
COIN指令用来检查参考值与比较值是否一致,可用于检查刀库、 转台等旋转体是否到达目标位置等。
MOVE指令的作用是把比较数据和处理数据进行逻辑“与”运算,
信息号
信息数据
A0.1 1001 EMERGENCY STOP!
A0.2 1002 DOOR NEED CLOSE!
A0.3 1003 TOOL LIFE EXGAUST!
A0.4
2000 PLEASE CHECK GEAR LUBE OIL LEVEL!
第三节 数控机床PMC控制应用举例
1.数控机床工作状态开关PMC控制
数控机床PMC控制及应用举例
FANUC系统PMC的分类:
PMC—L/M:用于FANUC—OC/OD系统 PMC—SA1:用于FANUC—O i系统(B功能包)/O i Mate系统 PMC—SA3:用于FANUC—O i A系统(A功能包) PMC—SB7:用于FANUC—16i/18i/21i及O i B/O i C系统(A包) PMC—RB5/RB6:用于FANUC—16/18系统
手轮进给状态(HND):在此状态下,刀具可以通过旋转
FANUC PMC应用实例

X0.0
Y0.1
X0.1
X0.2
Y0.2
X0.3
X0.4
Y0.3
X0.5 COM1
COM
KM1 FR1 KM2 FR2 KM3 FR3
AC
M1运行 M2运行 M3运行
■
8
项目5 数控机床的PLC控制
梯形图
梯形图应该如何修改呢?
■
9
项目5 数控制
■
17
项目5 数控机床的PLC控制
8.旋转指令(ROT、ROTB)
ROT/ROTB指令用来判别回转体的下一步旋转方向;计算出回转体从 当前位置旋转到目标位置的步数或计算出到达目标位置前一位置的 位置数。
■
18
项目5 数控机床的PLC控制
5. 比较指令(COMP、COMPB) COMP指令的输入值和比较值为2位或4位BCD代码。
项目5 数控机床的PLC控制
项目5 数控机床的PLC控制 任务5.2 FANUC PMC应用实例
5.2.1 FANUC PMC基本逻辑指令应用实例 5.2.2 FANUC PMC功能指令及其应用实例
■
1
项目5 数控机床的PLC控制
5.2.1 FANUC PMC基本逻辑指令编程实例
实例一、电机的直接启动控制
■
指令表
0
RD
1 OR
2 AND.NOT
3 AND.NOT
4 AND.NOT
5 WRT
6 RD
7 OR
8 AND.NOT
9 AND.NOT
10 AND.NOT
11 WRT
12 END
X0.2 Y0.1 X0.3 X0.1 Y0.2 Y0.1 X0.3 Y0.2 X0.2 X0.1 Y0.1 Y2
FANUC Oi系统数控车床编程实例

第22卷第3期机电产品开崖与钐j新V01.22,No.3兰Q塑竺曼旦坐坐!竺竺苎!!!!:!!!!!!!兰竺!塑!!垒兰!竺生!型!型!!竺墅型::呈里里里文章编号:1002-6673(2009)03—199-03FANUG0i系统数控车床编程实例孙芹(山东英才学院,山东济南250100)摘要:首先对数控车床的坐标系、编程要点作了介绍.并通过简单的轴类零件给出了不同指令的编程方法。
对刀尖圆弧半径补偿作了较详细的说明,最后针对FANUCOi系统数控车床,给出了带有刀尖圆弧半径补偿零件的编程方法。
关键词:数控车床坐标系;刀尖圆弧半径补偿;FANUC0i系统中图分类号:TG68文献标识码:Adoi:lO.3969/j.issn.1002—6673.2009.03.0850引言当先进的数字控制技术与传统机床制造技术结合产生数控机床后。
数控加工技术就成为机械制造领域中最具活力、最有前途的先进制造技术之一。
走新型工业化道路,不仅需要一大批拔尖创新人才。
也需要数以万计的专门人才和数以亿计的高素质劳动者。
作为最通用、最常见的数控车床,更应该掌握其编程方法。
本文以FANUCOi系统为例,介绍数控车床的编程。
1数控车床的机床坐标系要想正确的编写程序.首先必须正确理解数控车床的坐标系。
一般来讲。
通常使用两个坐标系.一个是机械坐标系,另一个是1=件坐标系,也称程序坐标系。
1.1数控车床的机床坐标系(1)数控车床坐标轴及运动正方向的确定。
数控车床一般以主轴为Z轴,以卡盘到尾架顶尖的方向,即刀具远离工件的方向为正方向;X轴与主轴轴线垂直相交。
以刀具远离主轴轴线的方向为正方向。
(2)机床原点和机床坐标系。
机床坐标系是机床的基本坐标系。
机床坐标系的原点即机床原点。
也称机械原点或零点,这个点是由生产厂家决定的,是机床上的一个固定点。
卧式车床的机床原点一般定位在主轴前端面的中心,这个点不是一个硬件点,而是一个定义点。
(3)机床参考点。
FANUC PMC IO模块的分配OK

二 PMC编辑1.I/O 模块的地址分配BEIJING-FANUC 0i-C/0i-Mate-C系统,由于I/O点、手轮脉冲信号都连在I/O LINK总线上,在PMC梯形图编辑之前都要进行I/O模块的设置(地址分配),同时也要考虑到手轮的连接位置。
以 0i-C的分配说明:0i-C可选择的I/O 模块有很多种,但是分配原则都是一样的。
下面就几种典型的I/O模块如0i 用I/O单元A和机床面板的分配进行说明。
说明: 0i用I/O单元A为一96个输入点、64个输出点的I/O模块。
其上并带有手轮接口。
对于此手轮接口的是否使用涉及到分配模块大小的问题,在下面的具体分配时说明。
a )0i-C仅用如下I/O 单元A,不再连接其它模块时可设置如下:X从X0开始用键盘输入:0.0.1.OC02IY从Y0开始用键盘输入:0.0.1./8注1:此种设置为上面所示连接的设置,当用其他模块时,要根据其规格适当的更改。
b ) 使用标准机床面板时除了机床的面板,一般机床侧还有0i 用I/O 单元 A 或其他I/O 板以及手轮。
手轮可接在I/O LINK 总线上任一I/O 模块上的JA3上,但是在模块分配上要注意连接手轮的模块分配字节的大小。
若使电柜中I/O 单元I/O 点的X地址从X0开始,因为其连接是使用了第二个JD1A (见上图),属于第一组I/O ,故键入:1.0.1.OC01I ,Y从Y0开始,键入:1.0.1./8。
机床操作面板I/O 点的X地址从X20开始,因为其连接是使用了第一个JD1A (见上图),属于第0组I/O ,故键入:0.0.1. OC02I (OC02I 对应手轮) ,Y 点从Y24开始,键入:0.0.1./8。
JD1A JD1B注1 :标准机床操作面板实际上也是一96/64个输入/输出点的I/O 模块,其背面带有两个可连接手轮的接口,分别为JA3 和JA58。
不同之处是:JA3为一可同时连接三个手轮的手轮接口,如下图注1-1所示。
FANUC 0I PMC 编程实例
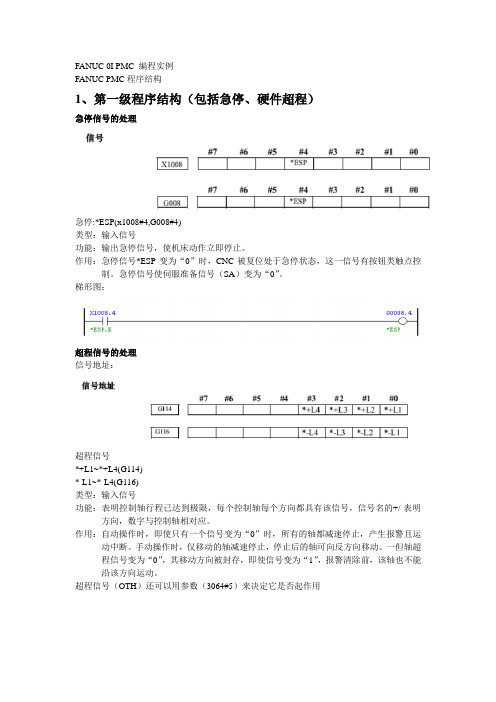
FANUC 0I PMC 编程实例FANUC PMC程序结构1、第一级程序结构(包括急停、硬件超程)急停信号的处理急停:*ESP(x1008#4,G008#4)类型:输入信号功能:输出急停信号,使机床动作立即停止。
作用:急停信号*ESP变为“0”时,CNC被复位处于急停状态,这一信号有按钮类触点控制。
急停信号使伺服准备信号(SA)变为“0”。
梯形图:超程信号的处理信号地址:超程信号*+L1~*+L4(G114)*-L1~*-L4(G116)类型:输入信号功能:表明控制轴行程已达到极限,每个控制轴每个方向都具有该信号,信号名的+/-表明方向,数字与控制轴相对应。
作用:自动操作时,即使只有一个信号变为“0”时,所有的轴都减速停止,产生报警且运动中断。
手动操作时,仅移动的轴减速停止,停止后的轴可向反方向移动。
一但轴超程信号变为“0”,其移动方向被封存,即使信号变为“1”,报警清除前,该轴也不能沿该方向运动。
超程信号(OTH)还可以用参数(3064#5)来决定它是否起作用梯形图:在顺序程序中必须给出一次急停、超程梯形图,可在第一级程序末尾,或当没有第一级程序时,排在第二级程序开头。
第二级程序包括:准备、模式选择、JOG、HNDL、REF、EDIT、MEMORY、MFNC、SFNC、TFNC、OTHER。
一、准备信号处理开机脉冲、CNC就绪信号、伺服就绪信号、复位信号、报警信号1、开机脉冲指令:2、CNC就绪信号[MA(F001#7)]类别:输出信号功能:CNC就绪信号,表明CNC已经就绪。
作用:CNC就绪后,该信号设为1。
通常通电后数秒钟内置为1。
如果系统出现报警,信号为0。
执行急停或类似操作时,该信号保持为1。
信号地址:梯形图:3、伺服就绪信号[SA(F000#6)]类别:输出信号功能:伺服系统就绪后,SA信号变为1。
作用:对于带制动器的轴,输出此信号时解除制动,不输出此信号时,表示制动。
信号地址:梯形图:4、复位信号(F1.1:RST)在下列情况下,CNC被复位且进入复位状态。
FANUC_PMC编程基础
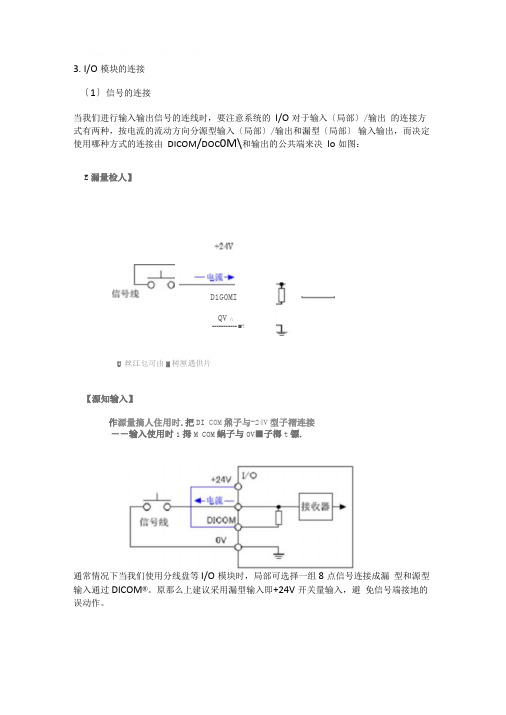
3. I/O模块的连接〔1〕信号的连接当我们进行输入输出信号的连线时,要注意系统的I/O对于输入〔局部〕/输出的连接方式有两种,按电流的流动方向分源型输入〔局部〕/输出和漏型〔局部〕输入输出,而决定使用哪种方式的连接由DICOM/DOC0M\和输出的公共端来决lo如图:E漏量检人】D1G0MIQV八----------- ■?U 丝江乜可由M树厘遇供片【源知输入】作源量摘人住用时.把DI COM鼐子与-24V型子褶连接――输入使用时1拇M COM蜗子与0V■子榔t镖.通常情况下当我们使用分线盘等I/O模块时,局部可选择一组8点信号连接成漏型和源型输入通过DICOM®。
原那么上建议采用漏型输入即+24V开关量输入,避免信号端接地的误动作。
[源型输出】把婆动负承的电源接在印刷柜的DOC0M±・〔因为电流总从口刷板上流出的.所以林为源电〕【漏型输出】PWC接通喻出但号CO时*印刷板内的驱动回施即动帘.输出瑞子交为。
丸!因为电源是流入口刷板的,所以称为漏里〕当使用分线盘等I/O模块时,输出方式可全部采用源型和漏型输出通过DOCOM 端,平安起见推荐使用源型输出即+24V输出,同时在连接时注意续流二极管的极性,以免造成输出短路。
第四节FANUC-PM编制的相关信号,参数和地址1.机床的保护信号机床设计人员在设计调试机床PMC勺第一步应事先处理机床的保护信号,如急停、复位、垂直轴的刹车、行程限位等,以防在调试过程中出现紧急情况下可以进行中断系统的运行。
注:在以下所介绍的信号中标有*标记的点表示低电平有效急停信号:*X8.4 :作为系统的高速输入信号而不经过PMC勺处理而直接相应*G8.4: PMC俞入至ij NC的急停信号只要当以上两个信号中的任意一个信号为低电平,那么系统就会产生急停报警。
复位信号系统的复位信号分两类,一类是内部复位信号,一类是外部复位信号。
F1.1:当系统的MDI键盘上的RESET!按下时,系统执行内部复位操作中断当前系统的操作,同时输出此信号给PMC用来中断机床其它的辅助动作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
超程信号的处理
超 程 信 号 的 处 理
准备
准备
开机脉冲指令
准备
准备
准备
复位信号(F1.1: RST):
准备
模式选择模式选择模式Fra bibliotek择模式选择
模式选择
模式选择
模式选择
JOG运行
回参考点运行
JOG
JOG
JOG
JOG
JOG
JOG
HANDLE运行
FANUC OI PMC 编程实例
谢暴 安徽职业技术学院
FANUC PMC程序结构
•
• •
•
• • •
•
• • •
•
•
第一级程序 急停 硬件超程 第二级程序 准备 模式选择 JOG HNDL REF EDIT MEMORY MFNC SFNC TFNC OTHER
急停与超程等信号的处理
急停
HANDLE运行
编辑模式运行
编辑模式运行
自动操作运行
自动操作运行
M辅助功能处理
S辅助功能处理
M辅助功能处理