汽车内扣式窗下沿扶手模具设计
内扣手设计规范

内扣手设计规范内外饰部门板科编制:审核:批准:目录一、概要 (3)1.1.部分综述 (3)1.2.设计产品的目的 (3)1.3.使用范围 (3)1.4.零件构成图 (3)二、设计要求...................... ....... ....... ....... ..... .42.1 外观要求 (4)2.2 法规要求 (4)2.3 人机要求 (5)2.4 定位及紧固点设计要求 (6)2.5 运动分析 (6)2.6 特殊部件设计要求 (8)2.7 周边件配合设计要求 (10)2.8 安装设计要求 (10)2.9 强度分析 (11)一、概要1.1.综述该部分主要介绍内扣手的设计开发流程、设计开发过程中应该注意的问题以及与其他相关零部件的关联性等,尤其是在内扣手对整车内饰造型效果的影响程度方面,并介绍在设计中的一般设计概念的分析和确定。
通过该设计指南的介绍,为研究院内扣手的设计、开发提供指导,并规范研究院内扣手的设计、开发工作。
1.2. 设计产品的目的内扣手作为汽车门护板的重要组成部分, 除需保证外观、实用性(人机工程) 、精细度外,还需要保证内扣手的功能性要求,不能出现失效和损坏的情况。
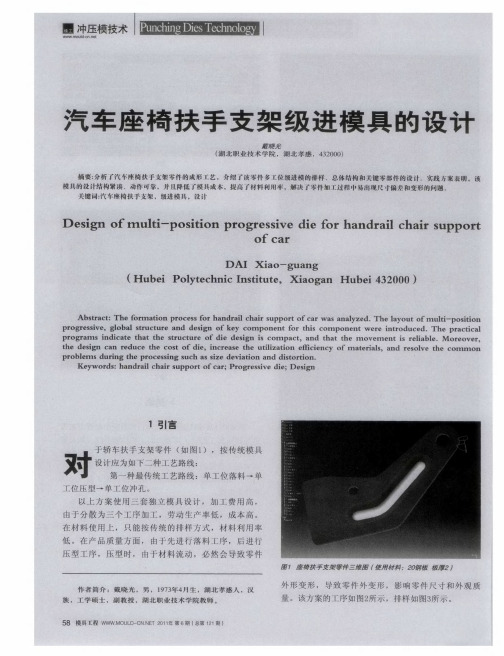
1.3.使用范围适用于乘用车、商务车等1.4.零件构成图(以A02为例)图1内扣手座内扣手转轴内扣手轴套内扣手手柄内扣手弹簧缓冲垫图2二、设计要求2.1外观要求(1)料厚设计合理,防止表面出现缩痕等外观缺陷;(2)分模线不得裸露在视线内,从设计上尽量避免分模线裸露在外面,不能在皮纹区;(3) 镀件的主要表面,不允许有未镀上的部位或不良镀层。
镀层的色泽和光洁度应均匀一致(4)镀层不允许有针孔、起泡、脱落、龟裂等现象(5)镀层表面不允许有未洗净的各种盐类痕迹(6)电镀件表面凸起最好控制在0.1~0.15mm/cm,尽量没有尖锐的边缘,可以在电镀前进行处理,将表面分型线打磨。
(7)在注塑件加工时,要关注到几个问题,其一注塑胶料在加工时要充分烘干,否则残留的水分会对塑件表面造成气孔、流线纹等缺陷,严重影响电镀的效果,另外尽量避免使用脱模剂,因为脱模剂的使用会对电镀膜的附着力产生影响2.2 法规要求(1)凸出物要求:内部突出物要满足法规GB 11552-1999要求;一般要求内开把手表面翻边曲率半径应不小于3.2mm。
汽车座椅扶手支架级进模具的设计
3结束语
罔 3 推 平模 结 构
l上 锁 板 2.上 垫 块 3.上 模 座 4.上 固 定 板 5.压 死 块 6.锲 块 7.脱 料板 8.推 块 9.挡块 1O.推 块 固定块 l1.下模板 12、 l3.下垫板 14.下模 座 15下 垫 块 16下 锁 板
本推平 模具结 构合理, 运行顺利 ,可 以作为推平 模 具结构设计标 准运用 到其它类似 结构成形模 具中 。四
(上 文 接 60页 ) 图 8 组 合 冲 子 及 切 刀 设 计
加 工完 后 ,试模 发现 问题 才 修 改零件 的传统 工 艺 ,节 省 了加 工 费用 ,缩 短 了模 具 的加 工 周期 。实践 证 明 , 我们 的模 具设 计达 到 了当初 为 了提 高劳 动 生产 率 , 降 低模 具加工 费,提 高材料利 用率 的 目的 。国
[4]成 虹 .冲 压 工 艺 与 模 具 设 计 [M].北 京 :高 等 教 育 出版 社 2000.4
[5]孟 治 国,胡建军.马 达外壳 多工位 级进模 具设 计,机械 设计 与制 造 [J] 2007(3):149—150
62 模具 1:程 WWWMOULD—CN NET 2011年 第6期 (总第 121期
参 考 文 献 : [1]姜立 忠, 张 建营 ,周耀 东, 毕大 森.汽车 结构 多工 位 精 密级进 模排样及模 具设计 [J]. 锻压 技术,2009 (6):23—
25
[2]杨 关全 .冷冲模 工艺 与设计 [M].北京 :北京 师范 大学 出 版 社 .2010.2
[3]王 信友 . 冲 压工 艺与模 具设 计 [M].北 京 :清 华 大学 出 版 社 2010.6
模技术 l回雹圆鏖髓墨 圈圆
【CN209812914U】一种汽车门板扶手热压成型模具【专利】

(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201920412844.5(22)申请日 2019.03.29(73)专利权人 咸宁市洪盛模具科技有限公司地址 437100 湖北省咸宁市咸安区经济开发区(72)发明人 朱洪亮 (74)专利代理机构 武汉国越知识产权代理事务所(特殊普通合伙) 42232代理人 张熔舟(51)Int.Cl.B29C 43/36(2006.01)B29C 43/52(2006.01)B29C 43/58(2006.01)B29L 31/30(2006.01)(54)实用新型名称一种汽车门板扶手热压成型模具(57)摘要本实用新型公开了一种汽车门板扶手热压成型模具,涉及模具技术领域,为解决现有的热压成型模具在生产制造汽车门板扶手的过程中无法有效的控制模具内部温度恒定的问题。
所述模体的内部设置有固定压盘,所述固定压盘的上表面设置有定压板,所述定压板的内部设置有盛料槽,且盛料槽与定压板为一体结构,所述固定压盘的正上方设置有活动压盘,所述活动压盘的下表面设置有动压板,所述动压板的内部设置有模仁,且模仁与动压板为一体结构,所述模体的上表面设置有液压缸,所述动压板和定压板的内部均设置有加热仓,所述加热仓的内部设置有电热丝,所述加热仓的下表面设置有设备仓,所述设备仓的内部设置有加热器。
权利要求书1页 说明书3页 附图2页CN 209812914 U 2019.12.20C N 209812914U权 利 要 求 书1/1页CN 209812914 U1.一种汽车门板扶手热压成型模具,包括模体(1),其特征在于:所述模体(1)的内部设置有固定压盘(2),所述固定压盘(2)的上表面设置有定压板(3),所述定压板(3)的内部设置有盛料槽(5),且盛料槽(5)与定压板(3)为一体结构,所述固定压盘(2)的正上方设置有活动压盘(8),所述活动压盘(8)的下表面设置有动压板(6),所述动压板(6)的内部设置有模仁(7),且模仁(7)与动压板(6)为一体结构,所述模体(1)的上表面设置有液压缸(9),所述动压板(6)和定压板(3)的内部均设置有加热仓(4),所述加热仓(4)的内部设置有电热丝(13),所述加热仓(4)的下表面设置有设备仓(14),所述设备仓(14)的内部设置有加热器(16),且加热器(16)的输出端与加热仓(4)内部的电热丝(13)电性连接,所述加热器(16)的一侧设置有温控器(15),且温控器(15)的输出端与加热器(16)电性连接,所述温控器(15)的内部设置有双金属片(151),所述双金属片(151)的下表面设置有顶杆(152),所述顶杆(152)的下方设置有动触头(153),所述动触头(153)的斜上方设置有静触头(154)。
汽车扶手条IMF膜片成型模具设计

Ke y wo r d s: c o mb i n a t i o n d i e;d i e d e c o r a t i o n;v a c u u m h o t p r e s s mo l d i n g;d i a p hr a g m p u n c hi n g
பைடு நூலகம்28
Di e a nd M ou l d Te c hno l o gy N o. 3 20 17
文章 编号 : 1 0 0 1 — 4 9 3 4 ( 2 0 1 7 ) 0 3 — 0 0 2 8 - 0 5
汽车扶手条 I MF 膜 片 成 型 模 具 设 计
肖 国 华
内贴 膜 ( I MF) 、 模 内转 印 ( I MR) 、 模 外 涂 覆
0
引 言
模 内装 饰 ( I n — Mo u l d De c o r a t i o n , I MD) 是 在
( OMP / C) 、 模 内镶嵌 ( I NS) 、 模 内涂布 ( I MP / C) 、 模 内制片( I MF / M) 、 模 外装饰 ( 0MD) 、 三 次
元 表 面加 饰 ( TOM ) 等 。在 汽 车 内饰 件 生 产 中 常
用的 制 程 为 模 内 贴 膜 ( I MF)和 模 内 贴 标
( I M L) [ - 1 - 5 3
。
汽 车 内饰 塑 件 加 工 领 域 中 对 产 品 进 行 深 度 加 工
的一 种 表 面 装 饰 技 术 。 相 对 于 传 统 的 电 镀 饰
( 浙 江 工 商 职业 技 术 学 院 模 具 工 程 中心 , 浙 江 宁 波 3 1 5 0 1 2 )
汽车车门窗框扣合模具的内扣包边机构[实用新型专利]
![汽车车门窗框扣合模具的内扣包边机构[实用新型专利]](https://img.taocdn.com/s3/m/3808afd1376baf1ffd4fadab.png)
专利名称:汽车车门窗框扣合模具的内扣包边机构专利类型:实用新型专利
发明人:刘志亮,江明洁,杨志坚,郑家东,李伟明
申请号:CN201420686641.2
申请日:20141117
公开号:CN204234600U
公开日:
20150401
专利内容由知识产权出版社提供
摘要:本实用新型涉及汽车车门窗框扣合模具的内扣包边机构,包括驱动单元、执行单元,所述执行单元包括底座、设在底座上的滑动块、铰接在滑动块上部的转动块;滑动块上设有第一滚轮和第二滚轮;所述转动块上设有转动滚轮、扣合镶块;驱动单元包括与第一滚轮及第二滚轮配合的第一驱动块、与转动滚轮配合的第二驱动块。
本实用新型采用一个机构能够完成预弯、主弯两个扣合工序,减少模具数量、节省加工工序,提高生产效率。
申请人:重庆长安汽车股份有限公司
地址:400023 重庆市江北区建新东路260号
国籍:CN
代理机构:重庆华科专利事务所
代理人:徐先禄
更多信息请下载全文后查看。
第期郑荣芬,等:汽车内把手塑料模具设计1
第*期郑荣芬, 等: 汽车内把手塑料模具设计1(浙江恒田科技有限公司,浙江温州 325016)摘要:本文通过对塑件的壁厚分析、斜率分析、分型线分型面、浇口位置确定了模具设计方案;并借助NX软件详细的绘制温控系统、成型零件、斜抽芯、顶出系统等模具设计结构。
为能准确的设计模具浇注系统与冷却系统,采用Moldflow软件模拟仿真分析注塑成型过程中熔体的充模流动。
采用NX及Moldflow技术辅助模具设计,发现并解决设计、加工及注塑成型过程中可能出现的问题,缩短了产品的开发周期,保证了产品质量。
关键词:汽车内把手;塑料模具;分型线;Moldflow中图分类号: 文献标识码:第*期郑荣芬, 等: 汽车内把手塑料模具设计1现代汽车制造有大量的塑料件作为重要零部件,所以汽车塑料件的模具设计与注射成型技术至关重要[1]。
汽车塑料件一般具有较为复杂的结构,汽车内门把手座塑料件外表面多为曲面,不仅需要高表面质量,还需要良好耐用性[2]。
根据不同设计者提出塑料制品侧壁有凹槽 ( 或凸台) 、孔、倒扣、特征的模具设计,通过常规的模具结构设计,如斜导柱驱动滑块抽芯、油缸驱动滑块抽芯、推杆板推动斜顶、哈弗结构等即可实现脱模[3-5]。
且随着汽车行业的快速发展,模具行业的设计与制造也快速发展,现在塑料模具可以利用 Moldflow 数值模拟仿真分析注塑成型过程中熔体的充模流动,分析充填、流动情况,确定模具浇注系统与冷却系统设计的正确性[6]。
本文以某汽车内门把手塑件为例,利用NX软件和Moldflow软件等对模具设计方案进行了设计分析与验证。
1产品工艺性分析图1为某品牌汽车内把手塑件的产品2D图,产品的外形尺寸规格:136.6357.3645.99(单位mm),模具设计需要拆镶针。
塑件材质为PC+ABS,材料缩水率本模具取5‰。
外观要求Ra0.05,电镀处理前分型线段差小于0.01mm,电镀处理后分型线肉眼不可见。
把手主体、Ø4、Ø6.3的孔需要满足拉力疲劳测试及塑件的其他测试要求。
轿车扶手饰条注射模设计

K yw rs o rne ;pesr o t lo cv :s uni ed g net n m ud e od :ht un r rsue cn o f a t e et l ei ;i c o o 1 r i y q af n ji
形, 为空间曲面。塑件外表面要求高, 不允许有明显 缩痕、 熔接痕缺陷。塑件结构复杂, 扣位众多 ( 平均
间隔 6 一个) 整体形状精度要求高, o m , 以保证整
车装配美观。
第四工业区深圳市银宝山新实业发展有限公司 ,( )05 — 电话 / "5
2629,电子信箱 )sn @bs 7414 ( : c am ̄d ̄ n uh i .Xo X
设计的饰条成型模体积较大, 外形尺寸达 1 4 0 2 rr 73 mX70 r ( rl 6 m iX 2 nn仅指模架范围,不包括外围
3
2
1
D. D
U 【 ' 】 I 厂(
—
j o. _
]( l o) U
匿 I 1. I l- 回 . 1 l 1 ..J 疆 l H L f
维普资讯
模具工业 2O 年 第 3 卷 第 1 08 _ 4 期
4 1
轿 车 扶 手 饰 条 注 射 模 设 计
孙 成红
( 深圳 市银 宝山新 实 业发展有 限公 司 ,广 东 深 圳
5 80 ) 1 18
摘要 :分析 了轿车扶手饰条塑件的成型工 艺,介绍 了一种利用注射模型腔压 力控制与程序控制针阀热
汽车内饰条多行位脱模机构及双色注塑模具设计秦江鑫罗宇

汽车内饰条多行位脱模机构及双色注塑模具设计秦江鑫罗宇发布时间:2021-10-31T10:01:26.641Z 来源:《基层建设》2021年第19期作者:秦江鑫罗宇[导读] 以汽车内扶手条内饰件产品需要采用双色结合成型要求为基础,将一模二出的双色注塑磨具设计了出来,对于总装磨具而言,其主要组合构成为两部分内容,即骨架注塑磨具和饰片注塑模具。
从产品本身的结构特点出发,对于骨架模和饰片模动模,将两组不同的侧抽芯脱模机构设计了进来,首先第一组,就是将斜导柱抽芯脱模结构应用了进来,另一组,则是将油缸+滑块抽芯的方式应用了进来,对于饰片模定模,将一组油缸驱动带T型槽的斜滑块前模抽芯脱模机构设计了进来,进而使产品侧面脱模困难的问题得以解决。
长城汽车股份有限公司河北保定 071000摘要:以汽车内扶手条内饰件产品需要采用双色结合成型要求为基础,将一模二出的双色注塑磨具设计了出来,对于总装磨具而言,其主要组合构成为两部分内容,即骨架注塑磨具和饰片注塑模具。
从产品本身的结构特点出发,对于骨架模和饰片模动模,将两组不同的侧抽芯脱模机构设计了进来,首先第一组,就是将斜导柱抽芯脱模结构应用了进来,另一组,则是将油缸+滑块抽芯的方式应用了进来,对于饰片模定模,将一组油缸驱动带T型槽的斜滑块前模抽芯脱模机构设计了进来,进而使产品侧面脱模困难的问题得以解决。
关键词:汽车内饰条;多行位脱模机构;双色注塑模具设计前言:当前阶段,为了使汽车内饰件的可视化效果得以增强,在汽车内饰件生产的过程中,主要会应用到以下三种基本工艺方法,首先就是改性塑料改色法,其次,就是模内装饰法,最后就是双色或多色注塑法。
对于改性法而言,其主要就是改良和改色单一同种材质,无法满足同一零件内饰件的多色要求;对于模内装饰法而言,其更加注重保护零件上的图案文字;只有双色或者多色法,才能在一个零件上,呈现出不同的色彩和质感,进而满足多方面的需求,因此,应用价值非常高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1模尺寸=产 品尺 寸X K± 02( 5 1 . K为成型
收 缩 率 :02为抛 光 量 ) .
如:单边塑料段 口模长度= 5 0×1 4 + . . 60 0 2
— 5 .rm ( 2 25 a 图 )
口模 流 道 厚度 囚收 缩 大 故取 制 品厚 度 。 ( )计 算 口模 成 型 段 长度 3 口模 段长 度 般是 计 算法 和经 验 法两 者相 互 对照校 1 ,选 取 个合 适 的 尺 寸 。 计 算 L模 成 型长 度 有计 算 法 和 经验 法 : J ① 计 算法 本设 计 的异 犁材彤 状 可看 作 足 隙缝 的一 种 , 物 料 的流动 认 为是一 维 流动 , 由其 流 变原 理 公』 弋
维普资讯
Di n o l c n l g . 0 6 ea d M u dTe h o o y No 3 2 0
文章编号 :10 —9 42 0 )30 2 —3 0 4 3 (0 60 —0 00 1
汽 车 内扣式 窗下 沿扶 手模具 设计
Ab t a t Th o re g a d r s o s re n o o u o o iei i d o r fl f sr c : e l we d e h n e t fi e t d wi d w fa t m b l sa k n fp o e o n i h r n o tma e i 1 ti p o u e y e tu i n t c n l g ada ds f t ra .I s r d c d b x r o e h o o y. Th e i n o a h a n s e d s g fr m e d a d so k m o d a e e a o a e t c l r l b r t d. Th e r t a a c lto n r c i a x e i n e a ec mb n d e t o e i l l u a i n a d p a t l p re c r o h c c c e ie i eded sg n t i e i n. h Ke r s p o l ; e tu i n p o e sn y wo d : r f e i x r so r c s i g; mo l ud
摘
要 :汽车内扣式窗下 沿扶 手是一种具有硬 质和软质材料的异型材 ,采用挤 出成 型技术
生 产 。详 细 阐 述 了机 头和 定型 模 设 计 ,在设 计 模 具 时把 理 论 计 算 和 实 际经 验 相 结合 。
关键词 :异型材 ;挤 出成型 ;模具 中图分类号 :T 3 06 Q 2. 3 6 文献标识码 :B
1பைடு நூலகம்机头 的设计
图2 机头 的结 构 图 , 由进 料 段 、过 渡 段 和 是 U模三 部 分 组成 。 机 头 是 异 型 材 挤 出成 形 的 火
不当或波动以及熔体离模膨胀 的粘弹性效应等造
成 的 。因而 流道 间隙 的截 面形 状 要取 近似 制 品 的 犁 状 ,其具 体尺 寸 的确 定要综 合 物料 的膨 胀 、冷
祁型 虹 一 萍 ,巩 志 海 .,胡
( . 中科 技 大 学 机械 科 学 与 工程 学 院 ,湖 北 1华 武汉 407 ; 30 0 2武 汉 理 工 大 学 机 电工程 学 院 ,湖 北 武汉 . 3武 汉 理 工 大 学 化 学 _程 学 院 ,湖 北 . 丁 武汉 40 7; 3 00 40 7 ) 3 0 0
0 引言
图1 是汽 车 内扣 式 窗下 沿扶 手 零 件 图 。其 采
用硬质聚氯乙烯作主体,弹性橡胶作软边,通过 共挤 出成型技术生产而成的异犁材。产品形状结 构复杂,配合尺寸和精度要求较高。因此模具设
A
51 :
图 1 汽 车 内扣式窗下 沿扶手
收稿 日 : 20・1 9 期 06 — 00 作者简介: 祁犁虹 (98 ,女,讲! 。 16 ~) J l I j
所表示的熔融物料在 口模 【的流动参数式 为: 人 J
P = 1 Qh / 2 L Wh
式 中 :P ——挤 出压 力 ,MP a
Q ——体 积 流量 ,c s m/
h——熔 融物 料 表 脱 粕 度 ,P S a・
L ——成 段 长度 ,c m
—
—
缝 隙 当量 宽 度 ,c m
维普资讯
模 具 技 术 20. 06No3
计 既要 考虑硬 质和 软质 材料 共挤 出成型 时 的相熔 性 问题 ,又要 考虑 机头 和 定型模 两 者 间的配 套协 调 性 问题 。
( )口模形状 制 品截面形状 的关 系 1
口模 是 制 品横 截 面 的成 型部 件 。物 料 离 开 口 模 时 ,出现 明显 的膨 大变 形 ,这 是 由于熔 融物料 在模 具 型腔 内 的流 速 不均 、阻力 不 均 、温度 调 1
却 时物料 的收缩及 牵引拉伸等 因素做相应 的修
正 ,但 这种 修 正 ,很 难 从理 论上 计 算 出来 ,只 能 凭 经 验 和 多次 试 模来 确 定 。 ( )经 验 法 计算 口模 尺 、 2 J
键部分,它的流道、构造及精度的好坏是决定挤
山物 形状 、尺 寸精度 及表 观质 革 的主 要 因素 。但 是 机 头 的 设 计 至今 仍 l 要 沿 用 经 验 设 计和 试模 丰 修 正 ,重 点 应 注 意 硬 质 和 软 质 材 料 流 道 流 动 一 致 性 和 如 何 使 硬 质 和 软 质 材 料 在 口模 处 相 熔 性