模具检查与保养记录表
合集下载
模具一级保养记录表

模 具 一 级 保 养 记 录 表
模具编号
产品名称
产品编号
模穴
模具规额
保养项目
生产数
序 号
清除模具 上的废渣
、油污
水道否畅通
清洗、打 油
顶针、镶针 、镶件是否
正常
分型面及
型腔是否 本次啤数
正常
累计
1Байду номын сангаас
保养人
保养日期
检查人
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
注意事项:1.严禁用顶针钢刷清理模具;2.注意不能碰伤、刮伤模具型腔模芯等产品部位;3.清理型腔用毛刷和抹布,清理模 板用 薄铁铲
保养且达到标准的在对应项目的方框内打“√”,做过保养但没有达到标准的打“*”,没有做保养打“X”,模具已损坏的打“△”
ZM-QR-031-A/0
模具编号
产品名称
产品编号
模穴
模具规额
保养项目
生产数
序 号
清除模具 上的废渣
、油污
水道否畅通
清洗、打 油
顶针、镶针 、镶件是否
正常
分型面及
型腔是否 本次啤数
正常
累计
1Байду номын сангаас
保养人
保养日期
检查人
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
注意事项:1.严禁用顶针钢刷清理模具;2.注意不能碰伤、刮伤模具型腔模芯等产品部位;3.清理型腔用毛刷和抹布,清理模 板用 薄铁铲
保养且达到标准的在对应项目的方框内打“√”,做过保养但没有达到标准的打“*”,没有做保养打“X”,模具已损坏的打“△”
ZM-QR-031-A/0
五金模具维护保养记录表

东莞XX五金制品有限公司
五金模具维护保养记录表
工作令号
模具名称/编号
SG-W-F-016
物料号
产品名称
产品型号
使用材质 保养类别
保养时间
□ 量产前保养
□ 生产结束保养
检查确认: 确认合格 √ 不合格 ×
保养员 □ 定期保养
模具无此项目可不填
序号
检查项目
1 模具表面和模具型腔内油污、赃物、异物、锈斑及灰尘
不合格处理方式
处理对策:
保
□ 不可以
审 核:
记录:
9 模具气孔有无堵塞,吹气是否顺畅,接头是否损坏
项
10 模具定位销是否缺失或断裂
11 上下模座是否撞伤、压印、缺陷或不平
目
12 脱料板/凹模板是否撞伤、压印、缺陷或不平
13 弹簧是否缺失、断裂、生锈、压死或失效
14 模具定位是否缺失与配套
15 冲子有无缺失、断裂或磨损
16 凹模入子有无缺失或磨损
状态确认 □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □
2 导柱/导套是否松动、缺失、破损、
3 模具螺丝是否松动、缺失、滑牙、断裂
4 模具镶针、镶块是否松动、缺失、断裂、错位
5 滑块是否缺失、断裂、错位、变形、拉伤、卡死
保
6 滑块加注润滑油,并检查滑动是否灵活准确
7 导柱加注润滑油,模具开合是否灵活准确
养
8 顶针有无断裂、缺失、顶出是否灵活准确并加注润滑油
五金模具维护保养记录表
工作令号
模具名称/编号
SG-W-F-016
物料号
产品名称
产品型号
使用材质 保养类别
保养时间
□ 量产前保养
□ 生产结束保养
检查确认: 确认合格 √ 不合格 ×
保养员 □ 定期保养
模具无此项目可不填
序号
检查项目
1 模具表面和模具型腔内油污、赃物、异物、锈斑及灰尘
不合格处理方式
处理对策:
保
□ 不可以
审 核:
记录:
9 模具气孔有无堵塞,吹气是否顺畅,接头是否损坏
项
10 模具定位销是否缺失或断裂
11 上下模座是否撞伤、压印、缺陷或不平
目
12 脱料板/凹模板是否撞伤、压印、缺陷或不平
13 弹簧是否缺失、断裂、生锈、压死或失效
14 模具定位是否缺失与配套
15 冲子有无缺失、断裂或磨损
16 凹模入子有无缺失或磨损
状态确认 □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □
2 导柱/导套是否松动、缺失、破损、
3 模具螺丝是否松动、缺失、滑牙、断裂
4 模具镶针、镶块是否松动、缺失、断裂、错位
5 滑块是否缺失、断裂、错位、变形、拉伤、卡死
保
6 滑块加注润滑油,并检查滑动是否灵活准确
7 导柱加注润滑油,模具开合是否灵活准确
养
8 顶针有无断裂、缺失、顶出是否灵活准确并加注润滑油
IS-006-D 模具日常保养记录表

Fawn-Newtec Limited
荣讯塑胶电子制品(深圳)有限公司
模具日常保养记录表 Tool Daily Maintenance Record
模具编号:Tool No.:
顶针 Eject Pin 日期 Date 时间 Time 机台号 Machine No 滑块 Slide 斜顶 Lifter 模面是否清理 排气位清洁 码模夹是否松动 Mold face Venting Clamp block cleaned up or Cleaned up or loose or not not not
模具状况(工程/注塑 /品质确认末件时标 注)Tool Status( Engineer/Molding/ Quality sample checking) 问题点描述 Problem description
确认结果:Checking result:
Checked by / Date 确认人/日期:
eet should be filed
号:EV-IS-FO-006-D
导柱是否润滑 Grease on Guide pin or not
运水是否良好 顺畅否 Cooling system Smooth or works well or not not
润滑否 Grease applied or not
后模 Core
记录人 Record Person
(此表每班必须每四小时保养模具一次,如果是高抛光模具,需要2小时保养模具一次,并在表格内以√或×表示是与否,每一份记录表填写后即交办公室予以存档) The tool should be maintained every 4 hrs for eah shift, if the tool is in high polishing ,the maintenance should be 1 time/ 2hrs ,and click the table with √ or× to check if this was done or not, every record sheet should be filed in the office after fill in finished. Form# 表单编号:EV-IS-FO-006-D
荣讯塑胶电子制品(深圳)有限公司
模具日常保养记录表 Tool Daily Maintenance Record
模具编号:Tool No.:
顶针 Eject Pin 日期 Date 时间 Time 机台号 Machine No 滑块 Slide 斜顶 Lifter 模面是否清理 排气位清洁 码模夹是否松动 Mold face Venting Clamp block cleaned up or Cleaned up or loose or not not not
模具状况(工程/注塑 /品质确认末件时标 注)Tool Status( Engineer/Molding/ Quality sample checking) 问题点描述 Problem description
确认结果:Checking result:
Checked by / Date 确认人/日期:
eet should be filed
号:EV-IS-FO-006-D
导柱是否润滑 Grease on Guide pin or not
运水是否良好 顺畅否 Cooling system Smooth or works well or not not
润滑否 Grease applied or not
后模 Core
记录人 Record Person
(此表每班必须每四小时保养模具一次,如果是高抛光模具,需要2小时保养模具一次,并在表格内以√或×表示是与否,每一份记录表填写后即交办公室予以存档) The tool should be maintained every 4 hrs for eah shift, if the tool is in high polishing ,the maintenance should be 1 time/ 2hrs ,and click the table with √ or× to check if this was done or not, every record sheet should be filed in the office after fill in finished. Form# 表单编号:EV-IS-FO-006-D
模具检查与保养记录表

模具检查与保养记录表
模具编号 模具名称 保养人员 确认主管检查保养项目保养方式检查与保养标准
1月份
2月份
3月份
4月份
5月份
6月份
7月份
8月份
9月份
10月份
11月份
12月份
模具表面和模 用抹布、模具清 手感清洁、无拉 腔内异物、锈 洗剂擦拭;清理 伤、撞伤、防锈 斑及灰尘 后喷涂防锈油 油喷涂到位 导柱、导套、 有咬伤、拉伤、 能顺利合模、滑 滑块机构 变形的修护 配良好 成型表面、刀口 成型表面无损 各型腔、型芯 有损伤,划痕视 伤,划痕,成型 表面及刀口 情况维修 零件无变形 弹簧等弹性零 更换新弹簧 件 顶杆、拉块 加热装置 弹簧无断裂和变 形
更换新顶杆、拉 顶杆无起刺、断 块点焊修补 裂、磨损 更换加热管或插 电器部件短线检 座 查 进行通水通气通 油密封测试 螺丝有无松动、 损坏 保养人员:
气、水、油接 更换相应零件 头及相应管路 紧固螺丝 更换同规格螺丝
生产模次:
备注:一级保养且达到标准的在对应项目的方框内打“√”,二级保养且达到标准的打“O”,模具已损坏的打“×”;
模具保养记录表
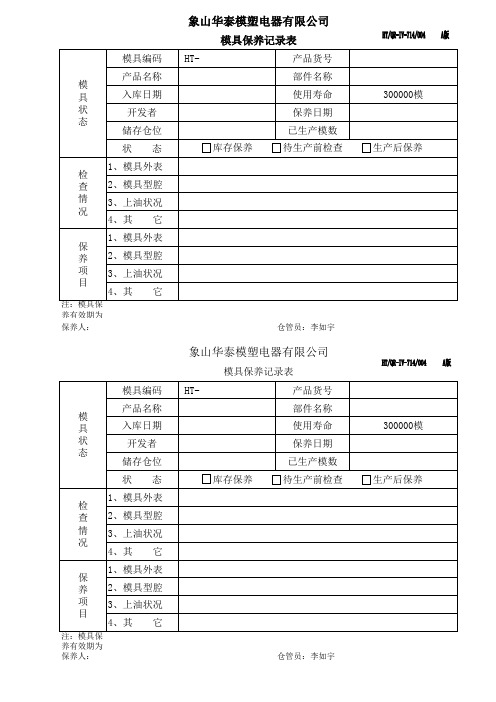
已生产模数
库存保养
待生产前检查
仓管员:李如宇
300000模 生产后保养
300000模 生产后保养
4、其 它
1、模具外表 保 养 2、模具型腔 项 3、上油状况 目
4、其 它
注:模具保 养有效期为 保养人:
象山华泰模塑电器有限公司
模具保养记录表
HT-
产品货号
部件名称
使用寿命
保养日期
已生产模数
库存保养
待泰模塑电器有限公司
模具保养记录表
HT-
产品货号
部件名称
使用寿命
保养日期
模具编码
产品名称 模
具
入库日期
状
开发者
态
储存仓位
状态
1、模具外表 检 查 2、模具型腔 情 3、上油状况 况
4、其 它
1、模具外表 保 养 2、模具型腔 项 3、上油状况 目
4、其 它
注:模具保 养有效期为 保养人:
模具编码
产品名称
模
具
入库日期
状
开发者
态
储存仓位
状态
1、模具外表 检 查 2、模具型腔 情 3、上油状况 况
工装模具保养记录表
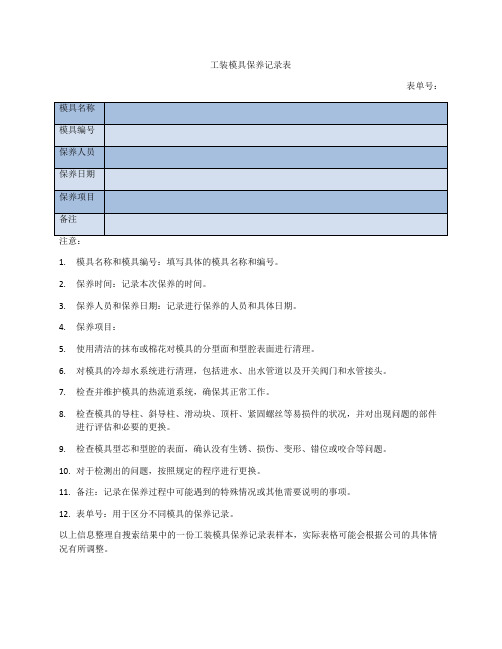
工装模具保养记录表
表单号:
1.模具名称和模具编号:填写具体的模具名称和编号。
2.保养时间:记录本次保养的时间。
3.保养人员和保养日期:记录进行保养的人员和具体日期。
4.保养项目:
5.使用清洁的抹布或棉花对模具的分型面和型腔表面进行清理。
6.对模具的冷却水系统进行清理,包括进水、出水管道以及开关阀门和水管接头。
7.检查并维护模具的热流道系统,确保其正常工作。
8.检查模具的导柱、斜导柱、滑动块、顶杆、紧固螺丝等易损件的状况,并对出现问题的部件
进行评估和必要的更换。
9.检查模具型芯和型腔的表面,确认没有生锈、损伤、变形、错位或咬合等问题。
10.对于检测出的问题,按照规定的程序进行更换。
11.备注:记录在保养过程中可能遇到的特殊情况或其他需要说明的事项。
12.表单号:用于区分不同模具的保养记录。
以上信息整理自搜索结果中的一份工装模具保养记录表样本,实际表格可能会根据公司的具体情况有所调整。
模具维护保养记录表

补齐更换并加以紧固
内六角扳手、 拔销器
更换零件时,所在位置不能改变
6
顶、卸料装置
弹顶销、气缸、压 料板等
损坏、漏气、弹簧失效等
更换零件,气缸修理
一字起、内六 角扳手等
气缸问题必须经过工装员安排
7
紧固零件、安全零 件
各类螺栓、安全插 销等
损坏、缺少
更换补齐
拔销器、内六 不能以短代长,拆卸下的螺栓、销钉等必须用容器盛放,防
万用表、螺丝 刀
测量时检查切断电源;嫁接重新链接后重行送电检查。
10
清擦
模具各部位
油污
用擦布清擦
擦布、模具清 洗剂
清擦的同对各零件进行检查
11
润滑
导柱、导套、导板 等
表面“拉伤”
使用油石、研磨膏去除
油石、研磨膏 对所有相对运动部份都需涂润滑脂
拔销器、内六
12
装配
所有卸下的零件 顺序、位置错误,漏装
XX汽车零部有限公司
制造部生产 车间
共1页 第 1页
模具维护保养作业指导书
类别 编号
成形工序类
序号
检查保养项目
检查保养内容
常见问题
解决办法
工具
注意事项
备注
1
模具吊运、开模和 翻转
模具主体
模具吊装水平不稳
重新穿插吊绳或吊环长度和位 吊 绳 、单 梁行 两钢丝绳等长,模具落地呈水平状态, 检查模具与地面接触 上下模做好锁
严格按照拆下时的顺序装配 角 扳 手 、 T 形 装配过程中要细心并小心零件之间的碰撞
扳手等
拔销器、内六
13
检查
整个模具
错漏装、螺栓未把紧等
模具维护保养记录一览表
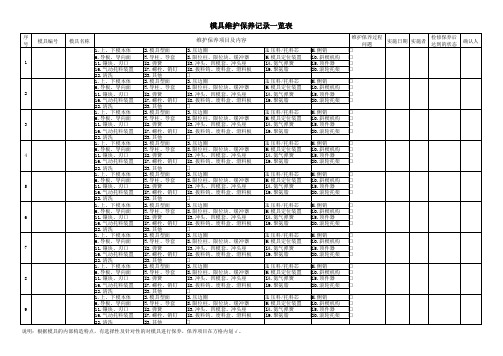
说明:根据模具的内部构造特点,有选择性及针对性的对模具进行保养,保养项目在方格内划√。
□4.压料/托料芯 □9.模具定位装置 □14.氮气弹簧 □19.聚氨脂
□5.侧销 □10.斜楔机构 □15.顶件器 □20.滚轮托架
维护保养过程 问题
□ □ □ □
实施日期 实施者
检修保养后 达到的状态
确认人
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器
□
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器
□
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器 □
□19.聚氨脂
□20.滚轮托架 □
□14.氮气弹簧
□15.顶件器 □
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器 □
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料ቤተ መጻሕፍቲ ባይዱ □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器 □
维护保养项目及内容
□3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模 具 检 查 与 保 养 记 录 表
模具编号 模具名称 保养人员
文件编号:QDJS004B
确认主管
检查保养项 目
保养方式
检查与保养标 准
1月份
2月份
3月份
4月份
5月份
6月份
7月份
8月
模具表面和 手感清洁、无 用抹布、模具清 模腔内异物 拉伤、撞伤、 洗剂擦拭;清理 、锈斑及灰 防锈油喷涂到 后喷涂防锈油 尘 位 导柱、导套 有咬伤、拉伤、 能顺利合模、 、滑块机构 变形的修护 滑配良好 各型腔、型 芯表面及刀 口 弹簧等弹性 零件 顶杆、拉块 加热装置 气、水、油 接头及相应 管路 紧固螺丝 成型表面、刀口 成型表面无损 有损伤,划痕视 伤,划痕,成 情况维修 型零件无变形 更换新弹簧 弹簧无断裂和 变形
更换新顶杆、拉 顶杆无起刺、 块点焊修补 断裂、磨损 更换加热管或插 电器部件短线 座 检查 更换相应零件 进行通水通气 通油密封测试 螺丝有无松动 、损坏 保养人员:
更换同规格螺丝
生产模次:
备注:一级保养且达到标准的在对应项目的方框内打“√”,二级保养且达到标准的打“O”,模具已损坏的打“×”;
模具编号 模具名称 保养人员
文件编号:QDJS004B
确认主管
检查保养项 目
保养方式
检查与保养标 准
1月份
2月份
3月份
4月份
5月份
6月份
7月份
8月
模具表面和 手感清洁、无 用抹布、模具清 模腔内异物 拉伤、撞伤、 洗剂擦拭;清理 、锈斑及灰 防锈油喷涂到 后喷涂防锈油 尘 位 导柱、导套 有咬伤、拉伤、 能顺利合模、 、滑块机构 变形的修护 滑配良好 各型腔、型 芯表面及刀 口 弹簧等弹性 零件 顶杆、拉块 加热装置 气、水、油 接头及相应 管路 紧固螺丝 成型表面、刀口 成型表面无损 有损伤,划痕视 伤,划痕,成 情况维修 型零件无变形 更换新弹簧 弹簧无断裂和 变形
更换新顶杆、拉 顶杆无起刺、 块点焊修补 断裂、磨损 更换加热管或插 电器部件短线 座 检查 更换相应零件 进行通水通气 通油密封测试 螺丝有无松动 、损坏 保养人员:
更换同规格螺丝
生产模次:
备注:一级保养且达到标准的在对应项目的方框内打“√”,二级保养且达到标准的打“O”,模具已损坏的打“×”;