特种设备焊工项目考试合格项目代号编制方法及其适用范围
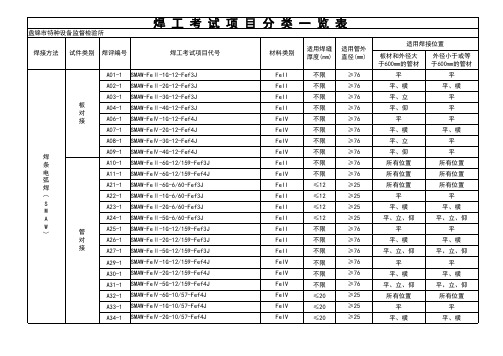
焊工考试项目分类一览表(-II+IV钢)
W )
管
A25-1 SMAW-FeⅡ-1G-12/159-Fef3J
对
A26-1 SMAW-FeⅡ-2G-12/159-Fef3J
接
A27-1 SMAW-FeⅡ-5G-12/159-Fef3J
A29-1 SMAW-FeⅣ-1G-12/159-Fef4J
A30-1 SMAW-FeⅣ-2G-12/159-Fef4J
适用焊接位置
板材和外径大 外径小于或等 于600mm的管材 于600mm的管材
平 平、横 平、立 平、仰
平 平、横 平、立 平、仰 所有位置 所有位置 所有位置
平 平、横 平、立、仰
平 平、横 平、立、仰
平 平、横 平、立、仰 所有位置
平 平、横
平 平、横
平 平 平 平、横 平 平 所有位置 所有位置 所有位置 平 平、横 平、立、仰 平 平、横 平、立、仰 平 平、横 平、立、仰 所有位置 平 平、横
C13-1 GTAW-FeⅣ-6FG-12/60-FefS-02/10/12
FeII FeIV FeIV FeIV
)
C15-1 GTAW-FeⅣ-5FG(K)-12/16-FefS-01/02/11/12
FeIV
C19-1 GTAW-FeⅡ-5FG-12/60-FefS-02/11/12
FeII
≤4 ≤4 不限 不限 不限 不限 不限 不限 ≤4 不限
≥25 ≥25 ≥25 ≥25 ≥25 ≥25 ≥25 ≥76 ≥76 ≥76 ≥76 ≥76 ≥16 ≥25 ≥16 ≥25 ≥25 ≥25 ≥25 ≥25 ≥25 ≥25 ≥16
适用焊接位置
板材和外径大 外径小于或等 于600mm的管材 于600mm的管材
特种设备焊工项目考试合格项目代号编制方法及其适用范围

特种设备焊工项目考试合格项目代号编制方法及其适用范围A9 焊工操作技能考试项目代号焊工操作技能考试项目代号,应按每个焊工、每种焊接方法分别表示。
A9.1 焊工操作技能考试项目表示方法A9.1.1 手工焊焊工操作技能考试项目表示方法A9.1.1.1 手工焊焊工操作技能考试项目表示为○1-○2-○3-○4/○5-○6 -○7,其含义如下:○1焊接方法代号,见表A-1,耐蚀堆焊加代号:(N及试件母材厚度);表A-1 焊接方法及其代号2表A-2 金属材料类别及示例○3试件位置代号,见表A-4,带衬垫加代号:(K);表A-4 试件类别、位置及代号续表○4焊缝金属厚度(对于板材角焊缝试件为试件厚度T);○5外径;○6填充金属类别代号,见表A-3;表A-3 填充金属类别、示例及适用范围○7焊接工艺要素代号,见表A-5。
表A-5 焊接工艺因素及代号A9.1.1.2 操作技能考试项目中不出现某项时,则不填。
A9.1.2 焊机操作工操作技能考试项目表示方法A9.1.2.1 焊机操作工操作技能考试项目表示为○1-○2-○3,其含义如下:○1焊接方法代号,见表A-1,耐蚀堆焊加代号:(N与试件母材厚度);○2试件位置代号,见表A-4,带衬垫加代号:(K);○3焊接工艺要素代号,见表A-5。
A9.1.2.2 操作技能考试项目中不出现某项时,则不填。
A9.2 项目代号应用举例(1)厚度为14mm的Q345R钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透。
项目代号为SMAW-FeⅡ-1G(K)-14-Fef3J;(2)壁厚为8mm、外径为60mm的Q245R钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,背面没有保护气体,填充金属为实芯焊丝,采用直流电源,反接施焊,焊缝金属厚度为3mm。
然后采用J427焊条手工焊填满坡口。
项目代号为GTAW-FeⅠ-5G-3/60- FefS-02/11/13和SMAW-FeⅠ-5G(K)-5/60- Fef3J;(3)板厚为10mm的Q345R钢板对接焊缝立焊试件无衬垫,采用半自动BO2气体保护焊,填充金属为药芯焊丝,背面无气体保护,采用喷射弧施焊,试件全焊透。
特种设备焊工项目考试合格项目代号编制方法及其适用范围

特种设备焊工项目考试合格项目代号编制方法及其适用围A9 焊工操作技能考试项目代号焊工操作技能考试项目代号,应按每个焊工、每种焊接方法分别表示。
A9.1 焊工操作技能考试项目表示方法A9.1.1 手工焊焊工操作技能考试项目表示方法A9.1.1.1 手工焊焊工操作技能考试项目表示为○1-○2-○3-○4/○5-○6 -○7,其含义如下:○1焊接方法代号,见表A-1,耐蚀堆焊加代号:(N及试件母材厚度);表A-1 焊接方法及其代号2表A-2 金属材料类别及示例○3试件位置代号,见表A-4,带衬垫加代号:(K);表A-4 试件类别、位置及代号续表○4焊缝金属厚度(对于板材角焊缝试件为试件厚度T);○5外径;○6填充金属类别代号,见表A-3;表A-3 填充金属类别、示例及适用围○7焊接工艺要素代号,见表A-5。
表A-5 焊接工艺因素及代号A9.1.1.2 操作技能考试项目中不出现某项时,则不填。
A9.1.2 焊机操作工操作技能考试项目表示方法A9.1.2.1 焊机操作工操作技能考试项目表示为○1-○2-○3,其含义如下:○1焊接方法代号,见表A-1,耐蚀堆焊加代号:(N与试件母材厚度);○2试件位置代号,见表A-4,带衬垫加代号:(K);○3焊接工艺要素代号,见表A-5。
A9.1.2.2 操作技能考试项目中不出现某项时,则不填。
A9.2 项目代号应用举例(1)厚度为14mm的Q345R钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透。
项目代号为SMAW-FeⅡ-1G(K)-14-Fef3J;(2)壁厚为8mm、外径为60mm的Q245R钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,背面没有保护气体,填充金属为实芯焊丝,采用直流电源,反接施焊,焊缝金属厚度为3mm。
然后采用J427焊条手工焊填满坡口。
项目代号为GTAW-FeⅠ-5G-3/60- FefS-02/11/13和SMAW-FeⅠ-5G(K)-5/60- Fef3J;(3)板厚为10mm的Q345R钢板对接焊缝立焊试件无衬垫,采用半自动BO2气体保护焊,填充金属为药芯焊丝,背面无气体保护,采用喷射弧施焊,试件全焊透。
焊工证资格项目释义

特种设备焊接作业人员证书资格项目释义一、证书编号方法(共12位)
3.地区代码
由三位字母表示,含义是指首次发证部门所在地区的地区代码。
4.顺序号
由五位数字表示。
如果超过99999,则用字母与数字混合表示。
如顺序号为100020,则表示为A0020;顺序号为110020,则表示为B0020;依次类推。
二、资格项目表示方法及适用范围
表2常用钢号分类代号及适用范围
表3焊接位置及适用范围
表5 手工焊对接焊缝试件适用于金属厚度范围(mm)
表6管材对接焊缝试件适用于对接焊缝焊件外径范围(mm)
表7焊条药皮代号及适用范围。
焊工考试方法与项目代
焊工考试方法与项目代集团标准化工作小组 [Q8QX9QT-X8QQB8Q8-NQ8QJ8-M8QMN]焊工考试方法与项目代号(2011新细则)为了便于使特种设备检验人员,能够尽快掌握理解新《考核细则》的焊接方法的编制及内容。
我根据《考核细则》的宣贯会的要求,及标准释义解释,对焊接方法及编制进行了细化分解,便于理解和认识。
解释如下;一、焊工考试方法分类1、焊条电弧焊:SMAW;2、钨极气体保护焊:GTAW;3、气焊:OFW;4、埋弧焊:SAW;5、熔化极气体保护焊:GMAW(实芯焊丝);6、熔化极气体保护焊:CFAW(药芯焊丝);7、电渣焊:ESW8、等离子焊:PAW9、气电立焊:EGW10、摩擦焊:FRW11、螺柱电弧焊:SW二、试件钢号及代号1、FeⅠ类(碳素钢):Q235、20#、20g、20R、L210、S205、HP265等。
2、FeⅡ类(低合金钢):16MnR、12Cr1MoV、20MnMoD、S240、L245、HP295等。
3、FeⅢ类(马氏体、铁素体不锈钢):1Cr5Mo、0Cr13、1Cr17、1Cr9Mo等。
4、FeⅣ类(奥氏体、双相不锈钢):5、铜与铜合金:CuⅠ~ CuⅤ6、镍与镍合金:NiⅠ~NiⅤ7、铝与铝合金:AI~AIⅤ8、钛与钛合金:TiⅠ~TiⅡ0Cr18Ni9Ti、0Cr19Ni13Mo3、0Cr25Ni20、1Cr23Ni18等。
三、试件形式、位置及代号1、板状试件位置及代号:1G(平焊);2G(横焊);3G(立焊);4G(仰焊)。
2、管状试件位置及代号:1G(水平转动);2G(垂直固定);5G(水平固定);6G(45°向上焊)。
3、管板角接头试件位置及代号:2FRG(水平转动);2FG(垂直固定平焊);4FG(垂直固定仰焊);5FG(水平固定);6FG(45°向上焊)。
四、焊条类型、代号及应用范围1、Fe f1:钛钙型包括E4303、E5003、E5503-B1等。
核电焊工资格的编制方法及适用范围HAF603及国核安发28号

(3)焊工采用Ⅵ(注:可能是Ⅴ)~Ⅸ类材料的考试不能 由其它类别材料互相代替。 (4)对于异种材料的焊接,焊工若采用母材中的两类材料 均包括在表2中第Ⅰ—Ⅳ类别内,并且对两者中较高类别的材 料已考试合格,则可免考;若采用两类材料中有第Ⅵ类,且已 对两类母材分别考试合格,则可免考,但焊接材料采用镍基合 金材料时,仍须考试。
焊接方法 试件形式 焊缝形式 母材类别 焊接材料
焊缝金属厚度和管材外径 焊接位置 焊接要素 项目代号示例 焊工项目考试的分类 焊工资格的有效期及其维护
焊接方法
民用核安全设备制造、安装和维修中常用的焊接方 法的分类和代号见表1,表1中的各类焊接方法之间 不能互相代替。
组合焊接方法的代号可用每种焊接方法的代号并列 表示。例如:手工钨极氩弧焊打底,其余层采用焊 条电弧焊的组合方法表示为“HWS/HD”。
HAF603附件1第 1.3.2条 HAF603附件1第 1.3.4条 为清楚表达,加入 了T-T代号
28号文 6.2 焊接操作工试件形式代号
代号 含义 板-板接头 适用范围 P接头、T接头 P-T接管焊接 P-T接管焊接; T-T接管焊接 HAF603附件1第 1.6.2条 备注
P
T P-T T-T
以上四条内容列表示意
(5)焊接操作工采用某类别任一钢号经焊接操作技能考试 合格后,适用其他类别钢号。例:HM P GW PA bs ml 05
28号文规定焊接操作工项目代号不列母材分类代号,(采用任一钢 号经焊接操作技能考试合格后)考试结果使用所有母材(IX类母材除外)。
焊工证资格项目释义
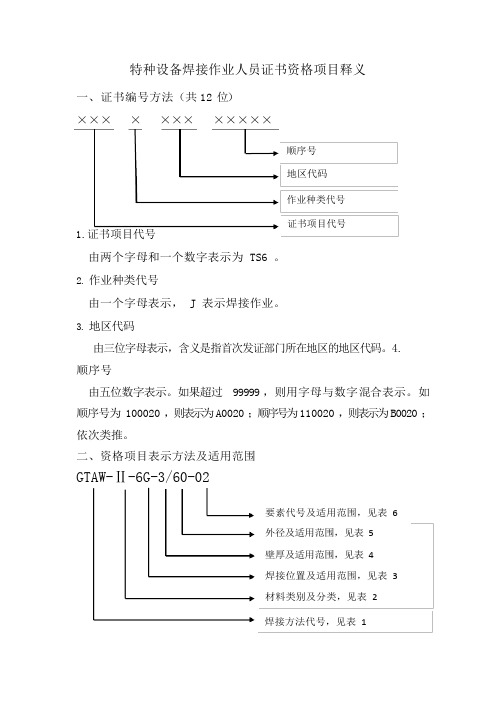
特种设备焊接作业人员证书资格项目释义一、证书编号方法(共 12 位) ××××××××××××由两个字母和一个数字表示为 TS6 。
2. 作业种类代号由一个字母表示, J 表示焊接作业。
3. 地区代码由三位字母表示,含义是指首次发证部门所在地区的地区代码。
4.顺序号由五位数字表示。
如果超过 99999 ,则用字母与数字混合表示。
如 顺序号为 100020 ,则表示为 A0020 ;顺序号为 110020 ,则表示为 B0020 ; 依次类推。
二、资格项目表示方法及适用范围GTAW-Ⅱ-6G-3/60-02要素代号及适用范围,见表 6 外径及适用范围,见表 5 壁厚及适用范围,见表 4 焊接位置及适用范围,见表 3 材料类别及分类,见表 2焊接方法代号,见表 1顺序号地区代码 作业种类代号证书项目代号1.证书项目代号焊接方法代号备注手工电弧焊SMAW改变焊接方法钨极气体保护焊GTAW要重新考试熔化极气体保护焊(二氧化碳)GMAW型式代号位置简图适用范围板材对接1G平焊1G平焊SMAW-Ⅲ-5G(K)-7/168-F3J焊条药皮代号及适用范围,见表7K 表示带垫板,考试带(K)的不能直接打底焊,应采用氩弧打底或加垫板表 1 本工程常用焊接方法代号表 2 常用钢号分类代号及适用范围代号本工程典型钢号适用范围Ⅰ20,Q235B,A106B, A671CC60,A672C60 碳钢ⅠⅡP1,P11,P22,Q345B, 低合金钢Ⅰ、ⅡⅢP91 马氏体耐热钢Ⅰ、Ⅱ、ⅢⅣTP304H,TP321,TP316,TP347 奥氏体不锈钢Ⅳ表 3 焊接位置及适用范围表 5 手工焊对接焊缝试件适用于金属厚度范围( mm )适用于对接适用于角焊缝试件母材焊缝形式焊件金属厚度金属厚度 厚度 T最小值最大值 厚度范围 ﹤12不限2t厚度不限对接焊缝≥12不限不限厚度不限板材对接 2G 横焊2G 、3G 平焊、横焊板材对接 3G 立焊1G 、3G 平焊、立焊板材对接 4G 仰焊1G 、4G 平焊、仰焊管材对接 1G水平转动 (平焊) 1G 平焊管材对接 2G垂直固定 (横焊) 1G 、2G 平焊、横焊管材对接 5G水平固定 (平立仰) 1G 、5G平焊、立焊、仰焊管材对接 6G45°固定 (全位置)任何位置适用于管材焊件外径范围注:管材考试合格的可以焊接板材, 但应在相应的位置和壁厚范围内表 6 管材对接焊缝试件适用于对接焊缝焊件外径范围( mm )管材焊缝外径 D最小值最大值 ﹤25D 不限 25≤D﹤7625 不限 ≥7676 不限 板材试件600不限表 7 焊条药皮代号及适用范围焊条类别 代号 本工程典型焊条牌号适用范围钛钙型 F1 J422、J502F1钛型、钛钙型 F3 低氢型、碱性 F3JF4 -J427、J507、R307、R407、E8016-B2、E9015-B9A002、A102、A132、A022、 A302、A402F1、F3F1、F3、F3J钛型、钛钙型F4 碱性F4JA107、A137、A307、A407F4F 、4J。
焊工项目考试合格项目代号编制方法及其适用范围

识考试和操作技能考试的简称。除普通焊工项目考试外,焊工项目
考试还包括焊工专项考试和专用焊工项目考试。
z 焊工专项考试
以下三类有特殊要求的焊工项目考试称为焊工专项考试:
(1)X 类专项考试-HAF603 附件 1 表 1 中未列的特殊焊接方法
以及 HAF603 附件 1 表 2 所列Ⅸ类母材的特种金属焊接活动为 X 类专
备注
将带极堆焊(埋弧和电渣堆焊)分成 带极埋弧堆焊和电渣堆焊
— 64 —
六、试件形式代号 6.1 焊工试件形式代号
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表 A-1 焊接方法及其代号
表 A-2 金属材料类别及示例
A9.1.1.1
手工焊焊工操作技能考试项目表示为
○- ○- ○- ○/ ○- ○-
特种设备焊工项目考试合格项目代号编制方法及其适用范围
A9 焊工操作技能考试项目代号
焊工操作技能考试项目代号,应按每个焊工、每种焊接方法分别表示。
A9.1 焊工操作技能考试项目表示方法
A9.1.1 手工焊焊工操作技能考试项目表示方法 1
2 3 4 5 6
○
7 ,其含义如下: ○1 焊接方法代号,见表 A-1,耐蚀堆焊加代号:(
N 及试件母材厚度);
表 A-4 试件类别、位置及代号
续表
低合金钢 Fe Ⅱ
HP295 L245 Q345R 15MoG 09MnD HP325 L290 16Mn 20MoG 09MnNiD HP345 L320 Q370R 12CrMo 09MnNiDR HP365 L360 15MnV 12CrMoG 16MnD Q295 L415 20MnMo 15CrMo 16MnDR Q345 L450 10MoWVNb 15CrMoR 16MnDG Q390 L485 13MnNiMoR 15CrMoG 15MnNiDR
L555 20MnMoNb 14Cr1Mo 15MnNiNbDR S240 07MnCrMoVR 14Cr1MoR 20MnMoD S290 12MnNiVR 12Cr1MoV
S315 20MnG 12Cr1MoVG 07MnNiMoVDR S360 10MnDG 12Cr2Mo 08MnNiCrMoVD S385 12Cr2Mo1 10Ni3MoVD S415 12Cr2Mo1R 06Ni3MoDG S450 12Cr2MoG ZG230-450 S480 12CrMoWVTiB ZG20CrMo
12Cr3MoVSiTiB ZG15Cr1Mo1V
ZG12Cr2Mo1G
○3 试件位置代号,见表 A-4,带衬垫加代号:( K );
试件类别 试件位置 代号
○4焊缝金属厚度(对于板材角焊缝试件为试件厚度T);○5外径;
○6填充金属类别代号,见表A-3;
表A-3填充金属类别、示例及适用范围
表A-5焊接工艺因素及代号○7焊接工艺要素代号,见表A -5。
.2操作技能考试项目中不出现某项时,则不填。
A9.1.2焊机操作工操作技能考试项目表示方法
123
A9.1.2.1焊机操作工操作技能考试项目表示为○-○-○,其含义如下:
○1焊接方法代号,见表A-1,耐蚀堆焊加代号:(N与试件母材厚度);
○2试件位置代号,见表A-4,带衬垫加代号:(K);
○3焊接工艺要素代号,见表A-5。
A9.1.2.2操作技能考试项目中不出现某项时,则不填。
A9.2项目代号应用举例
(1)厚度为14mm的Q345R钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透。
项目代号为SMAW-FeⅡ-1G(K)-14-Fef3J;
(2)壁厚为8mm、外径为60mm的Q245R钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,背面没有保护气体,填充金属为实芯焊丝,采用直流电源,反接施焊,焊缝金属厚度为3mm。
然后采用J427焊条手工焊填满坡口。
项目代号为GTAW-FeⅠ-5G-3/60-FefS-02/11/13和SMAW-FeⅠ-5G(K)-5/60-Fef3J;
(3)板厚为10mm的Q345R钢板对接焊缝立焊试件无衬垫,采用半自动
BO2气体保护焊,填充金属为药芯焊丝,背面无气体保护,采用喷射弧施焊,试件全焊透。
项目代号为FBAW-FeⅡ-3G-10-FefS-11/15;
(4)管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,脉冲弧施焊,在自动跟踪条件下进行多道焊,试件全焊透,项目代号为GMAW-5G-06/09;
(5)壁厚为10mm、外径为86mm的16Mn钢制管材垂直固定试件,使用
A312焊条沿圆周方向手工堆焊,项目代号为SMAW(N10)-FeⅡ-2G-86-
Fef4;
(6)管板角接头无衬垫水平固定试件,管材壁厚为3mm,外径为25mm,材质为20号钢,板材厚度为8mm,材质为Q345R,手工钨极氩弧焊打底不加填充焊丝,采用直流电源反接,背面无气体保护,焊缝金属厚度为2mm。
然后采用自动钨极氩弧焊药芯焊丝多道焊,填满坡口,焊机无稳压系统,无自动跟踪系统,目视观察、控制。
项目代号为GTAW-FeⅠ/FeⅡ-5FG-2/25-01/11/13和GTAW-5FG(K)-05/07/09/19;
(7)S290钢管外径为320mm,壁厚为12mm,水平固定位置,使用EXX10
焊条手工向下焊打底,背面没有衬垫,焊缝金属厚度为4mm。
然后采用药芯焊丝自动向上焊,无自动跟踪系统,进行多道多层焊填满坡口。
项目代号为SMAW-FeⅡ-5GX-4/320-Fef2和FCAW-5G(K)-07/09;
(8)板厚为16mm的06Cr19Ni10钢板,采用埋弧自动焊平焊,背面加焊剂垫,焊机无自动跟踪系统,焊丝为H08Cr21Ni10Ti,焊剂为HJ260,单面施焊二层,填满坡口,项目代号为SAW-1G(K)-07/09;
(9)厚度12mm的1060铝板对接焊缝平焊试件,采用半自动熔化极气体保护焊、焊丝用AlfS3焊丝,采用直流反接,熔滴弧施焊,单面多道焊全焊透,背面有保护气体。
项目代号为GMAW-A1Ⅰ-1G-12-AlfS3-10/15;
(10)板厚为10mm的Q345R钢板角焊缝试件,立焊。
采用半自动BO2气体保护焊,背面无保护气体,填充金属为药芯焊丝,喷射弧过渡,完成试件的焊接。
项目代号为FCAW-FeⅡ-3F-10-FefS-11/15。