螺柱焊接
螺柱焊接 分类(二)

螺柱焊接分类(二)
螺柱焊接分类
1. 焊接方式分类
•MIG焊接:通过电弧将电极熔化填充材料,同时使用氩气保护焊接区域。
•TIG焊接:使用钨极产生的高温电弧,通过手动添加填充材料完成焊接过程。
•电弧焊接:使用电极产生电弧,将工件连接在一起。
2. 焊接材料分类
•钢螺母焊接:适用于焊接钢螺母。
•铜螺塞焊接:适用于焊接铜螺塞。
•不锈钢螺柱焊接:适用于焊接不锈钢螺柱。
3. 焊接位置分类
•平焊接:将螺柱垂直于工件平面,进行焊接。
•竖直焊接:将螺柱水平放置,进行焊接。
•横焊接:将螺柱垂直于工件纵轴,进行焊接。
4. 焊接设备分类
•手持式焊接设备:通过手持焊枪进行螺柱焊接。
•机器人焊接设备:通过预设程序,由机器人进行螺柱焊接。
5. 焊接标准分类
•国际标准:根据国际组织制定的螺柱焊接标准。
•行业标准:根据具体行业需求制定的螺柱焊接标准。
•企业标准:根据企业内部要求制定的螺柱焊接标准。
以上是螺柱焊接的常见分类,根据不同的因素,可以将螺柱焊接
分为不同的类别。
了解不同分类可以帮助选择适当的焊接方法和设备,确保焊接质量和效率。
焊接螺柱标准
焊接螺柱标准焊接螺柱是一种常见的连接件,广泛应用于机械设备、建筑结构和汽车制造等领域。
为了确保焊接螺柱的质量和可靠性,制定了一系列的标准和规范,以指导焊接螺柱的选择、设计、加工和检测。
本文将介绍焊接螺柱的标准要求,以及在实际应用中需要注意的问题。
首先,焊接螺柱的选择应符合相关标准和规范的要求。
在选择焊接螺柱时,应根据实际工程需求和使用环境来确定螺柱的材质、规格和表面处理方式。
同时,还需要考虑焊接螺柱的强度等级、螺纹类型和螺纹长度等参数,以确保焊接螺柱能够满足工程设计的要求。
其次,焊接螺柱的设计和加工必须符合相关标准的要求。
在焊接螺柱的设计过程中,需要考虑螺柱的受力情况、焊接方式、焊接工艺和焊接材料等因素,以确保焊接螺柱在使用过程中不会出现断裂、松动或者变形等问题。
在焊接螺柱的加工过程中,需要严格控制螺纹的加工质量、表面的光洁度和螺纹的配合度,以确保焊接螺柱与其他零部件能够良好地配合和连接。
另外,焊接螺柱的检测和质量控制也是非常重要的。
在焊接螺柱加工完成后,需要进行严格的检测和质量控制,以确保焊接螺柱的质量符合相关标准的要求。
常见的检测方法包括外观检查、尺寸测量、力学性能测试和腐蚀性能测试等,通过这些检测手段可以及时发现焊接螺柱存在的问题,并采取相应的措施进行修复和改进。
最后,需要注意的是焊接螺柱在使用过程中的维护和保养。
为了延长焊接螺柱的使用寿命,需要定期对焊接螺柱进行检查和保养,及时发现并处理焊接螺柱的问题,以确保焊接螺柱能够长期稳定地工作。
综上所述,焊接螺柱的标准和规范对于确保焊接螺柱的质量和可靠性起着至关重要的作用。
只有严格遵守相关标准和规范的要求,才能够保证焊接螺柱在实际应用中能够发挥出最佳的效果,从而确保工程设备和结构的安全和稳定运行。
螺柱焊接符号

螺柱焊接符号1. 简介螺柱焊接符号是一种用于表示焊接连接的图形符号,常用于工程图纸上。
它通过特定的图形和标记来表示螺柱的位置、尺寸和焊接要求,以便指导焊工进行正确的焊接操作。
2. 符号构成螺柱焊接符号由以下几个要素构成:2.1 螺柱位置标记螺柱位置标记通常使用字母来表示,如”A”、“B”、“C”等。
这些标记用于确定螺柱在工程图纸上的具体位置。
2.2 螺柱尺寸标记螺柱尺寸标记用于表示螺柱的直径或大小。
常见的表示方式包括直径符号”ø”和尺寸数字。
例如,一个直径为10mm的螺柱可以表示为”ø10”。
2.3 焊缝符号焊缝符号用于表示需要进行焊接操作的部位。
它通常由一条直线或曲线以及与之相连的箭头组成。
箭头指向需要进行焊接操作的部位,并决定了焊缝在工件上的具体位置。
2.4 焊缝类型标记焊缝类型标记用于表示焊缝的具体类型,如对接焊缝、角焊缝、边焊缝等。
常见的表示方式包括符号和文字,例如”V”表示对接焊缝,“F”表示角焊缝。
2.5 焊接要求标记焊接要求标记用于表示焊接过程中需要注意的要求和规范。
它通常以文字的形式出现在螺柱符号附近,指导焊工进行正确的焊接操作。
3. 使用方法使用螺柱焊接符号时,需要按照以下步骤进行操作:3.1 确定螺柱位置根据设计要求和实际情况,在工程图纸上确定螺柱的位置,并使用相应的位置标记进行标注。
3.2 标注螺柱尺寸根据设计要求和实际情况,确定螺柱的直径或大小,并使用相应的尺寸标记进行标注。
3.3 绘制焊缝符号根据设计要求和实际情况,在螺柱位置附近绘制相应的焊缝符号。
箭头指向需要进行焊接操作的部位,并确定了焊缝在工件上的具体位置。
3.4 标注焊缝类型根据设计要求和实际情况,确定焊缝的类型,并使用相应的类型标记进行标注。
3.5 标注焊接要求根据设计要求和实际情况,在螺柱符号附近使用文字标注焊接要求。
这些要求包括焊接方法、焊接材料、焊接电流等,以指导焊工进行正确的焊接操作。
焊接螺柱国标

焊接螺柱国标
焊接螺柱国标指的是在焊接过程中使用的螺柱的标准规范,主要包括焊接螺柱的形状、尺寸、材质、强度等方面的要求。
以下是中国国家标准(GB/T)中关于焊接螺柱的一些常见标准:
1. GB/T 3098.1-2010 螺纹钢筋
该标准规定了在钢筋中用于焊接的螺纹钢筋的形状尺寸、技术要求和检验方法。
2. GB/T 3098.2-2010 螺栓连接受力的螺纹钢筋
该标准规定了用于焊接的螺纹钢筋作为螺纹连接受力的螺栓时的形状尺寸、技术要求和检验方法。
3. GB/T 3098.2-2017 螺栓连接受力的螺纹钢筋
该标准是对上述GB/T 3098.2-2010版本的修订,更新了一些
技术要求和检验方法。
4. GB/T 3098.3-2010 螺纹钢筋焊接螺栓连接的作用力传递性能试验方法
该标准规定了对焊接螺栓连接的作用力传递性能进行试验的方法。
这些标准对焊接螺柱的规范和使用提供了参考和依据,以确保焊接螺柱的质量和安全性能。
植焊螺柱焊接脱焊原因

植焊螺柱焊接脱焊原因植焊螺柱焊接脱焊是指在焊接过程中,螺柱的焊接部分发生脱离的现象。
脱焊会导致焊接结构的强度降低,从而影响整体的使用安全性。
那么,植焊螺柱焊接脱焊的原因是什么呢?植焊螺柱焊接脱焊的原因之一是焊接材料的选择不当。
焊接材料应根据实际需要选择合适的材料,以确保焊接接头的强度和稳定性。
如果选择的焊接材料与螺柱材料相兼容性差,会导致焊接结构的脱焊现象。
焊接过程中的温度控制不当也是植焊螺柱焊接脱焊的原因之一。
焊接过程中,温度的控制是非常重要的,过高或过低的温度都会导致焊接结构的脱焊。
过高的焊接温度会使焊接接头过热,从而使焊接结构的强度降低;而过低的焊接温度则会导致焊接接头的结构不牢固,易于脱离。
焊接过程中的焊接技术也是植焊螺柱焊接脱焊的原因之一。
焊接技术的掌握程度直接影响着焊接接头的质量和稳定性。
如果焊接技术不熟练或操作不当,会导致焊接接头的质量不达标,从而引发脱焊现象。
焊接环境的选择与控制也是影响植焊螺柱焊接脱焊的重要因素之一。
焊接环境的湿度、温度、气体含量等都会对焊接接头的质量产生影响。
如果焊接环境湿度过高或气体含量不合适,会引起气泡的产生,从而影响焊接接头的质量。
而过高或过低的温度也会导致焊接接头的质量下降。
植焊螺柱焊接脱焊还与焊接工艺和设备有关。
焊接工艺的选择和设备的使用直接关系到焊接接头的质量和稳定性。
如果选择的焊接工艺不合适或设备使用不当,都会导致焊接接头的质量下降,从而引发脱焊现象。
植焊螺柱焊接脱焊的原因包括焊接材料的选择不当、焊接温度控制不当、焊接技术不熟练、焊接环境选择与控制不当以及焊接工艺和设备的使用不当等。
为了避免植焊螺柱焊接脱焊的发生,需要在焊接过程中加强材料选择的合理性、严格控制焊接温度、加强焊接技术的培训与实践、提高焊接环境的质量和合理选择焊接工艺及设备。
只有这样,才能确保植焊螺柱的焊接质量和稳定性,从而保证焊接结构的使用安全性。
螺柱焊接工艺

螺柱焊接工艺哎呀,说起螺柱焊接工艺,这可真是个技术活儿,不是随便哪个人都能上手的。
我有个朋友,老张,他可是个焊接高手,专门搞这个的。
每次去他那儿,都能看到他在那儿忙活,火花四溅,那场面,真是壮观。
记得有一次,我去老张的工作室找他,他正在那儿焊接一个巨大的金属框架。
他告诉我,这玩意儿是给一个建筑工地用的,得用到螺柱焊接工艺。
我看着他手里拿着那个焊枪,就像是拿着一支画笔,在那金属板上“画画”。
他一边焊,一边跟我聊,说这螺柱焊接啊,可讲究了。
他说,首先得选对材料,不同的材料焊接起来难度不一样,有的容易焊,有的就难了。
然后是焊接前的准备,得把金属表面清理干净,不能有油污、锈迹什么的,不然焊出来的效果就差了。
老张还特别强调了焊接参数的重要性,比如电流、电压、焊接速度,这些都要控制得恰到好处,不然焊出来的螺柱要么太脆弱,要么就焊不牢。
我看着他操作,那手法真是熟练。
他告诉我,焊接的时候,手要稳,眼睛要准,心要静。
他一边说,一边演示给我看,那焊枪就像是他手臂的延伸,精准地在金属板上移动,火花飞溅,但就是不伤到他。
我问他,这手艺是怎么练出来的,他笑着说,这得靠时间和耐心,还有对焊接的热爱。
焊接完成后,老张还特意让我看了看那些焊点,真是漂亮,焊点均匀,没有多余的焊渣,也没有气孔。
他告诉我,这螺柱焊接工艺,别看简单,其实里面学问大着呢。
焊接的好坏,直接影响到整个结构的稳定性和安全性。
临走的时候,老张还送了我一个小玩意儿,是他用螺柱焊接工艺做的一个小金属模型。
我拿在手里,那质感,那精细度,真是让人爱不释手。
我问他,这手艺能不能教教我,他哈哈大笑,说这可不是一朝一夕能学会的,得慢慢来。
回家的路上,我还在想,这螺柱焊接工艺,看似简单,实则深奥。
就像老张说的,这手艺,得靠时间和耐心,还有对焊接的热爱。
下次有机会,我还得去老张那儿,好好学学这门手艺。
螺柱焊STUB WELDING
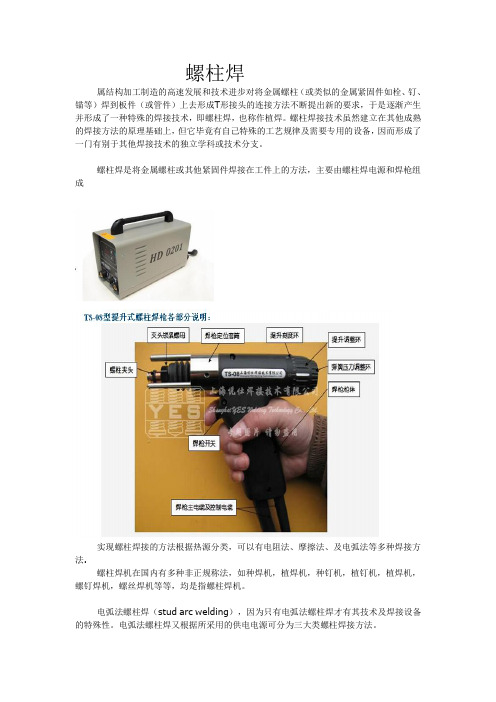
螺柱焊属结构加工制造的高速发展和技术进步对将金属螺柱(或类似的金属紧固件如栓、钉、锚等)焊到板件(或管件)上去形成T形接头的连接方法不断提出新的要求,于是逐渐产生并形成了一种特殊的焊接技术,即螺柱焊,也称作植焊。
螺柱焊接技术虽然建立在其他成熟的焊接方法的原理基础上,但它毕竟有自己特殊的工艺规律及需要专用的设备,因而形成了一门有别于其他焊接技术的独立学科或技术分支。
螺柱焊是将金属螺柱或其他紧固件焊接在工件上的方法,主要由螺柱焊电源和焊枪组成实现螺柱焊接的方法根据热源分类,可以有电阻法、摩擦法、及电弧法等多种焊接方法.螺柱焊机在国内有多种非正规称法,如种焊机,植焊机,种钉机,植钉机,植焊机,螺钉焊机,螺丝焊机等等,均是指螺柱焊机。
电弧法螺柱焊(stud arc welding),因为只有电弧法螺柱焊才有其技术及焊接设备的特殊性。
电弧法螺柱焊又根据所采用的供电电源可分为三大类螺柱焊接方法。
第一种是稳定的电弧法螺柱焊。
螺柱端部与工件之间,产生稳定的电弧过程,电弧作为热源在工件上形成熔池,同时在螺柱端部形成熔化层及塑性区,螺柱被夹持在焊枪中,靠焊枪中的弹簧压力或其他机械压力作用将螺柱压入熔池,并且将部分或全部熔化金属挤出熔池进入陶瓷环成形槽中,从而形成再结晶的塑性连接或再结晶和重结晶的混合连接接头。
这种螺柱焊的电源一般是具有下降伏安特性的弧焊整流器(可控及不可控整流器)、焊接逆变器或直流弧焊发电机。
如同焊条电弧焊一样,电弧放电是稳定而持续的电弧过程。
稳定的电弧法螺柱焊也称作电弧螺柱焊(arc stud welding)。
第二种是不稳定电弧法螺柱焊。
与前者的不同之处在于电弧的供电电源是电容器组。
电容器在螺柱端部与工件之间放电,实现螺柱焊接。
因为电容放电是不稳定的电弧过程,即电弧电压与焊接电源是瞬间变化着的,过程是不可控的。
这种不稳定的电弧法螺柱焊一般称作电容储能螺柱焊或电容放电螺柱焊(capacitance discharge stud welding)。
螺柱焊接工艺流程
螺柱焊接工艺流程
螺柱焊接工艺流程如下:
1. 准备工作:选择适合的螺柱和工件,螺柱应与工件匹配并符合设计要求。
清洁工件和螺柱,在焊接前应清除工件表面的氧化物、污垢和油脂,螺柱也应保持清洁。
2. 设备调试:根据工件的材质、厚度和焊接要求,调整焊接设备的电流、压力和时间等参数。
3. 定位和夹持:将螺柱放置在平整的基体板材工件上,利用焊机焊枪前端的螺柱夹持器进行夹持固定,调整焊枪支撑脚伸出的长度,以选择合适的预压缩量进行预压。
4. 垂直调整:使金属螺柱垂直下压在待焊位置,保持枪体、螺柱垂直于另一待焊工件,保证垂直度90°。
5. 启动焊枪:导通工作电流,焊枪内部的电磁体通电吸引铁芯向上运动使螺柱提升,在螺柱焊接端面与待焊工件之间引燃焊接电弧,使螺柱端面和工件待焊位置熔化。
6. 焊接过程:当达到预设焊接时间时,焊枪内部的电磁铁断电释放磁力时,压缩弹簧加压使螺柱快速射入到熔池,部分液态金属被挤出熔池,从而填充到金属螺柱与配套陶瓷环之间的有效间隙,形成焊接环形凸台。
7. 焊后处理:检查焊接质量,对不合格的焊缝进行修复。
以上是螺柱焊接工艺流程的简要介绍,如需了解更多信息,建议咨询专业技术人员或查阅相关技术手册。