三菱镭射钻机培训教材
xiang-laser钻孔培训教材

三菱激光钻孔简介
3.1、CO2的成孔原理
利用红外线的热能,当温度升高或能量增加到一定程度后,如有机物的熔点、燃点或沸 点时,则有机物分子的相互作用力或束缚力将大为减小到使有机物分子相互脱离成自由态或 游离态,由于激光的不断提供能量,而使有机分子逸出或者与空气中的氧气燃烧而成为二氧 化碳或水气体而散离去,由于激光是以一定直径的红外光束来加工的,因而形成微小孔。
(620*560) *23*25英寸
一秒50米
发振器
激光种类 输出功率
CO2激光 200w
额定脉冲频 10-10000HZ 率
4
三菱激光钻孔简介
2、加工能力对比
1.3
1.3
ML605GTWⅠ
ML605GTWⅡ
5
ML605GTWⅢ
三菱激光钻孔简介
3、质量与成本绩效
①采用了分光方式最大限度地控制热量影响,提高了加 质量与稳定性 ②比前期机器扫描面积(50*50um)放大2陪(70*70um) 广角Fθ聚光镜。降低加工区域的移动次数。缩短了加工 时间。 ③新型激光发振器(520W)更可将激光气体的消耗量多 削减50%。超高速电镜配上200W功率,提高了加工速度。
• DLD表面处理方法
20
Laser 激光盲孔缺陷分析
盲孔缺陷分析 ---缺陷类型 ---产生原因和影响 ---解决方法
21
Laser 盲孔缺陷分析 Laser 盲孔缺陷
(1)悬铜 (4)多余纤维 (5)底孔不干净
(2)分层
大肚子 (6)犀角
(7)底铜受伤
22
问题 1,悬铜 2,分层
Laser盲孔缺陷分析
对位系统1——内层靶标对位
Laser刮内层靶标图形
WorkNC G3 V19 标准培训教材(下)

181182窗口点击全部按钮,软件将自动将加工范围扩大到工件最外边界183点击图标在弹出的下拉列表内选择相应的加工曲线名称184点击图标185当需要加工至图形上某一平面时,当图形在需要加工深度没有相应的平面时,点击未设定按钮,在下拉列表内选择模向深度。
点击未设定按钮在弹出的加工深度对话框内选择模式并设定Z 向深度数值186187点击图标可以移除当前加工曲面设定。
点击按钮可以选择已经建立好的加工曲面群组。
点击图标点击图标188点击图标建立新的加工曲面集合189更改曲面集合功能(把加工曲面变更为保护曲面),鼠标右键点击加工,在弹出的下拉列表内选择保护,然后在值那一栏设定保护距离。
190g ) 点击确定返回参数设定界面,完成加工曲面设定。
对于事先已经建立了加工曲面集合的情况a ) 点击图标转入图形区域,弹出选择需加工的曲面对话框。
191图形包含加工视角,加工曲线,加工曲面集合等元素。
右键点击工件。
弹出可作操作对话框; 在关联菜单内选择新建视角192建议直接通过视图区域建立视角然后根据需要调整视角大小。
如有需要,改变视角名称。
点击视角的边框,然后拖拽至指定位置。
193右键点击工件然后在关联菜单内选择新建曲线集194依次点击曲面的边界直到形成封闭边界曲线。
在图形区域的空白处点击右键确认选择。
重复上述步骤直到获得所需要的所有曲线从而形成曲线集。
195点击保存,确认曲线集建立完成。
如果在建立完一条曲线后,你希望改变选择模式,你必须点击图标来锁定。
通过曲面轮廓线得到曲线集合依次点击曲面。
点击图标.曲线将根据选择的曲面自动建立。
点击曲线列表内的曲线,然后点击图标可以删除该曲线。
锁定…选择一张曲面或者多张曲面点击图标196点击扩展选项面板按钮曲线向导面板将显示投影-偏移区域,如下图197选择曲线投影平面,并右键确认e ) 设置偏移方向及距离f ) 点击预览按钮198) 点击隐藏选项面板按钮隐藏选项面板后返回初始曲线向导面板,曲线编辑命令被激活199在刀路计算中,点可以被用为下刀点,钻孔点等。
钻孔课学习教材

2-1-3-2.螺旋角(Helix or Flute Angle) :
螺旋角:盤旋退屑槽 (Flute) 側斷面上與水平所成的旋角稱 為螺旋角(Helix or Flute Angle),此螺旋角度 小時, 螺紋較稀 少,路程近退屑快, 但因廢屑退出以及鑽針之進入所受阻力較 大 ,容易升溫造成尖部積屑積熱,形成樹脂之軟化而在孔壁上形成 膠渣 (smear)。此螺旋角大時鑽 針的進入及退屑所受之磨擦阻力 較小而不易發熱, 但退料太慢。
三.HOLE CHECK原理
HOLE CHECK的目的:對機械鑽孔機的精度進行監控, 及時發現機台異常,減少異常造成的報廢. HOLE CHECK原理:它是利用光學原理光反射去獲取鏡 象,再根據三點成一個平面的原理取三個孔位為基點使所 有的孔位處在這個平面上,這個平面和CAM程式轉換成的圖 像進行比較來判斷孔偏. HOLE CHECK量測精度是孔偏6mil以內的孔,超出6mil 則在圖像上顯示為x的符號.目前廠內對于鑽孔的精度要求 在3mil以內.並根據孔偏超出3mil點和總體孔數進行分析, 來算CPK.CPK小于1.33,則要再測同機台同軸別的下一趟板 ,若CPK仍小于1.33,要檢測機台有無異常.
2-3.墊板 Back-up board :
镭射培训教材

加工孔径小
Min 1mil
孔径改变容易
工艺相对简单
依利安达(广州)电子科技有限公司
2001年9月13日
5
2020年5月31日
镭射钻孔的工艺原理
PCB成孔用激光的种类:
RF/CO2激光 TEA/CO2激光 Nd:YAG/UV激光 其他
依利安达(广州)电子科技有限公司
2001年9月13日
6
2020年5月31日
Laser钻孔培训教材 2004
雷 鸣 主讲 2020年5月31日
2020年5月31日
课程大纲
一、镭射钻孔的原理和流程 1、镭射钻孔的目的。 2、镭射钻孔的工艺原理。 3、镭射钻孔的工艺流程。 二、镭射钻孔工艺控制和主要品质缺陷 1、镭射钻孔的工艺。 2、镭射钻孔品质检查及控制。 3、镭射钻孔品质缺陷及原因分析。
依利安达(广州)电子科技有限公司
2001年9月13日
355nm Output
11
2020年5月31日
镭射钻孔的工艺原理
Co2激光器激发激光原理图:
Co2 Laser:Medium(介质):Co2 Pumping(激发源):Electrode(电极) Wave Length(波长):9.3 - 10.6µm
Pumping
Laser Beam
Mirror
Medium
Mirror
依利安达(广州)电子科技有限公司
2001年9月13日
12
2020年5月31日
镭射钻孔的工艺原理
Nd:YAG/UV激光器:
ESI公司5200UV激光钻孔机激光器
依利安达(广州)电子科技有限公司
2001年9月13日
13
2020年5月31日
三菱镭射钻机操作指引
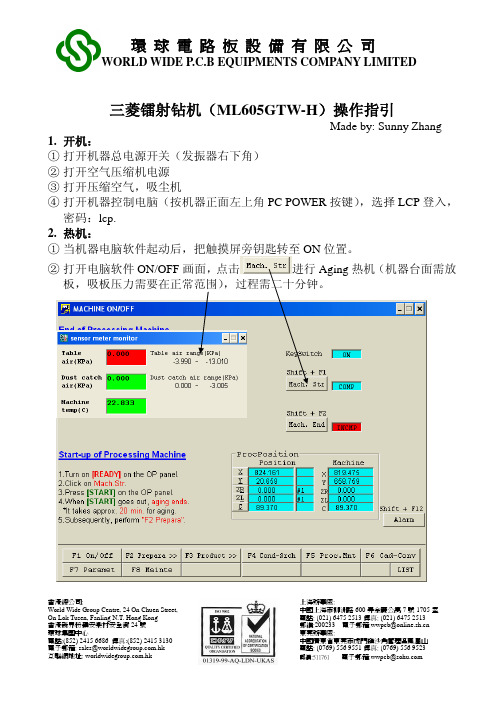
香港總公司:World Wide Group Centre,24On Chuen Street,On Lok Tusen,Fanling N.T.Hong Kong 香港新界粉嶺安樂村安全街24號環球集團中心電話:(852)24156686傳真:(852)24153130上海辦事處:中國上海市柳洲路600弄金麗公寓7號1705室電話:(021)64752513傳真:(021)64752513郵編:200233電子郵箱:wwpcb@ 東莞辦事處:中國廣東省東莞市虎門鎮沙角管理區鳳凰山三菱镭射钻机(ML605GTW-H )操作指引Made by:Sunny Zhang1.开机:①打开机器总电源开关(发振器右下角)②打开空气压缩机电源③打开压缩空气,吸尘机④打开机器控制电脑(按机器正面左上角PC POWER 按键),选择LCP 登入,密码:lcp.2.热机:①当机器电脑软件起动后,把触摸屏旁钥匙转至ON 位置。
②打开电脑软件ON/OFF 画面,点击香港總公司:World Wide Group Centre,24On Chuen Street,On Lok Tusen,Fanling N.T.Hong Kong 香港新界粉嶺安樂村安全街24號環球集團中心電話:(852)24156686傳真:(852)24153130上海辦事處:中國上海市柳洲路600弄金麗公寓7號1705室電話:(021)64752513傳真:(021)64752513郵編:200233電子郵箱:wwpcb@ 東莞辦事處:中國廣東省東莞市虎門鎮沙角管理區鳳凰山3.机器精度校正:(校正前需先选好是用一个头做板还是用二个头做板)点击,当它由红色变为绿色时,按绿色Start 键(机器台面需放板,吸板压力需要在正常范围)。
此时机器会在压克力补偿板上打孔,然后会用Cam B 看孔的位置,调节灯光亮度,再按Start 键,机器会用Cam B CCD 去抓这个孔,然后自动转换成Cam A 看孔的位置,调节灯光亮度,再按Start 键,机器又会用Cam A CCD 去抓这个孔.之后机器会自动做完精度补偿。
镭射切割机培训教材(课堂PPT)
镭射开关
屏幕控制
电源开关
急停开关
page 8 / 2020/5/30
2.镭射机各部分名称及构造
2.1.5 X、Y 轴: 主要用于LASER位置的移动.
Y轴:左右移动; X轴:前后移动
X轴加工速度由10mm/sec-400mm/sec之间做往覆切割运作,
Y轴步进移动,移动距离0.1mm-200mm之间运作.
page 22 / 2020/5/30
3.操作人员上岗前须知
• A、未经培训合格,严禁私自上机作业。 • B、作业时,禁止与人聊天、禁止疲劳作业,特别是打瞌睡(当自己
存在这种情形时,应立即向线长讲明情况);要保持精力旺盛,注 意力高度集中。 • C、严禁违章操作。 • D、保持现场5S。 严禁将易燃物品或与工作不相关的物品放置于镭 射机上;确保镭射机附近无杂物和油污等。 • E、作业前须核对SOP,确保实物与SOP和图纸一致;在作业的过 程中,作好产品的自检,避免出现批量的质量问题。 • F、爱护镭射设备,禁止用硬物等敲击镭射机。 • G、机器有异常或存在安全隐患时,应立即报告线长处理。
page 23 / 2020/5/30
3.操作人员上岗前须知
H、每日保养
上班前: 1、对镭射机各部分做一次清洁。 2、检查镭射攻率是否稳定准确。 3、检查镭射尺寸是否在规定误差内。 4、紧急停止之红色按鍵是否有效。 5、防护罩安全门之限动开关是否有效。
下班前: 1、原点复归,将机器处于待机状态。 2、按照正常步骤关掉电源。 3、对机器做全面清洁。
2.镭射机各部分名称及构造
2.2.6 维修面板:打开该面板后,可以对光学零部件、序列发生器等进行调整。 此面板打开后机器会停止工作,所以作业员不可擅自打开此面板.
三菱镭射钻机培训教材-方正Ver
多区域同时钻孔
通过控制面板上的多区域设置,可实现多个区域同时钻孔,提高工作效率。
高级操作
03
CHAPTER
维护与保养
每天工作结束后,使用干燥的抹布轻轻擦拭设备表面,保持清洁。
每日清洁
在开机前,检查设备各部件是否正常,如发现异常应及时处理。
高精度
设备采用高能激光器,加工速度快,可大幅提高生产效率。
高效加工
适用于各种材料,如金属、非金属、复合材料等。
材料适应性强
激光加工无噪音、无污染,且设备能耗低,符合环保要求。
环保节能
主要特点
02
CHAPTER
操作指南
按下开机按钮,等待机器自检完毕,即可开始使用。
开机
按下关机按钮,机器将自动关闭并切断电源。
关机
开机与关机
根据需要,使用控制面板上的调整按钮,调整钻头的位置。
调整钻头位置
设置钻孔深度
开始钻孔
在控制面板上输入需要钻孔的深度,确保钻孔深度符合要求。
按下开始按钮,机器将自动进行钻孔操作。
03
0201ຫໍສະໝຸດ 基础操作自动识别材料
通过机器的自动识别功能,识别不同材料的性质和厚度,以优化钻孔参数。
钻孔路径规划
检查设备状态
按照设备润滑要求,定期对需要润滑的部位进行润滑。
润滑
日常保养
每月进行一次全面检查,包括设备内部清洁、紧固件检查、润滑等。
月度检查
每半年进行一次深度维护,包括更换磨损件、清洗内部组件等。
半年度维护
每年进行一次全面保养,对设备进行全面检查和维修。
年度保养
定期维护
镭射培训资料
3、三菱机每48小时需小换气,每720小时需大换气及24小时需做补偿测能量。
①、在换气过程中,气压太低的主要原因有:
a、气量不够、
b、阀门未调好。
②、做补偿出现报警的原因有:
a、亚克力板有异物或太脏;
b、整面已用完。
2、激光气是不可燃烧的、无色无味的混合气体。
(二)、化学性质
激光气在高压下电解易产生激光。
四、激光钻机注意事项
1、桌面真空要求在-4~-13KPa范围内;
中央吸尘要求在-1.0~-3.0kpa范围内。
注:工作台面不可有任何杂物。高低不平可能导致钻孔未穿或过度。
2、温度:22±3℃
湿度:35%-75%
125cm孔径,用3的MASK(光圈2.5mm)钻2步。第一步:用15的脉冲,24mj的能量,钻1遍;第二步:用6的脉冲,8mj的能量,钻2遍.
150cm孔径用4的MASK(光圈2.8mm)钻2步。第一步:用15的脉冲,26mj的能量,钻1遍;第二步:用7的脉冲,8mj的能量,钻2遍
七、镭射钻孔缺陷产生的原因及操作注意事项、
镜片不干净,光路不正,环境因素
车间范围内不可有腐蚀性气体,检查棕化颜色是否正常
(三)报废事项
需报废的缺陷:漏钻、偏孔、黑孔、孔变形(严重变形)、多孔、孔大。
经返工可以接受的缺陷(不需报废):孔内有杂物、孔未穿、孔径小、钻孔过度、少孔。
八、LASER特别控制项目及防犯措施:
(一)板面擦花:
1、压板出本部门的板需目视全检板面。
调整能量
内层PAD偏小
激光PAD首板测
量,每批首板测量
孔小、孔大
镭射钻孔培训
镭射钻孔培训一、镭射钻孔的基本原理镭射钻孔是利用激光光束对材料表面进行高能量、高密度的照射,使其瞬间融化并蒸发,从而形成钻孔。
在实际操作中,通常使用的是CO2激光器或者纤维激光器。
通过调节激光的功率、频率和聚焦等参数,可以对不同材料进行精确的钻孔加工。
镭射钻孔技术在微加工领域尤为突出,它可以实现微小孔径、高效率和高精度的加工,因此在电子、航天、医疗等领域都有着广泛的应用。
二、镭射钻孔培训内容1. 理论知识培训镭射钻孔培训的第一步就是对其基本原理和工艺进行详细讲解。
学员需要了解不同类型的激光器、钻孔参数的选择、材料的特性等相关知识。
此外,还需要学习镭射钻孔的适用范围、优缺点和发展趋势等内容。
这些理论知识对于后续的实际操作至关重要。
2. 设备操作培训镭射钻孔设备的操作对于培训课程来说也是至关重要的一环。
学员需要学习各种激光器的操作技巧,以及设备的维护和保养方法。
在实验室或工厂中,学员应该能够熟练地操作镭射钻孔设备,并且能够灵活应对各种情况。
3. 安全培训镭射钻孔是一项高能量的工艺,操作时必须要注意安全。
因此,在培训课程中,应该包含一些相关的安全知识,如激光辐射的危害、防护措施等。
学员需要了解镭射钻孔设备的安全操作规程,以及在紧急情况下的应急处理方法。
三、实践操作在掌握了相关的理论知识和实际操作技能后,学员需要进行一定的实践操作。
这可以在实验室或者工厂生产线上进行。
通过实际的操作,学员可以更加深入地了解镭射钻孔技术的应用和特点,丰富自己的经验,提高工作效率和准确性。
通过上述的镭射钻孔培训,学员可以全面掌握镭射钻孔的理论知识和实际操作技能,为日后的工作和研究打下良好的基础。
随着镭射技术的不断发展和应用,镭射钻孔技术也将逐渐成为各行业的主流加工方法。
因此,学员应该不断提升自己的技能,跟上时代的步伐,为企业的发展贡献自己的力量。
四、应用领域镭射钻孔技术在现代工业生产中有着广泛的应用领域,包括但不限于以下几个方面:1. 电子领域在电子元器件的制造过程中,通常需要进行微细加工,如 PCB 板的孔径加工、印刷电路板的加工等。
PCB工艺流程之镭射钻孔工序工艺培训
(2)运动控制系统 Z轴上下移动机构
作用:改变作用及光强度和光斑直径
X/Y向移动和机构
作用:实现整个板面上孔的加工
(3)CO2激光钻孔光学系统
传递光路
反射镜 透镜
光阑(光圈) 半反半透镜X/YFra bibliotek向扫描用光学摆镜
远心物镜
(A)传递光路
☺多孔光阑
入射光线
多孔光阑
出射光线
(B)X/Y方向扫描用光学摆镜
2.各参数设定意义
(1)APERTURE(光径)/MASK(光圈)
定义: 光在进入扫描镜摆镜前经过一光阑盘,该盘上沿旋转中心等 距离但不同转动角度位置处分布有不同直径的光阑孔,通过转动光阑不 同直径的孔对准入射光束,达到输出不同直径大小光斑的目的.
(2) PULSEWIDTH(脉冲宽度) 定义:激光脉冲宽度表明激光波峰时间持续长短
525mm*95mm*3mm
HITACHI MITSUBISHI
四、镭射钻孔工艺操作及控制条件
1.镭射钻孔主要参数
(1)HITACHI
APERTURE(光径) PULSEWIDTH(脉冲宽度) SHOT(枪数) MODE(模式)
(2)MITSUBISHI
MASK(光圈) PULSEWIDTH(脉冲宽度) SHOT(枪数) B/C(模式)
材料逸出
3.UV成孔
利用紫外光线激光的化学能去破坏有机分子的分子键、 金属晶体的金属键和无机物的离子键,形成悬浮颗粒或原
子团、分子团或原子分子,在局部发生蓬松,配合真空吸 气作用,使小微粒极力从孔中逃逸,或被强制吸走形成孔。
激
激
激
光
光
光
激光照射
化学键撕裂
材料逸出
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检查方法 :
• 用20-50倍放大镜检查,用CCD显微镜测量孔径
检测工具:
安全控制和环境要求
1. 安全控制 : a ) 机器安全及防护 : x、y、z 限位开关,水导电率控制。
发振器、光路为全密封设计。 ups停电保护、紧急按钮、故障指示灯。 b ) 人身安全:警示标志,防护装置,门感应开关。 c ) 生产控制:温度显示,吸尘范围控制,真空度控制。
发振器介绍 :
基本结构 :三菱雷射钻孔工机发振器主要由镜片(TR、PR)、 电极、热交换器、气体循环装置、散热装置等组成。
三菱CO2雷射发振器之特长: ・高峰値、短脉冲→高质量加工 ・长・短脉冲可变→广范围加工 ・高输出・高重复性→高生产性
主机介绍 :
• 主要利用光学原理将激光通过反射、折射、变焦、聚焦、分光到工作台 上,然后通过工作室内的能量表来检测、控制加工激光能 ,在PC控制相关 软件和条件下对加工板进行加工。
计算机 屏幕
触摸屏
光路位于机顶
自动吸板装置 ( 收板 )
自动收板 车
雷射钻孔室 ( 双台面 )
自动放板 车
自动吸板装置 ( 放板 )
雷射成孔的原理 :
雷射光是 : 当“射线”受到高压电的激发,而增大能量下 所产生的一种强力光束,其中红外光或可见光拥有热能, 紫外光则另具有化学能。当光束射到工作物表面时会发生 反射(Reflection)吸收(Absorption)及穿透 (Transmission) 三种现象,其中只有被吸收者才会发 生作用。
• X-Y table : 最大加工呎吋 : 620 ×560(mm)〔25”×22”〕
移动速度: ≥50M/min
位置精度:±5 μm
• Z轴 : 移动速度:≥10M/min
• Galvano : 扫描面积:50 ×50 mm
Galvano
扫描速度:1400 ×2PPS
双台面工作 台面设吸板功能
之R值。
fθ光镜能量分布均匀性检测
当机器提示需做fθ项目时,单击
<<
F5 Energy
F8 F Theta
F Theta
按绿色start键,直至自动完成,于屏幕右侧表格中,检查自动记 录的17个测试点的能量数值,是否在设定标准+5%范围内。
环境控制和要求 :
a) 废气排放 : 利用客户中央吸尘系统带走。 b) 粉尘排放 : 利用客户中央吸尘系统带走。 c) 室内环境要求 :
温度要求 : 20 ±3℃ 湿度要求 : 55 ﹪or less 洁净度控制 : 无尘室等级要求 Class 15,000
生产操作指引 :
目的 : 为正确操作及控制MITSUBISHI双头CO2雷射钻机提供指示。 范围 : MITSUBISHI ML605GTW-H/P LASER PROCESS SYSTEM系列机器。
冰水机 :
• 原理 : 利用压缩机制作冷水,利用水塔冷却水来带走压缩机热量 • 作用 : 冷却发振器电极、冷却 PR、TR • 需要180L蒸馏水+离子树脂
冰水机
排水
进 水
进 水
(1). 流量: 2.92-3.37 m3/h (3). 入水口请加装过滤器
排 水
(2). 温度: 25℃- 45℃(本机冷却器之出口)
干燥机 : 客户自备 (图片祇供参考)
• 作用 : 过滤压缩气里的水和油 • 要求 : 油水过滤器两套(进气口和出气口各一套)
变压器 : 客户自备 (图片祇供参考)
• 变压范围 : 380V三相 200 V 三相 40KVA
真空泵 :
• 作用 : 在工作台面产生真空,来吸附固定加工板 • 需配 : 热气排放管道
光路 :
光路图 (位置在设备顶部 )
各部件说明 :
CL1 (聚焦透镜) BM1 (铜反射镜) BM2 (铜反射镜) BM3 (铜反射镜) BM4 (铜反射镜) BM5 (铜反射镜) CL2(聚焦镜) THL (球面透镜) BM6 (铜反射镜) BM7 (铜反射镜) FC (聚焦透镜) CM1 (聚焦透镜) CM2 (聚焦透镜) CM3 (聚焦透镜) Mask (光束孔径) BM8 (铜反射镜) BM9 (铜反射镜) TFP (分光镜)
完成,再待做准备程序。
准备程序
钻孔位置误差校正
单击 F2 prepare
F2 focus
Focus2 按绿色start键,
打开显示器屏幕左下角的常用操作界面resident command
内的亮度调节键,调节左右两个头CAM A-L , CAM A-R,
CAM B-L, CAM B-R亮度,直至自动完成,检查max error(mm)
开机
>开启机背总电源,开启压缩空气管道开关,冷气机入水管道开关 及空气干燥机电源。
>按机器正面左上角的 PC POWER ,开启PC计算机电源。 >系统自动恢复时,当出现“begin logon”提示时,同时按下“ctrl+
alt+del”键后,输入“LCP” 。 >系统完全自动恢复后,在操作台面转动锁匙至“ready on”位置。 >单击 MACH STR ,系统提示Aging,大约需时20分钟自动
热气排放管 道
过滤 器
工艺介绍 :
压板前编配 压板 锣板边 钻工具孔 表 面处理 贴膜 曝光 显影 蚀刻 激光 钻孔 机械钻孔 除孔污 沉铜 全板镀铜 干菲林 干菲林及蚀板 退菲林 初检 印阻焊油 无电沉镍金 铣板 电测 最后 全查 QA抽检 包装 出货
Mitsubishi ML605GTW-H CO2激光钻孔机
培训教材
激光的基本原理、雷射设备介绍
•激光英文全名为 Light Amplification by Stimulated Emission of Radiation (LASER)。是一种因高压电的激发产生能量而强化的光。环球代理 的激光钻 孔机是以日本三菱公司研发的发振器产生激光,激光光束通过反射、 聚焦、分光后对板料进行盲孔加工。