工艺单
食品生产工艺单
食品生产工艺单食品生产工艺单是一份详细记录食品生产过程的文件,用于确保食品的质量和安全。
下面是一份标准的食品生产工艺单,以便能够生产出符合要求的食品。
食品生产工艺单产品名称:巧克力蛋糕批次号:20210501日期:2021年5月1日一、原料准备1. 巧克力:选用优质巧克力块数量:300克加工方法:将巧克力块投入巧克力熔化机中,加热融化至液态状态。
2. 牛油:选用优质牛油块数量:150克加工方法:将牛油块放入微波炉中加热至融化状态。
3. 鸡蛋数量:3个加工方法:将鸡蛋打入打蛋器中搅拌均匀。
4. 糖粉数量:150克加工方法:将糖粉过筛。
5. 低筋面粉数量:150克加工方法:将低筋面粉过筛。
二、产品制作1. 将巧克力融化后的液态巧克力倒入盆中。
2. 将融化的牛油倒入盆中,与巧克力混合均匀。
3. 将糖粉分次加入盆中,用橡皮刮刀搅拌均匀。
4. 将打散的鸡蛋分次加入盆中,搅拌均匀。
5. 将低筋面粉分次加入盆中,用橡皮刮刀轻轻搅拌至无颗粒状。
6. 将混合好的面糊倒入蛋糕模具中。
7. 将蛋糕模具放入预热至180℃的烤箱中,烘烤30分钟至表面金黄色。
8. 取出烤好的蛋糕,待冷却后,脱模。
三、产品包装1. 将蛋糕放在整洁无油污的操作台上。
2. 使用锡纸将蛋糕包裹好。
3. 将包裹好的蛋糕放入蛋糕盒中。
4. 将蛋糕盒密封。
5. 在蛋糕盒上贴上产品标签,标明产品的名称、批次号和日期等相关信息。
6. 将蛋糕盒放入储存室中等待配送。
四、产品质检1. 检查蛋糕的外观,确保没有破损或者变形。
2. 进行感官评价,检查蛋糕的味道、口感等是否符合标准。
3. 进行理化指标测试,检验蛋糕的水分含量、PH值等是否符合标准。
4. 进行微生物检验,确保产品没有受到污染。
5. 进行包装检查,确保产品包装是否完好。
五、记录将上述各项工艺步骤以及质检结果记录在食品生产工艺单中,包括所用原料的批次号、日期,以及产品的批次号、日期等。
并将工艺单交给质检部门备查,以便日后的追溯和管理。
女外套生产工艺单
59
经向%
用线
车缝线:60番
袖口
25
纬向%
拷边线:80番
袋口
13.5
品质表示:
锁眼:
圆头平头 平打圆头
款式图:
工艺要求::
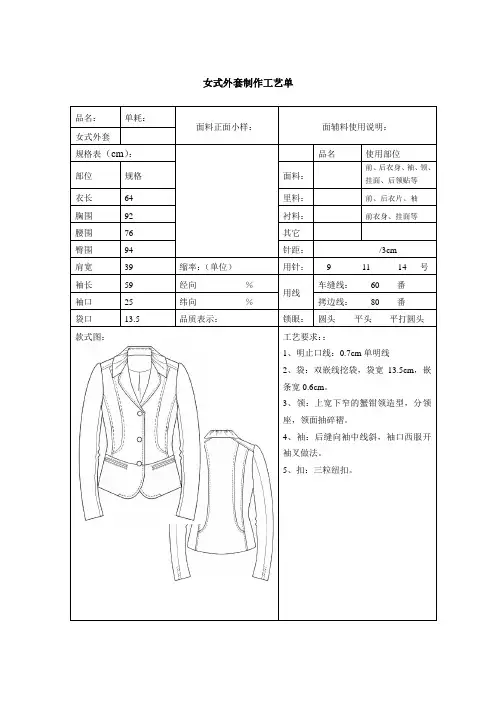
1、明止口线:0.7cm单明线
2、袋:双嵌线挖袋,袋宽13.5cm,嵌条宽0.6cm。
3、领:上宽下窄的蟹钳领造型,分领座,领面抽碎褶。
4、袖:后缝向袖中线斜,袖口西服开袖叉做法。
5、扣:三粒纽扣。
后缝向袖中线斜袖口西服开袖叉做法
女式外套制作工艺单
品名:
单耗:
面料正面小样:
面辅料使用说明:
女式外套
规格表(cm):
品名
使用部位
部位
规格
面料:
前、后衣身、袖、领、挂面、后领贴等
衣长
64
里料:
前、后衣片、袖
胸围
92
衬料:
前衣身、挂面等
腰围
76
其它
臀围
94
针距:
/3cm
肩宽
39
缩率:(单位)
用针:
91114号
男西裤生产工艺单
男西裤生产工艺单
男西裤生产工艺单:
一、准备工作:
1. 安排生产计划,确定生产批次和数量。
2. 下发面料和辅料采购单,确保原材料的供应。
3. 准备裁剪机和其他生产设备,确保正常运行。
4. 做好工人的培训和分工安排,确保生产顺利进行。
二、裁剪工艺:
1. 按照裁剪图纸,将面料进行裁剪。
2. 根据不同部位的尺寸,进行针对性的剪裁和修整。
3. 将修裁好的面料进行整理和折叠,便于后续的缝制工艺。
三、缝制工艺:
1. 进行针脚调试,确保适合面料和款式的缝线密度和长度。
2. 将裁剪好的面料进行缝合,包括前面部分、后面部分、两侧腿裤脚等。
3. 进行部分部位的补强缝合,如口袋口部位、裤脚边缘等。
4. 进行开襟、合腰、开裆等特殊部位的缝制。
四、整烫工艺:
1. 对缝制好的西裤进行整烫,保持平整。
2. 使用烫板、熨斗等工具,调整衣物的线条和外观。
3. 对特殊细节进行烫制,如口袋、裤褶等。
五、整形和质检工艺:
1. 对整烫好的西裤进行整形,使其达到穿着效果。
2. 进行质量检查,包括检查裁剪、缝制、整烫等环节是否符合要求。
3. 对质检合格的西裤进行包装,准备出厂。
六、包装和出厂:
1. 将西裤进行整理和折叠,放入塑料袋中。
2. 在塑料袋上标注产品编号、尺寸、款式等信息。
3. 对塑料袋进行封口后,装箱出厂。
以上是男西裤生产工艺单的基本内容,具体工艺流程可以根据产品款式和要求进行调整。
服装生产的工艺单

服装生产的工艺单一、概述服装生产的工艺单是指详细记录了服装生产过程中所需要遵循的工艺步骤、操作要点以及相关质量控制要求的文档。
它是服装生产管理中的重要文件之一,旨在确保服装生产的标准化和有效性。
二、工艺单的编制要求工艺单的编制需要考虑以下要求:1. 清晰明了:工艺单应以简明扼要的方式呈现,避免复杂和冗长的表达。
2. 详细准确:工艺单需要详细描述每个步骤的操作要点,包括所需材料、工具、机器设备、工序流程等,确保生产过程的准确性和可操作性。
3. 规范统一:工艺单应符合企业的标准化要求,使用统一的格式、术语和图纸符号,方便操作员的理解和执行。
4. 记录完备:工艺单应对每个质量控制要点进行详细记录,包括尺寸、质量、工艺要求等,以便于后续的质量追踪和反馈。
三、工艺单的内容要素完整的工艺单应包括以下要素:1. 服装款式信息:包括服装的款式、款号、配色、尺码等信息,方便工艺人员的识别和操作。
2. 材料准备:描述生产过程中所需的材料、面料等的准备工作,包括颜色、规格、数量等。
3. 制作工序:详细描述各个工序的操作要点,包括裁剪、缝制、补齐、整烫等工序,确保工艺的一致性和准确性。
操作要点示例:缝制工序•先将面料按裁剪图案裁剪成相应的零件;•将相应的零件按照拼接顺序进行缝制,使用适当的缝制线和针脚;•在缝制过程中,注意线迹的整齐、结头的牢固,避免线断和线跳;•缝制完成后,做必要的整烫和修整,以确保成品的外观质量。
4. 工艺流程图:若需要更加直观地呈现工艺过程,可以使用流程图来表示。
流程图应清楚地展示每个工序之间的关系和顺序。
5. 质量控制要点:记录每个工序中需要注意的质量控制要点,包括尺寸、纽扣、印花等的检查标准和要求。
6. 成品包装和验收:对成品的包装和验收流程进行描述,确保成品的安全性和准确性。
四、工艺单的应用工艺单在服装生产中起到了重要的指导和管理作用,它可以用于以下方面:1. 工艺指导:工艺单可以指导工艺操作员按照规定的要求进行操作,确保服装生产的质量和效率。
内衣生产工艺单
内衣生产工艺单
内衣生产工艺单主要包括以下几个方面内容:原材料准备、剪裁、车缝、整烫、品检和包装。
1. 原材料准备:
- 选购合格的内衣面料和辅料,如弹力布、蕾丝、纽扣等。
- 对原材料进行检验,确保质量合格。
2. 剪裁:
- 根据内衣样板的尺寸和形状,将面料进行剪裁。
- 使用剪刀或割布机器进行精确的剪裁。
3. 车缝:
- 将剪裁好的布料按照内衣的设计要求进行车缝。
- 采用专业的缝纫机对面料进行平缝、包边、针织、扣眼等车缝工艺,确保内衣的牢固和美观。
4. 整烫:
- 对已经车缝好的内衣进行整烫。
- 使用烫斗或烫平机器,将内衣的褶皱烫平,保持内衣的平整度和质感。
5. 品检:
- 进行内衣的品质检查。
- 包括对车缝的检查,确保线迹整齐、无松弛、无起结;面料的检查,确保没有瑕疵和污渍;尺寸的检查,确保符合要求等。
6. 包装:
- 将通过品质检查的内衣进行包装。
- 采用内衣专用的包装袋或盒子,将内衣整齐地包装好,以保护内衣的质量和卫生。
以上是内衣生产的基本工艺流程,每个步骤都需要经过严格的操作和检查,以确保内衣的质量和外观。
另外,一些高档内衣还可能会包括特殊的工艺,如手工缝制、刺绣、镶钻等,以提高内衣的价值和吸引力。
细纱工艺单
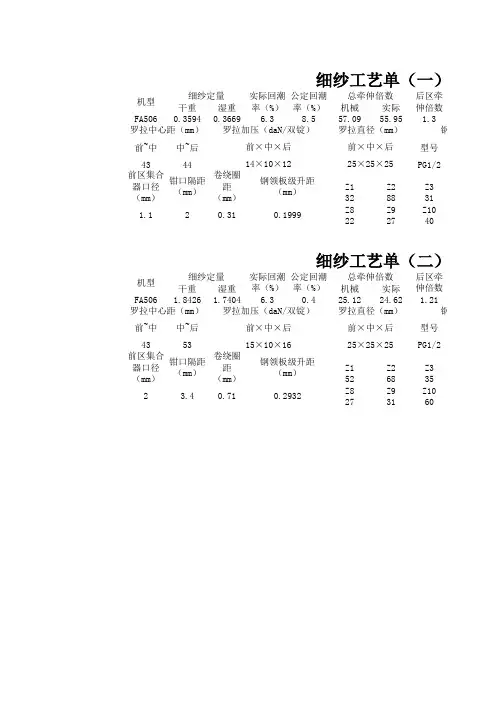
干重湿重机械实际FA5060.35940.3669 6.38.557.0955.95 1.3前~中中~后型号4344PG1/2Z1Z2Z3328831Z8Z9Z10222740干重湿重机械实际FA506 1.8426 1.7404 6.30.425.1224.62 1.21前~中中~后型号4353PG1/2Z1Z2Z3526835Z8Z9Z10273160罗拉中心距(mm)钢领机型细纱定量实际回潮率(%)公定回潮率(%)总牵伸倍数后区牵伸倍数14×10×12罗拉直径(mm)前×中×后25×25×25细纱工艺单(一)钢领板级升距(mm)0.1999卷绕圈距(mm)0.31钳口隔距(mm)2前区集合器口径(mm)1.1前×中×后罗拉加压(daN/双锭)细纱工艺单(二)机型细纱定量实际回潮率(%)公定回潮率(%)总牵伸倍数后区牵伸倍数罗拉中心距(mm)罗拉加压(daN/双锭)罗拉直径(mm)钢领前×中×后前×中×后15×10×1625×25×25前区集合器口径(mm)钳口隔距(mm)卷绕圈距(mm)钢领板级升距(mm)23.40.710.29323.9174.27352 2.26Z 直径(mm)型号号数锭子前罗拉3 2.6Elf 28/016060114.3Z4Z5Z6258134Z11Z12825518.573.16314 1.94Z 直径(mm)型号号数锭子前罗拉3RSS 115330259.06Z4Z5Z6446234Z11Z126275捻度(捻/10cm)捻系数捻缩率捻向钢领钢丝圈转速(r/min)线密度(tex)一)n 1齿轮的齿数Z786转速(r/min)二)线密度(tex)捻度(捻/10cm)捻系数捻缩率捻向钢领钢丝圈齿轮的齿数Z787n 2。
生产工艺单(模版)
大泓德服饰商贸有限公司
生产工艺单
面辅料图卡
名称
数量
原辅料名称﹑用量及损耗 单位 型号 单耗
损耗 用量
用途
大泓德服饰商贸有限公司
一、裁剪要求:
生产工艺单
工艺制作要求
二、工艺要求:
三、后整、泓德服饰商贸有限公司
生 产 工 艺 单
款号: 制单: 技术部审核: 副总审核:
品名 理单: 设计部审核: 总经理批复:
大泓德服饰商贸有限公司
生产工艺单
款号
品名
数量
货期
款式图
主色 插色 数量配比
规格 数量 颜色 玫红 大白 尺寸规格
规格 尺寸 部位 后衣长 胸围1/2 腰围1/2 摆围1/2 领围1/2 领宽 肩宽 袖口1/2
工艺标准清单
工艺标准清单如下:
•垂直翻边防水保护层与墙面防水砂浆交接水平无明显接痕,保护层无裂缝、表现干净光洁无污染。
•外墙窗安装(有副框)工艺流程,成品效果为窗安装垂直、方正,开启灵活;型材无破损、配件齐全且紧密牢固;窗框、窗
扇、玻璃表面干净、无污染;窗框周密封胶宽度、深度、弧度
一致,表面光滑,接搓顺直无痕迹;窗框及墙面无胶粘带残留
物。
•砌体斜砖顶砌封山工艺流程,成品效果为斜砌封山斜度合理,斜砖斜度一致,灰缝饱满、均匀,勾缝深浅一致,半圆凹弧弧
度相近,墙面干净、美观;组砌预制块强度符合要求(C20),浇筑密实,表面无蜂窝、麻面现象;预制块与梁底灰缝饱满、
无裂缝。
•水平施工缝止水钢板安装工艺流程,成品效果为钢板水平居中墙中心和垂直居中施工缝(误差均不超5mm),钢板上口顺直
无缺口,表面无水泥浆。
服装工艺单表格
胶带
规格
单位Cm 附图
只Hale Waihona Puke 珠头别针 只装盒装箱
盒子规格 箱规格
说明:
件一盒
长
阔
长
阔
打一箱
高 高
装 缝纫附签与说明:
Cm 上领定型 袖口"
上领用衬
下领用衬 门襟" 袋盖" 肩绊" 袖口"
针码3C 针 纽扣
工艺编号
服装制作工艺单
项目
品名
代号 尺寸
肩宽
前身长 后身长
胸围 中腰围 下巴围 长 袖长
款式
口大
袖 袖口阔
上
量
袖笼
量
短 袖长
袖 袖口大
胸袋长
胸袋阔
胸袋离肩头
胸袋高门襟
门襟眼子距离
只数
领尖长
领 上领后阔
"缉线
"衬布
扦片样式
下领后阔
"缉线
下领比上领长
下领二头长
"衬布 "盖印 领角度
头
下 式样 下边阔
巴 缉线
连领 袖
口 袖
叉 袖 巴 缝 短 袖
式样 缉线 装法 打裥 衬布 式样 净阔 长度 封口
装袖用车 巴缝"
式样 袖边阔 袖边缉线
只第一只离下盘一律
胸
式样
袋边阔
钉袋封口
"缉线
袋
过
肩
门襟样式
门
"净阔
襟
"缉线
里 襟
里襟式样 "净阔 "缉线
地区
备注
外销合作 整 敞领样式
生产工艺单
生产工艺单
“生产工艺单”,也称作“工艺指导书”,是一种用来指导生产过程的文件。
它是一种详细描述了每一步生产过程的记录,包括:生产物料、生产设备、生产流程、检验标准和其他相关信息。
它既可以给企业的生产人员提供便利,也可以给工厂的生产活动提供参考和指导。
通常,生产工艺单由企业的研发部门或者生产部门制定,并且在每次生产过程中得到不断的完善和更新。
它是企业内部最重要的资源之一,可以使企业的生产更加规范、高效,提高企业的生产水平和竞争力。
生产工艺单通常分为三大部分:
一是物料:就是生产所需的原材料,物料列表中应标明物料名称、物料型号、数量、用途、存储条件、有效期等信息,方便生产人员快速查询把控物料。
二是设备:就是用于生产的设备,设备列表中应标明设备名称、型号、数量、用途、存储条件、有效期等信息,便于生产人员对设备的把控。
三是生产流程:就是生产过程中的各种操作,生产流程中应标明操作步骤、操作时间、操作人员、用量等信息,以便生产人员按照流程操作,把控生产过程。
四是检验标准:就是对产品质量的检测,检验标准中应标明检验项目、检验方法、检验标准、检验周期等信息,以便把握产品质量水平。
五是其他:还可以根据实际情况增加其他内容,以适应不同的生产需求。
总的来说,生产工艺单是企业生产过程中必不可少的文件,它不仅提供了具体的生产流程,还提供了检验标准,以便把握产品质量,让生产过程更加规范、高效,提高企业的生产水平和竞争力。
另外,生产工艺单的制定也是一个比较繁琐的过程,需要有相应的专业知识和经验,需要结合行业特点和企业实际情况,将生产过程中的全部细节考虑进去,并且要求记录的内容准确、详细、完整,以便在以后的生产中得到参考。