汽车仪表板及其制造工艺
仪表台成型工艺简介

1.06 80~85 6 350 42
(TPU)
四、仪表板表皮的阴模吸塑成型
阴模吸塑成型技术是阳模真空吸塑与搪塑技术的有机结合,它是一种热模成型技术, 即将不带皮纹的热片材(0.8mm TPO表皮+2.0mm泡沬)放置在发泡层与阴模的型腔之间, 通过真空吸附使片材与模具型腔(模具型腔已做出了皮纹)接触成型。冷却时片材收缩, 并与发泡层吸附贴合成型。与传统的成型和复合工艺相比,该工艺不会出现皮纹拉伸现象, 而且可以在一个零件上实现不同的皮纹形式,皮纹均匀、清晰且手感好,与搪塑效果相当。
搪塑表皮一般具有如下优点:由于搪塑表皮的表面花纹是在表皮成型过程中形成的, 因此花纹表面的一致性好;在产品设计上,只要照顾到模具的局部加热性,即可将模具做 成较深的凹陷,甚至做成一定的负角,以加大产品造型设计的裕度;材料成本相对较低。 其缺点是:模具投资大,寿命短(一般模具的质量保证只有20000次表皮寿命);设备投 资大;需要不断地清理模具,导致辅助工时较长。
聚氨酯喷涂仪表板的工艺流程为:注塑成型仪表板骨架→PU喷涂→发泡层 发泡→切割孔和边→焊接主要零件(如需要)→组装相关零件。(高端车型采 用)
一、仪表板的注塑成型
对于全塑的硬质仪表板和发泡仪表板而言,其骨架的注塑成型一般需要使用锁模 力为2000~3000T的注塑机,骨架材料可以采用PC/ABS、SMA或PP+GF,下表对这3 种材料的成型性、成本和使用性能做了比较。片材切割阳模吸塑源自型三、仪表板表皮的搪塑成型
搪塑表皮的制造过程是:首先将带有表面花纹的搪塑模具加热到搪塑表皮的成 型温度,然后将粉箱与搪塑模扣合,使之按设定的程序旋转。当粉料熔化并粘附 于模具表面达到一定厚度后,脱开粉箱。接着,继续加热模具外表面,以使模具 内表面的搪塑表皮得到塑化烧结。最后,快速冷却模具外表面(不喷淋),使表 皮冷却成型。
浅谈仪表板制造工艺

浅谈仪表板制造工艺浅谈仪表板制造工艺作者:浙江众泰汽车技术中心王智仪表板简称“IP(Instrument panel)”,是汽车内饰的重要组成部分。
由于具有得天独厚的空间位置,使得仪表板成为诸多操作功能的载体:驾驶者不仅可通过仪表板了解车辆的基本行驶状态,而且可对风口、音响、空调和灯光等进行控制,从而在确保安全的同时,享受到更多的驾乘乐趣。
近年来,随着技术的不断进步,更多的操作功能被集成到了仪表板中。
显然,为了确保所支撑的各种仪表和零件能够在高速行驶及振动状态下正常工作,仪表板必须具有足够的刚性,而为了减少发生意外时外力对正、副驾驶的冲击,还要求仪表板具有良好的吸能性。
与此同时,出于舒适和审美的要求,仪表板的手感、皮纹、色泽和色调等也日益受到人们的重视。
总之,作为一种独特的内饰部件,仪表板集安全性、功能性、舒适性和装饰性于一身,这些性能的好坏已成为评判整车等级的重要标准之一。
一般,不同的车型所配备的仪表板等级是完全不同的。
根据车型的配置要求,可选择适合的仪表板生产工艺,以达到降低生产成本的目的。
仪表板种类及生产工艺目前,常使用的仪表板主要包括:硬质仪表板、半硬质仪表板、搪塑发泡仪表板、阴模成型仪表板和聚氨酯喷涂仪表板等几种类型。
不同的仪表板,其生产工艺也不尽相同。
一般,硬质仪表板(注塑件)的工艺流程为:注塑成型仪表板本体零件→焊接主要零件(如需要)→组装相关零件;半硬质仪表板(阳模吸塑件)的工艺流程为:注塑/压制仪表板骨架→吸塑成型表皮与骨架→切割孔和边→组装相关零件;搪塑发泡仪表板的工艺流程为:注塑成型仪表板骨架→真空成型/搪塑表皮→泡沬层的发泡处理→切割孔和边→焊接主要零件(如需要)→装配相关零件;阴模成型仪表板(阴模成型及表皮压纹)的工艺流程为:注塑成型仪表板骨架→真空成型/吸塑表面压纹→泡沬层的发泡→切割孔和边→焊接主要零件(如需要)→组装相关零件;聚氨酯喷涂仪表板的工艺流程为:注塑成型仪表板骨架→PU喷涂→发泡层发泡→切割孔和边→焊接主要零件(如需要)→组装相关零件。
汽车内饰主流的六大制造工艺
汽车内饰主流的六大制造工艺随着汽车技术的快速发展,大量的新技术、新材料和新工艺在汽车上得到广泛应用尤其是对汽车内饰的精致性、舒适性和豪华性要求越来越高。
而满足用户对汽车内饰的要求,更离不开汽车内饰的各种制造工艺。
为此,今天小编针对当前汽车内饰的主流制造工艺及应用情况进行了介绍。
一、搪塑成型1. 什么是搪塑成型搪塑成型,又称旋转成型,主要用于制作软质仪表板和门护板的表皮。
该技术起源于日本,在21世纪初才开始引进国内的,最初只在少数合资企业中得到应用,直到近几年才在国内的自主品牌中开始逐步应用。
2. 优点与缺点优点:原材料来源广泛,价格便宜,有着丰富的设计和生产经验,表皮的花纹不仅清晰、美观,而且一致性非常好。
可以设计出比较复杂的型面特征,制得的产品有良好的弹性和低收缩率。
缺点:模具的投资成本大,且寿命短(一般模具的质量保证只有2~3万次表皮寿命);设备的投资成本大;需要不断清理模具,导致辅助工时较长。
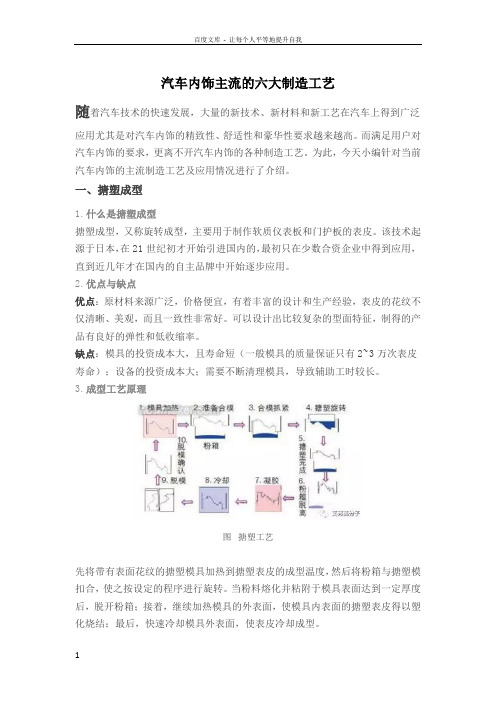
3. 成型工艺原理图搪塑工艺先将带有表面花纹的搪塑模具加热到搪塑表皮的成型温度,然后将粉箱与搪塑模扣合,使之按设定的程序进行旋转。
当粉料熔化并粘附于模具表面达到一定厚度后,脱开粉箱;接着,继续加热模具的外表面,使模具内表面的搪塑表皮得以塑化烧结;最后,快速冷却模具外表面,使表皮冷却成型。
二、PU(聚氨酯)喷涂PU喷涂工艺是近几年迅速发展起来的一种新的表皮成型工艺,主要用于仪表板的表皮和护板的表皮等。
1. 成型工艺图 PU喷涂表皮的生产流程PU喷涂是指先在表皮成型模表面喷上脱模剂,而后再喷涂模内漆(可根据产品需要喷涂不同颜色的模内漆),随后喷涂液态的PU原料(可通过喷涂机械手控制表皮的厚度),最后冷却起模。
2. 相比于搪塑工艺的优势第一部分搪塑工艺和PU喷涂工艺都是软质仪表板表皮的主要制作工艺,但相对于搪塑工艺而言,PU喷涂有许多优点,比如:可实现双色仪表板表面,使得造三、模内转印(IMD)1. 模内转印概念与应用模内转印是一种在成型过程中与装饰同步进行的工艺。
汽车仪表板制造工艺介绍

–出风口向上应能够吹到99%的眼椭圆,向下应能 够吹到假人的H点。
–所有的出风口最少高于前座椅H点356毫米;从出 风口作到99%眼椭圆的切线,切线长度不大于 653毫米。
–典型仪表板:新桑、老桑、赛欧、长安嘉 年华
4
仪表板在整车中的安装方式
• Cockpit方式:
–仪表板本身没有金属加强梁支撑,在装车 前需预装在金属Cross car beam上。 Cross car beam为整体式铝镁合金或强壮 的金属管梁结构,可承载空调的重量。装 车时用机械手Loading arm将仪表板在车 身中定位,通过cross car beam上的定位 销准确固定仪表板总成。(详见附图)
15N
–烟灰缸盖在受到11N的载荷时,Y方向变形<5 毫米 ;Z方向变形<3 毫米
–在手不接触到灭烟处的情况下,烟灰缸缸体可以很 方便的取出。
15
各零部件结构及设计要求 -杯托
• 设计要求 –可靠性目标:2年内或30000MILES 98%;6年内或 90000MILES 94%;10年内或150000MILES 90%。 –仪表板系统要求在-40度到82度的环境温度下, 40度时相对湿度达到90%, 满足外观和功能的要 求。
10
各零部件设计要求-IP本体
• 设计要求 – 仪表板系统上的零件经过3次拆装后, 所 有的 饰板经过6次拆装后, 仪表板应满足所有外观 和功能的要求。 – 需满足驾驶侧与副驾驶侧的膝部撞击要求(北美 和欧洲法规要求,视客户需求决定). • 当仪表板暴露在自然环境下,当仪表板处于空 调引起的快速冷热时,当运动部件运动时,不 能发出可辨的噪声。 • 振动试验要求:振动频率3常用材料
浅谈仪表板制造工艺

环保化:采用环保材料,减少对环境的影 响
集成化:仪表板将集成更多的功能,如导 航、娱乐、通信等
个性化:仪表板将更加个性化,满足不同 消费者的需求
安全性:仪表板将更加注重安全性,如防 撞、防眩光等功能
汇设备,提 高资源利用率, 减少资源浪费
环保认证:通 过环保认证, 提高产品质量 和品牌形象, 满足市场需求
自动化技术:采用自动化生产线,提高生产效率 数字化技术:利用数字化技术,提高生产精度 智能化技术:引入智能化技术,提高生产效率和精度 环保技术:采用环保技术,降低生产过程中的污染和浪费
吸塑工艺:将塑料原料吸 入模具中,通过冷却成型
仪表板制造工艺的特点: 精度高、质量好、生产效 率高
Part Three
塑料原料:聚丙烯、聚碳酸酯等 玻璃原料:钢化玻璃、夹层玻璃等 电子元件:传感器、显示屏等
装饰材料:皮革、织物等 模具:注塑模具、冲压模具等 设备:注塑机、冲压机等
设计原则:满足产品性能和外观要求,提高生产效率 设计方法:采用计算机辅助设计(CAD)和计算机辅助工程(CAE)技术 制造工艺:包括注塑、吹塑、压铸等 质量控制:通过检测和试验,确保模具质量和性能达到要求
装配技术:包括装配顺序、装配方法、装配工具等 检测技术:包括检测方法、检测设备、检测标准等 质量控制:包括质量管理体系、质量控制方法、质量控制标准等 自动化技术:包括自动化装配、自动化检测、自动化质量控制等
Part Five
数字化制造:利用数字化技 术,实现产品设计、生产、 管理等环节的数字化
材料选择:需要选择合适的材料,以满足强度、耐久性和环保要求 工艺技术:需要不断改进工艺技术,以提高生产效率和质量 成本控制:需要降低成本,以提高竞争力 环保要求:需要满足环保要求,以减少对环境的影响 市场需求:需要适应市场需求的变化,以保持竞争力 法规要求:需要满足法规要求,以避免法律风险
汽车仪表板及制造工艺简介YFV

各零部件结构及设计要求 -出风口
Instrumental Panel
各零部件结构及设计要求 -烟灰缸
• 主要结构见附图 –抽屉式手开烟缸:低档经济型车上应用较多 。 –带缓冲的自动翻开式:中高档车型上
13
Instrumental Panel
各零部件结构及设计要求 -烟灰缸
• 设计要求 –前烟灰缸打开的宽度为100毫米,打开的面积为 5000平方毫米;总容积为200立方厘米;后烟灰缸 打开的宽度为75 毫米,打开的面积为2000平方毫 米;总容积为80立方厘米 –将烟灰缸缸体转入或取出的作用力为: SNAP-IN 方 式: 20N DRAWER/SLIDE 方 式: 15N PIVOT/HINGED 方 式: 15N –烟灰缸盖在受到11N的载荷时,Y方向变形<5 毫米 ;Z方向变形<3 毫米 –在手不接触到灭烟处的情况下,烟灰缸缸体可以很 方便的取出。
20
Instrumental Panel
各零部件结构及设计要求 -中部面板
•
主要结构 中部面板是仪表板上结构较为 复杂的部分,一般集成中部左右 出风口、中部储物盒、空调控制 器、收放机或CD、前后雾灯、警 告灯等车用开关。另外,许多客 户需要在中部面板上安装杯托和 双DIN结构的DVD。 中部面板的设计非常多样,一 般需要考虑到:
Instrumental Panel
目
• • •
的
对仪表板的整体结构有大致的了解。 对仪表板各部分的零件设计要求有一定 的认识。 清楚仪表板的相关常用工艺和材料要求 。
1
Instrumental Panel
内
• • • • 仪表板在整车中的安装方式 仪表板种类及其表面要求 仪表板结构及其零件组成 各零部件的设计要求
仪表板及制造工艺简介

金属加工环节:使用数 控机床等设备对金属板 进行加工,制作出仪表 板的各个部件。
表面处理环节:对仪表 板的表面进行镀膜、喷 涂等处理,以提高其耐 高温和防尘等性能。
电子元件组装环节:将 电子元件安装到仪表板 上,并连接线路,以实 现仪表板的控制和显示 功能。
测试环节:对组装好的 仪表板进行测试,以确 保其精度和稳定性。
04
制造工艺案例分析
案例一:汽车仪表板的制造工艺
01
02
03
04
05
汽车仪表板是汽车内部 重要的部件之一,它需 要具备高精度、耐久性 和安全性等特点。制造 工艺包括注塑、喷涂、 真空成型和组装等环节 。
注塑环节:使用注塑机 将塑料颗粒注入模具中 ,经过加热、加压等过 程,形成仪表板的各个 部件。
THANKS
仪表板的基本组成
仪表
仪表是仪表板的核心部件,用于指 示车辆的各种信息,如车速表、转 速表、水温表、油量表等。
指示灯
指示灯用于指示车辆的各种故障和 异常情况,如制动灯、转向灯、危 险警报灯等。
控制按钮
控制按钮用于控制车辆的各种功能 ,如空调、音响、车窗等。
显示屏
显示屏用于显示车辆的各种信息, 如里程、导航、倒车影像等。
仪表板及制造工艺简介
2023-11-06
目录
• 仪表板概述 • 制造工艺概述 • 仪表板制造工艺 • 制造工艺案例分析 • 制造工艺发展趋势和挑战
01
仪表板概述
仪表板的定义和作用
仪表板的定义
仪表板是汽车内部的主要部件之一,其作用是显示车辆的各种信息和指示驾 驶员操作车辆。
仪表板的作用
仪表板可以实时显示车辆的运行状态,如车速、转速、油量、水温等,同时 还可以指示车辆的各种故障和异常情况,以确保驾驶员能够及时发现并处理 问题。
汽车内饰制造工艺图文详解

下饰板: ABS, PVC(1.2mm with PVC foam) 注塑/真空复合
扬声器罩: BOM 注塑
SVW Passat B5
总成: 超声波锚焊 胸部保护垫: PU发泡
髋部保护垫: EPP发泡
地图袋后衬板: EPP发泡
Vibration Welding ultrasonic Welding
Vibration Welding
Vibration Welding Steps
Tooling Plan
•搪塑模:30周 •Slush tool: 30weeks •发泡模:26周 •Foam tool: 26weeks •注塑模:28周 •Injection tool: 28weeks
Injection machine
仪表板工艺开发能力 IP Process
工序三:软触漆喷涂 Process 2: Soft touch painting
Equipment:
•Soft painting line
Capacity: 700,000 parts Customer:
•SVW: B5/ POLO
工序一:表皮成型
仪表板工艺开发能力 IP Process
Process 1: Skin forming
对于中高档车型,内饰件(包括仪表板,门内板等)的表皮 成型是不可缺少的工艺。根据加工方式的不同,相关的工艺可以 分为三类:
• 传统的阳模真空成型 • 搪塑(Slush)成型 • 喷塑(Spray)成型 • 阴模模内成型皮纹/覆皮工艺(IMG)
缺点 Disadvantage 耐老化性能及低温性能差 Poor aging resistance and cold performance 散发特性差 Poor emission
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
汽车仪表板及其制造工艺
仪表板因其得天独厚的空间位置,使愈来愈多的操作功能分布於
其中,除反映车辆行驶基本状态外,对风口、音响、空调、灯光等控制也给予行车更多的安全和驾驶乐趣。
因此,在汽车中,仪表板是非常独特的集安全性、功能性、舒适性与装饰性於一身的部件。
首先,它需要有一定的刚性以支撑其所附的零件在高速和振动的状态下保证正常工作;同时又需要有较好的吸能性使其在发生意外时减少外力对正、副驾驶员的冲击。
随着人们对车的理解愈来愈超出其功能,对仪表板的手感、皮纹、色泽、色调也逐渐成为评判整车层级的重要标准。
仪表板通常包含仪表板本体(壳体)、仪表、空调控制系统、风道/风管、出风口、操作面板、开关、音响控制系统、除霜器、除雾器、手套箱、左盖板、饰板等零件。
大部分仪表板还包含:储物盒、驾驶员侧手套箱、扬声器等饰件和时钟、金属加强件、烟灰盒、点烟器、杯托等功能性零件;部分中高档汽车设计有卫星导航系统、手机对讲系统、温度传感系统等高端产品。
仪表板的分类
仪表板按安全性可分为无气囊仪表板和附气囊仪表板(针对副驾驶)。
目前国内只有少数中高档次的轿车配备气囊仪表板,随着人们对安全性的重视,客户对附气囊仪表板需求加大,主机厂也将此作为买点之一。
气囊打开在保护乘客的同时,也可能伤害乘客,尤其是儿童。
因此,国际上部分新车型的仪表板气囊已开始加装开关。
为气囊的正常开启,在气囊上方多设计有气囊盖板,在其打开时释放气囊。
但其与仪表板匹配处存在可视装接线,影响整车美观。
为此,近年愈来愈多车型的仪表板设计为无缝气囊仪表板。
既能保证气囊正常开启,又无可视装接线。
仪表板按舒适性可分为硬塑仪表板、吸塑仪表板和半硬泡软质仪表板。
仪表板本体以注塑工艺制成的为硬塑仪表板,因其工艺简单、投资低等优势而被广泛应用,尤其是中低档车。
其中有局部或全部涂装饰漆或软触漆,以改善外观、增加色调或提高质感。
吸塑仪表板是在注塑或压制骨架外吸附并粘结或在注塑时复合表皮,使其外观有皮质感。
半硬泡软质仪表板是在表皮和骨架之间填充有聚氨酯泡沫,既提高触感又增加吸收能量的能力。
目前半硬泡软质仪表板的表皮主要有真空热成形表皮和搪塑表皮。
前者是传统的仿真皮工艺制成;後者在近年因其花纹均匀、无内应力、设计宽容度高等特点被广泛应用,并得到客户高度认可,将成为中高档车主导。
按驾驶方向仪表板可分为方向盘左置仪表板和右置仪表板。
在英联邦国家和日本为左侧通行、右侧驾驶,使用方向盘右置仪表板;其它国家反之。
仪表板生产的主要工艺
针对不同仪表板,涉及的工艺及流程也有较大差异,可粗略归纳为以下几种:
-硬塑仪表板:注塑(仪表板本体等零件)→ 焊接(主要零件)→ 装配(相关零件);
-半硬泡仪表板:注塑/压制(仪表板骨架)→ 吸塑(表皮与骨架)→ 切割(孔及边)→ 装配(相关零件);
-半硬泡仪表板:注塑(仪表板骨架等零件)
真空成形/搪塑(表皮)→ 发泡(泡沫层)→ 切割(边、孔等)→ 焊接(主要零件,如需要)→ 装配(相关零件)
具体涉及的主要工艺如下。
注塑工艺
将乾燥後塑料粒子在注塑机中通过螺杆剪切和料桶加热熔融後注入模具中冷却成形,是仪表板制造应用最广泛的加工工艺,用来制造硬塑仪表板本体、吸塑和软质仪表板的骨架及其它大部分相关零件。
硬塑仪表板材料多使用PP,仪表板骨架的材料主要有PC/ABS、PP、SMA、PPO(PPE)等改型材料。
其它零件则根据作用、结构和表观要求的不同另选择ABS、PVC、PC、PA等材料。
注塑工艺在四、五十年代迅速兴起後,得到了大力发展,经过在设备、模具上的不断增加、改造、选装不同用途的设备,使注塑工艺形成多种分工艺:如气辅注塑、顺序阀注塑、复合注塑、嵌件注塑、双色注塑、二次注塑等。
-气辅注塑是气体辅助注塑的简称,发明於八十年代初,推广於九十年代,是将熔融塑料粒子注入模具的同时注入一定量的惰性气体,并通过气路、结构的设计和工艺控制使零件的特定区域形成中空结构的注塑工艺。
中空结构的形成增强了零件的机械性能的同时减少了零件壁厚,改善零件外观,降低了材料成本和成形周期。
因此该工艺不仅在汽车制造业得以应用,在家电制造业得到长足的发展,主要应用於结构件,尤其是有外观要求的结构件。
近年用水代替惰性气体的研究与应用也取得了一定成果;
-顺序阀注塑:在九十年代由附有热流道模具的注塑演化而来,是通过与设备连锁的阀门,控制模具热流道的不同浇口的开闭,从而控制料流的注塑工
艺。
该工艺适於薄壁长流程的产品,降低对设备锁模力的要求,优化表面质量,缩短成形周期;
-复合注塑是在注塑模的动模一侧放置与模具形状吻合或无形状的片材後注塑成形,使产品具有两层的结构同时有模具赋予的形状。
其优点是减少了加工工序,产品表观质量好,零件间粘结力强。
因其有形状片材在与模具配合时需精密控制,而无形状的平面片材需达到零件拉伸要求。
因此该工艺在仪表板制造中应用?围很少,而在门内饰板和装饰板/条有一定的应用;
-嵌件注塑在家电业较普及,在仪表板生产中各电器开关的制造均采用该工艺。
它是将需嵌於注塑件的金属零件在注塑前置於模具内,注塑後熔融的塑料将其部分包覆成为零件;
-双色注塑:在双色注塑机上,在同一生产周期内向专门的注塑模内同时/先後注射不同颜色/种类的原料,使产品具有不同的外观/性能,但因其在设备和模具的巨大投资而逐渐被二次注塑取代。
二次注塑就是注塑零件为嵌件的嵌件注塑,主要应用於机械性能和外观要求较高的零件,材料选择是该工艺的关键。
真空热成形工艺
该工艺将表皮片材加热到玻璃点软化温度,在密闭的型腔内加注气体使其得到一定拉伸,进而以真空吸附於有温控模具冷却并得到产品。
主要用於仪表板表皮和外观要求高的零件生产,材料主要为PVC/ABS。
因环保的要求,八十年代开始新材料的研发,近年TPO和TPU在欧、美、亚都有一定的应用。
搪塑工艺
将粉末原料均匀撒布於加热的模具表面,使其熔融并保持一定时间,使物理、化学双重反应充分进行後冷却定性,得到模具形状的产品。
不同的加热方式对产品质量、模具寿命等起决定作用,主要有风加热、油加热和砂加热等方式。
该工艺主要用於高档车仪表板等手感、视觉效果要求高的产品。
目前材料主要是PVC,也是基於环保要求,TPO、TPU等材料的开发基本完成,等待产品的验证阶段。
发泡工艺
将聚醚和异氰酸酯充分混合後注入模具的表皮与骨架中间、交联固化,在其间形成要求形状泡沫的加工工艺,泡沫连接了表皮与骨架,又改善零件的手感。
该工艺是软质仪表板生产的必须工艺,分开模浇注和闭模浇注。
-开模浇注是在模具开启状态下将发泡料浇於表皮内侧,然後放置骨架、关闭模具,使其交联固化,该工艺宽容性高,设计自由度大;
-闭模浇注是在模具中放好的表皮与骨架之间注入发泡料,使其交联固化的发泡工艺,该工艺的工艺稳定性好,设备投入低,但设计难度大。
油漆工艺
油漆工艺是在零件表面喷涂油漆,使油漆在与基材反应的同时自身交联固化形成漆膜。
油漆有单组份油漆和双组份油漆;基材有金属和塑料件之分,仪表板制造多指塑料件,塑料件又分极性和非极性材料。
极性材料多可直接喷涂,如ABS、PVC/ABS等;非极性材料需预处理或喷底漆,火焰处理和等离子处理等预处理技术也日臻成熟。
对仪表板零件进行油漆主要是改善外观,根据主要不同由有装饰漆和软触漆之分。
软触漆不仅改善外观,而且大大改善手感,成为近年中高档车追求的工艺。
切割工艺
近年随着各种新工艺在切割中得到应用,切割工艺也向多元化发展,冷冲、热刀切割、冷刀切割、水刀切割、激光切割、铣切割在仪表板制造中发挥重要作用,并将很多设想成为可能。
-冷冲是利用上下金属模的剪切作用分割零件的传统切割工艺,发展趋势是将多工位通过模具和油路的设计向单工位集成;
-热刀切割是利用加热的刀具切割塑料零件的工艺,主要用於脆性材料或控制深度的切割;
-水刀切割利用高压水在细小的喷头释放,形成高压高速的水柱冲击产品使其断裂,并机器人带动高压水喷头移动形成切割的工艺。
其优势是无需模具投入、多种产品共用、高柔性;
-激光切割是利用激光束携带的能量灼烧产品,机器人带动产品移动,形成切割的新兴的塑料切割工艺。
主要应用於严格控制切割剩馀厚度的产品,目前主要是硬塑无缝气囊仪表板制造;
-铣切割是将金属加工工艺在解决高速灼烧和缠绕後应用於塑料的典型工艺。
焊接工艺
焊接工艺将两个相同或不同热塑性材料的零件,通过一定方式将其连接处熔融後重新交联形成一体的成形工艺。
根据能量来源不同可分为超声波焊接、振动摩擦焊接、热风焊、热板焊等。
装配工艺
装配工艺是仪表板生产必不可少的工艺,通过卡角、螺丝、粘结、焊接等方法将各种零件组合在一起形成产品。
根据装配方式不同,在生产管理上分为流水线装配和单工位装配。
仪表板的生产中针对不同的零件和要求,还有很多工艺门类,如水转印、吹塑、植绒、电镀等,在仪表板的制造中起着不可或缺的作用。
随着现有工艺经验的积累,各工艺门类日臻完善;科学技术的发展给新工艺的产生创造无限机会。
两者的结合给仪表板工艺发展描绘美好蓝图,同时也给整车填色,满足消费者多元化和高性价比的要求。
(end)。