电站风机安装工艺程序procedure FD Fan
简述风力发电机组的一般装配工艺流程

简述风力发电机组的一般装配工艺流程Wind turbine assembly process is a complex and crucial procedure that requires careful planning, skilled labor, and attention to detail.风力发电机组的装配工艺流程是一个复杂而关键的程序,需要仔细规划、熟练的劳动力和注重细节。
The process typically starts with the arrival of various components at the assembly site, including the tower, nacelle, blades, and other necessary parts. 通常情况下,该过程始于各种组件抵达装配现场,包括塔架、机舱、叶片和其他必要部件。
Each component is carefully inspected for defects or damage before the assembly process begins to ensure the overall quality and performance of the wind turbine. 在装配过程开始之前,会仔细检查每个组件以确保风力发电机的整体质量和性能。
Assembly process starts with the tower installation, which serves as the foundation of the wind turbine and provides support for the rest of the components. 装配过程从塔架安装开始,塔架作为风力发电机的基础,为其他组件提供支撑。
The tower is typically erected using heavy machinery, such as cranes, and must be securely positioned to withstand strong winds and support the weight of the entire turbine. 塔架通常使用重型机械(如起重机)架设,必须牢固地定位以承受强风并支撑整个风机的重量。
现场施工风力发电场的风机安装与调试
现场施工风力发电场的风机安装与调试随着能源资源的日益减少和环境保护意识的增强,风力发电作为一种清洁、可再生的能源形式逐渐受到人们的关注。
现场施工的风力发电场在风机的安装与调试过程中,起着至关重要的作用。
本文将详细介绍风机的安装与调试步骤,以及需要注意的相关问题。
一、风机的安装1. 准备工作在安装前,首先需要对施工场地进行勘测,确定最佳的安装位置。
然后,根据地形地貌及风力资源分布情况,选择适合的风机型号和数量,并准备好安装所需的工具、设备和材料。
此外,还要与电力公司或相关部门进行沟通,了解施工遵守的相关法规与安全标准。
2. 基础建设风机的基础建设是安装的关键步骤。
根据风机的型号和规格要求,进行地基开挖和浇筑。
确保基础的坚固稳定,以承受风机产生的重量和风力的作用。
同时,必须保证基础的精确度和垂直度,以便后续的安装工作。
3. 安装风机塔筒安装风机塔筒时,需要使用起重机将塔筒吊装到基础上。
在吊装过程中,要严格控制重心位置和塔筒的垂直度,确保其垂直度误差在规定范围内。
塔筒安装完成后,需要进行固定,并进行可调节的水平校正。
4. 安装风机叶片风机叶片的安装是比较复杂的过程,需要专业技术人员操作。
叶片的吊装、安装和旋转调整需要仔细合理的规划。
在安装过程中,要确保叶片和塔筒之间的间隙和安装位置符合要求,并对叶片进行平衡调整,以提高风机的工作效率和稳定性。
5. 连接电气系统与供电安装风机后,需要连接风机和电气系统。
这包括涉及到导线、电缆和接线盒等部分。
在连接过程中,要按照相关标准和规范进行操作,保证连接牢固可靠,并预留一定的电缆余量,以便于日后维护和维修。
二、风机的调试1. 机械调试机械调试是指对风机的机械部分进行测试和调整。
在调试过程中,要检查风机的叶片角度、风向控制系统、润滑系统等,确保其正常工作。
同时,还需要对风机的各个部分进行紧固和检查,以避免设备在运行过程中出现松动和故障。
2. 电气调试电气调试是保证风机正常运行的关键环节。
风机安装工艺流程课件

根据设计结果,绘制基础施工图纸, 包括平面图、剖面图和节点详图等。
确定基础尺寸
根据风机的重量和载荷要求,计算出 基础的大小和深度。
基础施工
01
02
03
04
施工准备
清理施工现场,准备好施工材 料和工具,进行技术交底。
土方开挖
按照基础图纸的要求,进行土 方开挖工作。
钢筋加工与安装
根据基础图纸,加工和安装钢 筋,确保钢筋的规格、数量和
电气调试
对电机的启动、停止、正反转等操作进行测试,检查控制线路和保 护装置的功能。
性能调试
通过调整风机的进风口、出风口等参数,测试其性能指标,如风量 、风压、效率等。
试运行与验收
空载试运行
01
在无负载条件下启动风机,观察其运行状态,包括振动、声音
、温度等参数。
带载试运行
02
在逐渐增加负载的过程中观察风机的性能变化,直至达到设计
调整水平
通过调整地脚螺栓的松紧度,使风机 底座水平。
紧固螺丝
使用螺丝将风机机架与底座固定在一 起,确保牢固。
控制系统安装
01
检查控制柜
确保控制柜符合设计要求,无损坏 或缺失元件。
测试控制功能
检查控制柜的控制功能是否正常, 如启动、停止、调速等。
03
02
连接线路
根据设计图纸,连接控制柜内的线 路,确保连接正确、牢固。
风机安装工艺流程 课件
目 录
• 风机安装概述 • 风机基础制作 • 风机设备运输与保管 • 风机安装过程 • 风机调试与试运行 • 风机维护与保养
01
风机安装概述
风机安装的定义与重要性
定义
风机安装是将风机设备按照设计要求,将其安装在指定的位置,并确保其正常 运行的过程。
风机安装工艺流程课件
对工具和设备进行检查和维护,确保其完好、安全、可靠。
编制安装计划和安全措施
根据风机安装的实际情况,编制详细的安装计划,包括安装步骤、时间安排、人员分工 等。
制定安全措施,确保安装过程中的安全防范和应急处理,如设置安全警示标志、配备安 全带、制定紧急救援预案等。
Part
03
风机安装过程
基础制作与验收
质量符合要求。
验收内容
验收内容包括风机的安装位置、 安装角度、安装质量、安全性能 等方面,确保风机安装工程符合
设计要求。
验收标准
根据相关标准和规范,制定验收 标准,对不符合要求的安装工程
进行整改和重新安装。
Part
05
常见问题与解决方案
安装过程中常见问题及处理方法
总结词:安装问题
详细描述:在安装风机过程中,可能会出现基础不平、地脚螺栓松动、机壳连接 不严密等问题。针对这些问题,可以采取调整基础、紧固地脚螺栓、重新连接机 壳等措施进行处理。
风机的电气连接与调试
STEP 01
电气线路
STEP 02
电气调试
按照设计要求铺设电缆、 接线,确保线路连接正确 、安全。
STEP 03
安全检测
对风机进行安全检测,确 保风机运行平稳、无异常 噪音和振动。
对风机进行电气调试,检 查电机、控制回路等是否 正常工作。
Part
04
风机安装后的检测与验收
检测风机的运行状况
运行过程中常见问题及处理方法
总结词:运行问题
详细描述:在运行过程中,有时会出现电机过热或烧坏的 情况。针对这个问题,可以检查电机散热情况、负载情况 、电源情况等,并采取相应措施进行修复或更换。
维护保养与故障排除方法
风机安装工艺过程指导
风机安装工艺过程参考指导事项风机安装工艺过程参考事项如下:1、机组安装前的准备事项:施工技术资料的准备、机具和吊装设备的准备、基础的验收及杂物清理、垫铁的准备、地脚螺栓的检查处理等。
2、设备的开箱、检查:①根据装箱单核对检查零部件是否齐全;②根据随机技术文件核对叶轮、机壳和其它部件的主要安装尺寸;③检查风机外露各加工表面的防锈情况和主要零部件是否有碰伤及明显的变形。
3、基础检验和放线:基础的轴线、标高和各部分尺寸必须符合建筑图样要求,平面标高误差一般不大于0~20mm,地脚螺孔的垂直度误差一般不大于1/100,基础表层不得有空腔、疏松、夹层和脏杂物。
基础放线是正确地找出并划出设备安装基准线(纵轴线、横向线和标高),以便将设备座落在正确的空间位置上。
基础的检验和定位的方法,一般采用拉钢丝挂线坠法和墨斗弹线法。
4、机组的就位和初步调平找正:机组轴系找正时应以质量大的风机为基准找正调平。
机组就位时要清理干净地脚螺栓孔中的杂物,使用标准的垫铁(一平二斜,垫铁表面要精加工处理),地脚螺栓在孔中要垂直放置。
根据现场系统要求确认好风机旋向,就位相应的风机转子组。
F式风机转子组就位前先把下机壳及进气箱下半部分就位,否则转子组先就位后下机壳及进气箱下半部分就不好安装了。
F式风机转子组就位时先把进风口套在主轴上一起就位。
D式风机转子组就位前先把下机壳就位,否则转子组先就位后下机壳就不好安装了。
设备吊运应平稳安全,不得损伤机加工表面。
轴向考虑各设备间的半联轴器图纸要求间隙(若是ZL型或HL型按图纸要求预留间隙;若是膜片联轴器,要考虑实际供货的膜片厚度,根据实际测量予留间隙,若是鼓形齿或蛇簧型联轴器,同样根据实际供货要求予留间隙,避免不必要的麻烦)。
机组中电机是滑动轴承时,考虑好电机的磁力中心线(磁力中心线是指电动机在运转时,转子在定子磁场中应有的轴向位置,此位置一般为转子轴向可窜动量的中间位置,也可起动电动机实际测量确定。
发电厂送风机安装施工方法及工艺要求
发电厂送风机安装施工方法及工艺要求1、施工方法根据送风机设备结构特点及现场机具配备和布置,采用散装方法,将所有的送风机设备用汽车运至送风机室旁,再用吊车吊至基础上。
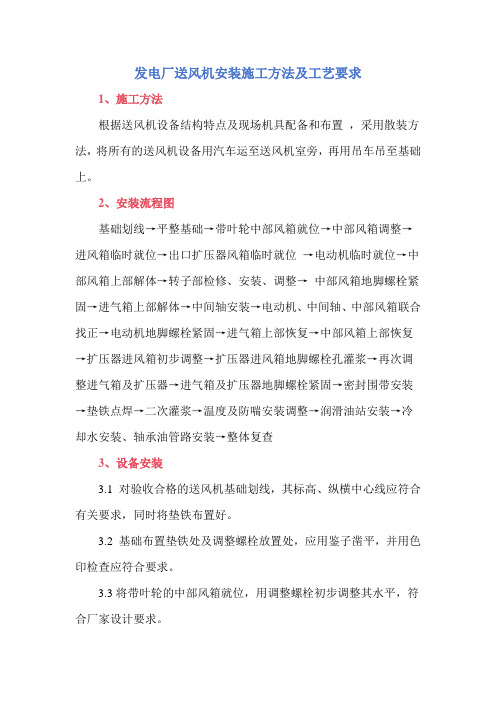
2、安装流程图基础划线→平整基础→带叶轮中部风箱就位→中部风箱调整→进风箱临时就位→出口扩压器风箱临时就位→电动机临时就位→中部风箱上部解体→转子部检修、安装、调整→中部风箱地脚螺栓紧固→进气箱上部解体→中间轴安装→电动机、中间轴、中部风箱联合找正→电动机地脚螺栓紧固→进气箱上部恢复→中部风箱上部恢复→扩压器进风箱初步调整→扩压器进风箱地脚螺栓孔灌浆→再次调整进气箱及扩压器→进气箱及扩压器地脚螺栓紧固→密封围带安装→垫铁点焊→二次灌浆→温度及防喘安装调整→润滑油站安装→冷却水安装、轴承油管路安装→整体复查3、设备安装3.1 对验收合格的送风机基础划线,其标高、纵横中心线应符合有关要求,同时将垫铁布置好。
3.2 基础布置垫铁处及调整螺栓放置处,应用鉴子凿平,并用色印检查应符合要求。
3.3将带叶轮的中部风箱就位,用调整螺栓初步调整其水平,符合厂家设计要求。
3.4将进风箱吊在基础上,用垫铁调平。
3.5将出口扩压器风箱吊至基础上,用垫铁调平。
3.6将电动机吊至基础上,用调整螺栓调平。
3.7 拧开中部风箱上下部联结螺栓,将下部吊至基础上,进行转子叶轮的安装和调整。
3.8 转子、叶轮安装调整时应符合有关图纸技术要求,装配要正确,动叶转动灵活,动叶实际转动角度与指示同步,且符合厂家设计要求,轴承内部清洁,轴承各部间隙符合有关要求。
同时对转子下部风箱进行水平找正,符合有关要求后,紧固中部风箱地脚螺栓。
3.9 松开进气箱上下部联接螺栓,将进气箱下部吊至基础上,将中间轴吊入轴套内。
3.10 对电动机、转子及中间轴进行同步找正,其水平直线度及同心度,符合厂家要求后,紧固电动机地脚螺栓。
3.11 将中部风箱上部恢复,紧固连接螺栓。
3.12 将进气箱上部恢复,紧固连接螺栓。
风机安装过程[推荐]
![风机安装过程[推荐]](https://img.taocdn.com/s3/m/5397f428a200a6c30c22590102020740bf1ecd65.png)
风机安装过程[推荐]第一篇:风机安装过程[推荐]3.2.5 整体风机安装:3.2.5.1 风机设备安装就位前,按设计图纸并依据建筑物的轴线、边缘线及标高线放出安装基准线。
将设备基础表面的油污、泥土杂物清除和地脚螺栓预留孔内的杂物清除干净。
3.2.5.2 整体安装的风机,搬运和吊装的绳索不得捆缚在转子和机壳或轴承盖的吊环上。
3.2.5.3 整体安装风机吊装时直接放置在基础上,用垫铁找平找正,垫铁一般应放在地脚螺栓两侧,斜垫铁必须成对使用。
设备安装好后同一组装铁应点焊在一起,以免受力时松动。
3.2.5.4 风机安装在无减震器支架上,应垫上4~5mm厚的橡胶板,找平找正后固定牢。
3.2.5.5 风机安装在有减震器的机座上时,地面要平整,各组减震器承受的荷载压缩量应均匀,不偏心,安装后采取保护措施,防止损坏。
3.2.5.6 通风机的机轴必须保持水平度,风机与电动机用联轴节连接时,两轴中心线应在同一直线上。
3.2.5.7 通风机与电动机用三角皮带传动时进行找正,以保证电动机与通风机的轴线互相平行,并使两个皮带轮的中心线相重合。
三角皮带拉紧程度一般可用手敲打已装好的皮带中间,以稍有弹跳为准。
3.2.5.8 通风机与电动机安装皮带轮时,操作者应紧密配合,防止将手碰伤。
挂皮带时不要把手指入皮带轮内,防止发生事故。
3.2.5.9风机与电动机的传动装置外露部分应安装防护罩,风机的吸入口或吸入管直通大气时,应加装保护网或其它安全装置。
3.2.5.10通风机出口的接出风管应顺叶轮旋方向接出弯管。
在现场条件允许的情况下,应保证出口至弯管的距离A大于或等于风口出口长边尺寸1.5~2.5倍。
如果受现场条件限制达不到要求,应在弯管内设导流叶片弥补。
3.2.5.11现场组装的风机、绳索的捆缚不得损伤机件表面,转子、轴颈和轴封等处均不应作为捆缚部位。
3.2.5.12输送特殊介质的通风机转子和机壳内如涂有保护层、应严加保护、不得损坏。
工艺风机施工流程

⼯艺⻛机施⼯流程The installation of industrial fans involves multiple steps.Firstly,site preparation is crucial,ensuring a safe and level foundation.Next,the fan unit is carefully unloaded and positioned.Electrical connections are then made,followed by the installation of any necessary ducts or controls.Finally,thorough testing ensures optimal performance.Each step is executed with precision,guaranteeing efficiency and durability.⼯艺⻛机作为⼀种重要的⼯业设备,在各类⽣产场景中发挥着关键作⽤。
为确保⻛机的安装质量和使⽤效果,规范的施⼯流程显得尤为重要。
本⽂将对⼯艺⻛机的施⼯流程进⾏详细介绍,以期为相关施⼯⼈员提供有益的参考。
⼆、施⼯前准备1.技术准备:熟悉⻛机的技术规格、性能参数及安装要求,确保施⼯⼈员具备相应的技术知识和操作技能。
2.材料准备:根据设计要求,准备⻬全的⻛机本体、连接管道、⽀架、紧固件等材料和附件。
3.现场勘查:对施⼯现场进⾏勘查,了解基础条件、环境状况及与其他设备的配合情况,确保施⼯条件满⾜要求。
三、基础施⼯1.基础制作:根据⻛机的基础图纸,进⾏基础的制作。
确保基础的尺⼨、位置和标⾼符合设计要求,并进⾏必要的防腐处理。
2.基础验收:基础制作完成后,进⾏基础的验收。
检查基础的⼏何尺⼨、平整度及质量,确保符合要求。
四、⻛机安装1.吊装⻛机:利⽤合适的吊装设备,将⻛机本体吊装到基础上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PLTU 2 NTB 2 X 25 MWDOC. NOCOAL FIRED STEAM POWER PLANTINSTALLATION PROCEDURE OFAXIAL FLOW FORCED DRAFT FAN ISSUANCE DATE:Unit Issuing : Construction Approved By : Site Manager Page 1 of 18 REVISION 0 1TITILEInstallation Procedure of Axial Flow Forced Draft Fan2SCOPE OF APPLICATIONThis procedure is to describe the sequences and requirements for installationaxial flow forced draft fan of PLTU 2 NTB 2 X 25 MW CFSPP Project.3OBJECTIVEThis is to assure that the installations of this equipment are following theClient requirements, codes, and specifications, to obtain good qualityworkmanship during the installation works.4REFERENCE4.14.25FAN INSTALLATION SEQUENCE5.1Foundation survey.5.2Install padding.5.3Base on foundation of air inlet box.5.4Assembly bearing train accessories.•Connect oil pipe.•Install bearing thermometer.•Install temperature controller.5.5Install bearing train assembly to inlet box.5.6Alignment bearing train and inlet box assembly.5.7Grout inlet box anchor bolt.5.8Tightening anchor bolt and re-alignment of bearing train and inlet boxassembly.5.9Temporary install diffuser.5.10Grout diffuser anchor bolt.PLTU 2 NTB 2 X 25 MWDOC. NOCOAL FIRED STEAM POWER PLANTINSTALLATION PROCEDURE OFAXIAL FLOW FORCED DRAFT FAN ISSUANCE DATE:Unit Issuing : Construction Approved By : Site Manager Page 2 of 18 REVISION 0 5.11Secondary grout of diffuser anchor bolt.5.12Dismantle diffuser.5.13Torque anchor bolt and check level ness bearing train.5.14Dimensional check and cleaning hub.5.15Install hub.5.16Install blade.5.17Install hydraulic cylinder hub support cover.5.18Install hydraulic cylinder adjustable value core.5.19Setting of spring position.5.20Install and alignment rotating oil sealing.5.21Install diffuser.5.22Install sealing disc.5.23Install motor.5.24Grouting anchor bolt motor.5.25Connect coupling and alignment motor.5.26Secondary grouting of motor.5.27Secondary grouting of diffuser.5.28Install adjustable pull fork.5.29Install adjustable drive unit.5.30Install hydraulic cabinet.5.31Install soundness test adjustable pull fork.5.32Install and adjustment of adjust disc for blade.5.33Install outlet and inlet flexible connection.5.34General inspection.5.35After the completion of oil circulation of oil station and energize theactuator, adjust and regulate the position of the blade with angleadjustment.5.36Test run.PLTU 2 NTB 2 X 25 MWDOC. NOCOAL FIRED STEAM POWER PLANTINSTALLATION PROCEDURE OFAXIAL FLOW FORCED DRAFT FAN ISSUANCE DATE:Unit Issuing : Construction Approved By : Site Manager Page 3 of 18 REVISION 0 6INSTALLATION FLOW CHARTPLTU 2 NTB 2 X 25 MWDOC. NOCOAL FIRED STEAM POWER PLANTINSTALLATION PROCEDURE OFAXIAL FLOW FORCED DRAFT FAN ISSUANCE DATE:Unit Issuing : Construction Approved By : Site Manager Page 4 of 18 REVISION 0PLTU 2 NTB 2 X 25 MWDOC. NOCOAL FIRED STEAM POWER PLANTINSTALLATION PROCEDURE OFAXIAL FLOW FORCED DRAFT FAN ISSUANCE DATE:Unit Issuing : Construction Approved By : Site Manager Page 5 of 18 REVISION 0PLTU 2 NTB 2 X 25 MWDOC. NOCOAL FIRED STEAM POWER PLANTINSTALLATION PROCEDURE OFAXIAL FLOW FORCED DRAFT FAN ISSUANCE DATE:Unit Issuing : Construction Approved By : Site Manager Page 6 of 18 REVISION 07FOUNDATION SURVEY7.1Inspection for appearance and configuration7.1.1Visual inspection•Make sure the dried and cure states of concrete.•Make sure the surface is free from crack void, inclusion offoreign matter and others.•Make sure the surface is free from the exposure ofaggregate.•Make sure the outside is smooth and free from defects.7.1.2Dimensional inspectionMake sure and record the dimension on the basis of foundationworking diagram (machine foundation drawing).7.1.2.1Measure and make sure the distance between adjacentfoundations.7.1.2.2Measure and make sure the configuration of an anchorhole;PLTU 2 NTB 2 X 25 MWDOC. NOCOAL FIRED STEAM POWER PLANTINSTALLATION PROCEDURE OFAXIAL FLOW FORCED DRAFT FAN ISSUANCE DATE:Unit Issuing : Construction Approved By : Site Manager Page 7 of 18 REVISION 0•Configuration of surface.•Depth of hole.•Tilt of hole.•Distance in the horizontal direction to the centreline.7.2Foundation accuracy for receivingPLTU 2 NTB 2 X 25 MWCOAL FIRED STEAM POWER PLANTDOC. NOINSTALLATION PROCEDURE OFAXIAL FLOW FORCED DRAFT FAN ISSUANCE DATE:Unit Issuing : Construction Approved By : Site Manager Page 8 of 18 REVISION 0Item to be Investigated Measuring Point AllowablePositionPLTU 2 NTB 2 X 25 MWDOC. NOCOAL FIRED STEAM POWER PLANTINSTALLATION PROCEDURE OFAXIAL FLOW FORCED DRAFT FAN ISSUANCE DATE:Unit Issuing : Construction Approved By : Site Manager Page 9 of 18 REVISION 07.3Confirmation of completion of foundation works7.3.1After the completion of foundation correction by the personswho executed foundation works, measure again. After thecompletion of confirmation, perform the foundation receivingand keep the record with it arranged.7.4Foundation chippingAfter the finishing of foundation centring, set to the chipping of aninstallation surface from the place free from the foundation correctionor the place fast in the installation schedule.The installation surface stated here refers to the surface covered bythe base of an apparatus and the frame-shaped with width of 100 to150 m/ m in the peripheral edge and is within the range of grouting.Chipping refers to the working where concrete surface layer is chippedoff unevenly.7.5Install padding plateInstall padding plate on the foundation surface to obtain levelling baseplate fan as according requirement. The Padding installation refers to“Installation Procedure of Padding Plate for Boiler Auxiliary“.8INSTALLATION OF INLET BOX AND BEARING TRAIN8.1Place the inlet box near the foundation and keep direct touch withland.8.2Conduct cleaning on the bottom surface of mounting and top surfaceof padding on the foundation. Ensure both of surface above free fromrust, paint and others foreign material.PLTU 2 NTB 2 X 25 MWDOC. NOCOAL FIRED STEAM POWER PLANTINSTALLATION PROCEDURE OFAXIAL FLOW FORCED DRAFT FAN ISSUANCE DATE:Unit Issuing : Construction Approved By : Site Manager Page 10 of 18 REVISION 08.3Lift the inlet gearbox and placed on the foundation.8.4Install steel crib as temporary support on the front of the inlet box. Itmust be capable of supporting of the weight of the bearing train. Theheight of the crib should be such as that bearing Tran elevationassembled in the inlet box as according drawing design.8.5Place the bearing train on the steel crib and connect bearing oil pipe,set bearing thermometer, temperature controller and speed sensorlead, than put bearing train on the abutment.8.6Assemble cushion on bearing train abutment according to sequence,then set guide pin component on the air inlet box, using position pin tofix bearing train.8.7Set the sealing disc and sealing clearance should accord with drawingrule, the radial run out adjustment less than 0.5 mm.8.8Alignment housing air inlet box, use bearing train to check, whetherrun out of housing surface accord with drawing prescribe. Take thecentre line of fan assembly as reference line, level tolerance of itscentre line is 0,1 mm/ meter, the locate by bearing train centre line.8.9Grout anchor bolts on the air inlet box abutment. After concretecorrection, tightening anchor bolts and re-check bearing train centreand level ness.9INSTALL DIFFUSER9.1Set and align base plate to diffuser support.9.2Install diffuser on the foundation, fix glade abutment to diffusersupports and regulate diffuser position by using two regulating cushionat the same time.9.3Align the diffuser horizontally and vertically refer to bearing traincentre.9.4Grout the diffuser anchor bolt.9.5Conduct secondary grout on the inlet box mounting plate.9.6After concrete concretion, tightening anchor bolt and remove thediffuser around 1 meter along base plate orbit to make rotor assemblyeasier.PLTU 2 NTB 2 X 25 MWDOC. NOCOAL FIRED STEAM POWER PLANTINSTALLATION PROCEDURE OFAXIAL FLOW FORCED DRAFT FAN ISSUANCE DATE:Unit Issuing : Construction Approved By : Site Manager Page 11 of 18 REVISION 0 10INSTALL HUB10.1Conduct cleaning on the hub before installed, make sure the hub freefrom rush and dust.10.2Check the inside diameter of hub and out side diameter of impellershaft refer to drawing design.10.3Install special ear lug on vane shaft, then hoist hub to level height ofbearing box main shaft.Note : Should be use special ear lug from supplied by factory ormade according to drawing 903.202H to hoist hub.10.4Check if key set in main shaft key groove. It is necessary to regulatekey when installing hub hub on main shaft.10.5Anti clench extender should be spread on shaft end.10.6Set hub on shaft and tight it with main shaft, install nut on main shaft,crook anti loosing washer to make nut safe.10.7Heat hub to 500~700equably during assembly, it can bring bigconvenience to hub assembly.11INSTALL VANEAssembly position of vane on hub is arranged by computer program, pleaseinstall according to sequence and marks on vanes and vane shaft strictly.11.1Clean the hub flute, put the Teflon sealing loop in flute, check andmake sure ring can move like a cork and pay attention to ring hatch isat side of impeller outlet.11.2Set vane on vane shaft according to sequence, spread a little graphiteoil on vane bolts and tighten them. Vane bolt tighten torque rule is 45N-m. Other bolts tightening torque rule on appendix 111.3Check the clearance between vane top and housing limit value andregulating following steps ;1.Before measuring the clearance between vane and main airhousing, housing should be connected with air inlet box by bolts.PLTU 2 NTB 2 X 25 MWDOC. NOCOAL FIRED STEAM POWER PLANTINSTALLATION PROCEDURE OFAXIAL FLOW FORCED DRAFT FAN ISSUANCE DATE:Unit Issuing : Construction Approved By : Site Manager Page 12 of 18 REVISION 02.Run impeller according to clearance value in record card 1 onappendix 2; ensure the clearance value 2.3 mm ~ 3.5 mm.3.Clearance between vane and housing inner surface should bemeasured by slipping wedge hardwood into vane roots and hubunder the condition that fan stator is cold and stable.Notice: Clear cork after measured.4.To meet item no. 3 requirement, regulate nuts on vane shaft.The minimum radial clearance between vane shaft and hubshould be more than 0.5 mm, the maximum one can not makethe bugle of vane root on hub is more than 0.8 mm.5.Regulating the clearance between vane and main air housing mayinfluence rotor balance, if necessary rebalance rotor.Notice:After air inlet box, main air housing, diffuser are connectedtogether, recheck the clearance between vane top andmain air housing inner surface. It only need to theminimum clearance of the longest vane.12INSTALL HYDRAULIC REGULATORThe following steps refer to drawing .12.1Fix the hydraulic cylinder on bearing shaft by bolts.12.2Fix supporting cover (17) on hub cover, then run hub to makesupporting cover (17) bolt (18) hole aim at hydraulic cylinder bolt (18)hole and tighten bolts (18).12.3Dial to align hydraulic cylinder, fix dial gauge support on main airhousing end, then aim it at regulating valve box left outer round tomeasure run out, at the same time align bearing cover (17). Duringdialling to align, the run out tolerance of hydraulic cylinder is 0.05 mm,tighten bolts and re-check it.12.4Push down regulating valve (05) into regulating valve box (19)carefully; check if spring (09) position is right. Put cuprum gasket afterheating it. Then mount rotary oil seal by using bolts.PLTU 2 NTB 2 X 25 MWDOC. NOCOAL FIRED STEAM POWER PLANTINSTALLATION PROCEDURE OFAXIAL FLOW FORCED DRAFT FAN ISSUANCE DATE:Unit Issuing : Construction Approved By : Site Manager Page 13 of 18 REVISION 0 Notice;The marks on rotary oil seal and regulating valve must beconsistent, tighten bolts (16) carefully and use filler gauge tocheck if bolts have been tightened uniformly on rotary oil sealand regulating valve flange interface, the clearance difference isunder 0.1 mm.12.5Dial to align rotary oil seal, dial gauge should be set as closely aspossible to rotary oil seal cover. When dialling to align, the run outtolerance is 0.05 mm.12.6Mount seal disc between diffuser inner tube and hub support cover.Firstly nuts should be spot-welded, regulate seal radial clearance, itsclearance difference under is under 0,4 mm. Fix seal disc afterregulating clearance.12.7Mount regulating fork (01) on rotary oil seal (02) and its other end oncrank of regulating drive equipment.12.8Set hydraulic regulating oil pipes. Firstly clean every hose and threesteel tubes in diffuser, then connect hoses between hydraulicregulating oil stations before connecting rotary oil seal pipe, firstlyconnect flexible pipe with oil station to be a close loop, start oil pumpand clean pipe system follow the pre-commissioning procedure. Checkif pipe joint have leak. If they have, tighten them or change a new oneif necessary.13INSTALL SERVO MOTORThe following steps refer to drawing no. 255.25H13.1Ensure installation servo driving device as according drawingrequirement.13.2Place the servo motor on its foundation, align the servo motor refer toregulating arm.13.3When the servo motor’s drive arm is rotated 900(start position shownon the drawing no.255.25H). The regulating arm is rotated 450.PLTU 2 NTB 2 X 25 MWDOC. NOCOAL FIRED STEAM POWER PLANTINSTALLATION PROCEDURE OFAXIAL FLOW FORCED DRAFT FAN ISSUANCE DATE:Unit Issuing : Construction Approved By : Site Manager Page 14 of 18 REVISION 013.4If the item 13.3 can not reach, it can be solved by regulating theposition of the lug of regulating arm and link length.13.5Grout the servo motor base plate.14VANE ANGLE REGULATING14.1Firstly disassemble a piece of fan, set vane angle regulating panel onvane shaft.14.2Start hydraulic regulating oil station, regulate vane angle by servomotor manual or electric equipment to make the measured angle vaneangle regulating panel is 32.50.14.3Regulate crank of regulating drive equipment to vertical position byjoint bearing and tightened screw thread position and fix fork length.14.4Regulate out side regulating angle displayer to the same angle.14.5Regulate vane angle to 10 0and 55 0,then check if out sidedregulating angle displayer is in synchronization with vane angleregulating panel.15INSTALL FLEXIBLE CONNECTION ASSEMBLY15.1Mount flexible connection before mounting clip ring.15.2Mounting clip ring, pay attention do not mount clip ring out of ringer.15.3Tighten clip ring bolt by uniformly, pay attention to the tightness ofbolts is uniform.15.4Keep free end of clip ring do not damage flexible connection.15.5If exposure of flexible connection in danger caused by machine, suchas flying weld spatter during welding, so flexible connection must becovered with suitable material, until unit starting.15.6During flexible connection assembly, the least size is 200 mm, andtrack dry by cementation agent supplied with machine.16INSTALL MOTOR AND COUPLING ASSEMBLY16.1Put the motor unit near the foundation.PLTU 2 NTB 2 X 25 MWCOAL FIRED STEAM POWER PLANTDOC. NOINSTALLATION PROCEDURE OFAXIAL FLOW FORCED DRAFT FAN ISSUANCE DATE:Unit Issuing : Construction Approved By : Site Manager Page 15 of 18 REVISION 016.2Clean the motor unit, ensure free from oil, grease, burr, etc, on thebottom base plate surface.16.3Base on foundation of the motor unit.16.4Align motor position by centreline of bearing train.16.5Ensure the contact surface of motor base plate to padding platearound 75%.16.6Conduct first stages grout the anchor bolt of motor around ¾ heightof anchor bolt.16.7Prior to alignment of motor unit, the shim 3~4 mm shall be pre-setbetween motor and base plate of motor unit.16.8Assemble a half coupling to motor shaft and a half other to bearingtrain shaft.16.9Dial to align coupling centreline and motor end coupling as fan endcoupling reference, axes line degree tolerance of motor is 0.025 mm.Clearance between two coupling surface is uniform, its error is under0.10 mm.17TEST RUNAfter all parts have been assembled and fan assembling size is passed test,fan and motor base finish secondary grouting and all anchor bolts have beentightened, fan should be test run for 8 ~ 10 hours, to prove the test runningcondition of all fan parts accord with request.18ERECTION RECORDNO WORK ITEM REQUIREMENTINSPECTED BYCS BI PLN1.Foundation survey See item 7.2 X X X2.Paddinga. Elevation -2 ~ 0 mm X X Xb. Level ness0,5 mm/m X X X3.BearingPLTU 2 NTB 2 X 25 MWCOAL FIRED STEAM POWER PLANT DOC. NOINSTALLATION PROCEDURE OF AXIAL FLOW FORCED DRAFT FANISSUANCE DATE: Unit Issuing : ConstructionApproved By : Site ManagerPage 16 of 18REVISION 0a. Visual cleaningX b. Level ness Not exceed than 0.1mm/mX X X c. Centreline 0,5 mm X X X 4.Inlet boxa. Centre line3 mm X X X b. Torque anchor bolt 45 N-M X X X 5.Diffusera. Level ness 0.2 mm/m X X Xb. Centre line3 mmX X X c. Torque anchor bolt See appendix 2X X X 6.Huba. Torque hub bolts See appendix 2 XXX7.Vane assembly a. Vane bolts torque 45 N-Mb. C learance deviation around rotary oil seal and regulating valve interfaceNot exceed 0.1mmX X Xc. Radial clearance between vane shaft and hub 0,5mm< …< 0.8 mm X X Xd. Clearance between vane and main air house.2.3 ~3.5 mm X X X 8.Hydraulic Regulator a. Radial run out of hydraulic tank Max. 0.05 mm XX X b. Clearance rotary oil seal and regulating flange interface Not exceed than o.1 mm X X X c. Radial run out rotary oil seal Max. 0.05 mm X X X d. Radial clearance difference between diffuser inner tube and hub support cover. Not exceed 0.4 mm XXX9.Servo Motor a. Torque of servo motor 50 NMX X XPLTU 2 NTB 2 X 25 MWDOC. NOCOAL FIRED STEAM POWER PLANTINSTALLATION PROCEDURE OFAXIAL FLOW FORCED DRAFT FAN ISSUANCE DATE:Unit Issuing : Construction Approved By : Site Manager Page 17 of 18 REVISION 0 APPENDIX 1TORQUE REQUIREMENT OF BOLT TIGHTNINGGrade bolt 4.68.812.912.9Gradenut 4.6 4.6 4.6 8.8Meter M6 0.6 0.9 1.2 1.5Kilogram.FootPound.4.3 6.5 8.7 10.9MeterKilogram.M8 1.5 2.2 2.9 3.8FootPound.10.9 15.9 21.0 27.5MeterKilogram.M10 2.8 4.4 5.5 7.4FootPound.20.3 31.9 39.8 53.6M12 5.07.59.512.5Kilogram. MeterFoot36.2 54.3 68.8 90.5Pound.MeterKilogram.M16 12.0 18.5 23.5 31.0FootPound.86.9 134 170 224MeterKilogram.M20 24.0 36.0 45.0 60.0Pound.Foot174 261 326 435Kilogram.Meter M24 40.0 60.0 75.0 100Foot290 435 544 725Pound.PLTU 2 NTB 2 X 25 MWCOAL FIRED STEAM POWER PLANT DOC. NOINSTALLATION PROCEDURE OF AXIAL FLOW FORCED DRAFT FANISSUANCE DATE: Unit Issuing : ConstructionApproved By : Site ManagerPage 18 of 18REVISION 0APPENDIX 2Record CardThe scheme of measuring pot seen from air inlet end scheme。