在数控机床线性伺服进给系统中用于高速驱动的两颗“明星”——精密高速滚珠丝杠副与直线电动机
数控机床填空题及判断

基本概念1.NC机床的含义是数控机床,CNC机床的含义是计算机数字控制机床,FMS的含义是柔性制造系统, CIMS的含义是计算机集成制造系统。
2.数控机床按控制运动轨迹可分为点位控制、点位直线控制和轮廓控制等几种。
按控制方式又可分为开环控制、闭环控制和半闭环控制等。
3.数控机床的进给伺服系统可以分为开环控制系统、半闭环控制系统和闭环控制系统。
4机电一体化系统的设计过程,主要包括系统总体设计、机械结构设计、控制系统设计、软件设计等几个方面。
编程1.数控机床坐标系三坐标轴X、Y、Z及其正方向用右手定则判定,X、Y、Z各轴的回转运动及其正方向+A、+B、+C分别用右手螺旋判断。
2.在数控机床坐标系中,绕平行于X、Y和Z轴的回转运动的轴,分别称为 A 轴、B轴和 C轴。
3.以下常用G代码含义分别是:(1)G01 直线插补指令,G02 顺时针圆弧插补(2)G17 XY平面选择(3)G42 刀具右补偿(2)G41 刀具左补偿6.数控铣床中以下常用G代码含义分别是:(1)G00 点定位(2)G18 ZX平面选择(3)G41 刀具左补偿数控车床中以下常用G代码含义分别是:(4)G98 指定每分钟移动量(5)G50 主轴最高转速设置4.数控机床的坐标联动数是指数控装置控制的坐标轴同时到达空间某一点的坐标数若G01X50Y126Z200A60F90S500是一合法程序段,说明此机床数控系统能控制的联动坐标数为4轴以上。
5.在数控编程时,使用刀具半径补偿指令后,就可以按工件的轮廓尺寸进行编程,而不需按照刀具的中心线运动轨迹来编程。
7.轮廓控制中,为了保证一定的精度和编程方便,通常需要有刀具半径和长度补偿功能。
8.APT(自动编程系统)中,刀具运动轨迹由1)零件面 2)驱动面 3)检查面三个面控制。
1.数控加工的编程方法主要有_手工编程_和__自动编程_两大类。
3.编程时的数值计算,主要是计算零件的__基点和__节点__的坐标,或刀具中心轨迹的__对刀点_和__换位点__的坐标。
大工18秋《数控技术》在线作业123标准答案
大工18秋《数控技术》在线作业123标准答案1.数控机床能完成普通机床无法完成的复杂表面加工,选项为A。
2.闭环伺服系统内有位置检测反馈装置,选项为A。
3.数控车床属于轮廓控制,选项为B。
4.冲床属于点位控制,选项为A。
5.数控机床按工艺特点可分为普通数控机床和加工中心,选项为A。
6.进给运动是指数控机床的坐标运动,选项为A。
7.坐标联动数控机床所具有的坐标轴数不等于,选项为B。
8.单独的主运动不能形成各种不同的加工表面,选项为B。
9.机床出厂时已确定的坐标系是机床坐标系,选项为A。
10.T代码用来选刀具,选项为C。
11.开环伺服系统内没有位置检测反馈装置,选项为A。
12.数控铣床属于轮廓控制机床,选项为A。
13.钻床属于点位控制机床,选项为A。
14.数控系统的组成部分不包括排屑装置,选项为B。
15.数控机床按有无检测装置可分为半闭环、全闭环两类,选项为B。
16.数控机床按工艺用途可分为点位控制数控机床和轮廓加工数控机床,选项为B。
17.机械加工不仅由切削的主运动完成,选项为B。
18.数控编程时用的坐标系是工件坐标系,选项为A。
19.G代码用来规定主轴转速,选项为B。
20.图形交互式自动编程属于数控机床程序编制的方法,选项为A。
21.G代码分为模态和非模态代码,选项为A。
22.增量坐标是以前一位置为计算起点得出,选项为B。
答案:A直线电动机可以作为进给驱动系统,可以用于实现高速、高精度、高效率的运动控制。
PLC指可编程序逻辑控制器,是一种用于工业自动化控制的设备。
数控机床使用的顺序控制装置属于PC类型,可以用于实现数控机床的自动化加工。
数控机床采用梯形图作为程序图,用于表达数控机床的各种不同动作逻辑顺序关系。
用直线电动机代替滚珠丝杠可以实现零传动,提高机床的精度和效率。
采用高速滚珠丝杠不能提高主轴速度,反而可能会影响机床的精度和稳定性。
主轴的旋转精度是指装配后,在低速转动条件下,主轴部位的径向和端面圆跳动的大小。
基于ANSYS Workbench的滚珠丝杠副模态分析

基于ANSYS Workbench的滚珠丝杠副模态分析魏效玲;王佳宁;刘强【摘要】针对滚珠丝杠副在外力作用下容易产生变形、振动等特点,以滚珠丝杠副为研究对象,应用Solid Works软件建立滚珠丝杠副三维装配体模型,简化后导入到ANSYS Workbench软件中,在对模型设置约束条件和划分网格后,对其进行模态分析,结果表明:滚珠丝杠副的前六阶振型都为弯曲变形振动,在第六阶固有频率下,丝杠正中位置振动幅度最大,为滚珠丝杠副的薄弱环节.%Aiming at the characteristics of easy deformation and vibration of ball screw under the action of external force, the three-dimensional assembly model of ball screw is established by using SolidWorks software, and then it is simplified into ANSYS Workbench software. After setting the constraint conditions and meshing the model, the modal analysis is carried out to obtain the first six natural frequencies and vibration modes of ball screw. The results show that the first six vibration modes of ball screw are bending deformation, and the middle position's vibration amplitude of the screw is the largest in the natural frequency of the sixth order, which is the weak link of ball screw.【期刊名称】《河北工程大学学报(自然科学版)》【年(卷),期】2017(034)001【总页数】4页(P103-106)【关键词】滚珠丝杠副;有限元;模态分析【作者】魏效玲;王佳宁;刘强【作者单位】河北工程大学机械与装备工程学院,河北邯郸 056038;河北工程大学机械与装备工程学院,河北邯郸 056038;河北工程大学机械与装备工程学院,河北邯郸 056038【正文语种】中文【中图分类】TG502.3滚珠丝杠副具有高精度、可逆性和高效率的优点,被广泛应用于数控机床伺服进给系统中。
滚珠丝杠副在大重型机床上的应用
滚 珠 丝 杠 副在 大 重型 机 床 上 的应 用
孙玉民
( 中捷机床有限公司技术部 , 辽宁 沈阳 10 4 ) 10 3
Th p l a in o a l c e i h a g n e v c ie t os e a pi t fb ls rw t e lr e a d h a y ma hn o l c o n
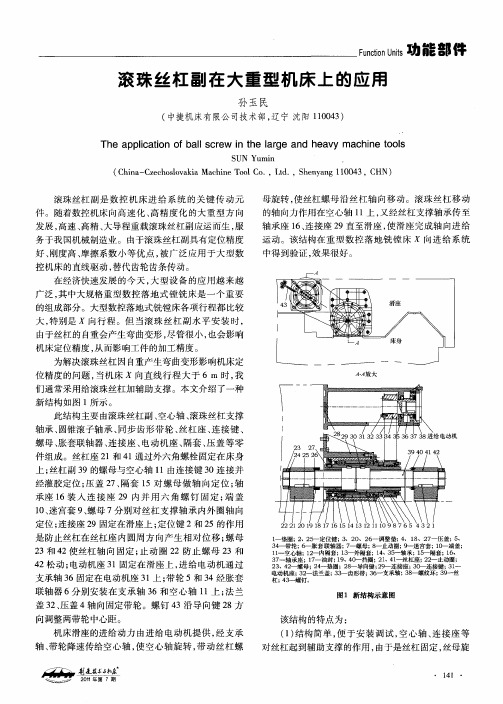
1、 0 迷宫套 9 螺母 7分别对丝杠支撑轴承内外 圈轴向 、 定位 ; 连接 座 2 9固定 在滑 座上 ; 定位 键 2和 2 5的作 用
是 防止 丝 杠在丝 杠 座 内 圆周 方 向产 生 相对 位 移 ; 螺母 2 3和 4 2使 丝杠 轴 向 固定 ; 动 圈 2 止 2防 止 螺 母 2 3和
母 旋转 , 丝杠 螺 母 沿 丝杠 轴 向移 动 。滚 珠 丝 杠 移 动 使 的轴 向力作 用 在空 心轴 1 上 , 1 又经 丝杠 支撑 轴承 传 至 轴 承座 1 、 接座 2 至滑 座 , 滑 座完 成 轴 向进 给 6连 9直 使
好、 刚度高、 摩擦系数小等优点 , 被广泛应用于大型数 控机床的直线驱动 , 替代齿轮齿条传动。 在经 济快 速发 展 的今 天 , 型设 备 的应 用 越 来 越 大 广泛 , 其中大规格重型数控落地 式镗铣床是一个重要 的组成部分。大型数控落地式铣镗床各项行程都 比较 大 , 别是 向行 程 。但 当 滚 珠 丝 杠 副 水 平 安装 时 , 特
中图分 类号 : H7 2 T 1
支 承轴 3 6固定在 电动 机座 3 上 ; 轮 5和 3 1 带 4经 胀套
联轴器 6 分别安装在支承轴 3 6和空心轴 1 上 ; 1 法兰 盖 3 、 盖 4轴 向固定 带轮 。螺 钉 4 2压 3沿 导 向键 2 8方 向调整两带轮中心距 。 机床滑座的进 给动力 由进给 电动机提供 , 经支承 轴、 带轮降速传给空心轴 , 使空心轴旋转 , 带动丝杠螺
基于西门子S120驱动的高速滚珠丝杠副动态精度测试研究

工艺与检测 Thl ds enga t c0ynT o e
基 于 西 门子 ¥ 1 0驱 动 的 高速 滚 珠 丝杠 副 2 动 态 精 度 测 试 研 究
刘 谋 云 白国振 迟 玉 伦
( 海理 工大 学机械 工程 学院 , 上 上海 209 ) 00 3
摘 要: 设计 开发 了一种 高速 滚珠 丝杠 副动态 精度测 试试 验 台。试 验台 采用 了西 门子 公司 S 2 服驱 动 系 1 0伺
Ke ywo ds:Hi h S e d Bal ce ;Th r lDeo ain; Ki e t c r c r g p e l—s r w e ma fr to m n mai Ac u a y c
滚珠 丝杠 副作 为机 械 进 给 系 统 的重 要 组 件 , 质 其 量 的优劣 直接 影 响着 整个 机械 进 给系统 的性能 。随着 数控 机床 及各 种机 电一 体 化 装 备 朝着 高 精 度 、 速 和 高 高加 速度 的方 向发 展 , 速滚 珠 丝 杠 副 的应 用 也 越来 高 越 为广 泛 。然 而 高速滚 珠丝杠 副伴 随着 温升 , 热伸 长 , 精度 降低 等动 态精 度 问题 的 出现 , 约 着 高速 精 密 滚 制
tma in s l to to fS1 0 s r o s se a d ba e n W i AC o o o t ou in meh d o e v y tm n s d o n fPC c m-mu i ain.S tu wo o 2 n c to e p t d n mi e ts se fb l—s r w h r ld fr to n i e tc a — c r c y a c t s y t ms o al c e t ema e o mai n a d k n mai c u a y。t e o e tssa d h n d n e t n a ay e he d t e u t n lz d t aa r s ls,g tt e d n mi c u a y i f n ef c o so he b l c e a d p o o e h o h y a c a c r c n l c a t r ft als r w n r p s d t e ue c re p n i g me s r s ors o dn au e .
数控技术历史发展趋势及新技术论文3000字
数控技术历史发展趋势及新技术论文数控技术,简称数控(Numerical Control )即采用数字控制的方法对某一工作过程实现自动控制的技术。
它所控制的通常是位置、角度、速度等机械量和与机械能量流向有关的开关量。
数控的产生依赖于数据载体和二进制形式数据运算的出现。
发展历史1948年,美国帕森斯公司接受美国空军委托,研制直升飞机螺旋桨叶片轮廓检验用样板的加工设备。
由于样板形状复杂多样,精度要求高,一般加工设备难以适应,于是提出采用数字脉冲控制机床的设想。
1949年,该公司与美国麻省理工学院(MIT)开始共同研究,并于1952年试制成功第一台三坐标数控铣床,当时的数控装置采用电子管元件。
1959年,数控装置采用了晶体管元件和印刷电路板,出现带自动换刀装置的数控机床,称为加工中心( MC Machining Center),使数控装置进入了第二代。
1965年,出现了第三代的集成电路数控装置,不仅体积小,功率消耗少,且可靠性提高,价格进一步下降,促进了数控机床品种和产量的发展。
60年代末,先后出现了由一台计算机直接控制多台机床的直接数控系统(简称 DNC),又称群控系统;采用小型计算机控制的计算机数控系统(简称 CNC),使数控装置进入了以小型计算机化为特征的第四代。
1974年,研制成功使用微处理器和半导体存贮器的微型计算机数控装置(简称 MNC),这是第五代数控系统。
20世纪80年代初,随着计算机软、硬件技术的发展,出现了能进行人机对话式自动编制程序的数控装置;数控装置愈趋小型化,可以直接安装在机床上;数控机床的自动化程度进一步提高,具有自动监控刀具破损和自动检测工件等功能。
20世纪90年代后期,出现了PC+CNC智能数控系统,即以PC机为控制系统的硬件部分,在PC机上安装NC软件系统,此种方式系统维护方便,易于实现网络化制造。
现在,数控技术也叫计算机数控技术(Computerized Numerical Control 简称:CNC),目前它是采用计算机实现数字程序控制的技术。
机械制造技术基础答案

斜率越小切削速度对刀具寿命影响越大也就是说切削速度改变一点刀具寿命变化很
大反之亦然。
2 — 1 8选择切削用量的原则是什么从刀具寿命出发时按什么顺序选择切削用量从机床
动力出发时按什么顺序选择为什么
答1首先尽可能选大的背吃刀量其次选尽可能大的进给量最后选尽可能大的切削
快。
2正常磨损阶段刀具毛糙表面已经磨平这个阶段磨损比较缓慢均匀后刀面磨损量
随着切削时间延长而近似地称正比例增加这一阶段时间较长。
3急剧磨损阶段刀具表面粗糙度值增大切削力与切削温度均学苏升高磨损速度增
加很快一直刀具损坏而失去切削能力。
2 — 1 4刀具磨钝标准是什么意思他与哪些因素有关
答刀具磨损到一定限度就不能继续使用这个磨损限度称为磨钝标准
度.
2 — 6金属切削过程为什么会产生切削力
答因为刀具切入工具爱你是被加工材料发生变形并成为切屑所以1要克服被加工
材料弹性变形的抗力2要克服被加工材料塑性变形的抗力3要克服切屑与前刀面
的摩擦力和后刀面与过度表面和以加工表面之间的摩擦力。
2 — 9切削热是如何产生和传出的仅从切削热产生的多少能否说明切削区温度的高低
逐渐缓慢甚至标有哪些?1.机床的工艺范围。2.机床的技术参考数:尺寸、运动、动力参数.
3—2试说明如何区分机床的主运动与进给运动。主运动是切屑运动,是消耗功率组多的运动,且通常情况下主运动只有一个.进给运动,是实现主运动的切屑运动,进给运动可以有一个或几个。
答被切削的金属在刀具作用下会发生弹性和塑性变形而消耗功因此切削热的主要来源
就是切屑的变形功和前、后刀面的摩擦功。
不能因为产生切削热的同时还通过切屑、刀具、工件将一部分热量散入到空气中
专科作业《数控机床》作业答案

读书破万卷下笔如有神《数控机床》作业答案数控机床作业1第1章一、1. 控制介质、数控系统、伺服系统、机床本体、反馈装置2.数字控制3.并联4.自适应控制二、1.A 2.D 3.A 4.D 5.B三、1. ×2. √3.×4.√5.√四、1. 数控机床的发展趋势(1)高速度与高精度化(2)多功能化(3)智能化(4)高的可靠性2. 数控机床一般由控制介质、数控系统、伺服系统、机床本体、反馈装置和各类辅助装置组成。
1、控制介质:信息载体2、数控系统:控制核心3、伺服系统:电传动联系环节4、反馈装置:反馈环节5、辅助装置:包括ATC、APC、工件夹紧放松机构、液压控制机构等6、机床本体:结构实体3. 数控机床的主要工作过程:(1)根据工件加工图样进行工艺分析,确定加工方案、工艺参数和位移数据。
(2)用规定的程序代码和格式编写零件加工程序单;或用自动编程软件进行CAD/CAM工作,直接生成零件的加工程序文件。
(3)程序的输入或输出。
(4)将输入到数控单元的加工程序进行试运行、刀具路径模拟等。
(5)通过对机床的正确操作,运行程序,完成零件的加工。
数控机床作业2第2章一、1. 进给传动系统 2. 电主轴 3.制动 4.消除间隙 5.卸载 6.焊接7.直接驱动的回转工作台8.位置检测9.顺序选刀10.柔性制造单元FMC二、1.C 2.C 3.C4.A 5.C 6.A 7. B三、1. ×2. √3. √4.√5.×6.√7.×四、1. 数控机床机械结构的主要特点(1) 高的静、动刚度及良好的抗振性能(2)良好的热稳定性(3)高的灵敏度(4)高效化装置、高人性化操作2. 数控机床主传动系统的变速方式、特点及应用场合1. 带有变速齿轮的主传动特点:通过少数几对齿轮降速,扩大输出扭矩,以满足主轴低速时对输出扭矩特性的要求。
应用:大、中型数控机床采用这种变速方式。
2. 通过带传动的主传动特点:电动机本身的调速就能够满足要求,不用齿轮变速,可以避免齿轮传动引起的振动与噪声。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
面 对 叙 控 机 床 高 速 化 、高 效
化 、高精 度 的 发 展 要 求 ,本 文 介
绍 了线 性伺 服 系统 中精 密 高速 滚
珠 丝 杠 副 直 线 电 动 机 的 主要 特
点 , 合 国 内 外 滚 珠 丝 杠 及 直 线 结 电机 发 展 的最 新 进 展 情 况 , 出 指 了这 两 种 产 品 的 适 用 场 合 、 场 市
展 趋 势 ,高速 数 控 机床 、高速加 工 中心
已 成 为 航 空 工 业 、 汽 车 _ 业 、I T T行 业 、
精 密 高速滚 珠 丝杠 副在 滚珠 丝 杠产 品 中 属 技 术含 量最 高 的第 四 代产 品 。精密 高
速 滚 珠 丝 杠 副 一 般 具 有 以 卜 征 : 直 径 特 不 大 ( 般 6 mm 以 下 ) 双 头 螺 纹 导 一 0 ; 程 不小 ( 度加 大但 不超 过直 径 的 1 ; 适 / 2) 需 要 强 冷 ; 对 返 向 装 置 进 行 了 优 化 设 计 、 配 有 能 满 足 高 速 、低 噪 要 求 的 滚 动
模 具 制造 、精 密 机械 、光学 仪 器等 领域
的 时 尚 装 备 。机 床 正 在 从 “ 力 型 ” 向 强
“ 度 型 ”转 变 。在 高速 、高 效 、高 精度 速 的 推 动 下 ,一 个 以 精 密 高 速 滚 珠 丝杠
副 、直 线 电 动 机 、精 密 高 速 滚 动 直 线 导
各项 性 能指标 达 到设 计要 求者 。传统 意
义 的 精 密 滚 珠 丝 杠 副 , 只 要 求 定 位 精 度
随 切 削 速 率 的 增 加 而 下降 、切 削 带 走 的 热 量 多 、 刀 具 寿 命 长 、工 件 振 动 小 、加 工 表 面 质 量 高 、 大 幅 度 缩 短 制 造 周 期 可 等 优 点 , 成 为 金 属 切 削 加 技 术 的 发 已
电 , 对 环 境 无 污 染 , 有 利 于 贯 彻
I 010 1 S 4 0 国际 环保标 准;无 『 隙 、无爬 日 J 行 、高刚度 ,具 有较 高 的快 速响 应特 性
和 同 步 性 ; 采 用 现 代 化 制 造 技 术 可 达 到
国家标 准 Pl 以 上精 魔 具 有优 良的 高 级
不要 求速 度 。 导程 角 >9 ~l 。 的 而 。 7
大 导 程 和 超 大 导 程 滚 珠 丝 卡 副 ,它 虽 然 _ [ 可 以 实 现 1 0 mi以 上 的 高 速 驱 动 , 0 m/ n 由 于精 度 只能达 到 P 级 以 下 , 刖于 不要 3 多 求 定 位 精 度 和 加 ( ) 度 的 一般 机 械 中 。 减 速
维普资讯
在数 控机 床线性 伺 服进给 系统 【 l 】
■ l
用 于 高速 驱 动 的 两颗 “ 明星 ”
— —
精 亩高 速 滚 琢丝 缸 嗣与 直线 电 动朝 文 /黄祖 尧
。
? 咚 爵
: ≯
。
.
j
以
: 竿
动 装 置 ,有 其先 天性 的 不 足;轴 系的弹 性 变形 、机械 摩擦 磨 损使 进给 系统 产 生
滞 后现 象 和非 线性 误 差;机械 系统 的运
动 惯 性 影 响 对 指 令 的快 速 反 应 ,使 加 ( ) 减 速度 的 提 高受 到 限制 ; 当以丝 杠 轴 作 为主 驱动 时 , 工作 行程 有 限( 常 ≤ 其 通 4 ;需 要 采 取有 效措 施 解决 高速 时 的 m)
的 HW I I N公 司 、 M I 司 , 国 的 I P 公 法 NA
直 线 电动 机
( ie r Mo os Ln a tr )
直 线 电 动 机 是 借 助 电 磁 作 用 原 理 ,直 接 等 经 过不 懈 努 e rt tr
定位 , 及 在 我 国进 一 步 开 发和 以
推广 应用的可行性和必要 啦.
2002 圭E
第 7期
维普资讯
卜 e a U 『 e A 『 t I Le I I C
振 动 、 声 、 升 与热 变 形等 问题 。 噪 温 针
对 上述 问题 ,世界 的 知名 企 业例 如 日 本 的 NS 公 司 、 HK 公 司 ,我 国 台 湾 K T
速 特 性 , o 值 可 达 1 0 0 , 速 化 的 成 dn 500 高
l g以 上 , 制 造 精 度 达 到 P 级 以 上 ( 家 3 国
标 准 G T1 5 7… 3 19 ) B/ 8 8 1 9 8 ,产 品的
本 低 ,具 有 较 高的性 能价 格 比 ;工作 可
靠 ,对 周 边 环 境 的 适 应 性 较 强 。精 密 高 速 滚 珠 丝 杠 副 作 为 “ 动 化 ” 的 机 械 传 滚
轨 副 为主 体 、 足 高速 化 要 求的 新 兴的 满
直 线 运 动 _ 业 体 系 正 在 全 球 范 围 内形 【 = 成 , 成 为 高速 数 控机 床 配 套产 品 中的 已
耀 眼 明星 。
体和 滚 珠链 ;对内 外螺 纹滚 道 的齿 形 和
表 面 质 量要 求 更高等 。 精 密 高 速 滚 珠 丝 杠 副 的 特 点 是 :传 动 效 率 n> 9 % ,灵 活 、 快 , 能 、省 0 轻 节
精密高速滚珠丝杠 ̄ (r io lP c i J e sn
Hg - p e alS rws i S e d B l ce ) h
所 谓 精 密 高 速 滚 珠 丝 杠 副 ,是 指 驱 动 线 速 度 达  ̄ 6 m/ n 上 , ( ) 度 U 0 mi以 加 减 速
黄 祖尧 :中 国机 床工 具协 会 滚 动功 能 部 件分会 顾 问 .技 术委 员会 副主 任