阳极化处理
表面处理-阳极氧化处理

提高材料耐磨性
总结词
阳极氧化处理后,材料表面硬度得到提高,同时氧化膜具有一定的韧性,从而提高材料的耐磨性能。
详细描述
耐磨性是许多材料的重要性能指标,尤其在磨损严重的环境中。经过阳极氧化处理的材料,其表面硬 度得到显著提高,同时形成的氧化膜具有一定的韧性,能够有效抵抗磨损,提高材料的使用寿命。
提高材料绝缘性优点提高腐蚀性增强美观性阳极氧化处理能够显著提高铝材表面的耐 腐蚀性,使其在各种环境条件下都能保持 较长的使用寿命。
经过阳极氧化处理的铝材表面会形成一层 致密的氧化膜,呈现出独特的色彩和质感 ,增强了铝材的美观性。
提高附着力和耐磨性
环保无污染
阳极氧化处理能够增强铝材表面的附着力 和耐磨性,有利于涂装和印刷等后续加工 。
表面处理技术种类繁多,包括电 镀、化学镀、阳极氧化、热处理 等。
表面处理的重要性
提高材料表面的耐腐蚀性、耐磨性、 装饰性和功能性,延长使用寿命。
增强材料表面的导电性、磁性、光学 性能和生物相容性等,满足各种应用 需求。
表面处理的应用领域
航空航天、汽车、电子、建筑、医疗等领域。 涉及金属材料和非金属材料的表面处理,如钢铁、铝、铜、塑料、玻璃等。
后处理
对形成的氧化膜进行清洗、 干燥等处理,以提高其耐 腐蚀性和外观质量。
阳极氧化处理的特点
01
02
03
04
提高耐磨性和硬度
阳极氧化膜具有较高的硬度和 耐磨性,能够提高金属表面的
抗划痕和抗摩擦能力。
提高耐腐蚀性
阳极氧化膜能够有效地保护金 属表面不受腐蚀,提高其耐腐
蚀性。
增强绝缘性
阳极氧化膜具有较好的绝缘性 能,可用于制造绝缘材料和电
智能化检测和评估
阳极化处理
阳极化处理概述阳极化处理是一种常见的表面处理技术,用于改善金属材料的耐腐蚀性能和表面质量。
它通过将金属材料作为阳极,使其与阴极连接并浸泡在电解质溶液中,施加直流电压来实现。
本文将介绍阳极化处理的原理、过程和应用。
原理阳极化处理基于电化学原理,根据安培定律和库仑定律,当金属材料作为阳极连接到正极,电流将流经金属表面并与环境中的物质发生氧化反应。
这个过程创建了一层氧化物膜,称为氧化膜,覆盖在金属表面上。
氧化膜在金属表面上形成了一层保护性屏障,可以有效防止金属与环境中的氧、水和其他腐蚀介质直接接触。
同时,氧化膜也可以提高金属表面的硬度和耐磨性,改善其抗划伤性能。
过程阳极化处理通常包括以下几个步骤:1.表面准备:在进行阳极化处理之前,金属表面需要进行清洗和去除表面的污垢、氧化物和其他杂质。
这可以通过化学清洗、机械研磨或酸洗等方式完成。
2.电解质选择:选择适当的电解质是阳极化处理成功的关键。
常用的电解质包括硫酸、磷酸、硝酸和醋酸等。
电解质的选择应考虑金属材料的性质和要求的处理效果。
3.设计阳极:阳极是通过将金属材料连接到正极并浸泡在电解质中来制备的。
阳极的形状和尺寸应与处理对象相匹配,以确保整个表面能够均匀地暴露于电解质中。
4.施加直流电压:将阳极连接到正极,阴极连接到负极,并施加适当的直流电压。
电流将流经金属表面,使金属发生氧化反应并形成氧化膜。
5.控制处理参数:在阳极化处理过程中,应根据具体情况控制处理参数,包括电流密度、电解质浓度、处理时间和温度等。
这些参数的选择将影响处理效果和氧化膜的性质。
6.检验和后处理:完成阳极化处理后,需要对处理效果进行检验。
常用的检验方法包括观察氧化膜的厚度和均匀性,以及进行耐腐蚀性能和硬度测试。
根据处理效果进行必要的后处理,如去除残留电解质或氧化膜的清洗、涂层保护等。
应用阳极化处理广泛应用于金属材料的表面处理和保护。
以下是一些常见的应用领域:1.腐蚀保护:阳极化处理可用于提高金属材料的耐腐蚀性能,将其应用于海洋工程、石油化工、航天航空等领域,有效延长材料的使用寿命。
阳极氧化表面处理工艺介绍
2>4 前處理
A.脫脂:除去沖壓/拋光等工段殘余的油脂
皂化:脫脂液中的鹼與工件表面的油脂反應,生成水溶性的肥皂與甘油
(C17H35COO)3C3H5+3NaOH 硬脂酸酯 鹼
3C17H15COONa+C3H5(OH)3
變形
內部髒污
造成單位 原材料 沖壓 焊接
拋光
拋光
不良原因
改善對策
來料不良 衝壓前模具上有小顆粒硬物, 衝 壓時壓在工件上
鐳射焊接能量過高
1.衝壓後打磨手法不正確, 壓力 過大 2.機 拋 時 手 法 不 正 確
1.提 高 機 拋 切 削 力 2.延 長 化 拋 時 間
衝壓前清除乾淨模具上小顆粒
1.鐳 射 焊 接 能 量 應 調 適 當 2.延 長 化 拋 時 間 3.提 高 鹼 咬 濃 度 ,延 長 鹼 咬 時 間 1.衝 壓 後 打 磨 手 法 正 確 ,壓 力 適 當 2.機 拋 用 手 壓 力 部 位 ,手 法 正 確
染色前處理原理圖 表面活性物質
氧化膜層
2>9 染 色
即將染料分子填充至Al2O3孔隙的過程,染料大致 上可分為有機與無機兩種,一般陽極用染料為有機性, 例煤碳綠所需的706,804兩種染料,結構如下:
染色原理圖
染料
氧化膜層
2>10 封 孔
Al2O3孔隙填充過染料后,如不加以處 理,放置一段時間后,孔隙中的染料會逐漸 析出或變色,為避免此現象發生, 染色后必 須將Al2O3孔隙加以封閉,即為[封孔](seal).
•氧化膜為雙層結構,內層為致密無孔的且少水的Al2O3 構成 ,稱為陰擋層,外層是由孔隙和孔壁組成的多孔 層,氧化膜壁與水反應,同時由于化學結合式吸附電解 陰离子,所以氧化膜的總組成為Al2O3 .Al(OH).(SO4)2.
阳极氧化资料整理

阳极氧化工艺流程为:表面整平——除油——浸蚀或抛光——阳极氧化——着色处理——封闭处理——干燥(三个主要过程:阳极氧化、着色、封孔),本色氧化就是少了着色处理这一过程,阳极氧化后直接封孔。
1.阳极氧化(1)硫酸阳极化(5-20um)物色氧化膜,易于染色,硬度高,是铝和铝合金主要的防护和装饰方法,工艺简单,操作方便,应用最广。
(2)铬酸阳极化(2-5um)氧化膜不透明,未浅灰色或乳白色,孔隙率低,所以零件仍能保持原来的精度和表面粗糙度,丐工艺适用于精密零件,膜比较薄。
(3)草酸阳极化(8-20um,最厚达60um)草酸阳极化易于制取较厚膜层,氧化膜硬度高,孔隙率低,耐蚀性高,有良好的电绝缘性。
但成本较高,是硫酸阳极化的3-5倍,一般用于特殊要求的表面,如制作电器绝缘保护层、日用品的表面装饰。
(4)硬质阳极化(又称厚膜氧化,250-300um)硬度很高,一般为400-600HV,电流密度为普通阳极氧化的2-3倍。
(5)瓷质阳极化(6-20um)氧化膜具有不透明的灰色外观,类似瓷釉、搪瓷,也被称之为仿釉氧化膜。
一般不会改变零件的表面粗糙度,也不影响其尺寸精度,适用于仪器、仪表等精密零件和日用品的表面防护和装饰。
2.阳极氧化膜染色(1)整体着色法采用特定成分的铝合金或在特殊的电解液中阳极氧化时,获得氧化膜的同时,而着上不同颜色,也成自然着色法。
(阳极氧化和染色同时进行)能耗较大,成本高,着色膜色泽不鲜艳,逐渐被电解着色所取代。
(2)吸附着色法将阳极氧化后的铝制品浸渍到带有染料的溶液中,则多孔层外表能吸附各种染料而呈现出染料的色彩。
(3)电解着色铝制品经阳极氧化后,再在含金属盐的电解溶液中进行交流电解,则在多孔层孔隙底部沉积金属或金属化合物而显色。
3.封孔(1)热水封闭法(2)重铬酸盐封闭法防护性封孔,封孔后氧化膜呈黄色,耐蚀性较好,不适用于以装饰为目的着色氧化膜的封闭。
(3)水解封闭法(4)填充封闭法采用有机质如透明清漆、熔融石蜡、各种树脂和干性油等进行封闭。
阳极化处理
重铬酸钾5酸类电离常数形成电压基膜颜色硫酸2×10-2(第二次电离的H+)12月20日透明、无色铬酸30-40不透明、带白色磺基水杨酸40-70透明带灰色氨基磺酸30-40带灰色1.1×10-2(第一次)7.5×10-8(第二次)4.8×10-13(第三次)1.4×10-1(第一次)1.1×10-2(第二次)2.9×10-7(第三次)3.6×10-4(第四次)磷钼酸100以上阻挡层硼酸 6.4×10-100-600阻挡层6.5×10-2(第一次)、灰色中发白磷酸30-40透明带白色焦磷酸70-100带白色草酸40-60带黄色以铝或铝合金制品为阳极置于电解质溶液中,利用电解作用,使其表面形成氧化铝薄膜的过程,称为铝及铝合金的阳极氧。
其装置中阴极为在电解溶液中化学稳定性高的材料,如铅、不锈钢、铝等。
铝阳极氧化的原理实质上就是水电解的原理。
当电流通过时,在阴极上,放出氢气;在阳极上,析出的氧不仅是分子态的氧,还包括原子氧(O)和离子氧,通常在反应中以分子氧表示。
作为阳极的铝被其上析出的氧所氧化,形成无水的氧化铝膜,生成的氧并不是全部与铝作用,一部分以气态的形式析出。
2、阳极氧化电解溶液的选择(一)阳极氧化处理的一般概念1、阳极氧化膜生成的一般原理阳极氧化膜生长的一个先决条件是,电解液对氧化膜应有溶解作用。
但这并非说在所有存在溶解作用的电解液中阳极氧化成氧化膜或生成的氧化膜性质相同。
适用于阳极氧化处理的酸性电解液见表-4。
表-4 氧化处理的酸性电解液6.1×10-5(第二次)1.61×10-3(第一次)2.1×10-6(第二次)6.6×10-5(第一次)2.8×10-6(第二次)1.5×10-5(第一次)2.6×10-7(第二次)8.4×10-1(第一次)1.8×10-5(第二次)4.0×10-6(第三次)1.1×10-3(第一次)6.9×10-5(第二次)1.26×10-3(第一次)3.1×10-6(第二次)亚甲基丁二酸麻蚀,40干涉膜乙醇酸(羟基醋酸)1.54×10-4麻蚀4×10-4(第一次)9×10-6(第二次)电流密度电压温度时间膜厚丙二酸80-110带褐色黄褐色酒石酸120以上黄褐色丁二酸120以上白色到黄色顺式丁烯二酸150-225灰黄色系列名称电解液组成颜色苯二酸100以上阻挡层苹果酸(羟基丁二酸)麻蚀,40干涉膜3、阳极氧化的种类柠檬酸120以上 阳极氧化按电流形式分为:直流电阳极氧化,交流电阳极氧化,脉冲电流阳极氧化。
阳极处理各阶段说明
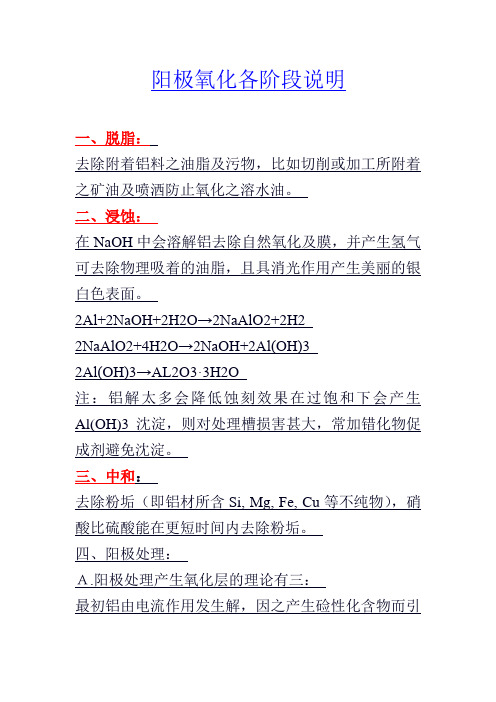
阳极氧化各阶段说明一、脱脂:去除附着铝料之油脂及污物,比如切削或加工所附着之矿油及喷洒防止氧化之溶水油。
二、浸蚀:在NaOH中会溶解铝去除自然氧化及膜,并产生氢气可去除物理吸着的油脂,且具消光作用产生美丽的银白色表面。
2Al+2NaOH+2H2O→2NaAlO2+2H22NaAlO2+4H2O→2NaOH+2Al(OH)32Al(OH)3→AL2O3·3H2O注:铝解太多会降低蚀刻效果在过饱和下会产生Al(OH)3沈淀,则对处理槽损害甚大,常加错化物促成剂避免沈淀。
三、中和:去除粉垢(即铝材所含Si, Mg, Fe, Cu等不纯物),硝酸比硫酸能在更短时间内去除粉垢。
四、阳极处理:A.阳极处理产生氧化层的理论有三:最初铝由电流作用发生解,因之产生硷性化含物而引起极化现象,结果则生成氧化层。
由电解作用产生之氧,即直接发生氧化作用,而变成表面上之氧化层。
由於天然之氧化层及氢氧化层对某种离子产生排斥作用,但对极小之OH-及OH+离子可以通行,OH-离子与铝结合成氢氧化铝。
B.阳极处理可分为硫酸本色处理及自然发色处理。
自然发色处理方式有四种:利用特殊合金发色:如5.5%矽合金在硫酸处理中会产生灰色。
利用特殊电解液发色:单独的磺基水杨酸只产生浅黄色的堰层,加入硫酸可使堰层产生双层皮膜。
合并(1)法与(2)法之发色:本来草酸处理可得到黄色及膜,但合金的成份可影响颜色重叠在黄色之上而呈棕色、棕黄色、深棕色,这就是合金成份所导致的重叠效果。
利用交流及金属盐溶液发色:发色成本较低,且色泽不受膜厚限制。
五、封孔:没有封孔的皮膜含有一薄的堰层,介於金属与厚的多孔外层之间,封孔即使氧化铝和水生成Al2O3, H2O 而使多孔外层封闭。
封孔的方式有:沸腾水封孔蒸气封孔金属盐封孔有机物封孔涂装封孔注:封孔粉化的产生即氧化膜封孔处理时,水和氧化铝的一部份会成粉末堆积在氧化及膜表面。
阳极处理和硬阳处理差别
潤滑性陽極處理是陽極處理業的一大突破,使陽極處理膜層在物理性質上更加的具有功能性,所以潤滑性陽極處理又稱為功能性陽極處理。目前已經有商業化的潤滑性陽極處理有 MoS2(二硫化鉬)及PTFE(鐵氟龍)二種,以電解方式將二硫化鉬填入陽極處理皮膜 的毛細孔內,在充滿二硫化鉬的皮膜上形成一層兼具陽極處理皮膜特性及複合層特性的特性。
陽極處理是無法用來掩蓋材質瑕疵的
因此,鋁料白身的陽極處理前檢驗,更要注意.
鋁陽極處理電解液
1.傳統硫酸電解液(conventional sulfuric acid anodizing electrolyte):用在裝飾及防護(protective),厚度在2.5~30μm
其配方如下 :
硫 酸 :H2SO4 12~25wt%
電流密度 0.3~0.5A/dm2
3.鉻酸陽極處理液(phosphoric acid anodizing Electrolyte)此浴主要用在電鍍,產生大量 的孔加強鍍層附著性,其配方如下
磷 酸 Phosphoric acid 3~20 Vol %
浴 溫 30~35℃
電 壓 50~60V
時 間 15~30min
針對陽極處理
檢驗方式大約如下:
(1)染色密著性:以有格刮刀分割為100格並以3M610膠帶測試,98%以上不能有剝落現象。
(2)耐蝕性:陽極處理之鹽霧測試,可依客戶要求來規定,但至少要有24小時以上,視產品之定之。
(3)色差~色差上限的色板,標準的色板,色差下限的色板,或日本進口色差計
(4)公差~指陽極膜厚誤差允許值
4.硬質陽極處理液(hard anodizing Electrolyte)此浴係將氧化物膜溶解速率降低使氧化鍍層厚度大於250μm得到非常硬且耐磨的表面,其配方如下
阳极氧化工艺技术详解

阳极化阳极氧化工艺流程为:表面整平——除油——浸蚀或抛光——阳极氧化——着色处理——封闭处理——干燥(三个主要过程:阳极氧化、着色、封孔),本色氧化就是少了着色处理这一过程,阳极氧化后直接封孔。
1.阳极氧化(1)硫酸阳极化(5-20um)物色氧化膜,易于染色,硬度高,是铝和铝合金主要的防护和装饰方法,工艺简单,操作方便,应用最广。
(2)铬酸阳极化(2-5um)氧化膜不透明,未浅灰色或乳白色,孔隙率低,所以零件仍能保持原来的精度和表面粗糙度,丐工艺适用于精密零件,膜比较薄。
(3)草酸阳极化(8-20um,最厚达60um)草酸阳极化易于制取较厚膜层,氧化膜硬度高,孔隙率低,耐蚀性高,有良好的电绝缘性。
但成本较高,是硫酸阳极化的3-5倍,一般用于特殊要求的表面,如制作电器绝缘保护层、日用品的表面装饰。
(4)硬质阳极化(又称厚膜氧化,250-300um)硬度很高,一般为400-600HV,电流密度为普通阳极氧化的2-3倍。
(5)瓷质阳极化(6-20um)氧化膜具有不透明的灰色外观,类似瓷釉、搪瓷,也被称之为仿釉氧化膜。
一般不会改变零件的表面粗糙度,也不影响其尺寸精度,适用于仪器、仪表等精密零件和日用品的表面防护和装饰。
2.阳极氧化膜染色(1)整体着色法采用特定成分的铝合金或在特殊的电解液中阳极氧化时,获得氧化膜的同时,而着上不同颜色,也成自然着色法。
(阳极氧化和染色同时进行)能耗较大,成本高,着色膜色泽不鲜艳,逐渐被电解着色所取代。
(2)吸附着色法将阳极氧化后的铝制品浸渍到带有染料的溶液中,则多孔层外表能吸附各种染料而呈现出染料的色彩。
(3)电解着色铝制品经阳极氧化后,再在含金属盐的电解溶液中进行交流电解,则在多孔层孔隙底部沉积金属或金属化合物而显色。
3.封孔(1)热水封闭法(2)重铬酸盐封闭法防护性封孔,封孔后氧化膜呈黄色,耐蚀性较好,不适用于以装饰为目的着色氧化膜的封闭。
(3)水解封闭法(4)填充封闭法采用有机质如透明清漆、熔融石蜡、各种树脂和干性油等进行封闭。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
银色)、Al 色,不宜做
—Mg—Si硬 油漆底层
铬酸钠
14
状态、硬的 Al—Si和Al
硅酸钠
0.06-1
—Mg合金, 鲜明金属色
6
铬酸钠
0.1
70-80
20-50 各种铝合金 膜层似搪瓷
、灰色有斑
点
氢氧化胺
29.6
7
碳酸钠
20.4
90-100 10月18日 各种铝合金 可在酸溶液
、灰色
中发白
7
重铬酸钾
A/dm2 DC1-2
AC3-4.5
DC2-4.5
DC1-1.5
AC1-2 DC0.5-1
DC1-2
Eloxal Gxh (德) Eloxal Wx (德) Eloxal WGx (德)
硬质厚膜
草酸
DC1-2
AC2-3
AC2-3 DC1-2 AC1-20
DC1-20
V 10月20日
/度 20-30
17-28
120以上 黄褐色
苯二酸
6.9×10-5 (第二次)
1.26×10-3 (第一次)
100以上 阻挡层
3.1×10-6 (第二次)
亚甲基丁二 酸
乙醇酸(羟 1.54×10-4 基醋酸)
苹果酸(羟 4×10-4(第 基丁二酸) 一次)
麻蚀,40 麻蚀
麻蚀,40
干涉膜 干涉膜
9×10-6(第 二次)
3、阳极氧化的种类
表-6 某些铝合金阳极氧化处理效果
中国合金牌 主要成分含 适用于保护 适用于阳极 适用于光亮
号
量% 性阳极氧化 氧化着色 阳极氧化
LG5 99.99Al
1
1
1
L3
99.8Al
L5
99.5Al
LF21 99.0Al
LF2 1.25Mn
LF3 2.25Mg
LF5 3.5Mg
LF7 5Mg
LD31 7Mg
(三)其他阳极氧化
1、草酸阳极氧化
对硫酸阳极氧化影响的大部分因素也适用于草酸阳极氧化,草酸阳极氧化可采用直流电、交流电或者交直流电迭加。用交流电 氧化比直流电在相同条件下获得膜层软、弹性较小;用直流电氧化易出现孔蚀,采用交流电氧化则可防止,随着交流成分的增加,膜的 抗蚀性提高,但颜色加深,着色性比硫酸膜差。电解液中游离草酸浓度为3%-10%,一般为3%-5%,在氧化过程中每A·h约消耗0.130.14g,同时每A·h有0.08-0.09g的铝溶于电解液生成草酸铝,需要消耗5倍于铝量的草酸。溶液中的铝离子浓度控制在20g/L以下,当含 30g/L铝时,溶液则失效。草酸电解液对氯化物十分敏感,阳极氧化纯铝或铝合金时,氯化物的含量分别不应超过0.04-0.02g/L,溶液最 好用纯水配制。电解液温度升高,膜层减薄。为得到厚的膜,则应提高溶液的pH值。直流电阳极氧化用铅、石墨或不锈钢做阴极,其与 阳极的面积比为(1:2)-(1:1)之间。草酸是弱酸,溶解能力低,铝氧化时,必须冷却制品及电解液。草酸膜层的厚度及颜色依合金 成分而不同,纯铝的膜厚呈淡黄或银白色,合金则膜薄色深如黄色、黄铜色。氧化后膜层经清洗,若不染色可用3.43×10的4次方Pa压力 的蒸汽封孔30-60分钟。
氨基磺酸
磷酸
1.1×10-2 (第一次)
形成电压 12月20日
30-40 40-70 30-40 30-40
基膜颜色 透明、无色
不透明、带 白色 透明带灰色 带灰色 透明带白色
7.5×10-8 (第二次)
焦磷酸
4.8×10-13 (第三次)
1.4×10-1 (第一次)
70-100 带白色
1.1×10-2 (第二次)
μm 5月30日 10月25日 34-150
15 6月18日
10月20日
20-30 40-60 15-30
几乎无色 6月10日
淡黄色 10月20日
淡黄色
6月20日
60以上
黄褐色 约20以上
4、阳极氧化膜结构、性质
阳极氧化膜由两层组成,多孔的厚的外层是在具有介电性质的致密的内层上上成长起来的,后者称为阻挡层(也称活性层)。 用电子显微镜观察研究,膜层的纵横面几乎全都呈现与金属表面垂直的管状孔,它们贯穿膜外层直至氧化膜与金属界面的阻挡层。以各 孔隙为主轴周围是致密的氧化铝构成一个蜂窝六棱体,称为晶胞,整个膜层是又无数个这样的晶胞组成。阻挡层是又无水的氧化铝所组 成,薄而致密,具有高的硬度和阻止电流通过的作用。阻挡层厚约0.03-0.05μm,为总膜后的0.5%-2.0%。氧化膜多孔的外层主要是又非 晶型的氧化铝及小量的水合氧化铝所组成,此外还含有电解液的阳离子。当电解液为硫酸时,膜层中硫酸盐含量在正常情况下为13%-17% 。氧化膜的大部分优良特性都是由多孔外层的厚度及孔隙率所觉决定的,它们都与阳极氧化条件密切相关。
3.5-4
室温
2月3日 各种铝合金 溶液pH=1.5
、深黄或棕
铬酐
3-3.5
色 膜层较1的好
氟化钠
0.8
4
碳酸钠
32
90-100
3月5日 纯铝及含Mg 可做油漆底
、Mn和Si的 层
合金、也可
用于含Cu量
铬酸钠
15
少的合金、 灰色
5
碳酸钠
47
90-100 10月15日 纯铝、Al— 空隙少,不
Mn(淡透明 能很好的着
(二)直流电硫酸阳极氧化
1、氧化膜成长机理
在硫酸电解液中阳极氧化,作为阳极的铝制品,在阳极化初始的短暂时间内,其表面受到均匀氧化,生成极薄而有非常致密的 膜,由于硫酸溶液的作用,膜的最弱点(如晶界,杂质密集点,晶格缺陷或结构变形处)发生局部溶解,而出现大量孔隙,即原生氧化 中心,使基体金属能与进入孔隙的电解液接触,电流也因此得以继续传导,新生成的氧离子则用来氧化新的金属,并以孔底为中心而展 开,最后汇合,在旧膜与金属之间形成一层新膜,使得局部溶解的旧膜如同得到“修补”似的。随着氧化时间的延长,膜的不断溶解或 修补,氧化反应得以向纵深发展,从而使制品表面生成又薄而致密的内层和厚而多孔的外层所组成的氧化膜。其内层(阻挡层、介电层 、活性层)厚度至氧化结束基本都不变,位置却不断向深处推移;而外早一定的氧化时间内随时间而增厚。
K = 1.57η/γ
式中η为电流效率(电极上实际析出的物质量与又总电量换算出的析出物质量之比)。K实值各国取值大小各异,美国有取0.328、 0.285-0.355,日本有取0.352、0.364、0.25,中国、俄罗斯取0.25。
3、影响氧化膜生长和质量的因素
当电解液的温度从 20度上升到30度,膜的溶解速度约增加3倍。随电流密度的增加,制品被养护的金属量、表面生成的铝氧化 膜厚度都随着增加。硫酸浓度对氧化膜厚度的影响不大,为获得中等厚度、多孔而易于着色和封闭、抗蚀性较高的膜层,浓度最好为 15%-20%;溶液用去离子水要求氯离子<15mg/L、铁离子<1mg/L、硫酸根离子<30mg/L,电阻率为5×10的5-6次方Ω·cm;溶液中杂质允 许的最大含量铝离子 20g/L,铜离子 2g/L,铁离子 5g/L,氯离子 0.1g/L。随着阳极氧化时间的延长,氧化膜的厚度增加,到一定厚度 后,由于膜厚电阻增加、导电能力下降,膜的生长速度减慢,有的合金即使延长氧化时间,膜的厚度也不会再增加。不同的铝合金的阳 极氧化膜有不同的色彩,纯铝上的膜无色透明,使金属的光泽完全保持下来;高纯铝添加少量的镁,膜色不会因氧化时间的延长而改 变,当镁的含量超过2%,膜变暗浊色;铝硅合金阳极氧化时,硅不会被氧化或溶解,部分进入膜层使膜呈暗灰色。含硅量大时,阳极氧 化前先用氢氟酸浸泡,膜色会有所好转,一般含硅5%以上的合金不适合做光亮着色制品,含量达13%就难于进行阳极化处理;含铜的合 金,当含量较少时,膜呈绿色,随铜含量的增加,膜薄,色调深暗。某些变形铝合金的阳极氧化处理见表-6。铝合金在硫酸溶液中阳极 氧化,由于氧化膜在表面上形成、生长和溶解,引起电阻的变化,使过程中的电流、槽端电压及电流密度都随之发生变化。实际操作中 电压升高不宜太快,否则会使生成的膜不均匀。
2.9×10-7 (第三次)
磷钼酸 硼酸 草酸
3.6×10-4 (第四次)
6.4×10-10 6.5×10-2 (第一次)
100以上 0-600 40-60
阻挡层 阻挡层 带黄色
草酸
40-60 带黄色
丙二酸
6.1×10-5 (第二次)
1.61×10-3 (第一次)
80-110 带褐色
丁二酸
2.1×10-6 (第二次)
5
90-100
10月18日 各种铝合金 可在酸溶液
、灰色
中发白
(一)阳极氧化处理的一般概念
1、阳极氧化膜生成的一般原理
以铝或铝合金制品为阳极置于电解质溶液中,利用电解作用,使其表面形成氧化铝薄膜的过程,称为铝及铝合金的阳极氧化处 理。其装置中阴极为在电解溶液中化学稳定性高的材料,如铅、不锈钢、铝等。铝阳极氧化的原理实质上就是水电解的原理。当电流通 过时,在阴极上,放出氢气;在阳极上,析出的氧不仅是分子态的氧,还包括原子氧(O)和离子氧,通常在反应中以分子氧表示。作为 阳极的铝被其上析出的氧所氧化,形成无水的氧化铝膜,生成的氧并不是全部与铝作用,一部分以气态的形式析出。
铝阳极氧化与染色技术 之二 阳极化处理
作者:
来源:
阅读次数:3002
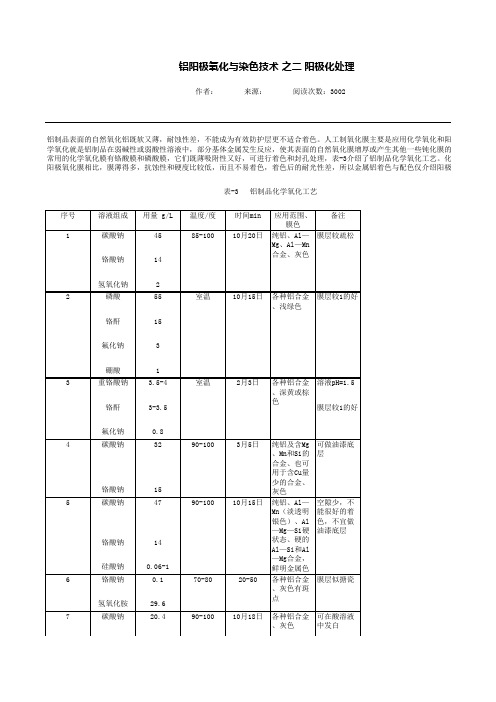
铝制品表面的自然氧化铝既软又薄,耐蚀性差,不能成为有效防护层更不适合着色。人工制氧化膜主要是应用化学氧化和阳极氧化。化 学氧化就是铝制品在弱碱性或弱酸性溶液中,部分基体金属发生反应,使其表面的自然氧化膜增厚或产生其他一些钝化膜的处理过程, 常用的化学氧化膜有铬酸膜和磷酸膜,它们既薄吸附性又好,可进行着色和封孔处理,表-3介绍了铝制品化学氧化工艺。化学氧化膜与 阳极氧化膜相比,膜薄得多,抗蚀性和硬度比较低,而且不易着色,着色后的耐光性差,所以金属铝着色与配色仅介绍阳极化处理。