阳极处理工艺流程讲解
阳极氧化处理工艺

阳极氧化处理工艺引言阳极氧化(Anodic Oxidation)是一种常见的金属表面处理工艺,主要应用于铝和其合金的表面处理。
它通过在酸性电解液中通电的方式,使金属表面形成一层致密、均匀并具有一定硬度的氧化膜,提高金属材料表面的耐腐蚀性、硬度和装饰性。
本文将详细介绍阳极氧化处理工艺及其工艺流程。
工艺流程阳极氧化处理工艺主要包括以下几个步骤:1.表面清洗:将待处理的铝材表面进行清洗,去除表面的油污、灰尘及其他杂质,以确保处理后的氧化膜质量。
2.阳极化:将清洗后的铝材置于电解液中,通过通电的方式使其成为阳极,与电解液发生化学反应,形成氧化膜。
3.色彩处理(可选):根据需求,能够对氧化膜进行着色处理,以增加金属表面的装饰性。
4.封闭处理:通过热水封闭或冷水封闭的方式,对氧化膜进行涂层封闭,提高其耐腐蚀性和硬度。
电解液的选择阳极氧化处理工艺的核心是选取合适的电解液。
电解液的化学成分和操作参数对于形成的氧化膜的性质和质量有着重要影响。
常用的电解液有硫酸、草酸和磷酸等。
1.硫酸电解液:常用于工业生产中,具有成本低、氧化速度快、成膜厚度均匀等特点。
但硫酸电解液对操作要求高,容易腐蚀设备和制造环境。
2.草酸电解液:具有氧化速度适中、成膜均匀、可着色性好等优势。
但草酸电解液的操作要求较为严格,需要控制好温度和草酸浓度等参数。
3.磷酸电解液:具有成本低、韧性好、耐腐蚀性强的特点,通常应用于航空航天等高要求的领域。
根据不同的实际需求,选取合适的电解液进行阳极氧化处理是十分重要的。
影响因素阳极氧化处理的质量和效果受到许多因素的影响。
以下是影响因素的一些常见例子:1.温度:电解液的温度对氧化速度和氧化膜的性质有很大影响。
一般来说,温度越高,氧化速度越快,但同时也可能导致膜层厚度不均匀。
2.电流密度:电流密度决定了电解液中的氧化产物的生成速率。
如果电流密度过高,可能会导致氧化膜过厚,加剧表面的缺陷。
3.电解液浓度:电解液浓度与氧化速度和氧化膜厚度密切相关。
阳极氧化表面处理工艺介绍
肥皂
甘油
乳化:除去工件表面無法皂化的油與腊
B.鹼咬:
B-1.除去工件表面原有之Al2O3不導電層
先進行: Al2O3 +OH-
2Al3++含Al+其它
后進行: Al+NaOH
NaAlO2+H2+其它
B-2. 調節工件表面的亮啞度(鹼咬=鹼腐蝕,破壞工件表面平整性,
造成光線散(漫)射,影響外觀
C.剝黑膜:去除工件表面黑色水膜,主要成份為HNO3.(室溫操作)
陽極氧化
烘乾
封孔
染色
染色前處理
2>2鋁陽極氧化的機理(1)
•鋁及其合金陽極氧化時將工件挂在陽極,陰極用純鉛 板或鋁板,通入直流電,在陽極上鋁原子失去電子而氧 化:Al-3e —Al3+,同時OH-電离6OH- —3H2O+3O2-.在電 場作用下,氧离子的擴散速度快,氧化膜是由于氧离子 擴散到陰擋層內部與鋁离子結合而形成的:Al3++3O2— Al2O3+399卡熱量.
•具有很多高孔隙率和吸附的氧膜,可吸附染料,經過 封閉之后,便形成色彩較佳的裝飾性膜層.
2>4 前處理
A.脫脂:除去沖壓/拋光等工段殘余的油脂
皂化:脫脂液中的鹼與工件表面的油脂反應,生成水溶性的肥皂與甘油
(C17H35COO)3C3H5+3NaOH 硬脂酸酯 鹼
3C17H15COONa+C3H5(OH)3
1.氧 化 前 脫 脂 不 完 全
1.延 長 脫 脂 時 間 且 溫 度 采 用 上 限
2.工 件 粘 上 膠 類 物 質
2.以 貼 紙 防 止 膠 類 物 質 污 染 工 件 .
阳极氧化工艺流程
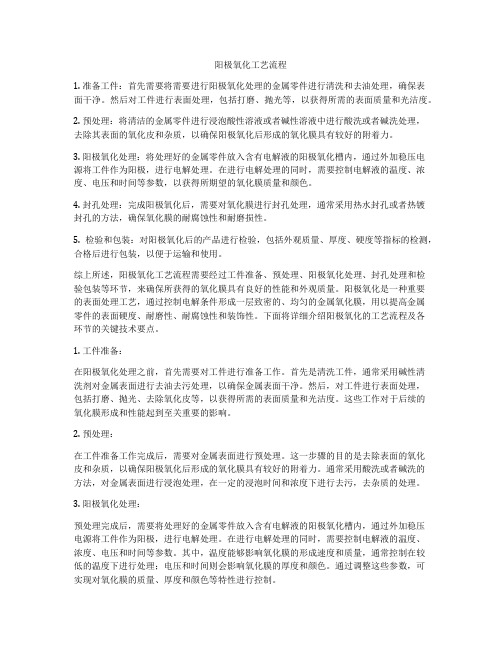
阳极氧化工艺流程1. 准备工件:首先需要将需要进行阳极氧化处理的金属零件进行清洗和去油处理,确保表面干净。
然后对工件进行表面处理,包括打磨、抛光等,以获得所需的表面质量和光洁度。
2. 预处理:将清洁的金属零件进行浸泡酸性溶液或者碱性溶液中进行酸洗或者碱洗处理,去除其表面的氧化皮和杂质,以确保阳极氧化后形成的氧化膜具有较好的附着力。
3. 阳极氧化处理:将处理好的金属零件放入含有电解液的阳极氧化槽内,通过外加稳压电源将工件作为阳极,进行电解处理。
在进行电解处理的同时,需要控制电解液的温度、浓度、电压和时间等参数,以获得所期望的氧化膜质量和颜色。
4. 封孔处理:完成阳极氧化后,需要对氧化膜进行封孔处理,通常采用热水封孔或者热镀封孔的方法,确保氧化膜的耐腐蚀性和耐磨损性。
5. 检验和包装:对阳极氧化后的产品进行检验,包括外观质量、厚度、硬度等指标的检测,合格后进行包装,以便于运输和使用。
综上所述,阳极氧化工艺流程需要经过工件准备、预处理、阳极氧化处理、封孔处理和检验包装等环节,来确保所获得的氧化膜具有良好的性能和外观质量。
阳极氧化是一种重要的表面处理工艺,通过控制电解条件形成一层致密的、均匀的金属氧化膜,用以提高金属零件的表面硬度、耐磨性、耐腐蚀性和装饰性。
下面将详细介绍阳极氧化的工艺流程及各环节的关键技术要点。
1. 工件准备:在阳极氧化处理之前,首先需要对工件进行准备工作。
首先是清洗工件,通常采用碱性清洗剂对金属表面进行去油去污处理,以确保金属表面干净。
然后,对工件进行表面处理,包括打磨、抛光、去除氧化皮等,以获得所需的表面质量和光洁度。
这些工作对于后续的氧化膜形成和性能起到至关重要的影响。
2. 预处理:在工件准备工作完成后,需要对金属表面进行预处理。
这一步骤的目的是去除表面的氧化皮和杂质,以确保阳极氧化后形成的氧化膜具有较好的附着力。
通常采用酸洗或者碱洗的方法,对金属表面进行浸泡处理,在一定的浸泡时间和浓度下进行去污,去杂质的处理。
钛合金表面处理工艺阳极氧化

钛合金表面处理工艺阳极氧化一、前言钛合金是一种具有优良性能的金属材料,广泛应用于航空航天、医疗器械、汽车等领域。
然而,钛合金表面容易受到化学腐蚀和机械磨损的影响,因此需要进行表面处理。
本文将介绍一种常用的钛合金表面处理工艺——阳极氧化。
二、工艺流程1. 清洗首先,将待处理的钛合金件放入清洗槽中,使用化学溶液或超声波清洗器进行清洗。
目的是去除表面油污和杂质,保证表面干净。
2. 酸洗将清洗后的钛合金件置于酸洗槽中进行酸洗处理。
酸洗液可以选择硫酸或盐酸,也可以使用混合酸。
酸洗时间一般为10-20分钟。
酸洗后要用水彻底冲洗干净。
3. 阳极氧化将经过清洗和酸洗处理的钛合金件放入阳极氧化槽中进行处理。
阳极氧化液可以选择硫酸或草酸,也可以使用混合液。
处理时间一般为30-60分钟。
在处理过程中要控制电压和电流密度,以保证表面处理质量。
4. 封孔经过阳极氧化处理后,钛合金件表面会形成一层氧化膜。
为了防止氧化膜被破坏,需要进行封孔处理。
封孔液可以选择热水或镁盐溶液。
封孔时间一般为30-60分钟。
5. 清洗最后,将经过封孔处理的钛合金件放入清洗槽中进行清洗。
清洗时间一般为10-20分钟。
清洗后要用水彻底冲洗干净。
三、工艺参数1. 清洗液:使用去离子水或化学溶液。
2. 酸洗液:硫酸、盐酸或混合酸。
3. 阳极氧化液:硫酸、草酸或混合液。
4. 电压:一般在10-20V之间。
5. 电流密度:一般在2-5A/dm²之间。
6. 处理时间:清洗和酸洗时间各为10-20分钟;阳极氧化时间为30-60分钟;封孔时间为30-60分钟。
四、工艺优点1. 阳极氧化可以增加钛合金表面硬度和耐腐蚀性。
2. 阳极氧化处理后的钛合金表面具有一定的装饰性能,可以提高产品的美观度。
3. 阳极氧化处理后的钛合金表面具有一定的润滑性能,可以减少机械磨损。
五、工艺缺点1. 阳极氧化处理需要较长的时间,且需要控制电压和电流密度,工艺要求较高。
2. 阳极氧化液对环境有一定污染,需要进行废液处理。
钛金属阳极化处理工艺流程及注意事项
钛金属阳极化处理工艺流程及注意事项下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!钛金属阳极化处理工艺流程及注意事项详解钛金属,以其优异的耐腐蚀性、高强度和生物相容性,被广泛应用于航空航天、医疗器械、化工设备等领域。
阳极氧化渐变色处理工艺

阳极氧化渐变色处理工艺1.通用工艺流程:铝工件→上挂具→脱脂→水洗→碱蚀→水洗→出光→水洗→阳极氧化→水洗→去离子水洗→染色或电解着色→水洗→去离子水洗→封闭→水洗→下挂具2.高光亮度的铝制品工艺流程:铝工件→机械抛光→脱脂→水洗→中和→水洗→化学或电化学抛光→水洗→阳极氧化→水洗→去离子水洗→染色或电解着色→水洗→去离子水洗→封闭→水洗→机械光亮阳极氧化表面处理工艺流程扩展资料:阳极氧化(anodic oxidation),金属或合金的电化学氧化。
铝及其合金在相应的电解液和特定的工艺条件下,由于外加电流的作用下,在铝制品(阳极)上形成一层氧化膜的过程。
阳极氧化如果没有特别指明,通常是指硫酸阳极氧化。
为了克服铝合金表面硬度、耐磨损性等方面的缺陷,扩大应用范围,延长使用寿命,表面处理技术成为铝合金使用中不可缺少的一环,而阳极氧化技术是目前应用最广且最成功的。
所谓铝的阳极氧化是一种电解氧化过程,在该过程中,铝和铝合金的表面通常转化为一层氧化膜,这层氧化膜具有保护性、装饰性以及一些其他的功能特性。
从这个定义出发的铝的阳极氧化,只包括生成阳极氧化膜这一部分工艺过程。
将金属或合金的制件作为阳极,采用电解的方法使其表面形成氧化物薄膜。
金属氧化物薄膜改变了表面状态和性能,如表面着色,提高耐腐蚀性、增强耐磨性及硬度,保护金属表面等。
例如铝阳极氧化,将铝及其合金置于相应电解液(如硫酸、铬酸、草酸等)中作为阳极,在特定条件和外加电流作用下,进行电解。
阳极的铝或其合金氧化,表面上形成氧化铝薄层,其厚度为5~30微米,硬质阳极氧化膜可达25~150微米。
阳极氧化后的铝或其合金,提高了其硬度和耐磨性,可达250~500千克/平方毫米,良好的耐热性,硬质阳极氧化膜熔点高达2320K ,优良的绝缘性,耐击穿电压高达2000V ,增强了抗腐蚀性能,在ω=0.03NaCl盐雾中经几千小时不腐蚀。
氧化膜薄层中具有大量的微孔,可吸附各种润滑剂,适合制造发动机气缸或其他耐磨零件;膜微孔吸附能力强可着色成各种美观艳丽的色彩。
铝合金阳极氧化工艺流程
铝合金阳极氧化工艺流程1. 概述铝合金是一种常见的轻质高强度金属材料,常被用于制造航空、航天、汽车、建筑和电子设备等领域的零部件和构件。
然而,铝合金的表面易受到氧化、腐蚀和磨损等影响,降低了其使用寿命和机械性能。
为了保护铝合金表面并提高其耐腐蚀性和美观度,采用阳极氧化技术是一种有效的方法。
铝合金阳极氧化是一种在铝合金表面形成氧化膜的表面处理方法,通常采用电解法在铝合金表面形成一层致密的氧化层。
由于这种氧化层的硬度高达200~300HV,且具有良好的耐磨损、耐腐蚀、绝缘和导电性能,因此广泛应用于铝合金表面保护、装饰和电气工程领域,例如制造汽车零部件、建筑幕墙、电子外壳、航空航天设备和电器绝缘件等领域。
2. 工艺流程铝合金阳极氧化工艺流程主要包括前处理、电解氧化、中和、洗净和后处理等环节,下面详细介绍这些环节的工艺流程。
2.1. 前处理前处理是铝合金阳极氧化工艺流程的重要环节,其中最主要的目的就是要彻底清洗铝合金表面的灰尘、油污、划痕和杂质,并去除其表面氧化层,以准备下一步电解氧化环节的进行。
具体来说,前处理工艺流程一般包括以下步骤:2.1.1. 碱洗铝合金表面存在的各种污渍和油脂等物质,常会通过碱洗这一过程进行处理。
碱洗一般采用苛性钠或氢氧化钠等碱性洗液。
比较常用的方法是采用200g/L左右的苛性钠配制碱性洗液,在50℃左右的温度下进行清洗。
这种方法可以有效去除表面的有机物质、氧化层和金属表面的锈蚀物等杂质。
2.1.2. 酸洗铝合金表面的氧化层虽然可以通过碱洗的方式去除,但是如果想要彻底去除它并得到更佳的阴极保护效果,那么需要进行酸洗。
这样可以在防腐蚀的同时,也能够显著提高氧化层的附着力和平整度。
酸洗使用的酸性洗液通常是浓度为10–15%的硫酸或者磷酸。
对于磷酸酸洗液而言,还会在其中添加0.5-1%的硝酸,这样可以提高铝表面的清洁度。
在进行完碱洗和酸洗之后,通常会对铝合金表面进行手工或机械研磨,以便进一步去除氧化层和凸起处等表面缺陷,从而提高铝合金的平整度和质量。
阳极处理工艺流程培训讲义

阳极处理工艺流程培训讲义一、前期准备工作1、检查设备和工具是否完整,并确保能正常运转;2、检查工作区域是否清洁整齐,确保安全;3、准备所需的阳极处理液和化学试剂;4、着装整洁,佩戴防护装备。
二、阳极处理工艺流程1、清洗:将待处理的物品放入清洗槽中,去除表面的油污和杂质;2、腐蚀:将清洗后的物品放入腐蚀槽中,使其表面形成一层氧化层;3、阳极处理:将腐蚀后的物品放入阳极处理槽中,进行阳极处理,使其表面产生阳极氧化反应,增加耐蚀性和装饰性;4、封孔:将处理后的物品放入封孔槽中,进行封孔处理,增加其表面的密封性和耐蚀性;5、清洗:将处理后的物品进行清洗,去除余留的化学试剂。
三、注意事项1、操作人员必须佩戴防护眼镜、手套等防护装备;2、严格按照操作规程执行,避免化学试剂的接触;3、定期维护设备,保证其正常运转;4、避免将阳极处理液倒入下水口,要妥善处理废液。
四、事故处理1、如发生化学试剂溅入眼睛或皮肤灼伤,应立即用清水冲洗,并及时就医;2、如设备出现故障或泄漏,应立即停止操作并通知维修人员处理;3、如有其他突发情况,应及时报告主管领导处理。
以上为阳极处理工艺流程的基本培训讲义,希望操作人员能严格按照规程操作,保证工作的安全和质量。
阳极处理是一种常见的金属表面处理工艺,主要用于提高金属表面的耐蚀性、耐磨性和装饰性。
在工业制造领域,阳极处理广泛应用于铝合金、镁合金、钛合金等材料的表面处理和装饰。
本文将对阳极处理工艺流程的相关内容进行更详细的阐述。
五、设备和工具1、清洗槽、腐蚀槽、阳极处理槽、封孔槽:用于不同环节的阳极处理工艺;2、输液泵、搅拌器、加热器:用于搅拌和加热阳极处理液;3、PH检测仪、温度计、计时器:用于监测和控制处理液的PH值、温度和处理时间;4、防护眼镜、呼吸器、手套、工作服:操作人员必须佩戴的个人防护装备。
六、阳极处理液的配制阳极处理液通常由酸性溶液和含有阳极氧化剂的溶液混合而成。
不同金属材料的处理液成分有所不同,一般需要根据具体的要求进行配制。