磨刀参数表
巩达牌GD-20A雕刻刀万能磨刀机使用说明书
万能磨刀机UNIVERSAL CUTTER GRINDER型号:GD-20AModel:GD-20AOperation Manual使用说明书Series No.: Max Wheel Dia:100 MM出厂编号最大砂轮直径Voltage:Power;0.375电压: 功率: 0.375 KW Inspector: Manufacture Date;检验员: 出厂日期:GD-20A万能磨刀机UNIVERSAL CUTTER GRINDER一、PERFACEU2万能磨刀机,是随着市场上雕刻业的发展,而精心设计的,主要由机体、砂轮、主轴、驱动装置,微量进给及砂轮整形器、刀架所组成,结构新颖、造型美观、精度高、性能好、使用简单、维修方便、适用:电脑雕刻机、机械雕刻机、模具雕刻机及其高速旋转锥尖刀头、棱磨刃和铣刀端刃,磨削角度准确。
是目前万能磨刀机配备较先进的磨刀机型,我公司以质量第一,服务至上为宗旨,诚恳为广大模具雕刻机、电脑雕刻用户服务。
GD-20A Universal Cutter Grinder, with development of the carved industry, precisely designed by engineers. It is made up by main unit, wheel, spindle, drives, micro-feed and the grinding wheel dresser, knife the composition, structure, novel, modeling beautiful, high precision, good performance, easy to use, easy maintenance, applicable: computer engraving machine, machine engraving machine, engraving machine and high-speed rotary die knife cone head, edge grinding, and milling cutter blade cutting edge, grinding angles accurately. Universal Grinder is equipped with more advanced type of sharpener, my company is quality first, service-oriented for the purpose, sincerely for the majority of mold engraving machine, computer engraving User Services二、主要规格与参数The Specification and Technical DatasOr 0.25KW 50Hz 380v11 净重Net weight 65Kg550*480*470mm12 外形尺寸(长×宽×高)Packing dimension--GD-20A万能磨刀机1.On-off 2、Handle 3、dial scale 4、cover 5.screw joint 6、connecting rod 2A、handle3A、dial scale 4A.cover 5A、screw joint 6A、connecting cover 7、oil cup 8.adjusting screw9、handle 10 axis 11、fastening cover 12. reshaper stand 13、wheel flange 14、grinding wheel15、axis 16.axis of grinding wheel 17、stop bar 18、connecting cover 19、screw 20、lamp1、on-off 8、adjusting screw 20、drive belt 21、drive belt 22、motor23、fan cover24、screw 25、adjusting screw 26、equalizer bar27.收管28. 收管套Cover of the 29.滚花套Cover of30.紧定螺钉Fastening31.螺钉screwpipe retrieval pipe retrieval knurling screw32.伸缩杆telescopic link 33.插销bolt34.法兰盘ring flange;35.分度盘index plate36.螺母Nut37.复滑座multiple slip 38.定位器localizer39.转台Rotary table40.螺钉Screw41.表盘indicator dial42.转台座Base of the rotary table 43.刻度圈dial scale44.刻度圈dial scale45.螺钉Screw46.手柄Handle47.紧定销Fastening pin 48.油封oil seal49.手柄Handle50.座Base51.螺杆screw stem52.螺钉Screw 53.销Pin54.标尺Ruler55.螺钉Screw56.刻度圈Dial scale57.手柄Handle 58.手柄Handle59.螺钉Screw60.标尺Ruler Grinding Wheel Finishing1. Loosen clamp nut D,rightward move diamond dresser,to approach wheel adge;2. Adjust dresser well and wheel’distance about 1MM,lock up clamp nut D;3.rotate bolt,until dresse approch to wheel。
各种机加工工时计算表
1200.00 0.833333333
0.2-0.3 0.15 26.0 1379
>>>>>>>往复式平面粗磨理论工时计算<<<<<<<
零件参数
砂轮、机床参数
工件材料
淬火钢 砂轮直径 mm
400
磨削形式
零件装置在夹具中或用千 分表校准
**当加工孔径较大 时,ap取大值;加 工孔径较小,且加 工精度要求较高 时,ap取小值
钢、铸钢 刀具材料 精镗 刀具类型 5 刀具直径 mm 20 推荐切削参数范围 0.6-1.2 1.00 8 509 请输入实际切削参数 3.00 0.60 1.00 600.00 0.3
刀具参数
硬质合金 镗刀块 5.00
4.00 20 1273
>>>>>>>高速钢铰刀铰孔理论工时计算<<<<<<<
零件参数
材料种类
材料性能
孔直径 mm
铰
刀具直径 mm 待加工孔深度 mm
切削深度 mm 铰削余量 mm 实际每转进给量 实际主轴转速 理论工时 min
推荐切削参数 中硬铸铁 铰削余量 mm
175HBS 每转进给量 f mm 6.00 切削速度 m/min 6.0 主轴转速 10.0
材料种类 孔直径 mm
深度 mm
钻
零件参数
不锈钢 刀具直径 mm
12.50 每转进给量 mm
20.00
切削速度 主轴转速
m/min
请输入实际切削参数
推荐切削参数范围 8 ~ 20
深孔钻头刃磨角度表【免费下载】
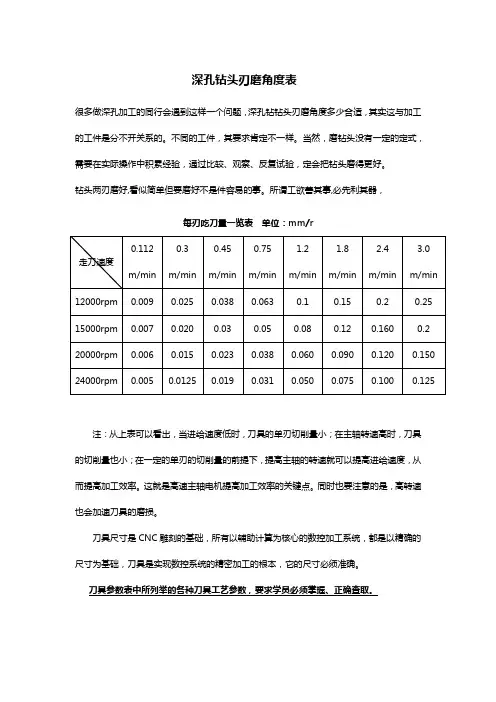
深孔钻头刃磨角度表很多做深孔加工的同行会遇到这样一个问题,深孔钻钻头刃磨角度多少合适,其实这与加工的工件是分不开关系的。
不同的工件,其要求肯定不一样。
当然,磨钻头没有一定的定式,需要在实际操作中积累经验,通过比较、观察、反复试验,定会把钻头磨得更好。
钻头两刃磨好,看似简单但要磨好不是件容易的事。
所谓工欲善其事,必先利其器,每刃吃刀量一览表单位:mm/r注:从上表可以看出,当进给速度低时,刀具的单刃切削量小;在主轴转速高时,刀具的切削量也小;在一定的单刃的切削量的前提下,提高主轴的转速就可以提高进给速度,从而提高加工效率。
这就是高速主轴电机提高加工效率的关键点。
同时也要注意的是,高转速也会加速刀具的磨损。
刀具尺寸是CNC雕刻的基础,所有以辅助计算为核心的数控加工系统,都是以精确的尺寸为基础,刀具是实现数控系统的精密加工的根本,它的尺寸必须准确。
刀具参数表中所列举的各种刀具工艺参数,要求学员必须掌握、正确查取。
加工不同材料时的锥刀角度范围表锥度刀的磨刀角度在万能磨刀机上修磨锥刀时,刀架底盘旋转的角度并不是锥刀角度的一半,刀架底盘的旋转角度除了与锥度有关外,还于锥刀的后角有关,具体的计算方法是,如果锥刀角度和后角分别是(A(A=2δ)和α),磨刀机刀架底盘的旋转角度S:S=tan-1[tan(A/2)×cos(α)]。
根据这个公式,我们可以计算出常用锥刀的磨刀角度如下表所示:三棱刀的磨刀角度三棱刀也是雕刻过程常用的一种锥刀。
在万能磨刀机上修磨三棱刀时,刀架底盘旋转的角度也不是锥刀角度的一半或三分之一,刀架底盘的旋转角度S与锥刀角度A(A=2δ)之间存在下面的计算公式:S=tan-1[tan(A/2)/2]。
根据这个公式,我们可以计算出常用的锥刀的磨刀角度如下:锥度刀的修磨步骤(1)上刀并卡紧收管。
首先取一把半径为3.175MM的刀,把它放在收管内,把收管固定住,旋转这个手柄,使收管与刀具夹紧;(2)开半。
手工磨刀开刃方式和刀片本身有关
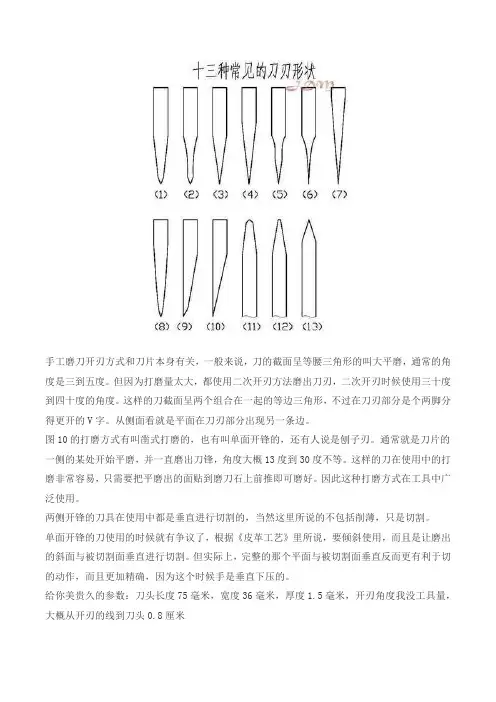
手工磨刀开刃方式和刀片本身有关,一般来说,刀的截面呈等腰三角形的叫大平磨,通常的角度是三到五度。
但因为打磨量太大,都使用二次开刃方法磨出刀刃,二次开刃时候使用三十度到四十度的角度。
这样的刀截面呈两个组合在一起的等边三角形,不过在刀刃部分是个两脚分得更开的V字。
从侧面看就是平面在刀刃部分出现另一条边。
图10的打磨方式有叫凿式打磨的,也有叫单面开锋的,还有人说是刨子刃。
通常就是刀片的一侧的某处开始平磨,并一直磨出刀锋,角度大概13度到30度不等。
这样的刀在使用中的打磨非常容易,只需要把平磨出的面贴到磨刀石上前推即可磨好。
因此这种打磨方式在工具中广泛使用。
两侧开锋的刀具在使用中都是垂直进行切割的,当然这里所说的不包括削薄,只是切割。
单面开锋的刀使用的时候就有争议了,根据《皮革工艺》里所说,要倾斜使用,而且是让磨出的斜面与被切割面垂直进行切割。
但实际上,完整的那个平面与被切割面垂直反而更有利于切的动作,而且更加精确,因为这个时候手是垂直下压的。
给你美贵久的参数:刀头长度75毫米,宽度36毫米,厚度1.5毫米,开刃角度我没工具量,大概从开刃的线到刀头0.8厘米刀一定不要太厚,要薄,开刃角度要削小,不然裁皮会不直,开刃要10号型状的,如果是9号的,你想像一下刀子在皮内部是如何走的,截面会是直的吗?如果做削薄刀,9号倒是可以考虑,不过10号形状的刃,裁皮削薄都可以,一把刀就足够了,刀头长度不能短,短了无法削皮,只能裁皮顶一下楼主吧,10号,这叫片刃,也就是单面,刃角13-15度瑞典粉末大马士革钢,淘宝搜瑞典花钢就能找到,热处理好的和没有热处理的都有,不过这个钢很贵。
酸洗的目的是为了显现出花纹,因为这种钢是两种钢材折叠锻造的,两种钢的耐酸性能不一样,通过酸洗,被腐蚀的程度和酸腐后所变的颜色也不一样,一般国内用汽车电瓶液酸洗的比较多,也比较好找,瑞粉是做刀的顶级材料。
另外还有RWL34这种钢也是做刀的好材料。
此外国内做刀用得比较多的材料有440C和D2这些钢材。
机械加工工时定额(车、铣、镗)切削用量参考表

机械加工工时定额(车、铣、镗)切削用量参考表1、该表中每一种加工方式的理论工时为单道工步的切削时间,仅用于参考,总的切削时间为所有工步切削时间的总和2、总加工成本可以参考以下计算公式: C总 = 单位时间机床的切削成本 * 切削时间 + 单位时间机床非切削成本 * 所有装夹、换刀等动作时间 + 其它非加工费用3、如果表中须输入的前提参数与实际有区别,可以在理论工时的基础上乘以难度系数,推荐难度系数为1.0~3.0切削参数选择原则:切削用量不仅是在机床调整前必须确定的重要参数,而且其数值合理与否对加工质量、加工效率、生产成本等有着非常重要的影响。
所谓“合理的”切削用量是指充分利用刀具切削性能和机床动力性能(功率、扭矩),在保证质量的前提下,获得高的生产率和低的加工成本的切削用量。
一制订切削用量时考虑的因素切削加工生产率在切削加工中,金属切除率与切削用量三要素ap、f、v均保持线性关系,即其中任一参数增大一倍,都可使生产率提高一倍。
然而由于刀具寿命的制约,当任一参数增大时,其它二参数必须减小。
因此,在制订切削用量时,三要素获得最佳组合,此时的高生产率才是合理的。
刀具寿命切削用量三要素对刀具寿命影响的大小,按顺序为v、f、ap。
因此,从保证合理的刀具寿命出发,在确定切削用量时,首先应采用尽可能大的背吃刀量;然后再选用大的进给量;最后求出切削速度。
加工表面粗糙度精加工时,增大进给量将增大加工表面粗糙度值。
因此,它是精加工时抑制生产率提高的主要因素。
二刀具寿命的选择原则切削用量与刀具寿命有密切关系。
在制定切削用量时,应首先选择合理的刀具寿命,而合理的刀具寿命则应根据优化的目标而定。
一般分最高生产率刀具寿命和最低成本刀具寿命两种,前者根据单件工时最少的目标确定,后者根据工序成本最低的目标确定。
选择刀具寿命时可考虑如下几点:根据刀具复杂程度、制造和磨刀成本来选择。
复杂和精度高的刀具寿命应选得比单刃刀具高些。
对于机夹可转位刀具,由于换刀时间短,为了充分发挥其切削性能,提高生产效率,刀具寿命可选得低些,一般取15-30min。
数控磨刀的正确方法与技巧
数控磨刀的正确方法与技巧1. 数控磨刀的基本知识数控磨刀?听起来高大上,其实也没那么复杂。
先说说什么是数控磨刀。
简单来说,就是用电脑控制的磨刀机,把刀具磨得锋利得像小刀片一样,能切能剁,轻松应对各种挑战。
就像我们平时做饭,菜刀不锋利了,切个西红柿都费劲,更别提牛肉了!所以,磨刀这事儿可是相当重要的。
1.1 数控磨刀的优势用数控磨刀最大的好处就是精准、效率高。
你想想,手动磨刀可能要花不少时间和力气,还得有一定的技巧,不然一不小心刀刃磨得歪歪扭扭的,结果刀不但没变锋利,反而更麻烦。
这时候,数控磨刀就显得尤为重要了!它能把刀具磨得均匀又精细,省心又省力,简直是磨刀界的“白衣骑士”。
1.2 适用的刀具类型在磨刀之前,得先知道你手里有什么刀具。
数控磨刀适用于各种刀具,包括铣刀、车刀、钻头等等。
不同的刀具,磨法也不一样,就像不同的菜有不同的做法。
你拿把切水果的刀,去磨个切肉的刀,结果可想而知,磨出来的效果肯定不咋地。
所以,得选对磨刀的方式,才能达到事半功倍的效果。
2. 数控磨刀的操作步骤说完基础知识,我们来聊聊具体操作。
别担心,我会把每一步都拆开来,让你听得明明白白。
2.1 设备准备首先,得把磨刀机准备好。
这可是磨刀的“战斗伙伴”。
确认设备正常运转,电源接通,油量充足,不然就像准备出门却发现手机没电,尴尬得不要不要的!还有,磨刀机的刀轮要选对,根据刀具材质选择合适的磨轮,磨得不对,那就是事倍功半。
2.2 刀具固定接下来,刀具固定也是个技术活儿。
把刀具夹紧,确保它不会在磨的过程中晃动。
想象一下,你在打篮球,球如果在你手里晃来晃去,你能投进篮吗?当然不行,所以固定好刀具非常重要。
再来,确保刀具与磨轮的接触角度合适,角度不对,磨出来的刀就像钝刀,完全没用。
2.3 设置参数然后就是设置磨刀的参数。
数控磨刀机的“心脏”就是这个控制面板,得根据刀具的材质、形状等设定磨削速度和进给量。
这一步就像调音台,调好每个旋钮,才能弹出动听的旋律。
钻头磨刀机的参数及特点
本文摘自再生资源回收-变宝网()
钻头磨刀机的参数及特点
钻头磨刀机,规格型号:TR132M,可用于修磨钻头。
如标准麻花钻,木工钻,薄壁钻,双后角钻头,双顶角钻头,倪志福钻头,阶梯钻。
一、钻头磨刀机的参数
电机功率:380v50hz250w
转速:2800转/分
砂轮:ф125x20xф32碗型金刚石砂轮
整机外形:380x380x360mm
整机重量:43kg
用途:修磨钻头。
如标准麻花钻,木工钻,薄壁钻,双后角钻头,双顶角钻头,倪志福钻头,阶梯钻。
二、钻头磨刀机的特点
修磨直径届于0.5mm到32mm的多种形式的钻头,如标准麻花转,木工钻,薄壁钻,双后角钻头,双顶角钻头,倪志福钻头,阶梯钻。
钻头范围:ф0.5-32mm顶角:30-180度后角:0-15度。
本文摘自变宝网-废金属_废塑料_废纸_废品回收_再生资源B2B交易平台网站;
变宝网官网:/?qx
买卖废品废料,再生料就上变宝网,什么废料都有!。
平面磨床的磨刀技巧有哪些
平面磨床的磨刀技巧有哪些平面磨床是一种常用的金属加工设备,用于对平面工件进行精细磨削,使其表面达到高精度和高光洁度。
下面将详细介绍平面磨床的磨刀技巧。
一、选用合适的砂轮砂轮是平面磨床磨刀的主要工具,选择合适的砂轮对于磨床加工效果至关重要。
常见的砂轮有氧化铝砂轮、石英砂轮和绿碳砂轮等。
在选择砂轮时,需根据被磨刀具的材料和要求的加工效果来选择砂轮的颗粒度、硬度和结构。
二、安装砂轮将选择好的砂轮安装到平面磨床上,需要注意以下几点:1. 检查砂轮是否有损伤,如有损伤需更换。
2. 确保砂轮的直径和孔径与磨床主轴的尺寸匹配。
3. 砂轮装入磨床主轴时,要确保固定牢固,不得有松动。
三、调整磨削参数在操作平面磨床进行刀具磨削之前,需要根据具体情况调整磨削参数,主要包括进给量、切削深度、切削速度和磨削方式等。
不同的刀具和被切削材料需要不同的磨削参数,操作人员需要具备一定的经验和技术能力。
四、稳定工件夹持在平面磨床上磨刀时,需要保证工件的夹持稳定。
夹具应具备足够的刚度和稳定性,以确保工件在磨削过程中不会发生偏移或抖动。
操作人员还需要根据工件的尺寸和形状调整夹具的位置和角度,保证刀具在磨削过程中能够均匀接触工件表面。
五、正确选择磨削方式平面磨床有多种磨削方式可供选择,包括平面磨削、中心磨削和端面磨削等。
不同的磨削方式适用于不同的加工要求和工件形状。
在选择磨削方式时,需要考虑加工表面的形状、加工效率和加工质量等因素,并根据需要进行合理的选择。
六、适时修整砂轮随着磨床的使用,砂轮会逐渐磨损,磨削效果会下降。
为了保持磨床的加工精度和质量,需要定期对砂轮进行修整或更换。
修整砂轮可以使用修整砂轮器,通过碰磨或刮磨的方式将砂轮恢复到理想的形状和尺寸。
七、保持磨床的良好状态平面磨床作为一种机械设备,要保持良好的工作状态,有助于提高磨削效率和加工质量。
在使用平面磨床时,需要定期对磨床进行清洁和润滑,检查各部件的紧固情况和工作状态,如有异常及时进行维修和更换。
铣刀磨刀机技术参数
元禄亦端铣刀磨刀机机台功能1.专门研磨¢13-32mm的平底铣刀,精准快速。
2.钨钢铣刀请选用SD钻石砂轮,高速钢铣刀请选用CBN砂轮,二种砂轮均不可研磨钻石涂层刀具(石墨铣刀)。
3.一片砂轮即可研磨2刃、3刃、4刃、6刃平底铣刀。
4.可控制螺旋角大小对磨刀的影响,并可控制刀尖的锋利度及刀锋厚度。
5.面铣加工时,请将研磨角度调整为3°-4°,利于排屑,减小阻抗。
6.具有一刃过中心、两刃过中心、两刃都不过中心等三种中心静点磨法。
7.垂直校刀、圆弧磨法,三步到位,精准快速。
8.配件少、装夹快、研磨效率高。
9.可重复修磨,提高钻头的加工效率和钻头的利用率,节约钻头的刀具成本和磨刀时间。
The machine functionFlat bottomed cutter 1 ¢13-32mm special grinding, precision fast.2 tungsten steel milling cutter choose SD diamond grinding wheel, high-speed steel cutter choose CBN wheel, two wheel grinding diamond coated cutting toolsare not available (graphite cutter).3 a wheel grinding 2 blade, 3, 4, 6 edge edge edge flat end mill.4 control effects of spiral angle on the knife, sharpness and bladethickness and can control the.The 5 face milling, please be grinding angle adjustment for 3 ° -4 °, conducive to the chip, reduce impedance.The 6 has an edge over the center, two edged over the center, twoedged butCenter three center static point grinding.7 vertical cutter calibration, circular grinding method, three step, accurate and fast.8 fewer parts, clamping fast, high grinding efficiency.9 repeated grinding, improve the processing efficiency andthe drill bit rate, save the bit tool cost and grinding time.技术参数标配。
磨刀参数对照表
表1加工不同材料时的锥刀角度范围表
表3 磨刀机刀架底盘的旋转角度表
锥刀角度和后角分别是A (A = 2δ)和α,磨刀机刀架底盘的旋转角度S :⎥
⎦
⎤⎢⎣
⎡⨯=-)cos()2
tan(tan 1αA S
刀架底盘的旋转角度S 与锥刀角度A (A = 2δ)之间存在下面的计算公式:⎥⎦
⎤⎢⎣
⎡=-2/)2
tan(tan 1
A
S
加工59铜(高频模、烫金模)的刀具使用参数表
附表一、使用200-2mm锥刀进行高频模开粗加工时的工艺参数
附表三、20°系列刀具加工紫铜材料的工艺参数表
附表四、20°系列刀具加工铬钢材料的工艺参数表
附表五、30°系列刀具加工59铜材料的工艺参数表
附表六、30°系列刀具加工紫铜材料的工艺参数表
附表八、20°系列刀具精修加工紫铜材料的工艺参数表
附表九、20°系列刀具精修加工铬钢材料的工艺参数表
附表十、30°系列刀具精修加工59铜材料的工艺参数表
附表十一、30°系列刀具精修加工紫铜材料的工艺参数表
附表十二、30°系列刀具精修加工铬钢材料的工艺参数表
附表十三、10°系列刀具精修加工59铜材料的工艺参数表
附表十四、30°系列刀具加工铬钢材料的工艺参数表
附表十五、10°系列刀具开粗加工59铜材料的工艺参数表
加工滴塑模刀具使用参数表
表9-1锥度为10度的刀具雕刻隔色壁时L1的宽度值表L2代表隔色壁下表面宽度,H代表隔色壁高度。
表9-2锥度为15度的刀具雕刻隔色壁时L1的宽度值表。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附录
附录A 千分尺(螺纹测微器)的使用
1. 零误差及零误差的消除
(1)直接将千分尺旋紧所得计数即零误差,记为a。
(2)消除方法一:调节千分尺使之零误差为零。
(3)消除方法二:用带有零误差的千分尺测量某工件所得结果记为b,则被测工件的实际尺寸为c=b-a。
2. 测量方法及力度控制
(1)测量开半刀具时注意将千分尺测头平面与开半平面平行。
(2)旋转大旋钮使测头接近工件,然后调节棘轮,当听到声音后再旋三次即可以读数。
(3)计数方法:千分尺分主标尺与副标尺它们的计数分别记为a、b,则千分尺的计数为c=a+b/100(mm)。
(主标尺的最小计数为0.5,副标尺的最小计数为1)
北京精雕科技有限公司版权所有翻印必究
附录B 40倍读数显微镜的使用
1. 将显微镜打开成‘V’字形,将刀尖放到显微镜视野的中心,调整到适当的位置开始读数。
2. 读数方法(在计数显微镜下每一小格是0.05mm,下图的读数为0.65 mm。
)
附录C 锥刀开半尺寸、角度与加工材料对照表
材料
后角副后角
有机玻璃 1.60 45 15-20 3 – 5
双色板 1.60 45 20 – 25 3 - 5
ABS板 1.60 45 20 – 25 3 - 5
黄铜 1.63 30 15 – 20 3 – 5
紫铜 1.62 45 15 – 20 3 – 5
中碳钢 1.64 20 10 – 15 3
合金钢 1.65 15 5 – 10 3
纯铝 1.61 30 15 – 20 3 – 5
附 录
附录D 刀架转台旋转角度、锥度、后角对照表
刀架转台(分度盘2)旋转角度计算公式:
将锥角记为A ,后角记为α,磨刀机刀架转台的旋转角度记为S ,则:
⎥⎦
⎤
⎢⎣⎡⨯=-)cos()2tan(tan 1αA S 。
三棱锥刀磨制时按照60度后角查表。
北京精雕科技有限公司版权所有翻印必究
附录E 刀具的后角、底径、测量值对照表
表格有三组数据,如下表:后角为一组,底直径为一组,中部数据(显微镜读数)为一组。
已知任意两组数据可以查得对应的第三组数据。
刀具的底直径测量值可以按以下公式进行计算:
公式:D= d×[ 1+COS(α)]/2
D :测量值 d :刀具底直径α:后角
例:已知后角为30度,底直径为0.8,则其显微读数为0.75。
若已知后角为30度,显微读数为0.75,则其底直径为0.8。