002天津点焊机图纸.dwg已审核-Model
点焊工艺及全参数
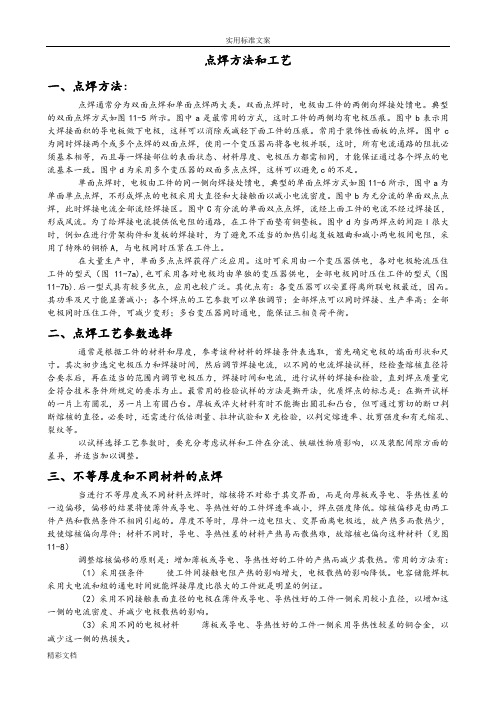
点焊方法和工艺一、点焊方法:点焊通常分为双面点焊和单面点焊两大类。
双面点焊时,电极由工件的两侧向焊接处馈电。
典型的双面点焊方式如图11-5所示。
图中a是最常用的方式,这时工件的两侧均有电极压痕。
图中b表示用大焊接面积的导电板做下电极,这样可以消除或减轻下面工件的压痕。
常用于装饰性面板的点焊。
图中c 为同时焊接两个或多个点焊的双面点焊,使用一个变压器而将各电极并联,这时,所有电流通路的阻抗必须基本相等,而且每一焊接部位的表面状态、材料厚度、电极压力都需相同,才能保证通过各个焊点的电流基本一致。
图中d为采用多个变压器的双面多点点焊,这样可以避免c的不足。
单面点焊时,电极由工件的同一侧向焊接处馈电,典型的单面点焊方式如图11-6所示,图中a为单面单点点焊,不形成焊点的电极采用大直径和大接触面以减小电流密度。
图中b为无分流的单面双点点焊,此时焊接电流全部流经焊接区。
图中C有分流的单面双点点焊,流经上面工件的电流不经过焊接区,形成风流。
为了给焊接电流提供低电阻的通路,在工件下面垫有铜垫板。
图中d为当两焊点的间距l很大时,例如在进行骨架构件和复板的焊接时,为了避免不适当的加热引起复板翘曲和减小两电极间电阻,采用了特殊的铜桥A,与电极同时压紧在工件上。
在大量生产中,单面多点点焊获得广泛应用。
这时可采用由一个变压器供电,各对电极轮流压住工件的型式(图11-7a),也可采用各对电极均由单独的变压器供电,全部电极同时压住工件的型式(图11-7b).后一型式具有较多优点,应用也较广泛。
其优点有:各变压器可以安置得离所联电极最近,因而。
其功率及尺寸能显著减小;各个焊点的工艺参数可以单独调节;全部焊点可以同时焊接、生产率高;全部电极同时压住工件,可减少变形;多台变压器同时通电,能保证三相负荷平衡。
二、点焊工艺参数选择通常是根据工件的材料和厚度,参考该种材料的焊接条件表选取,首先确定电极的端面形状和尺寸。
其次初步选定电极压力和焊接时间,然后调节焊接电流,以不同的电流焊接试样,经检查熔核直径符合要求后,再在适当的范围内调节电极压力,焊接时间和电流,进行试样的焊接和检验,直到焊点质量完全符合技术条件所规定的要求为止。
点焊的焊接符号

点焊的焊接符号点焊是一种常见的焊接方法,用于将两个或多个金属板熔合在一起。
在焊接图纸中,可以使用特定的符号来表示点焊。
以下是点焊的焊接符号及其相关的信息:符号的形状和尺寸:点焊的焊接符号通常为一个圆形或矩形,有时也可以是其他形状。
符号的尺寸根据需要而定,但通常根据标准规范来确定。
在图纸上,符号的大小应该能够清楚地表达出点焊的位置和数量。
符号的位置和数量:点焊的焊接符号应该准确地标明在需要焊接的位置。
符号的数量可以根据需要而变化,但通常根据设计要求来确定。
在图纸上,符号的数量应该足够多,以保证能够满足生产需求,但也不能太多,以免影响制造效率。
符号的颜色和标记:点焊的焊接符号通常使用黑色或白色,但也可以根据需要使用其他颜色。
在图纸上,符号应该清晰可见,无模糊或混淆。
此外,点焊的焊接符号应该与图纸上的其他元素相一致,如尺寸、比例和字体等。
符号的标注和说明:在图纸上,点焊的焊接符号应该进行标注和说明。
通常包括以下几点:位置:标明点焊的位置,包括坐标、相对位置或周围参照物等。
数量:标明点焊的数量,包括每个位置需要的点焊数量或总数量等。
规格:标明点焊的规格和要求,包括焊接电流、电压、时间、电流种类、电极尺寸等参数。
方法:标明点焊的方法,包括使用的设备、工具和工艺流程等信息。
其他要求:标明其他需要注意的事项,例如焊接保护、检验要求、安全措施等。
在标注和说明点焊的焊接符号时,应该使用简洁明了的语言,避免使用难以理解的专业术语或缩写词。
同时,应该注意符号的清晰度和准确性,以确保生产人员能够正确理解和执行相关操作。
符号的工艺流程和操作要求:点焊是一种特殊的焊接方法,需要按照特定的工艺流程进行操作。
在图纸上,应该明确点焊的工艺流程和操作要求,以便生产人员能够正确执行。
需要确定点焊的具体位置和数量。
根据设计要求和实际情况,确定需要焊接的部位和每个部位需要的点焊数量。
在操作过程中,应该注意保持电极与工件的接触面积和压力适当,以确保产生良好的电弧和熔合效果。
点焊机设定的各焊接参数说明(精)
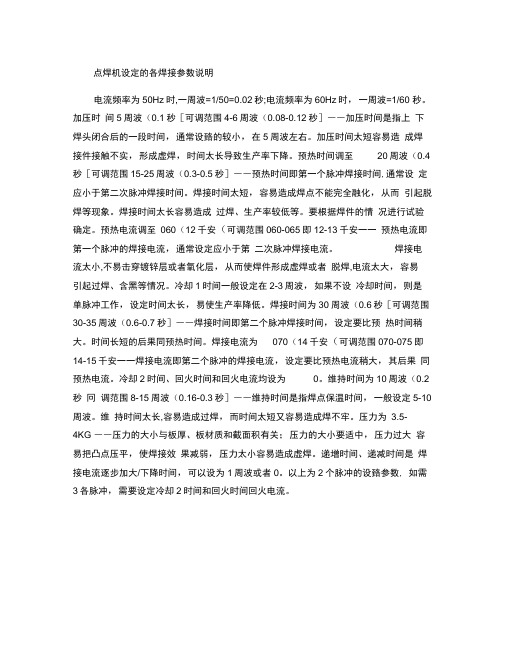
点焊机设定的各焊接参数说明电流频率为50Hz时,一周波=1/50=0.02秒;电流频率为60Hz时,一周波=1/60 秒。
加压时间5周波(0.1秒[可调范围4-6周波(0.08-0.12秒]――加压时间是指上下焊头闭合后的一段时间,通常设臵的较小,在5周波左右。
加压时间太短容易造成焊接件接触不实,形成虚焊,时间太长导致生产率下降。
预热时间调至20周波(0.4秒[可调范围15-25周波(0.3-0.5秒]――预热时间即第一个脉冲焊接时间,通常设定应小于第二次脉冲焊接时间。
焊接时间太短,容易造成焊点不能完全融化,从而引起脱焊等现象。
焊接时间太长容易造成过焊、生产率较低等。
要根据焊件的情况进行试验确定。
预热电流调至060(12千安(可调范围060-065即12-13千安一一预热电流即第一个脉冲的焊接电流,通常设定应小于第二次脉冲焊接电流。
焊接电流太小,不易击穿镀锌层或者氧化层,从而使焊件形成虚焊或者脱焊,电流太大,容易引起过焊、含黑等情况。
冷却1时间一般设定在2-3周波,如果不设冷却时间,则是单脉冲工作,设定时间太长,易使生产率降低。
焊接时间为30周波(0.6秒[可调范围30-35周波(0.6-0.7秒]――焊接时间即第二个脉冲焊接时间,设定要比预热时间稍大。
时间长短的后果同预热时间。
焊接电流为070(14千安(可调范围070-075即14-15千安一一焊接电流即第二个脉冲的焊接电流,设定要比预热电流稍大,其后果同预热电流。
冷却2时间、回火时间和回火电流均设为0。
维持时间为10周波(0.2秒冋调范围8-15周波(0.16-0.3秒]――维持时间是指焊点保温时间,一般设定5-10 周波。
维持时间太长,容易造成过焊,而时间太短又容易造成焊不牢。
压力为 3.5-4KG ――压力的大小与板厚、板材质和截面积有关;压力的大小要适中,压力过大容易把凸点压平,使焊接效果减弱,压力太小容易造成虚焊。
递增时间、递减时间是焊接电流逐步加大/下降时间,可以设为1周波或者0。
点焊机点焊的技巧

点焊机点焊的技巧
1. 嘿,你知道点焊机点焊的技巧有多重要吗?就好比建房子打基础一样!比如说,在点焊的时候,你得把焊件表面清理干净呀,要不然就像在脏脏的地面上盖房子,能牢固吗?所以一定得认真对待这个步骤哦!
2. 哇塞,点焊的电流调节可太关键啦!这就好像控制水流大小一样。
你想想,如果电流太大,那不就像洪水一样,把焊件都给冲坏啦!有一次我就是没调好,结果焊件都变形了,惨痛的教训啊!
3. 朋友们,点焊的电极压力也不能忽视呀!就跟我们走路的力度似的。
压力太小,点不牢;压力太大,又会把焊件压坏。
记得有回和同事一起点焊,他就没注意压力,最后焊点那叫一个惨不忍睹啊!
4. 嘿呀,点焊的时间掌握不好可不行啊!这就像跑步的速度一样。
太短了,焊接不牢固;太长了,又会浪费时间还可能弄坏焊件。
我之前就因为点焊时间没把握好,废了好几个焊件呢,太心疼啦!
5. 你们说,点焊时的电极角度重要不?那简直太重要啦,就像射箭的角度一样!角度不对,怎么能射中目标呢?我曾经看到有人点焊时电极角度歪了,结果焊点歪七扭八的。
6. 还有啊,点焊的顺序也不能乱来呀!这就好像拼图,得有个先后顺序。
如果乱点焊,那焊件的质量能好吗?有一次点焊一个复杂的工件,我就因为顺序搞错了,后面费了好大劲才改正过来呢!总之啊,点焊机点焊有好多技巧需要我们掌握呢,可不能马虎哦!
我的观点结论:点焊机点焊的技巧真的特别关键,每一个小细节都关乎着最终的焊接质量,大家可得认真钻研和练习。
点焊技术参数及设备

双点焊工艺总结1点焊质量1.1焊接质量与参数比照表参数电极压力掌握影响大①焊点压痕大;②未焊透或焊点太小;小焊接电流大小通电时间长短工件不相称工件间有污物工件与电极间有污物电极冷却不良电极头接触不良金属缺陷电极头变形电极头不干净上下电极头未对准电极头曾用粗锉刀、粗砂皮清理电极头接触直径太小1.2相关质量问题①工件间飞溅;②电极头间有飞溅;③焊点有裂纹;④焊点中心有黑斑或烧损痕迹;⑤无焊点、而烧穿孔;①无焊点、而烧穿孔;②工件间飞溅;③电极头间有飞溅;④焊点中心有黑斑或烧损痕迹;⑤焊点有裂纹;①未焊透或焊点太小;②焊点压痕大;① 工件间有飞溅;① 未焊透或焊点太小;① 无焊点,而烧穿孔;②电极头间有飞溅;③未焊透或焊点太小;④焊点有裂纹① 工件间飞溅;②无焊点、而烧穿孔;③未焊透或焊点太小;③焊点有裂纹;① 无焊点、而烧穿孔;②电极头间飞溅;① 电极头间飞溅;②焊点有烧损痕迹;① 无焊点、而烧穿孔;②未焊透或焊点太小;① 无焊点、而烧穿孔;②焊点中心有黑斑或烧损痕迹;① 未焊透或焊点太小;②焊点有裂纹;③焊点上有烧损痕迹;④焊点压痕太大;① 焊点中心有黑斑或烧损痕迹;① 焊点有裂纹;②焊点压痕太大;① 焊点上有划痕;① 焊点压痕太大1.2.1飞溅缘由(1)开头时电极预紧压力过小,熔化核心四周未形成塑性金属环而向外飞溅;(2)加热完毕时,因加热时间过长,熔化核心过大,在电极压力下,塑性金属环发生崩溃,熔化金属从焊件之间或焊件外表溢出。
1.3焊接质量一般要求1.3.1焊透率点焊接头的强度打算于焊点的几何尺寸及其内外质量。
一般要求熔核直径随板厚增加而增大。
熔核在单板上的熔化厚度 hn 对板厚度δ的百分比称焊透率 A,即 A=单板上的熔化高度 hn/板厚δ×100%。
通常规定 A 在 20%-80%范围内。
试验说明,焊点熔核直经符合要求时,取A》20%便可保证焊点的强度。
A 过大,熔核接近焊件外表,使外表金属过热,晶粒粗大,易消灭飞溅或熔核内产生缩孔、裂纹等缺陷,接头承载力量下降。
焊接接头静载强度设计以及天津之眼模型图的设计

任务咨询
焊接结构与生产课件
项目一:天津之眼模型图设计
任务二结构设计计算
• 三、焊接接头的静载强度计算
• 5、搭接接头静载强度计算 • 受弯矩的搭接接头计算公式:
任务咨询
焊接结构与生产课件
项目一:天津之眼模型图设计 • 一、完成下列焊接接头分析比较
任务二结构设计计算
答:上图中,右侧的接头形式要好于左侧的接பைடு நூலகம்形式。
任务实施
焊接结构与生产课件
项目一:天津之眼模型图设计
任务二结构设计计算
• 二、设计计算 • 例1:两块板厚为10mm的钢板对接,焊缝受29300N的切力, 材料为Q235—A钢,试设计焊缝的长度(钢板宽度)。 • 解 由式(2)可得
Q L 1[ ' ]
由已知条件知Q=29300N,=10mm;由表2-3中查得[τˊ]= 93MPa,代入上式得 取L=32mm。即当焊缝长度(板宽)为32mm时,该对接接 头焊缝强度能满足要求。
任务实施
焊接结构与生产课件
项目一:天津之眼模型图设计
任务二结构设计计算
• 二、设计计算 • 例2:两块板厚为5mm、宽为500mm的钢板对接,两端受
284000N的拉力,材料为Q235—A钢,[бˊt]=142MPa, 试校核其焊缝强度。 • 解: 已知F=28400N,L=500mm, δ=5mm,[бˊt]= 142MPa,代入式(1)得
任务咨询
焊接结构与生产课件
项目一:天津之眼模型图设计
任务二结构设计计算
• 三、焊接接头的静载强度计算
• 3、假设
a=(K+p)cos45°
当K≤8mm时,可取a等于K; 当 K>8mm时,可取p=3mm.
简易点焊机制作方法
简易点焊机制作方法
要制作一个简易的点焊机,你需要以下材料和步骤:
材料:
1. 大功率电源(12V 或以上)
2. 焊接变压器或电源变压器
3. 电焊笔
4. 电线和插头
5. 开关
6. 焊接钳
7. 电焊片
步骤:
1. 首先,将电源连接至焊接变压器或电源变压器。
确保电源的电压与焊接变压器或电源变压器的额定电压相匹配。
2. 将焊接变压器或电源变压器连接至电焊笔。
确保连接正确,以确保焊接电流的稳定输出。
3. 将电线连接至电焊笔和大功率电源上的插头。
不同国家的电线颜色可能不同,请确保正确连接电线。
4. 安装一个开关在电线上,以便在使用时可以方便地打开或关闭电焊机。
5. 将电焊片连接至电焊笔的钳子上,确保牢固连接,以便进行焊接时可以夹住工件。
6. 开启电源,打开开关,然后将电焊片的钳子夹持住待焊接的两个工件。
7. 确保焊接区域干燥,没有任何可燃物或易燃物,以及足够的通风。
8. 使用点焊机将两个工件焊接在一起,确保焊接时间和力度适当。
根据焊接材料和工件的不同,可能需要进行多次点焊。
请注意,这是一个简易的点焊机,其焊接能力和效果可能不如专业的点焊机。
对于较重要的焊接任务,建议使用专业的设备。
同时请按照相关安全规范操作,以确保个人和环境的安全。
1点焊机图纸

点焊机图纸微波炉变压器可改为点焊机变压器,它的次级改为点焊机变压器的初级,次级用1.5mm的铜线绕7匝,输入220v输出4v.点焊机静态功耗的测试555时基电路简称555,是一个用途甚广的电路。
下面介绍用万用表对555时基电路的测试方法。
图1所示为万用表对555静态功耗的测试电路。
所谓静态功耗,就是指电路无负载时的功耗。
在这里,用万用表的直流电压50 V档测出UCC值(按厂家测试条件Ucc=15 V),再用万用表的直流电流10 m.静态功耗的测试555时基电路简称555,是一个用途甚广的电路。
下面介绍用万用表对555时基电路的测试方法。
图1所示为万用表对555静态功耗的测试电路。
所谓静态功耗,就是指电路无负载时的功耗。
在这里,用万用表的直流电压50 V档测出UCC值(按厂家测试条件Ucc=15 V),再用万用表的直流电流10 mA档串入电源与555的⑧脚之间,测得的数值即为静态电流,用静态电流乘以电源电压即为静态功耗。
通常,静态电流小于8 mA为合格。
2.输出电平的测试测试方法如图2所示。
在555的输出端接万用表(将量程开关拨至直流电压50 V档)。
断开开关S时,555的③脚输出高电平,万用表测得其值大于14 V;闭合s时,555的③脚输出低电平(0 V)。
3.输出电流的测试测试电路如图3所示。
在555的②脚加一个低于Ucc/3(即1/3×15 V=5 V)的低电位,也可用一只阻值为100 kQ的电阻器将555的②脚与①脚碰一下,这时万用表显示的即为输出电流;然后还用这只电阻器,将555的⑥脚与⑧脚碰一下,若此时万用表的显示为零,则表明555时基电路可靠截止。
进行以上操作时,将万用表的量程开关拨至电流1000 mA档。
采用555时基集成电路的延时电路之四a它们是一个由高电平跳变到低电平的延时电路。
即按下按钮SB雪,输出端为高电平,经过一段延时后,输出端跳变到低电平并一直保持为低电平。
调节电位器RP,可改变延时时间电动车充电器图纸电流检测控制电路由电流互感器TA、整流桥堆UR、电阻器Rl、稳压二极管VS、电容器C2和二极管VD组成。