设备点检记录(滚镀线)
滚丝机设备点检记录表
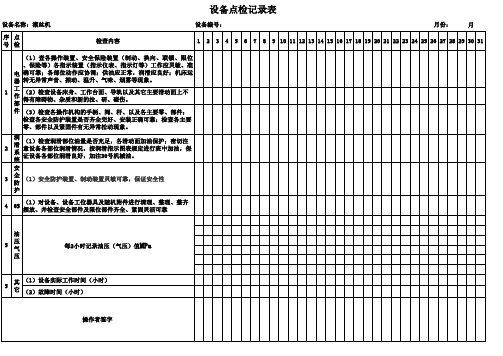
电 确可靠;各部位动作应协调;供油应正常,润滑应良好;机床运
器 转无异常声音、振动、温升、气味、烟雾等现象。
1
工 作 部
(2)检查设备床身、工作台面、导轨以及其它主要滑动面上不 得有障碍物、杂质和、部件;
检查各安全防护装置是否齐全完好、安装正确可靠;检查各主要
零、部件以及紧固件有无异常松动现象。
2
润 滑 系 统
(1)检查润滑部位油量是否充足,各滑动面加油保护;密切注 意设备各部位润滑情况,按润滑指示图表规定进行班中加油,保 证设备各部位润滑良好,加注30号机械油。
安
3
全 防
(1)安全防护装置、制动装置灵敏可靠,保证安全性
护
4
6S
(1)对设备、设备工位器具及随机附件进行清理、整理、整齐 摆放、并检查安全部件及限位部件齐全、紧固灵活可靠
油
5
压 气
压
每2小时记录油压(气压)值MPa
5
其 (1)设备实际工作时间(小时) 它 (2)故障时间(小时)
操作者签字
说明:正常用“√”表示,异常用“×”表示,已修复用“ ”X 维护保养用“△”表示
设备点检记录表
设备名称:滚丝机
序点 号检
检查内容
设备编号:
月份:
月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
(1)查各操作装置、安全保险装置(制动、换向、联锁、限位
、保险等)各指示装置(指示仪表、指示灯等)工作应灵敏、准
辊样车间机械设备日常点检表---总表1
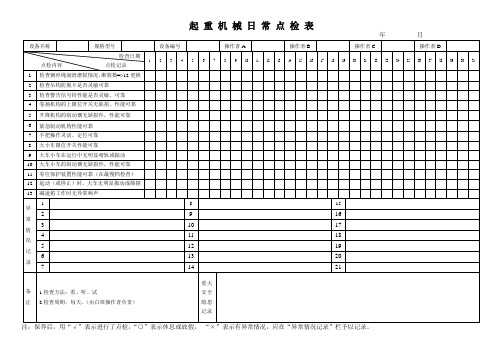
设备名称规格型号设备编号操作者A 操作者B 操作者C 操作者D检查日期点检内容点检记录1 2 3 4 5 6 7 8 9 10 1112 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 检查钢丝绳润滑磨损情况,断裂数=>12更换2 检查吊钩防脱卡是否灵敏可靠3 检查警告信号铃性能是否灵敏、可靠4 卷扬机构的上限位开关无缺损、性能可靠5 升降机构的制动器无缺损件,性能可靠6 紧急制动机构性能可靠7 手把操作灵活、定位可靠8 大小车限位开关性能可靠9 大车小车在运行中无明显啃轨或振动10 大车小车的制动器无缺损件,性能可靠11 零位保护装置性能可靠(在最慢档检查)12 起动(或停止)时,大车无明显振动或筛摆13 减速箱工作时无异常响声异常情况记录1 8 152 9 163 10 174 11 185 12 196 13 207 14 21备注1.检查方法:看、听、试2.检查周期:每天。
(由白班操作者负责)重大安全隐患记录设备名称规格型号设备编号操作者A 操作者B 操作者C 操作者D检查日期点检内容点检记录1 2 3 4 5 6 7 8 9 10 1112 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 清除积屑,擦拭机床表面的灰尘、油污;2 检查机床开机、运行动作是否正常3 检查润滑油液面高度决定是否添加润滑油;4 检查液压油路是否有漏油现象5 检查卡盘、尾座、刀塔等关键部位是否正常6 检查变速箱齿轮润滑是否正常,必要时添加;7 检查程序控制单元的各钥匙、旋钮位置;8 检查工具及产品,是否摆放整齐符合6S要求;9 检查三色灯、开关及操控台上的指示灯;10 检查机床主轴的运转有无异常情况;11 检查机床夹具是否定位准确、连接牢固可靠;12 清理机床周围,达到整洁符合6S要求;13 认真填写故障记录及其他各项记录。
电镀生产线日常保养点检表

摇摆是否正常
振动马达是否正常
力0.5-1.0㎏/cm2
水洗流量:20-30L/min
点检人
周一
IPQC确认
异常状况及处理措施
电镀生产线日常保养点检表
周二
周三
周四
周五
日期: 周六
至 周日
备注:每4小时点检一次, 出现异常情况时立即知会现
电镀生产线日常保养点检表日期周一周二周三周四周五周六周日项目各槽液位是否正常过滤循环泵是否正常挂具是否清洁各显视器是否正常摇摆是否正常振动马达是否正常各槽打气是否正常电流信号是否正常点检人异常状况及处理措施过滤泵压力0510cm水洗流量
班次:
日期
项目
各槽液位是否正常
过滤循环泵是否正常
挂具是否清洁
各显视器是否正常
机械设备日常点检记录
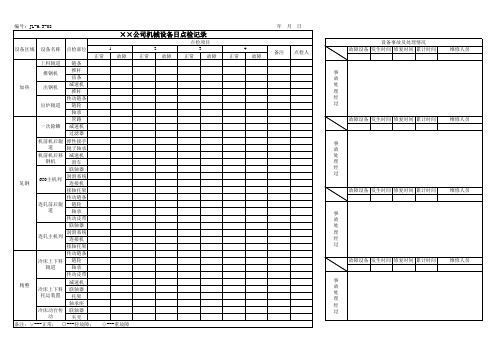
正常故障正常故障正常故障正常故障上料辊道链条推杆齿条减速机推杆传动链条链轮轴承管路减速机过滤器弹性接手辊子轴承减速机滑车联轴器润滑系统连接机接轴托架传动链条链轮轴承传动皮带联轴器润滑系统连接机接轴托架传动链条链轮轴承传动皮带减速机联轴器托架轴承座联轴器夹壳××公司机械设备日点检记录编号:JL-6.3-08 年 月 日加热轧钢冷床上下料托运装置冷床动台传动点检部位推钢机点检项目1234备注点检人出钢机出炉辊道一次除鳞机前机后辊道设备区域设备名称机前机后移钢机精整650主机列连轧前后辊道连轧主机列冷床上下料辊道备注:∨---正常; ○---轻故障; ◇---重故障正常故障正常故障正常故障正常故障冷床运输链长轴润滑泵联轴器传动链条链轮轴承传动皮带减速机联轴器托架轴承座台架过渡链传动链条台架运输链长轴台架升降长轴润滑锯罩传动皮带滚轮油缸升降挡板传动链条链轮轴承传动皮带横移丝杠挡板传动链条链轮轴承传动皮带传动链条链轮长轴检验台升降长轴支座汽缸活动挡板锯前锯后辊道定尺机检验台辊道检验台链传动台架上下料辊道台架上料托运装置冷锯矫直机点检人设备区域设备名称点检部位精整备注:∨---正常; ○---轻故障; ◇---重故障点检项目1234备注。
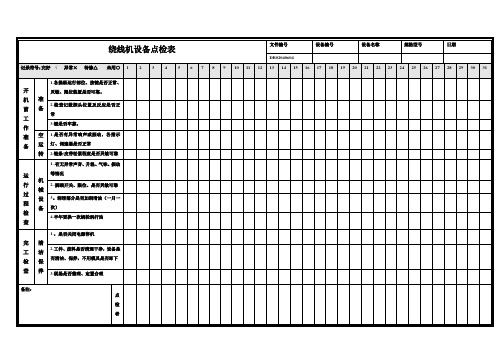
绕线机设备点检表
空
运
转
1.是否有异常响声或振动,各指示灯、调速器是否正常
2.链条/皮带松紧程度是否灵敏可靠
运
行
过
程
检
查
机械设备
1..有无异常声音、升温、气味、振动等情况
2..脚踏开关、限位、是否灵敏可靠
3。润滑部分是否加润滑油(一月一次)
4.半年更换一次蜗轮涡杆油
完工检查
清洁保养
1.,是否关闭电源停机
绕线机设备点检表
文件编号
设备编号
设备名称
规格型号
日期
DB02040604
记录符号:完好√异常×待修△未用○
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
开
机
前
工
作
准
备ห้องสมุดไป่ตู้
准
备
1.各操纵运行部位、按键是否正常、灵敏、限位装置是否可靠。
2.检查记数探头位置及反应是否正常
2.工件、废料是否清理干净,设备是否清洁、保养,不用模具是否卸下
3.现场是否整理、定置合理
备注:
点检者
绕线机日常点检保养记录表

年月
设备名称
绕线机
机器品牌
设备编号
机器型号
出厂日期
操作员
使用部门
检查日期
点检击期/内容点检记录
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
每日点检
1
机台外表,周围环境、模治具及附件整理、清洁,并注意防锈
2
机台运转、急停、刹车系统是否正常
1、
2、
重大安全隐患记录
备注
一、操作人员于每次设备保养及点检完毕后签名。
二、保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
三、点检应在每班工作开始时进行,在检查中如发现异常应及时联系维修人员处理。
3
模治具是否光滑、亮洁
4
机台参数设定是否符合图纸要求开关各系统是否正常
6
模治具打腊、抛光
7
机台感应器是滞灵敏,行程开关是否松动
8
点检人员签名
每月点检
9
机台参数表是否正常,电子柜清洁、清扫
10
模具抛光、防锈,齿轮箱加油脂润化
11
机械运转部分是否松动,运转是否正常
点检人员签名
异常情况记录
设备日常点检保养记录表

设备名称: 金相显微镜 资产编号:QA001周
期判定标准日期
实施人12345678910111213141516171819202122232425262728293031备注
1检查目镜是否干净用擦镜纸将目镜擦干净,无肉眼可见灰尘
分析员
2检查显微镜载物台是否干净用棉纱布擦干净,无肉眼可见灰尘分析员3试验完后,盖上目镜盖,将物镜调到最小倍数,灯泡亮度最低,关闭电源开关目镜盖盖上,物镜在5×,灯泡亮度最低,电源关闭分析员4下班前金相显微镜用防尘罩盖上,切勿盖住灯泡
防尘罩未盖住灯泡分析员
部门主管月度审核:
注:
1. 填表应用符号(○:良好 △:可待作业完成后调整或纳入计划维修 ×: 需要修理 :确认修理完成 )
2. 此表每月每台一张,由设备分析员根据内容和负责项目进行点检。
每
工
作
日每月5分析员部门主管审核:物镜用脱脂棉签蘸1:1比例(无水酒精:乙醚)混合液体甩干后擦拭
设备日常点检保养记录表( 年 月)
点检保养项目及方法点检人员签字
异常及处理记录:
完成情况:
日期:。
1# VCP电镀线点检表

17
检查整流机输出 是否正常,有无
异常警报
1次/ 班
A班 B班
检查各传动动作
18正常,前后挡水 滚轮是 Nhomakorabea处于正1次/ 班
常位置上
A班 B班
19
检查下板机械手 各部是否正常
1次/ 班
A班 B班
20
检查各泵浦及主 传动链条有无异
响
1次/ 班
A班 B班
A班 点检人
B班
A班
确认人
B班
备注:1.以上请生产部要求严格执行,有数据支持的需填上具体数据,无数据的确认OK标“√”,确认NG标“×”,未生产标“ S ”。 2.执行人由操作员签名,检查者由组长级以上人员签字.
A班 B班
10
检查上下料夹头 间距是否在正常
范围
1次/ 班
A班 B班
11
上料区感应器是 否正常
1次/ 班
A班 B班
12
自动添加系统是 否正常
1次/ 班
A班 B班
13
夹紧装置链条无 断裂和脱落
1次/ 班
A班 B班
14
各水洗槽溢流是 否在控制范围内
1次/ 班
A班 B班
15
浮架升降是否正 常
1次/ 班
A班 B班
1# VCP电镀线点检表
年月
项目 点检内容
日期 频率 班别
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1
除油 33±5℃
1次/ A班 班 B班
2
预浸 25±5℃
1次/ A班 班 B班
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
苏强格液压股份有
司
限公司(电镀滚镀
设备点检记录
序号 部门(车间) 点检
设备名称
设备编号
班3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1
整线自动、手动控制运行是否正 常?
2
电源线、各处电气线路、感应器 是否牢靠,有无损坏。
3
各电镀槽药水浓度及清洁度、液 位、温度是否正常?
机械各部位润滑是否正常?各处 4 坚固件位置是否正常?是否有异
味、异响等情况?
两处传动轴减速器皮带是否完 5 好?松紧度是否合适?每周检查
一次。
6
各处是否有跑、冒、滴、漏等情 况?
7 过滤机工作是否正常?
8 机械手工作是否正常?
9 工业冷水机工作是否正常?
10 升降机工作是否正常?
12
其它有无是否有异味、异响等情 况?
序号
日期
异
常
1
记
2
录
3
检查周期 : 每天
检查方法:看、听、闻、试、摸
不合格内容
重大问题 处理意见
处理结果
序号 4 5 6
日期
不合格内容
处理结果
记录 正常 异常 已修 符号 √ ×
年
月
日