三菱PLC编程软件的使用方法
三菱pcl操作方法
三菱pcl操作方法
三菱PCL(Programmable Logic Controller)是三菱电机公司生产的一种可编程逻辑控制器。
以下是三菱PCL的操作方法:
1. 编写PLC程序: 首先需要编写PLC程序,通过PLC编程软件(如MELSOFT 系列软件)进行编写。
PLC程序一般使用梯形图(Ladder Diagram)来表示逻辑控制的过程,包括各种输入输出的连接、逻辑判断、运算等。
2. 运行PLC程序: 将编写好的PLC程序下载到PLC设备中。
通过PLC编程软件连接PLC设备,选择下载功能,将PLC程序下载到PLC设备的存储器中。
3. 监视PLC运行: 使用PLC编程软件提供的监视功能,可以实时查看PLC设备的运行状态,包括输入输出信号的状态、变量值的变化等。
4. 调试和检测: 在PLC运行过程中,可以通过PLC编程软件进行调试和检测。
可以通过监视功能和在线编辑功能查看和修改程序,以实现对PLC控制过程的调试和优化。
5. 维护和更换PLC设备: 定期进行PLC设备的维护工作,包括清洁、检查连接线路和接口、更换故障元件等。
在更换PLC设备或扩展系统时,需要进行适当的设置和调试。
关于三菱PLC编程软件仿真软件的使用说明
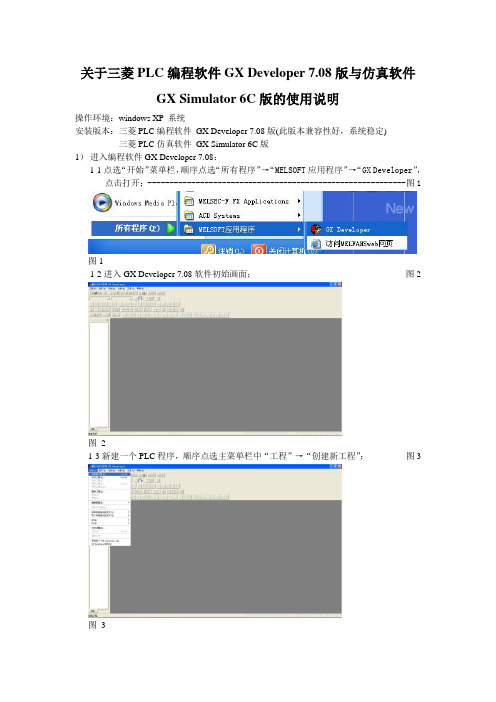
关于三菱PLC编程软件GX Developer 7.08版与仿真软件GX Simulator 6C版的使用说明操作环境:windows XP 系统安装版本:三菱PLC编程软件GX Developer 7.08版(此版本兼容性好,系统稳定) 三菱PLC仿真软件GX Simulator 6C版1)进入编程软件GX Developer 7.08:1-1点选“开始”菜单栏,顺序点选“所有程序”→“MELSOFT应用程序”→“GX Developer”,点击打开;-----------------------------------------------------------图1图11-2进入GX Developer 7.08软件初始画面;----------------------------------------------------图2图21-3新建一个PLC程序,顺序点选主菜单栏中“工程”→“创建新工程”;-------------图3 图31-4“创建新工程”提示栏内点选“PLC系列”,在下拉菜单内选择所用PLC系列,此文以FX2N型PLC为例说明,点选“FXCPU”亮后,左键单击进行确认--------------图4图41-5“创建新工程”提示栏内点选“PLC类型”,在下拉菜单内选择所用PLC类型,此文以FX2N型PLC为例说明,点选“FX2N(C)”亮后左键单击进行确认,按“确认”完成创建流程--------------------------------------------------------------------------------------图5图51-6进入GX Developer 7.08软件使用画面;----------------------------------------------------图6图61-7GX软件常用工具条说明:工具条类型包括——标准、数据切换、梯形图标记、程序、注释、软元件内存、SFC、SFC符号常用工具条包括——标准-----------------------------------------------------------------------图7梯形图标记--------------------------------------------------------------图8程序-----------------------------------------------------------------------图9 以下按每类工具条按键从左向右顺序分类说明备注:1)按功能需要,可直接将鼠标移至按键位置,左键点击执行;2)按键可与快捷键共用,快捷键如“Shift+F6”操作方法——按住键盘“Shift”键,同时按键盘“F5”键;3)对于初学阶段,建议只采用常用按键,待熟悉掌握后,再使用其他按键;4)每类工具条按键均可使用软件画面主菜单栏分选下拉菜单获得相同功能;5)详细的快捷键操作说明,可按“主菜单栏”→“帮助”→“快捷键操作列表”的顺序获得了解;序号图7 按键名功能说明快捷键是否常用1 工程作成创建新的PLC程序Ctrl+N √2 打开工程打开已存的PLC程序Ctrl+O √3 工程保存保存当前的PLC程序Ctrl+S √4 打印打印程序相关内容Ctrl+P ×Ctrl+X ×5 剪切删除选择的内容并存入到剪切板内6 复制选择的内容复制到剪切板Ctrl+C ×Ctrl+V ×7 粘贴复制剪切板的内容到光标所在位置8 操作返回到原来撤消前一步的编辑操作Ctrl+Z √无√9 软元件查找在PLC程序内查找与X\Y\M\T\D\S等软元件相关的所有梯形图位置、指令表位置10 指令查找查找指定指令无×11 字符串查找查找指定字符串无×12 PLC写入从电脑向PLC写入程序无√13 PLC读出从PLC向电脑读取程序无√14 软元件登录监视单个监视X\Y\M\T\D\S等无×软元件无×15 软元件批量监视成批监视X\Y\M\T\D\S等软元件Alt+1 √16 软元件测试设置X\Y\M\T\D\S等软元件的开合、输出、数值17 参数检查运行参数检查无×序号图8 按键名功能说明快捷键是否常用F5 √1 常开触点起始接入常开触点LD串联接入常开触点AND2 并联常开触点并联接入常开触点OR Shift+F5 √F6 √3 常闭触点起始接入常闭触点LDI串联接入常闭触点ANI4 并联常闭触点并联接入常闭触点ORI Shift+F6 √5 输出线圈输出Y\M\T等线圈OUT F7 √6 输出应用指令输出特殊指令FNC F8 √F9 √7 画横线在光标位置水平向右画一格连接横线Shift+F9 √8 画竖线在光标位置靠左侧向下画一格连接竖线Ctrl+F9 √9 横线删除在光标位置删除一格连接横线Ctrl+F10 √10 竖线删除在光标位置靠左侧向下删除一格连接竖线Shift+F7 √11 上升沿脉冲接入触点接通的上升沿脉冲信号起始接入LDP串联接入ANDPShift+F8 √12 下降沿脉冲接入触点接通的下降沿脉冲信号起始接入LDF串联接入ANDFAlt+F7 √13 并联上升沿脉冲接入触点接通的上升沿脉冲信号并联接入ORPAlt+F8 √14 并联下降沿脉冲接入触点接通的下降沿脉冲信号并联接入ORFAlt+F5 ×15 输出上升沿脉冲Y\M等线圈接通时输出上升沿脉冲Ctrl+ Alt+F5 ×16 输出下降沿脉冲Y\M等线圈接通时输出下降沿脉冲×17 运算结果取反运算结果取反Ctrl+Alt+F1018 划线输入输入新增横线、竖线F10 ×19 划线删除删除原有横线、竖线Alt+F9 ×图9图10 序号图9 按键名功能说明快捷键是否常用1 梯形图/指令列表显示切换程序的梯形图/指令语句列表的显示形式的切换Alt+F1 √2 读出模式仅能读看程序,点击按键图标下凹,其他模式相同Shift+F2 √3 写入模式可以编辑修改程序F2 √4 监视模式与PLC通讯建立后,监视PLC程序运行中X\Y\M\T\D\S等软元件的输入输出状态、运算过程、运算结果F3 √5 监视(写入)模式监视模式下,PLC开光处于STOP,可进行修改、删除、写入程序语句,起动时有选择项选“是”Shift+F3 √6 监视开始开始PLC运行监视Ctrl+F3 ×7 监视结束结束PLC运行监视Ctrl+Alt+F3 ×8 注释编辑及显示对输入的注释说明Ctrl+F5 ×9 声明编辑及显示对程序块的注释说明Ctrl+F7 ×10 注释项编辑及显示对输出的注释说明Ctrl+F8 ×11 梯形图登录监视梯形图登录监视无×12 触点线圈查找在PLC程序内查找与X\Y\M\T\D\S等软元件的输入触点、输出线圈相关的所有梯形图位置、指令表位置Ctrl+Alt+F7 √13 程序批量变换程序批量变换Ctrl+Alt+F4 ×14 程序变换写入模式下编辑的程序梯形图变换为PLC可识别的内部语言指令,在编辑修改程序后变亮色,如图10显示F4 √15 放大显示放大显示无×16 缩小显示缩小显示无×17 程序检查检查程序是否出错无√18 步执行单步执行Alt+4 ×19 部分执行部分执行Alt+3 ×20 跳跃执行跳跃执行Alt+2 ×21 梯形图逻辑测试起动/结束安装仿真软件GX Simulator后使用,点击按键测试起动/图标下凹,仿真测试好,点击按键测试结束/图标上凸无√2)写入PLC程序并转换:本文PLC程序示例2-1打开GX Developer软件后,并建立新工程后,软件运行模式默认为“写入模式”,光标默认停留于第0步位置,鼠标移至该位置,点击右键,在出现的下拉菜单内选择“行插入”;---------------------------------------------------------------------------------------------图11图112-2行插入后,END结束步前增加灰色区域,此区域内可输入梯形图语句;---------图12 光标位置移动方法——①鼠标自由移动,点击鼠标左键确定光标位置②键盘的方向按键“↑、↓、←、→”,按键一次移动一格多次执行“行插入”,可多增加梯形图输入灰色区域。
三菱PLC软件Fxgpwin简介
三菱PLC软件Fxgpwin使用介绍一、Fxgpwin的使用1. Fxgpwin的启动和退出启动:一旦正确安装Fxgpwin,您只需把鼠标指向“开始/程序/Fxgpwin”程序组,选择所要运行的软件便可启动程序。
退出:Fxgpwin可以从“File/Exit”命令退出软件,或单击屏幕右上角的按钮,也可直接按 Alt+F4退出。
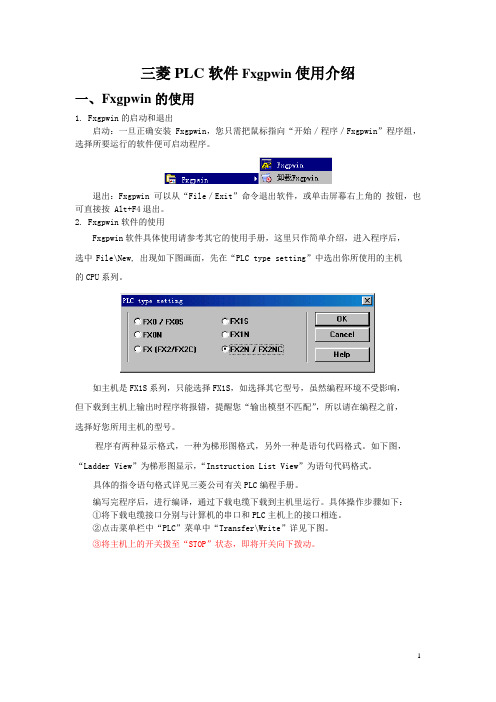
2. Fxgpwin软件的使用Fxgpwin软件具体使用请参考其它的使用手册,这里只作简单介绍,进入程序后,选中File\New, 出现如下图画面,先在“PLC type setting”中选出你所使用的主机的CPU系列。
如主机是FX1S系列,只能选择FX1S,如选择其它型号,虽然编程环境不受影响,但下载到主机上输出时程序将报错,提醒您“输出模型不匹配”,所以请在编程之前,选择好您所用主机的型号。
程序有两种显示格式,一种为梯形图格式,另外一种是语句代码格式。
如下图,“Ladder View”为梯形图显示,“Instruction List View”为语句代码格式。
具体的指令语句格式详见三菱公司有关PLC编程手册。
编写完程序后,进行编译,通过下载电缆下载到主机里运行。
具体操作步骤如下:①将下载电缆接口分别与计算机的串口和PLC主机上的接口相连。
②点击菜单栏中“PLC”菜单中“Transfer\Write”详见下图。
③将主机上的开关拨至“STOP”状态,即将开关向下拨动。
④弹出对话框“Program Write”(见下图),在“Range setting”中填写初始步数(Start Step),一般我们以0步为初始步数,结束步数(End Step)一般以实际步数稍多为好,如编程指令步数为122步,那么结束步数为130步,步数太大会影响执行程序的时间。
填写完后,单击“OK”按钮,程序进行编译装载(见下图)。
⑤将开关拨动至“RUN”状态,即将开关向上拨动。
运行您所编写的程序,通过DSG-PLCB 可编程实验仪,将您所编写的程序结果在实验仪上体现出来。
三菱PLC入门使用指导
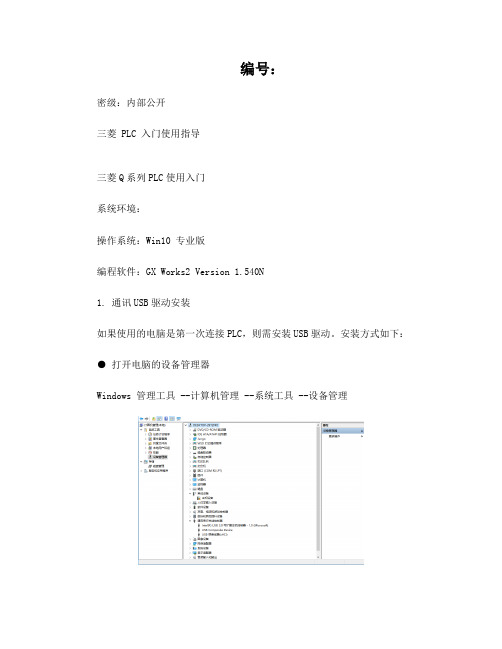
编号:密级:内部公开三菱 PLC 入门使用指导三菱Q系列PLC使用入门系统环境:操作系统:Win10 专业版编程软件:GX Works2 Version 1.540N1. 通讯USB驱动安装如果使用的电脑是第一次连接PLC,则需安装USB驱动。
安装方式如下:● 打开电脑的设备管理器Windows 管理工具 --计算机管理 --系统工具 --设备管理图 1在图1中,会出现“其他设备–未知设备”,右键点击未知设备,选择“更新驱动程序软件”,在弹出的对话框中选择“浏览计算机以查找驱动程序软件”,然后在弹出的对话框中选择驱动文件的地址,如图2中所示。
图 2点击“下一步”,完成驱动安装。
图 3如图3所示,显示出“MITSUBISHI Easysocket Driver”,则说明驱动安装成功。
2. GX Works2 和 PLC 通讯连接● 新建工程打开GX Works2,选择工程–新建,在弹出的对话框中设置PLC型号和程序语言,详细设置如图4所示。
图 4● USB 连接测试选择软件左侧的“连接目标”,然后点击当前连接目标的“Connection1”图 5在弹出的“连接目标设置Connection1”对话框中,选择相应的连接方式:计算机侧I/F --- Serial USB可编程控制器侧I/F --- PLC Module其他站指定 --- No Specification设置完毕后点击“通讯测试”,如果以上步骤操作正确,会弹出连接成功对话框,如图6所示。
图 6● 查看与清除报警信息点击菜单栏上的“诊断–系统监控”,会弹出“系统监视”对话框,在主基板区的对应模块的上方会显示各模块的报警类型,如图7中,显示出CPU模块有报警消息。
图 7点击有报警的模块,会弹出相应模块的诊断对话框,选择当前的错误项后,点击“错误帮助”会有详细的错误信息。
如图8所示。
图 83. 参数设置与程序下载● PLC参数设置点击软件左侧导航窗口的“工程–参数– PLC参数”,弹出“参数设置”对话框可以在对话框中设置PLC的相关参数。
关于三菱PLC编程软件仿真软件的使用说明
1关于三菱PLC 编程软件GX Developer 7.08版与仿真软件GX Simulator 6C 版的使用说明操作环境:windows XP 系统安装版本:三菱PLC 编程软件 GX Developer 7.08版(此版本兼容性好,系统稳定) 三菱PLC 仿真软件 GX Simulator 6C 版 1) 进入编程软件GX Developer 7.08:1-1点选“开始”菜单栏,顺序点选“所有程序”→“MELSOFT 应用程序”→“GXDeveloper ”,点击打开;-----------------------------------------------------------图1图11-2进入GX Developer 7.08软件初始画面;----------------------------------------------------图2图221-3新建一个PLC 程序,顺序点选主菜单栏中“工程”→“创建新工程”;-------------图3图 31-4“创建新工程”提示栏内点选“PLC 系列”,在下拉菜单内选择所用PLC 系列,此文以FX2N 型PLC 为例说明,点选“FXCPU ”亮后,左键单击进行确认--------------图4图 41-5“创建新工程”提示栏内点选“PLC 类型”,在下拉菜单内选择所用PLC 类型,此文以FX2N 型PLC 为例说明,点选“FX2N(C)”亮后左键单击进行确认,按“确认”完成创建流程------------------------------------------------------------------------3--------------图5图51-6进入GX Developer 7.08软件使用画面;----------------------------------------------------图6图61-7GX 软件常用工具条说明:工具条类型包括——标准、数据切换、梯形图标记、程序、注释、软元件内存、SFC 、SFC 符号常用工具条包括——标准-----------------------------------------------------------------------图7梯形图标记--------------------------------------------------------------图8程序-----------------------------------------------------------------------图9以下按每类工具条按键从左向右顺序分类说明备注:1)按功能需要,可直接将鼠标移至按键位置,左键点击执行;2)按键可与快捷键共用,快捷键如“Shift+F6”操作方法——按住键盘“Shift”键,同时按键盘“F5”键;3)对于初学阶段,建议只采用常用按键,待熟悉掌握后,再使用其他按键;4)每类工具条按键均可使用软件画面主菜单栏分选下拉菜单获得相同功能;5)详细的快捷键操作说明,可按“主菜单栏”→“帮助”→“快捷键操作列表”的顺序获得了解;图74图85。
三菱PLC编程软件和仿真软件的安装说明.doc
2-10“选择目标位置”提示栏显示默认安装目标文件夹为“C:\MELSEC”,如接受此安装目录,则点选“下一个”,如需自定安装目录,则点选“浏览…”;---------------图12
图12
2-11“选择文件夹”提示栏内下拉选择安装目标驱动器(如硬盘分区C:\D:\E:\F:\内选择D:\),点选目标所在文件夹和逐级子文件夹(如硬盘D:\内选择文件夹D:\工作\工作软件\),路径栏内鼠标左键点击输入拟装目标文件夹名(采用默认名MELSEC),或直接于“路径”栏内输入拟装目标文件夹名(如D:\工作\工作软件\MELSEC),点选“确定”;-----------------------------------------------------------------------------------------图13
图3
1-4在选择提示栏内点选“同意/接受”,电脑自动安装运行完成。
2)安装三菱PLC开PLC编程软件GX Developer 7.08的文档;-------------------------------------------图1
2-2双击选择SETUP.EXE图标,开始GX Developer 7.08软件安装;--------------------图4
图4
2-3“安装”提示栏点选“确定”;-----------------------------------------------------------------图5
图5
2-4“欢迎”提示栏点选“下一个”;--------------------------------------------------------------图6
图2
1-3双击选择SETUP.EXE图标,开始GX Developer 7.08和GX Simulator 6C软件安装环境初始化;------------------------------------------------------------------------------------------图3
三菱编程软件与PLC远程访问使用指南说明书

本指南将引导您完成使用三菱编程软件与三菱PLC的远程访问指南英文官网: 中文官网: 中文版本:1703目录本指南前提31.以太网连接4B连接7本指南前提本指南将帮助您实现远程访问三菱以太网和USB两种连接方式的远程访问本指南前提是:▪您必须有登陆GateManager服务器或者LinkManager客户端的账户;▪您的电脑安装有LinkManager客户端软件以及GX Works3编程软件;▪您有一台SiteManager远程网关以及一台以太网口的PLC和一台USB连接的PLC;1.以太网连接三菱PLC设置一个静态的IP/掩码,将三菱PLC用以太网连接到SiteManager远程网关的DEV1口上,设置使DEV1网口IP和掩码与设备的IP和掩码处在同一子网中1)如下图所示,在SiteManager 上添加三菱PLC 设备2)登陆LinkManager客户端,找到三菱FX5U PLC设备并点击建立连接3)打开GX Works3编程软件,点击“在线”,点击“从可编程控制读取”,并选择型号为FXCUP,点击“确定”4)计算机测I/F选择Ethernet Board,双击“PLC Module”5)在弹出的窗口中选择经由集线器连接,并填入PLC设备的IP地址并确定6)点击“通信测试”选项,测试PLC是否可以连通。
若显示已连接上PLC ,点击确定-确定即可B连接将三菱PLC用USB线连接到SiteManager远程网关的USB接口上。
1)在SiteManager GUI 界面添加三菱LCPU PLC ,如下图所示2)登录LinkManager客户端,找到三菱LCPU PLC 设备并点击建立连接。
3)打开GX Works2编程软件,点击“在线”,点击“PLC读取”,在弹出的窗口中选择型号为LCUP,点击“确定”4) 计算机测I/F点击选择Serial USB,并双击Serial USB ,弹出的窗口中选择USB并确定5)双击“PLC Module”选择PLC 型号LCPU,并双击“No Specification”设置正确的信息并确定6)点击“通信测试”选项,测试PLC是否可以连通。
三菱编程软件GX Works2使用详解
三菱编程软件GX Works2使用详解在工业自动化领域,PLC(可编程逻辑控制器)是一种重要的控制设备,它可以用来控制各种工业设备和机器。
而GX Works2是三菱电机公司推出的一款专业的PLC编程软件,它具有强大的功能和灵活的操作,可以帮助工程师们轻松地进行PLC编程和调试。
本文将详细介绍GX Works2的使用方法和技巧,希望能够帮助读者更好地掌握这款软件。
一、软件安装和启动。
首先,我们需要从三菱官方网站上下载GX Works2的安装程序,并按照提示进行安装。
安装完成后,双击桌面上的软件图标,即可启动GX Works2。
在软件启动时,我们需要选择相应的PLC型号和通信端口,以便软件能够正确地与PLC 进行通信。
一般情况下,我们可以通过USB接口或者以太网接口来连接PLC和电脑。
二、新建项目和程序。
在GX Works2中,我们可以通过“文件”菜单中的“新建项目”选项来创建一个新的PLC项目。
在新建项目时,我们需要选择PLC的型号和CPU类型,以便软件能够正确地识别和适配PLC。
创建完成项目后,我们可以在项目中新建多个程序,每个程序对应一个特定的功能模块或任务。
在新建程序时,我们需要选择相应的程序类型和语言,比如梯形图、结构化文本、功能块图等,以便软件能够正确地解析和编译程序。
三、程序编写和调试。
在GX Works2中,我们可以通过图形化的界面来编写和编辑PLC程序。
在程序编辑时,我们可以使用丰富的指令库和函数库,以及强大的调试工具,来实现各种复杂的控制逻辑和算法。
在编写程序时,我们需要注意PLC的输入输出地址和数据类型,以便程序能够正确地与外部设备和传感器进行通信和数据交换。
同时,我们还需要注意程序的结构和逻辑,以便程序能够正确地实现预期的功能和任务。
在程序编写完成后,我们可以通过GX Works2中的仿真功能来对程序进行调试和验证。
在仿真时,我们可以逐步执行程序,监视程序的运行状态和变量数值,以便及时发现和排查程序中的错误和问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FX-GPWIN 只适合FX系列PLC编程使用
GX-Developer适合FX,Q,A系列PLC编程使用
GX-WORK2适合FX ,Q ,L系列PLC编程使用
GX-Developer安装时,请先安装环境即安装文件夹下的ENVMEL中的SETUP,安装完毕再点安装文件夹下的SETUP。
安装时注意在中途会有选项,注意不要点取安装成监视模式。
看到还有很多的问是否支持WIN7,我说,目前来说想要稳定性好,做工控的你就得用XP。
某些支持WIN7--32位,但不支持WIN7--64位。
艾驰商城是国内最专业的MRO工业品网购平台,正品现货、优势价格、迅捷配送,是一站式采购的工业品商城!具有10年工业用品电子商务领域研究,以强大的信息通道建设的优势,以及依托线下贸易交易市场在工业用品行业上游供应链的整合能力,为广大的用户提供了传感器、图尔克传感器、变频器、断路器、继电器、PLC、工控机、仪器仪表、气缸、五金工具、伺服电机、劳保用品等一系列自动化的工控产品。
如需进一步了解台达PLC、西门子PLC、施耐德plc、欧姆龙PLC的选型,报价,采购,参数,图片,批发等信息,请关注艾驰商城/。