意大利品牌手袋厂生产控制流程图
手袋厂生产流程图
手袋厂生产流程1 目的为强化生产过程管理,规影响生产进度和过程质量各个因素的控制,使生产在受控状态下进行,提高生产效率,提升产品质量。
2 适用围适用于客户意向锁定后,从订单评审签订开始到成品入库/交付为止整个生产过程控制。
3 职责a) 业务部:订单产品报价成本分析,提供材料(定额)清单,样品制作和确认,签发生产通知单,协调产品发货,销售款项催收结算。
b) 生产部:参与订单评审,审核业务部提交的生产通知单、材料定额,审定工序(工步)流程和工时定额,下达采购指令、生产指令,协调督导采购、车间、设备、检验包装和仓库落实职能工作,按期保质保量完成生产任务。
c) 采购科:根据材料定额和生产部下达的采购指令组织原辅材料的采购,保证质量,按期入库,确保生产用料。
d) 品管科:根据程序执行进料检验、成品检验和出货检验,确保出货产品的品质。
e) 车间:执行生产部下达的周生产进度计划,分解工序,调配生产要素(人员、材料、机台等),组织均衡生产,督导落实制作工艺流程,按期完成生产任务。
f) 仓管组:物料的进库、保管和发放及资材帐务、票证管理。
g) 其他:办公室、财务部按照职能开展工作。
4 业务洽谈和销售合同4.1 业务部销售人员应通过原有的市场网络和电脑网络,多渠道搜集客户需求信息,主动联系,扩大业务触角,争取更多的目标客户。
4.2 客户联络应建立完整记录,对总经理室锁定的目标客户,应保持跟踪联络,及时通报洽谈的进展情况,必要时,应提报总经理室介入洽谈,形成合同意向。
4.3 业务部与客户洽谈合同,应对合同要素(如款式、单价、交货期限、付款办法及质量要等进行认真评审,财务部、生产部应配合成本分析,提供决策依据。
4.4 销售合同应按规定格式拟制,报经总经理室签发。
4.5 合同意向达成(或签订合同)后,业务部应向技术科下达样品制作,并交付客户确认。
确认的主要容包括包袋的结构样式,布料质地和颜色,装饰件及辅料,外观视觉效果及验收标准。
手袋制作专来技能及工艺流程掌握

手袋制作专业技能及工艺流程掌握手袋结构看似简单,实则细节颇多。
对合格的品管会考各部位结点,压位、止口的大小、对称性、材料性质、车种作业及车间大批量生产的难度来检验产品。
对相应部分析以什么厚度的补强,针距控制在多少针才能使外观效果完美。
品质控制过程中应注意以下问题:1、确定针距。
一般时款袋针距应在7-8针/英寸,银包应为8-9针/英寸。
2、确定各部位补强效果。
针对时款袋要核查各个部位,EV A、PVC或纸皮等是否各个地方合公司样品之厚度、硬度,是否需要铲边处理以符合外观效果,受力部位是否有补强以增加牢度。
3、五金扣具功能核对。
生产前及半成品生产过程中对各配件进行功能测试,同时对产品各位结构、功能进行检测。
如:拉链、磁扣、肩鉓、LOGO等。
4、对称性核查。
手袋有很强的对称性,各种子位接合车缝都有固定结点对照,左右、上下、前后各部位进行比较。
如:前后手挽是否有高低位,盖头是否歪斜乖,一般的产品进行塞纸整形以增强外观效果。
5、半成品生产过程中针对产品各部位应选用不同车种车缝,这样产品才能达到完美的效果6、边油是手袋生产中重要的一环,产品一般采用亚光(雾面),不用亮面。
磨边3-4次才能达能达到效果。
边油部分一般常出现品质问题,有边油粘手、裂边、边油不满、不平滑刮手。
7、成品入箱确定。
成品入箱后要考虑纸箱是否大小适中,成品入箱时亦要依袋形特点考虑横放竖放,运输过和是否对袋形有影响。
产品之间是否需隔开保护。
以上为生产车间比较重要的环节,有很多细节不能叙述,例如什么的手势适合翻袋,翻袋后对哪些方面有影响,作为合格的QC人员应完全掌握引制作过程细节及相关技术要求,并能给工厂生产相就指导。
制定品质要求。
检查手袋最基本故障有针钜、断线、提珠、打折、皱扭、漏车。
做好一个品管条件是善良、细心、求上进要点:手到、眼观察家、心到原则:功能、美观、客人要求五金的颜色:电铜色(青铜色)、电金色(电正金)、黑镍(黑叻)锻电、青古铜、静电涂黑(电着黑)、水雾(珍珠叻)、电哑手袋行业品管流程:五金-皮布料-针车-整理(撞钉)-包装-入库五金、制造、整理、包装最基本任务五金:规格、质地、颜色针车:制造错误、车工不良整理:功能性、密合性包装:清洁度、配件正确、全检。
手袋厂生产流程图

手袋厂生产流程图手袋厂生产流程1 目的为强化生产过程管理,规影响生产进度和过程质量各个因素的控制,使生产在受控状态下进行,提高生产效率,提升产品质量。
2 适用围适用于客户意向锁定后,从订单评审签订开始到成品入库/交付为止整个生产过程控制。
3 职责a) 业务部:订单产品报价成本分析,提供材料(定额)清单,样品制作和确认,签发生产通知单,协调产品发货,销售款项催收结算。
b) 生产部:参与订单评审,审核业务部提交的生产通知单、材料定额,审定工序(工步)流程和工时定额,下达采购指令、生产指令,协调督导采购、车间、设备、检验包装和仓库落实职能工作,按期保质保量完成生产任务。
c) 采购科:根据材料定额和生产部下达的采购指令组织原辅材料的采购,保证质量,按期入库,确保生产用料。
d) 品管科:根据程序执行进料检验、成品检验和出货检验,确保出货产品的品质。
e) 车间:执行生产部下达的周生产进度计划,分解工序,调配生产要素(人员、材料、机台等),组织均衡生产,督导落实制作工艺流程,按期完成生产任务。
f) 仓管组:物料的进库、保管和发放及资材帐务、票证管理。
g) 其他:办公室、财务部按照职能开展工作。
4 业务洽谈和销售合同4.1 业务部销售人员应通过原有的市场网络和电脑网络,多渠道搜集客户需求信息,主动联系,扩大业务触角,争取更多的目标客户。
4.2 客户联络应建立完整记录,对总经理室锁定的目标客户,应保持跟踪联络,及时通报洽谈的进展情况,必要时,应提报总经理室介入洽谈,形成合同意向。
4.3 业务部与客户洽谈合同,应对合同要素(如款式、单价、交货期限、付款办法及质量要等进行认真评审,财务部、生产部应配合成本分析,提供决策依据。
4.4 销售合同应按规定格式拟制,报经总经理室签发。
4.5 合同意向达成(或签订合同)后,业务部应向技术科下达样品制作,并交付客户确认。
确认的主要容包括包袋的结构样式,布料质地和颜色,装饰件及辅料,外观视觉效果及验收标准。
手袋生产的工序知识

手袋生产的工序知识以下内容为转摘,请各位前辈帮忙看看,有无问题? 谢谢~~~~~~1、手袋设计2、出格3、做样板(板房操作)4、接单(门市部、经销商)、计划生产时间,预定出货期(制作生产单)5、备料(采购)6、仓库发料(仓管)7、开料 1、开主料2、开配料3、开裡4、开托胶5、开海棉6、开纸7、开什辅料(透明胶、无纺布等)8、开包边(骨)条8、铲皮 1、通铲2、中铲3、平铲4、斜铲9、过胶1、阿蒙尼亚(喷)2、粉胶(过胶机)3、万能胶(人工涂)10、冲床开料1、冲料2、冲耳仔、饰贴3、冲纸11、压唛(花)1、高机2、压唛机12、印花1、丝印2、机印13、绣花(唛)绣花机14、上料(收发、负责、组织、已开好和已压、印、绣好的原料进行分组发放)15、台面1、领料点数2、查不及格载片3、分序作业4、折边A、折边机B、推竹C、手工5、打厄位(点为画位)6、部位组合7、包底8、套袋口9、修边16、配见装钉手袋制作与出格手袋的定义:陕义的手袋,是皮具有手挽的各种手挽包包的总称,而广义的手袋,其产品包括:有肩带的挎包、背袋;和没带的银包、皮夹,即包包。
以广义的手袋的用途分,有旅行袋、公文袋、时款袋、包装袋、银包、腰包、书包、皮夹几类。
手袋制作:简而言之,会车缝就能制作手袋。
一句话,功多艺熟。
它与服装的差别是变化不一,无规则,况且,手袋的原料大多数是厚而硬质的,兼有海棉、纸皮、五金、塑胶等捕料或饰物。
从二者结构对比,手袋制作要比服装难。
相关资料请看"手袋制作工艺"和"手袋车缝基本知识"手袋出格:所谓手袋出格,就是根据手袋原辨 ( 或设计图、摄影图 ) ,用纸板作材料,划出手袋构成元件的形状,并在纸格元件上打上各种标记表示手袋制法的一项工作。
从事这种工作的部门叫辨房,从事这种工作的人员叫出格师傅或辨房师傅,或手袋师傅,或打辨师。
根据参照物件,手袋实物 ( 原辨 ) 或各种图片,重新出格,制作出几个符合要求的产品。
手袋厂生产运作管理控制程序
1.目的为确保对生产过程有效控制,生产出满足顾客要求的产品,从而制订本文件。
2.范围适用于本厂生产和服务实现过程管理。
3.权责3.1物控部制订生产计划,负责整个生产系统的进度跟踪。
3.2版房负责签版及协助解决工艺问题。
3.3生产部各车间按生产部的要求组织安排半成品、成品的生产,制订作业指导书,本部门生产过程中的质量检查及进度跟踪。
3.4品管部负责生产过程中的质量检验,针对质量异常提出处理意见并监督执行。
制订检验标准书。
3.5人事行政部负责生产设备的提供和变异通知。
4.定义4.1签版:即首件检验。
5.作业内容5.1生产和服务实现过程的策划5.1.1生产计划5.1.1.1物控部接到业务部下发的跟单合同后,作生产排程,生产排程格式可参考《生产计划表》。
在作生产排期时,要求充分考虑当前的生产情况,物料供应状况,尽量保证生产排期的权威。
(制订生产排期的目的是将跟单合同交货期分解成各部门/工序的交货期,各部门就必须按照生产排期的要求交货)。
生产排期应传递至总经理。
5.1.1.2物控部根据跟单合同的信息输出物料用量状况。
并将计料情况知会业务部(可使用计算机联纲或窗体传递的方式)。
5.1.1.3物控部应按生产排期中的要求迅速对客供物料的交付时间进行确认并与生产部取得联系。
物控部根据业务部的跟单合同及顾客特殊要求的数据、本部门的生产排期、以及《生产计划表》和仓库的库存情况等信息进行采购作业并跟进。
5.1.1.4物控部将客户《生产订单》随《生产计划表》一同下发生产部。
生产部根据生产排期的要求,针对各生产车间的实际情况,安排生产任务。
一般情况下在接到跟单合同后要迅速了解主料的供应状况,并马上安排裁床、车缝、银包、包装等部门的生产。
5.1.2作业指导书(必要时和工艺文件的准备,对于生产中关键的、重要的过程相关部门应制订作业指导书并贯彻,确保生产质量。
对于合同具体的且容易出现异常的过程或顾客特殊的物控在制作《生产计划表》时应制订工艺提示,《生产计划表》中的工艺提示应进行确认。
WI-SP-03 制办运作流程
1.目的订定此程序为制办部生产提供标准操作流程。
透过此程序,使各生产部门共同了解产品之特性,同时订定制办部「制办进度控制表」,使管理人员能掌控制办的进度,处理和协调在制办过程中出现之问题,使生产更顺畅,按期交货,并确保产品能符合客人之要求。
2.范围只适用于永沛手袋厂制办部运作。
3.定义3.1客户办:客户为配合市场及消费需求或消费趋向,用于开发市场的样办。
3.2客人指定办:客人订货后指定要求在生产前做的样办。
3.3广告办:广告招商或展示推广之样办。
3.4化验办:客户试验配料成份是否含有对人体有害的化学物质之样办。
3.5船头办:生产中作为标准的样办。
4职责主管:订定产品之生产流程,并安排生产,监控所有样办生产进度及质量状况,确保产品符合客户要求。
组长:根据制办部「制办进度控制表」和主任的要求安排生产,并按时填写相关记录或报告。
制办员:遵从组长或主任指示,按质按量完成生产任务。
5程序5.1客户办制造:5.1.1当收到「做办单」、「图片数据」、「尺寸表」等资料时,主管需复核相关数据是否正确,当数据不足或有疑问时,需及时联络相关人员,澄清不明确之处。
5.1.2核实资料无误后,主管对生产各工序及出板期做好计划,并按排文员输入「制办进度控制表」。
5.1.3主管依据制办部「制办进度控制表」、「做辦單」安排生产,并督导组长将生产进度填写于制办部「样办流程卡」、「短期控制表」。
5.1.4在制办过程中,如有外发加工工序,按要求外发加工,组长须跟进其进度及质量状况。
5.1.5在制办过程中,相关人员按要求如实填写「制办意见表」,样办生产完成经品管员检查合格后,制办部主管把样办及「制办意见表」交付于相关跟单文员,并本部门自存放一份。
5.1.6落办后,组长如实填写落办日期、款号、颜色、数量、尺码等数据于办「样办流程卡」并交于制办部文员,文员负责输入制办部「制办进度控制表」,经主管审核后并每日上午交审核组审核工时与车办数量。
5.1.7当香港跟单员或客户对样办有意见时,制办部主管须按反馈之「制办意见表」中之意见,进行改善或重做。
意大利品牌手袋厂生产控制流程图
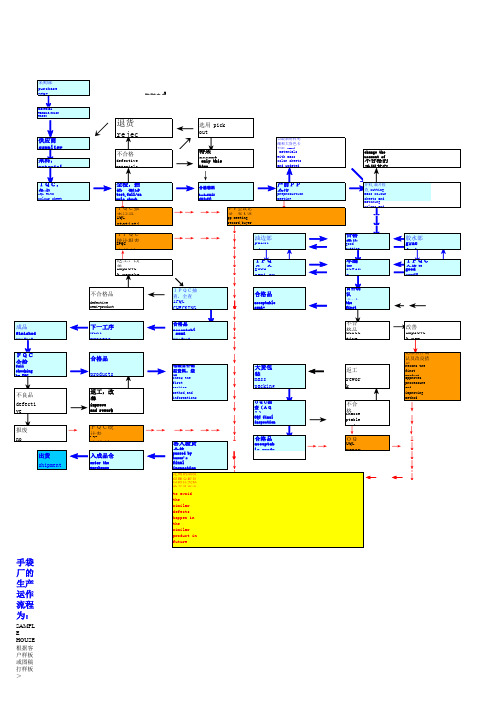
prod↙←↗→→→→→→→↓→↓←↓↓→↓←←←←←←→↓→↓↓↓↓←↓↓↓↓手袋厂的生产运作流程为:SAMPL EHOUSE 根据客户样板或图稿打样板>认结构样并下订单>采购部根据客人订单要求确认各物料供应商提供的物料打样色卡>业务部根据客人的要求编写发放生产制单给工厂各部门>采购部根据最新客资讯和物料打样色卡下大货订单给各物料供应商>物料到仓库后,仓库开检测通知书给来料检查部(IQC )>IQC检查合格入仓,不良品拒收或经QC经理和采购经理共同签名后特采,仓库根据大货物料色卡和最新生产制单发放物料给生产部>车间产前试办,检查大货刀模,与结构批办,客人评语,生产制单要求是否吻合,在递交QA 部确认>主持产前会议,对生产流程和手工要求提出建议和预防措施>裁床严格按大货物料色卡,生产制单,QA 部评语和确认样开料,女包更要留意手挽,盖头物料的纹路要求,有色差的物料严格配纹,配色,配套开裁。
裁片QC按公司内部要求全检,抽检裁片,合格裁片上车间>大货上线到女包油边部,胶水部,手工部,五金部,车缝部,进行首件确认,确认OK,大量生产>线上巡检(IPQC ),抽检,特别部件全检,督促车间各部门物料的摆放(6S)工作,不良品返工并采取改善措施>合格品流入下一工序,填写IPQC 检查报告>第一成品确认,确认OK >成品全检(FQC ,finshed product full checking),隔离不良品并返工或报废并填写全查结果统计分析,合格品转交包装部>第一包装成品确认,包装方式,颜色搭配,内唛及挂牌资料,胶袋外箱资料核对。
> OQC(outgoing quality control )按AQL标准抽检,不合格则退回生产部返工,填写OQC报表>合格品入成品仓。
品质保证部总结分析研讨提升此单的品质问题原因,以求类似产品避免再发生类似的问题,完善品质保障体系。
手袋制作基础步骤大纲

手袋制作基础步骤大纲规则裁片排版:手袋出格时,应规则裁片排版,通常是先测量出原有型版或裁片的尺寸,在此基础上加1/8″或1/4″损耗,视具体情况而定(如收缩性强的物料留1/4″反之留1/8″).此尺寸即为马克计料中的规格(横×直).然后根据物料宽度和假设长度计算出分子/分母,以此算得标准用量或单位用量,其计算方式为:片数=物料宽(长)度/裁片宽(长)度(取整数)物料宽(长)=裁片宽(长)×片数(余数需加够整数再加1″)其中第一个公式用于在知道物料宽(长)度方向上求可以排多少片裁片.其中第二个公式用于假设排X片裁片后求物料的宽(长)度.不规则裁片计算:手袋制作时,对于不规则裁片,为了达到最节约的目的,因此需要一个有效的动作-排版,也称马克排版,即按一定的规律以最节省的方式排列型版.通过排版得到最大值/最小值,即为计料中的规格(横×直),然后根据物料宽度和假设长度结合以下公式计算出分子/分母.片数=[宽(长)-最大值]/最小值×2+2长(宽)=(片数-2)/2×最小值+最大值其中第一个公式用于在知道物料宽(长)度方向上求可以排多少片裁片.其中第二个公式用于假设排X片裁片后求物料的宽(长)度.副料的测量:1.需用刀摸裁断的副料,如弧形粘扣带,须注意一定的方向且加1/4″损耗.2.织带/粘扣带/松紧带/PP绳/松紧绳等须先行加工再发往制作单位的物料,通常按实际用料的长度进行量取计算,特别是用作补强的织带要求100%的准确(量型版)3.包边带(包括织带用于包边,主料包边裁条)/P型管/松紧带包边等跑百码损耗较大的物料,测量时要在型版或样品上的量取实际长度后加1~2″的宽放,视具体情况而定.4.百码拉链的量取是其实际长度,如较长拉链可考虑加1/8″~1/4″的宽放.条状拉链的长度则为其两止粒间实际长度不留宽放.拉链在计料的过程中一定要注意拉链拉头一定要配套,决不可混用.5.扣具的计料,应注意材质/规格.6.四合扣/按扣/鸡眼扣/撞钉/中空钉/螺丝与螺母等都需配套使用.7.特殊副料的量取,如:手机袋侧围的松紧带因加工后会收缩故需留1/8~1/4″损耗.人字尼龙带在包边的过程中,因收缩较大有时损耗会长达5~8″等,需视具体情况而定.允损率:1.手袋在做大货的时候,马克计料中有一栏“允损率”.此允损率是指印刷/刺绣/热压/削边等托外加工材料的一个损耗.此损耗有一个规范的标准,以定单的多少确定给百分之几的损耗.2.四合扣/按扣/鸡眼扣/撞钉/中空钉/螺丝/螺母等物料,在加工过程中因损耗较大,也需要按定单数量给予相应的允损率.排版计料时需注意的问题:1.主副料在计料过程中如用文字表达时,都要清楚注明其颜色/质地/规格等,名称要用全称,以利区分近似物料,避免混淆出错.2.制作时特殊工段的物料(如斜裁/削边/胶水/电压等)一定要注明,且该给损耗的要给损耗.3.有些特殊物料排版时一定要注意方向性,如天鹅绒/网布等就算不省料也只能在一个方向上排版.4.物料(主料)的宽度利用上不可能100%,需留一定的空间.5.对一个袋子进行计料,无论主副料都必须按一定的顺序,从前到后/从上到下/从外到内/从左到右量取,做到不会漏计少计错计物料,使计料准确度接近100%.计料人员的权责与义务:1.计料人员应尽职尽责的完成本职工作,及时准确的计算包袋的成本,完成报价.2.有责任对包袋的美观/功能/车缝等方面进行审查,有权控制包袋的成本,有权对版师的做法提出异议,对车工的车缝方式提出改进.常用单位换算:手袋出格常用英制单位:英寸,很少用到国际单位:厘米。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
前试 办,检 查大货 刀模, 与结构 批办, 客人评 语,生 产制单 要求是 否吻 合,在 递交QA 部确认 >
u不se合men格t o的f
改用其它
↘↑ 开料,裁片检
→查,cutting mass colour
合格
sheets and
↓ ↓ ↓ matching
colors and
g裁ood片
↓ cutting
车缝
部sewin
↓ g
首件确
胶水部
←glue →dept
↓ ↑ IPQC ←g合oo格d 品 →semi-
↓ ↓ ↓ ↓ ↓ ↓ ↓ ↓
↓
↓ ↓
大货包
装 mass
↓ packing
OQC抽 查(AQ L) OQC final
↓ inspection
合格品
acceptab le goods
←
→
→→
手袋 厂的 生产 运作 流程 为:
SAMPL E HOUSE 根据客 户样板 或图稿 打样板 >
change the
↓ meeting
→→ →→
↘
record,buyer
↓
↓ ↓ ↓ ↓ ↓ ↓
油边部 paint
↓ ↑ edge
IPQ Cgoo d合 semi_pr
→ ← → ←
IPQC抽 查,全查
↓
IPQC
↓ ↓ ↓ CHECKING
合格品 acsceempitabl product
↓ ↓
↓
合格品
acceptable semi-
第一成
品确 认,确 认OK > 成品全 检 (FQC ,
finshed
product
full
checkin g),隔 离不良 品并返 工或报 废并填 写全查 结果统 计分 析,合 格品转 交包装 部>
第一包
装成品 确认, 包装方 式,颜 色搭 配,内 唛及挂 牌资 料,胶 袋外箱 资料核 对。> OQC (outgoi
↑ & remake
不合格品
defective semi-product
←
← 下一工序 next process
←
合格品
→ ↑ products 返工,改
→善 improve and rework
→
→
FQC统 F计QC表
statistics
← 入成品仓 enter the
warehouse
→→
←
← 选用 pick out
QA部 主持产 前会 议,对 生产流 程和手 工要求 提出建 议和预 防措施 > 裁床严
格按大 货物料 色卡, 生产制 单,QA 部评语 和确认 样开 料,女 包更要 留意手 挽,盖 头物料 的纹路 要求,
有
色差的 物料严 格配 纹,配 色,配 套开裁 。裁片 QC按公 司内部 要求全 检,抽 检裁 片,合 格裁片 上车间 > 大货上
采购部 purchase
↓ DEPT
material sample,color sheet
↓
供应商
↓ supplier
来料,
↓ material
IQC, I色QC 卡with
colour sheet
成品
finished
↓ product
FQC 全检
full checking
↓ by FQC
不良品 defecti
←
包装首件确 忍资料,袋 c形heck the first packing method,and informations
→→ →→
客人验货 p合as格sed by
buyer's final inspection
定期的品质 问以题防分止析类总似 的产品再出 to avoid the similar defects happen in the similar product in future
ng
quality
control )按 AQL标 准抽检, 不合格 则退回 生产部 返工, 填写 OQC报 表>
合格
品入成 品仓。
品质
保证部 总结分 析研讨 提升此 单的品 质问题 原因, 以求类 似产品 避免再 发生类 似的问 题,完 善品质 保障体 系。
↓ goods
OOQQC repor
←
↓ ↓ → ↓↓ ↓ ↓ ← ↓ ↓ ↓
客人确
认结构 样并下 订单> 采购部
根据客 人订单 要求确 认各物 料供应 商提供 的物料 打样色 卡> 业务部
根据客 人的要 求编写 发放生 产制单 给工厂 各部门 > 采购部
根据最 新客资 讯和物 料打样 色卡下 大货订 单给各 物料供 应商> 物料到
↓ ve
报废 no
出货 shipment
prod
退货
↙ ↑ rejec 不合格 defective materials ↑ 全检,抽
→ t检es,t,f测ull试/sa ↓ mple check, IQC报 表 IQC记录 statisti
IPQC I统PQ计C 报表
↑ statistics
返工,改 善 improve
认 tchheeck
↓ first
不合 格de品fec
←←
→改善 improve
tive
↓ & re-
记录首件确
认及改良措
返工
rewor
↑ k
r施ecord e
first parpopdruocvted processure and improving method
不合 i格nacce
ptable
线到女 包油边 部,胶 水部, 手工 部,五 金部, 车缝 部,进 行首件 确认, 确认 OK,大 量生产 > 线上巡
检 (IPQC ),抽 检,特 别部件 全检, 督促车 间各部 门物料 的摆放 (6S) 工作, 不良品 返工并 采取改 善措施 > 合格品
流入下 一工 序,填 写IPQC 检查报 告>
↗↓ 特采
以最新用料明 细和大货色卡 发料 send
materials
→ aocncley ptthis time ↓
→ 合格物料 acceptable
with mass color sheets
and updated
↑ 产前PP → p会rep议roduction
material
→→ →→ PP会议记 录,客人评 pp meeting