日本METI标准焊接工艺评定及焊工考试介绍
焊接工艺评定及焊接工艺评定标准PPT学习课件

专用规则(七个方面)
•预热、后热( 4103是 降 低 最 低 预 热温 度 , 0452及 47014为 预 热 比 评定 值 低 50℃以 上 , 层 间 最 高 温度 比 评 定纪录值高50℃) •保 护 气 体 •电特性(4103规定 , 电 流 电 压 范 围变 化 要 重 新 评 定 , 0452及47014均 不 是 重 要 或 补 加因 素 ) •技 术 措 施
其它要求
在0452及47014中规定“对接焊缝焊接工艺适用于角焊缝”,4103标准未进行规定,但有角焊缝的 试验要求。
试验项目及试件
• 拉伸试件:0452及47014均为带垫肩的试样,4103是不带垫肩的试样。
谢 谢!
设计、焊接工艺评定和施工三者的关系
设计
• 评定标准(依据) • 管材材质 • 特殊性能要求(包括推荐焊接方法和焊材)
按标准进行工艺项目统计(材质、管径、壁厚等) 按设计要求进行性能试验
工艺评定 根据合格工艺评定编制工艺规程施工
施工
• 根据工艺规程进行焊接 • 对焊材进行复验
焊接工艺评定的依据
主要依据是有关的技术标准及设计要求: 国外标准如: • 美国ASME《锅炉压力容器规范》中的第Ⅸ卷“焊接及钎焊评定” • API 1104 国内标准如: • NB/T47014《承压设备焊接工艺评定》《钢制压力容器焊接工艺评定》; • SY/T4103-2006《钢质管道焊接及验收》; • SY/T0452-2012《石油天然气金属管道焊接工艺评定》等。
焊接工艺评定 合格 标准
焊接工艺评定合格标准
焊接是金属材料加工中常用的连接方法,而焊接接头的质量和可靠性取决于焊接工艺的选择和评定。
为了确保焊接接头的质量,常用的评定标准主要包括焊接接头的外观质量、焊缝的强度和焊接过程的稳定性等方面。
外观质量评定:通过观察焊接接头的外观缺陷,如瑕疵、裂纹、气孔等,来评估焊接接头的质量。
焊缝强度评定:通过拉伸、剪切、冲击等力学试验,研究焊接接头的强度特性,以确保其能够满足设计要求。
焊接过程评定:包括焊接工艺参数、设备性能、焊接操作人员等因素的评定,以保证焊接过程的稳定性和可重复性。
日本METI焊接工程师培训和考试
日本METI焊接工程师培训和考试17年由于项目需要,公司委派到日本考取“METI CODE溶接管理责任者资格评定书”,相当于焊接工程师。
去之前听说前面去的几批人全部没通过考试,心里很是惴惴。
所幸最终经过培训还是顺利通过了考试。
这里简单介绍一下培训和考试过程,为后面去取证的战友提供些信息帮助。
METI是Ministry of Economic, Trade & Industry经济、贸易和工业部的简称,METICode包括了一系列的标准,如Technical Standard for Thermal Power Plant and Technical Standard for Wedling (METI ordiance NO.51)及相应的名词解释。
国内用得比较少,也没找到有英文版。
培训是在JFE,日本钢铁,横滨市鹤见区。
虽然培训地点是这里,但培训和发证机构是JPES(JAPNA POWER ENGINEERING SERVICE CO., LTD)。
培训和考试一共2天时间,第一天培训,第二天上午培训和答疑,下午考试。
培训由JPES技术部长进行,年纪应该60岁开外了,证书也是由他签发。
另外他们请了一位工程顾问公司的协助他,年纪也很大了。
授课先用日语讲一遍,再由顾问用英语讲一遍。
培训内容分三个部分,主要有火力发电法规、标准,焊接技术标准和METI必要的参考书籍和工程样例。
METI标准的焊接工艺评定和焊工考试与其他标准有很多不同的地方,比如PQR不可合并也不可拆分,壁厚覆盖范围的不同等,这些都会讲到。
在网上能找到一篇杭锅同行写的METI焊评和焊工介绍,需要的可以参考一下里面的细节。
另外还有无损检测的内容,主要是RT的要求,需要了解JIS Z 3104,这个找到了英文版。
晚上JFE请授课老师和我们一起吃饭,还是很热情的。
第二天上午接着培训,之后答疑。
这天了解到还有一个证书是“METI CODE溶接自主检查员资格评定书”,相当于焊接检验员。
一建机电必考点(焊接工艺评定)

一建机电必考点(焊接工艺评定) 焊接工艺评定(一)焊接工艺评定的定义及作用1.焊接工艺评定的定义焊接工艺评定是指为验证所拟定的焊接工艺正确性而进行的试验过程及结果评价。
记载验证性的试验及其结果,对拟定的焊接工艺规程进行评价的报告称为焊接工艺评定报告(PQR)R=RePort=报告。
拟定的焊接工艺规程是为焊接工艺评定所拟定的焊接工艺文件,称为:预焊接工艺规程(PWPS)S=StandardS=规程。
2.焊接工艺评定作用(1)验证施焊单位能力焊接工艺评定验证施焊单位拟定焊接工艺的正确性,并评定施焊单位在限制条件下,焊接成合格接头的能力。
(2)编制焊接作业指导书的依据工程产品施焊前,应依据PQR编制焊接作业指导书(WWI),用于指导焊工施焊和焊后热处理下作。
一份WWI可以依据一份或多份PQR编制;一份PQR可用作编制多份焊接作业指导书的依据。
(二)焊接工艺评定步骤1.焊接工艺评定的委托施工单位应采取内部委托自行组织完成焊接工艺评定工作,任何施焊单位不允许将焊接工艺评定的关键工作(pWPS的编制、试件焊接等)委托另一个单位来完成。
试件和试样的加工.无损检测和理化性能试验等可委托分包。
2.拟定pWPSPWPS应由具有一定专业知识和相当实践经验的技术员编制,不允许〃照抄〃或〃输入〃其他单位的WPS数据。
3.施焊试件焊评试件应由本单位技能熟练的焊工,使用本单位的焊接设备施焊,既可证明施焊单位的焊接技术能力和工装水平,又能排除焊工技能因素的影响。
4.试件检验焊评试件检验项目至少应包括:外观检查、无损检测.力学性能试验和弯曲试验。
5.签发报告焊接工艺评定过程中应做好记录,焊评完成后应提出WPS,并经企业焊接技术负责人审核同意签字。
总结:焊接工艺评定步骤:委托一拟定一施焊一检验一报告考点扩展焊接工艺评定是焊接技术的重要知识点,包含焊接工艺评定的定义及作用、焊接工艺评定依据、焊接工艺评定步骤等,考查形式可以是选择题也可以是案例题。
焊接工艺评定及焊工技能评定
焊接工艺评定及焊工技能评定焊接工艺评定及焊工技能评定是对焊接工艺和焊工技能进行评估和确认的过程。
通过这个评定过程,可以确保焊接工艺和焊工的水平符合相关标准和要求,从而保证焊接质量和安全性。
焊接工艺评定是针对特定的焊接工艺进行的评估,目的是确定焊接参数、焊接材料、热处理等的适宜性和可行性。
评定工作一般包括焊接试样的制备、焊接试验、试样的力学性能测试等环节。
评定过程中需要根据标准要求来制定相应的工艺参数,确保焊接的质量和性能达到标准规定。
焊工技能评定是对焊工的焊接技能进行的评估,目的是确认焊工的技术水平和焊接能力。
评定工作一般包括焊工的理论知识考核和实际焊接操作的测试。
评定过程中,焊工需要展示其焊接基本操作的熟练程度,包括焊接姿势、焊接操作规范、焊接缺陷的控制等。
评定的结果可以作为焊工的聘用和晋升的依据。
焊接工艺评定和焊工技能评定的结果是具有法律效力的,一旦通过评定,焊工就具备了相应标准与要求的焊接能力和技能,可以为企业提供技术支持和保障。
同时,评定结果也可以作为焊接质量检测和验收的依据,确保焊接产品质量符合相关标准和规范。
总之,焊接工艺评定和焊工技能评定是保证焊接质量和安全的重要环节。
通过对焊接工艺和焊工的评定,可以确保焊接质量符合要求,为企业提供技术保障,同时也提高了焊工的职业素质和市场竞争力。
焊接工艺评定:焊接工艺评定是一项重要的质量控制和管理工作,它对于提高焊接质量、确保焊接性能具有至关重要的意义。
焊接工艺评定通常需要按照相关技术标准来进行,例如国家标准、行业标准、企业标准等。
评定的过程包括焊接试样的制备、焊接参数的确定、焊接试验和试样的力学性能测试等环节。
首先,在焊接工艺评定中,需要制备一定数量的焊接试样。
这些试样的制备要求严格,需要符合特定标准的要求,例如焊接接头形状、尺寸、接头几何形状等。
试样的制备过程中需要严格控制工艺参数和操作规范,以确保试样的质量和一致性。
然后,根据标准要求制定相应的焊接工艺参数。
焊接员工操作岗位技术考核标准

操作崗位技朮考核標準
——焊接員工
崗位名稱﹕焊接員工
1. 基本知識
1.1 能識別簡單的電路。
1.2 能辯認本崗位所涉及的基本材料﹑工治具﹑設備。
1.3 熟悉SOP作業知識。
熟悉助焊劑﹑天那水的使用注意事項。
1.4 瞭解本崗位品質方針和目標﹑環境方針和目標﹐以及展開或分解到本崗位的目標。
2. 技朮要求標準
2.1 正確理解接收到工作資訊﹐按有關要求正確填寫有關記錄和/或輸出有關檔資料。
2.2 能獨立完成焊接作業﹐且熟悉焊接時注意事項﹐避免同一焊點時間控制﹐減少組件損
傷。
具備自檢能力。
2.3 瞭解本崗位所涉用的儀器的正確操作及初級保養。
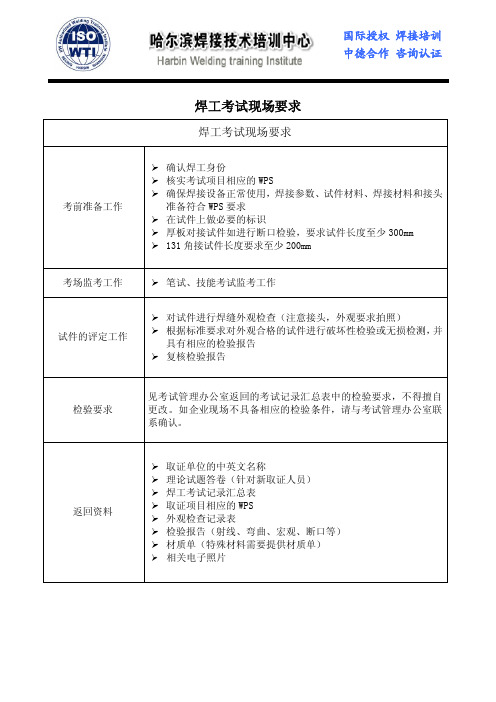
焊工考试现场要求
国际授权焊接培训
中德合作
咨询认证
焊工考试现场要求焊工考试现场要求
考前准备工作
确认焊工身份
核实考试项目相应的WPS
确保焊接设备正常使用,焊接参数、试件材料、焊接材料和接头
准备符合WPS 要求
在试件上做必要的标识
厚板对接试件如进行断口检验,要求试件长度至少300mm
131角接试件长度要求至少200mm 考场监考工作 笔试、技能考试监考工作
试件的评定工作
对试件进行焊缝外观检查(注意接头,外观要求拍照)
根据标准要求对外观合格的试件进行破坏性检验或无损检测,并
具有相应的检验报告
复核检验报告检验要求见考试管理办公室返回的考试记录汇总表中的检验要求,不得擅自更改。
如企业现场不具备相应的检验条件,请与考试管理办公室联
系确认。
返回资料 取证单位的中英文名称 理论试题答卷(针对新取证人员) 焊工考试记录汇总表
取证项目相应的WPS
外观检查记录表
检验报告(射线、弯曲、宏观、断口等) 材质单(特殊材料需要提供材质单)
相关电子照片。
日本METI标准焊接工艺评定及焊工考试介绍

工业技术80 2015年26期工业技术日本METI 标准焊接工艺评定及焊工考试介绍金海龙杭州杭锅工业锅炉有限公司,浙江 杭州 310000摘要:本文简要介绍了按日本《发电用火力设备的技术基准》(METI )标准进行的产品制造流程,着重介绍了按METI 标准进行的焊接工艺评定和焊工考试及其注意事项,以及同ASME Ⅸ卷的主要不同之处。
关键词:METI ;焊接工艺评定PQR ;焊工考试;ASME ;Ⅸ 中图分类号:TG444.1-65 文献标识码:A 文章编号:1671-5810(2015)26-0080-032013年起我公司与日本JFE 公司合作,制造出口日本本土的循环流化床、垃圾焚烧炉等锅炉。
用于日本本土的产品要求满足Electricity Business Act of Japan 日本《电力事业法》和Applicable Code is Technical Standard of the Electricity Utilities Industry Law of Japan. Ministry of Economy ,Trade and Industry 《发电用火力设备的技术基准》,简称为METI 标准。
METI 标准大家可能较为陌生,它也确实与我们熟悉的ASME 标准等有所区别,下面就本人在项目中了解到的METI 标准与ASME 标准的一些差别做一个简要的介绍,希望对以后出口日本的锅炉产品的制造提供借鉴及参考: 1 METI 的管辖范围 METI 标准有它的管辖的范围,只有属于METI 管辖范围的接头才需要按METI 标准来制造,METI 标准不管辖的焊接接头,按照技术协议所指定的标准来做即可。
METI 管辖的焊接接头:锅筒纵环缝、各接管与筒体角焊缝;集箱端盖环缝、各连接管角焊缝;外径大于150mm 的管道对接焊缝及内径Φ≥61mm 管子的对接焊缝。
2 满足METI 要求的工作程序 在项目立项时、开工前,焊接工艺评定(PQR )、焊接工艺指导书(WPS )、焊工资质证书(WPQ )需按METI 标准制定完成,再根据图纸等编制WDL(Welding detail list 焊接接头一览表),这些资料需提交给日方公司审核,再提交JPES (相当于国内的锅检所)报批,获得申请号;工厂才可以开工制造。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工业技术
80 2015年26期
工业技术
日本METI 标准焊接工艺评定及焊工考试介绍
金海龙
杭州杭锅工业锅炉有限公司,浙江 杭州 310000
摘要:本文简要介绍了按日本《发电用火力设备的技术基准》(METI )标准进行的产品制造流程,着重介绍了按METI 标准进行的焊接工艺评定和焊工考试及其注意事项,以及同ASME Ⅸ卷的主要不同之处。
关键词:METI ;焊接工艺评定PQR ;焊工考试;ASME ;Ⅸ 中图分类号:TG444.1-65 文献标识码:A 文章编号:1671-5810(2015)26-0080-03
2013年起我公司与日本JFE 公司合作,制造出口日本本土的循环流化床、垃圾焚烧炉等锅炉。
用于日本本土的产品要求满足Electricity Business Act of Japan 日本《电力事业法》和Applicable Code is Technical Standard of the Electricity Utilities Industry Law of Japan. Ministry of Economy ,Trade and Industry 《发电用火力设备的技术基准》,简称为METI 标准。
METI 标准大家可能较为陌生,它也确实与我们熟悉的ASME 标准等有所区别,下面就本人在项目中了解到的METI 标准与ASME 标准的一些差别做一个简要的介绍,希望对以后出口日本的锅炉产品的制造提供借鉴及参考: 1 METI 的管辖范围 METI 标准有它的管辖的范围,只有属于METI 管辖范围的接头才需要按METI 标准来制造,METI 标准不管辖的焊接接头,按照技术协议所指定的标准来做即可。
METI 管辖的焊接接头:锅筒纵环缝、各接管与筒体角焊缝;集箱端盖环缝、各连接管角焊缝;外径大于150mm 的管道对接焊缝及内径Φ≥61mm 管子的对接焊缝。
2 满足METI 要求的工作程序 在项目立项时、开工前,焊接工艺评定(PQR )、焊接工艺指导书(WPS )、焊工资质证书(WPQ )需按METI 标准制定完成,再根据图纸等编制WDL(Welding detail list 焊接接头一览表),这些资料需提交给日方公司审核,再提交JPES (相当于国内的锅检所)报批,获得申请号;工厂才可以开工制造。
3 焊接工艺评定(PQR )及焊接工艺指导书(WPS ) METI 的焊接技术基准,基础是根据ASME 来的,但ASME 标准随着技术的进步及更高的质量要求进行了频繁的修改,METI 标准却没有进行频繁的修改,所以还是有些差异的。
通常在进行工艺评定时,首先要满足METI 相关规定,再考虑满足ASME 标准的要求。
METI 标准较ASME 标准主要的差别详见表1。
焊接方法的拆分与组合。
ASME Ⅸ卷在一定条件下对焊接方法的拆分与组合都是允许的,但METI 标准则不允许。
母材厚度的覆盖范围。
METI 标准母材厚度范围要比ASME Ⅸ卷严格,最大为试件厚度的2倍,这在一定程度会增加工艺评定的数量。
预热温度。
METI 标准对预热要求很严格,不得低于PQR 记录的温度。
焊后热处理(PWHT )。
METI 标准对焊后热处理要求比ASME Ⅸ卷严格,两者对焊后热处理的要求都是按类别区分的,①不做PWHT ;②PWHT 在低于下转变温度进行;③其他等等。
但METI 标准要求产品温度不得低于PQR 记录的温度,且温
度范围最大为PQR 记录温度+50℃,当然前提是在技术基准材料允许的热处理温度之内;ASME 标准则只要求PQR 的PWHT 与产品基本相当。
具体算法可见表1示例。
3.1 冲击试验
METI 标准与ASME Ⅸ卷在是否需进行冲击试验这一点上基本一致,标准中都未强制要求进行冲击试验,这与TSG G0001-2012《锅规》和PED 标准(欧盟标准)有明显的区别,
本人认为前两者更合理一些。
3.2 评定方法 METI 标准工艺评定一般采用对接试件进行。
对接评定合格后,可适用如下接头形式:对接接头、角接接头、搭接接头、端接接头、斜对接接头等。
3.3 检验要求和结果评价 METI 标准的机械试验种类与数量与ASME Ⅸ卷也有所区
别, METI 标准无论材料厚度多少,都要进行背弯试验,ASME Ⅸ卷对于超过10mm 厚度的材料则允许用侧弯来代替面弯与背弯试验,所以从冷作装配角度、 焊工技能的要求上,METI 标准显得更加严格。
机械试验
的种类和数量见表2。
中国科技期刊数据库 工业C
2015年26期 81
机械性能试验的标准引用日本工业表准,拉伸试验按JISZ3121-1993 对接焊缝的拉伸测试方法;弯曲试验按JISZ3122-1990对接焊缝的弯曲测试方法;冲击试验按JISZ2202-1998金属材料冲击试样和JISZ2242-1998金属材料冲击测试方法进行。
在ASME Ⅸ卷里板拉伸试样通常为缩截面试样,按QW-462.1(a)或QW-462.1(d)进行,管子拉伸试样分为缩截面和全截面,一般按QW-462.1(b)~QW-462.1(e)进行。
按JISZ3121-1993进行拉伸试验时需根据试件的情况,选择相应的试样编号,再根据其图样进行加工。
相比之下JISZ3121-1993对试件规格区分的更加详细,进行评定时需仔细消化,避免出错。
在切取试样时,各标准都基本相同,允许采用机加工或气割的方式进行,采用气割时务必考虑热影响区,机加工试样时必须完全去除。
试样合格标准METI 和ASME Ⅸ卷的要求基本相同,不做细述。
3.4 焊接工艺指导书(WPS )的编制
METI 标准没有给出WPS 的推荐格式,通常按ASME 格式编制就能通过审查,但对焊接过程中涉及到的重要变素、补加变素及非重要变素务必在WPS 上体现出来,不得漏项。
4 焊工考试及焊工资质证书(WPQ )
焊工考试的流程METI 标准与ASME Ⅸ卷基本相同,在焊接工艺评定合格后,产品正式焊接之前,需焊工培训和考试。
考试可由焊接责任工程师自行完成。
表3列出了METI 与ASME Ⅸ卷中焊工考试的主要差异。
按METI 标准进行焊工考试,除外观检测外,弯曲试验是必须进行的,而且都必须进行背弯试验,而ASME Ⅸ卷则可在射线探伤和弯曲试验中任选其一进行,这点是明显的不同。
相比之下METI 标准对焊工的技能要求较高。
工业技术
82 2015年26期
METI 标准对板材和管子的焊接要分别进行考试,但板材的平焊位置考试可以适用管子,试件形式可参考表3“试样”一栏进行,适用范围在规范里有详细的说明,表3未列。
焊工考试母材的适用范围METI 较ASME Ⅸ卷严格。
ASME Ⅸ卷试件厚度>13mm 时,适用范围不限制,但METI 标准则20mm 以上时才不限制。
焊工证书的有效期METI 标准和ASME Ⅸ卷有所区别,但 METI 标准也要求焊工在每6个月内有合格项目的施焊记录。
METI 标准里对角焊缝是否要进行考试没有ASME Ⅸ卷描
述的清楚,一般用对接焊缝考试来覆盖角焊缝,覆盖范围可参考ASME Ⅸ卷,管径和厚度范围不限。
5 结语
本文就METI 标准的焊接工艺评定和焊工考试以大家相对较熟悉的ASME Ⅸ卷为参照进行了简要的对比,旨在对以后可能会使用METI 标准进行制造的同仁有所借鉴,该标准目前只有日文版本,未见到英文版或中文版本,本人也是从完全陌生到产品制造中各种问题的发生、解决及与日方公司的专业人士交流学习中摸索出的一些经验,有兴与大家分享,还请有关专家给予批评指正。
参考文献
[1]樊铭林, 田玉吉, 程尚华等. UNS C70600-O60铜镍管的焊接工艺评定[J]. 现代焊接, 2010, (6). [2]闫峰. 09MnNiDR 的焊接工艺评定的个人见解[J]. 大众科技, 2012, (8):153-154.
[3]贺磊. $32101GMAW 焊接工艺评定[J]. 价值工程, 2014, (5):30-31.。