配合表面的粗糙度
表面粗糙度和极限与配合

5.零件常见结构的尺寸注法常见孔的尺寸注法(盲孔、螺纹孔、沉孔、锪平孔);倒角的尺寸注法。
盲孔螺纹孔沉孔锪平孔倒角1.介绍表面粗糙度的概念及主要评定参数1)表面粗糙度的概念零件表面上具有较小间距的峰谷所组成的微观几何形状特性,称为表面粗糙度。
这主要是在加工零件时,由于刀具在零件表面上留下的刀痕及切削分裂时表面金属的塑性变形所形成的。
零件表面粗糙度是也是评定零件表面质量的一项技术指标,它对零件的配合性质、工作精度、耐磨性、抗腐蚀性、密封性、外观等都有影响。
在保证机器性能的前提下,为获得相应的零件表面粗糙度,应根据零件的作用,选用恰当的加工方法,尽量降低生产成本。
一般来说,凡零件上有配合要求或有相对运动的表面,表面粗糙度参数值要小。
2)表面粗糙度的代号、符号及其标注GB/T 131-1993规定了表面粗糙度代号及其注法。
图样上表示零件表面粗糙度的符号见下表。
3)表面粗糙度的主要评定参数零件表面粗糙度的评定参数有:1)) 轮廓算术平均偏差(Ra)--在取样长度内,轮廓偏距绝对值的算术平均值。
Ra的数值及取样长度l见表。
2))轮廓最大高度(Rz)--在取样长度内,轮廓峰顶线与轮廓峰底线的距离。
使用时优先选用Ra参数。
2.表面粗糙度的标注要求4) 表面粗糙度的代号标注示例表面粗糙度高度参数Ra、Rz、Ry在代号中用数值标注时,除参数代号Ra可省略外,其余在参数值前需标注出相应的参数代号Rz或Ry,标注示例见表。
表面粗糙度的标注表面粗糙度中数字及符号的方向5) 表面粗糙度代(符号)在图样上的标注方法1)) 表面粗糙度代(符)号一般应注在可见轮廓线、尺寸界线或它们的延长线上,符号的尖端必须从材料外指向表面。
2)) 表面粗糙度代号中数字及符号的方向必须按规定标注。
3.表面粗糙度的标注示例在同一图样上,每一表面一般只标注一次代(符)号,并尽可能地靠近有关的尺寸线。
当空间狭小或不便标注时可以引出标注。
当零件所有表面具有相同的表面粗糙度要求时,可统一标注在图样的右上角,当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种代(符)号可以同时注在图样的右上角,并加注"其余"或"全部"两字。
表面粗糙度、公差与配合、几何公差

VS
表面合金化强化技术
通过化学或电化学方法使材料表面形成一 层具有特殊性能的合金化层,提高表面的 耐腐蚀性和耐磨性。
表面改性技术
表面形变强化技术
离子注入技术
通过喷丸、碾压等手段使材料表面产生形变, 形成一层具有高硬度和高弹性的表面层,提 高表面的耐磨性和抗疲劳性能。
通过离子注入的方法将一种或多种元素注入 到材料表面,改变表面的化学成分和结构, 提高表面的硬度、耐磨性、耐腐蚀性和抗氧 化性等性能。
05
表面检测技术
表面粗糙度检测
01
02
03
表面粗糙度
表面粗糙度是指加工表面 具有的较小间距和峰谷组 成的微观几何形状特性。
检测方法
表面粗糙度检测通常采用 触针法、干涉法、光干涉 法、光散射法等。
测量仪器
表面粗糙度测量仪器包括 表面粗糙度测量仪、轮廓 仪等。
表面缺陷检测
表面缺陷
表面缺陷是指工件表面存 在的裂纹、气孔、夹渣等 缺陷。
零件的外观质量
表面粗糙度还影响零件的外观质量。对于需要美 观和光滑表面的零件,如汽车零部件、家用电器 等,表面粗糙度的控制对于提高产品品质和市场 竞争力至关重要。
公差与配合在机械装配中的应用案例
总结词
装配效率
产品性能一致性
降低维护成本
公差与配合在机械装配 中起到关键作用,合理 的公差与配合选择能够 提高装配效率和产品质 量。
通过合理选择公差与配 合,可以减少装配过程 中的调整和修配工作, 提高装配效率。例如, 在自动化生产线中,采 用适当的公差与配合可 以简化装配流程,降低 生产成本。
公差与配合的选择直接 影响产品的性能一致性 。在制造过程中,通过 合理控制零部件的公差 与配合,可以确保产品 性能的一致性和稳定性 。
表面粗糙度选用标准

表面粗糙度选用-----------------------------------------------------------序号=1Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用-----------------------------------------------------------序号=2Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等-----------------------------------------------------------序号=3Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面-----------------------------------------------------------序号=4Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等-----------------------------------------------------------序号=5Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
表面粗糙度的三个评定参数
表面粗糙度的三个评定参数一、介绍表面粗糙度是衡量物体表面粗细程度的参数,对于很多行业来说都是十分重要的质量指标。
在工业制造、建筑材料、土木工程等领域,粗糙度的评定参数对于保证产品质量、提高工程效率具有重要意义。
本文将介绍表面粗糙度的三个评定参数,包括使用范围、计算方法以及实际应用。
二、RMS粗糙度RMS(Root Mean Square)粗糙度被广泛应用于表面粗糙度的评定中。
RMS粗糙度是指表面粗糙度的均方根值,通过测量垂直于表面方向上的高度差来计算。
1. 计算方法:1.选取一小块表面区域;2.将该区域的高度值减去表面均值,得到各点的高度差;3.对高度差的平方求和;4.将求和结果除以测量区域的面积;5.取结果的平方根,即为RMS粗糙度。
2. 应用领域:RMS粗糙度广泛应用于汽车、航空航天等工业领域,用于评估零件的表面质量。
在生产过程中,根据RMS粗糙度的标准进行检测和筛选,可以保证零件的质量符合要求,提高生产效率和产品可靠性。
三、Ra粗糙度Ra(Roughness average)粗糙度指表面高度差的平均值,常用于描述表面粗糙度的平均水平。
1. 计算方法:1.选取一小段表面轨迹;2.计算轨迹上各点的高度差;3.将高度差的绝对值累加;4.将累加结果除以轨迹长度;5.得到的结果即为Ra粗糙度。
2. 应用领域:Ra粗糙度常用于机械工程、船舶制造等领域,用于评估零件表面的加工质量。
根据Ra粗糙度的要求进行表面加工,可以保证零件与零件之间的配合接触面积更大,提高零件的使用寿命和性能。
四、Rz粗糙度Rz(Average maximum height)粗糙度表示单位长度内最大凹凸高度的平均值,常用于对表面粗糙度的极值进行评定。
1. 计算方法:1.选取一小段表面轨迹;2.在轨迹上找到最高点和最低点;3.计算最高点和最低点之间的高度差;4.同样方法找到其它最高点和最低点,累加高度差;5.将累加结果除以轨迹长度;6.得到的结果即为Rz粗糙度。
二、公差与配合及表面粗糙度

零件合格的条件 公差值=0.008-(-0.008)=0.016
(三)基本尺寸
设计者给定的尺寸。如上例中的50
(四)极限尺寸
允许尺寸变化的两个界限值。 大的一个称为最大极限尺寸,用Dmax(孔)、 dmax(轴)表示; 最大极限尺寸=基本尺寸+上偏差
小的一个称为最小极限尺寸,用Dmin (孔)、
dmin(轴)表示。 最小极限尺寸=基本尺寸+下偏差
• 怎样才能使零件具有互换性? • 若制成的一批零件实际尺寸数值等于理论 值,即这些零件完全相同,这当然能够互 换,但在生产上不可能,且没有必要。因 而实际生产只要求制成零件的实际参数值 在一定范围内变动,保证零件充分近似即 可。 • 要使零件具有互换性,就应按“公差”制 造。
(二)公差:
在满足设计要求的条件下,规定零件实际尺寸允许的变动量。由 设计者给定;是用于协调机器零件的使用要求与制造经济性之间的矛 盾。用公式表示为:
偏差可 正可负
上偏差 = 45.004-45 = +0.004 公差恒为 下偏差 = 44.996-45 = -0.004 正 公 差= 0.004-(-0.004) = 0.008
(六)公差带图
由于公差及偏差的数字比基本尺寸的数字小 得多,不便用同一比例表示。因此如果只为了表 明基本尺寸与其极限偏差及公差之间的关系,可 以不必画出孔、轴的全形,而只将公差数字放大, 采用简单、明了的示意图表示。这种示意图就叫 公差带图。 公差带图由零线和公差带组成。 1、零线:确定偏差的一条基准线,即基本尺寸所 指的线,是偏差的起始线,零线上方为正,下方 为负。 + 0 -
孔径 过盈 轴径
轴公差带
最大过盈
最小过盈
最小过盈为零 轴公差带
公差与配合表面粗糙度

2.定位位置公差—位置度
要求被测实际要素与基准要素有一定的位置关系。
孔轴线的位置度公差带
3.跳动位置公差—圆跳动
单个被测实际要素在任一截面上相对于基准要素的 允许跳动量。
根据允许变动的方向的不同,圆跳动可分为: 径向圆跳动 端面圆跳动 斜向圆跳动
径向圆跳动
径向圆跳动用于控制圆柱表面任一横截面上的跳动量。
二、评定表面粗糙度的参数
★ 轮廓算术平均偏差——Ra ★ 微观不平度十点高度——Ry ★ 轮廓最大高度——Rz 优先选用轮廓算术平均偏差Ra
三、表面粗糙度的代号(符)号及其标注
1、表面粗糙度的符号
b
a1
a2
C(f)
ed
a1、a2——粗糙度高度参数代号及其数 值( μm );
的轴心线垂直 度公差为
8P9 0.02 B
φ0.01
Φ24H7( +00.021)
槽宽为8P9的 键槽对称中心 面Φ24H7圆 柱孔的对称中 心面对称度公 差为0.02mm
Φ24H7圆孔 轴心线的直 线度公差为
φ0.01mm
0.05mm
例2、识读阶梯轴所注的形位公差的含义。
圆锥体任一截面的圆 度公差为0.04mm
A 与 该要素的尺 寸线对齐
3、形位公差代号的识读
(1) 识读形状公差代号标注的步骤如下: a.读被测要素。 b.读形状公差项目。 c.读形状公差数值。
(2) 识读位置公差代号标注的步骤如下: a.读被测要素。 b.读位置公差项目。 c.读位置公差数值。 d.读基准要素。
二. 有关“偏差、公差、”的术语和定义
1、尺寸偏差
尺寸偏差=某一尺寸-基本尺寸 偏差包括: 实际偏差=实际尺寸-基本尺寸
表面粗糙度
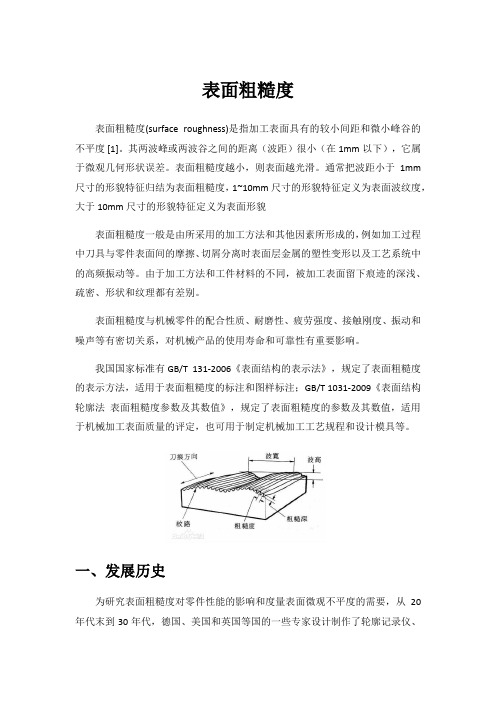
表面粗糙度表面粗糙度(surface roughness)是指加工表面具有的较小间距和微小峰谷的不平度 [1]。
其两波峰或两波谷之间的距离(波距)很小(在1mm以下),它属于微观几何形状误差。
表面粗糙度越小,则表面越光滑。
通常把波距小于1mm 尺寸的形貌特征归结为表面粗糙度,1~10mm尺寸的形貌特征定义为表面波纹度,大于10mm尺寸的形貌特征定义为表面形貌表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工过程中刀具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动等。
由于加工方法和工件材料的不同,被加工表面留下痕迹的深浅、疏密、形状和纹理都有差别。
表面粗糙度与机械零件的配合性质、耐磨性、疲劳强度、接触刚度、振动和噪声等有密切关系,对机械产品的使用寿命和可靠性有重要影响。
我国国家标准有GB/T 131-2006《表面结构的表示法》,规定了表面粗糙度的表示方法,适用于表面粗糙度的标注和图样标注;GB/T 1031-2009《表面结构轮廓法表面粗糙度参数及其数值》,规定了表面粗糙度的参数及其数值,适用于机械加工表面质量的评定,也可用于制定机械加工工艺规程和设计模具等。
一、发展历史为研究表面粗糙度对零件性能的影响和度量表面微观不平度的需要,从20年代末到30年代,德国、美国和英国等国的一些专家设计制作了轮廓记录仪、轮廓仪,同时也产生出了光切式显微镜和干涉显微镜等用光学方法来测量表面微观不平度的仪器,给从数值上定量评定表面粗糙度创造了条件。
从30年代起,已对表面粗糙度定量评定参数进行了研究,如美国Abbott就提出了用距表面轮廓峰顶的深度和支承长度率曲线来表征表面粗糙度。
1936年出版了Schmaltz论述表面粗糙度的专著,对表面粗糙度的评定参数和数值的标准化提出了建议。
但粗糙度评定参数及其数值的使用,真正成为一个被广泛接受的标准还是从40年代各国相应的国家标准发布以后开始的。
表面粗糙度的基本概念汇总
表面粗糙度的基本概念表面粗糙度的基本概念表面粗糙度的定义(本站相关粗糙度仪的产品介绍:粗糙度仪)表面粗糙度(Surface roughness)是指加工表面上具有的较小间距和峰谷所组成的微观几何形状特性性它是一种微观几何形状误差,也称为微观不平度。
表面粗糙度应与形状误差(宏观几何形状误差)和表面波度区别开。
通常,波距小于 1mm 的属于表面粗糙度,波距在 1~10mm 的属于表面波度,波距大于 10mm 的属于形状误差。
表面粗糙度对机械零件使用性能的影响表面粗糙度的大小对零件的使用性能和使用寿命有很大影响。
1. 影响零件的耐磨性表面越粗糙,摩擦系数就越大,相对运动的表面磨损得越快。
然而,表面过于光滑,由于润滑油被挤出或分子间的吸附作用等原因,也会使摩擦阻力增大和加速磨损。
2. 影响配合性质的稳定性零件表面的粗糙度对各类配合均有较大的影响。
对于间隙配合,两个表面粗糙的零件在相对运动时会迅速磨损,造成间隙增大,影响配合性质;对于过盈配合,在装配时表面上微观凸峰极易被挤平,产生塑性变形,使装配后的实际有效过盈减小,降低联接强度;对于过渡配合,因多用压力及锤敲装配,表面粗糙度也会使配合变松。
3. 影响疲劳强度承受交变载荷作用的零件的失效多数是由于表面产生疲劳裂纹造成的。
疲劳裂纹主要是由于表面微观峰谷的波谷所造成的应力集中引起的。
零件表面越粗糙,波谷越深,应力集中就越严重。
因此,表面粗糙度影响零件的抗疲劳强度。
4. 影响抗腐蚀性粗糙表面的微观凹谷处易存积腐蚀性物质,久而久之,这些腐蚀性物质就会渗入到金属内层,造成表面锈蚀。
此外,表面粗糙度对接触刚度、密封性、产品外观、表面光学性能、导电导热性能以及表面结合的胶合强度等都有很大影响。
所以,在设计零件的几何参数精度时,必须对其提出合理的表面粗糙度要求,以保证机械零件的使用性能。
公差等级与粗糙度的关系表面粗糙度是反映零件表面微观几何形状误差的一个重要技术指标,是验证零件表面质量的主要依据;它选择的合理与否,直接关系到产品的质量,使用寿命和生产成本。