铝合金门窗检验记录表
合集下载
铝合金门窗检验记录表 (1)
玻璃装配
应符合JG/T113规定,中空玻璃厚度大于24mm,应考虑嵌入深度,前后部余隙
执手开关力
平开窗≤80N
开关力
推拉窗:推拉窗≤100N上下推拉窗≤135N
平开窗:平合页≤80N摩擦铰链30-80N
铝合金门窗检验记录表
检验: 校队: 日期:
铝合金门窗过程检验记录表
工程名称
数量
规格型号
检验项目
技术要求
组角时组角胶涂抹于角码切割断面两边,型材断面要涂抹同色硅酮密封胶在拼接端面,要全涂并涂抹均匀,组角成形后表面余胶要清除干净
门窗组装
核对装配方向、型材拼接方向
窗框拼装时端面需做防水处理,如平开窗拼接时端面需抹胶(榫头位胶不透光为宜);推拉窗在拼装前预加防水垫片,紧固后对多余可见防水片做切割处理
检查组角内角、中梃拼接接角处是否勾胶,并密实。装配滑撑前,必须先对滑撑位置的内角先勾胶再上滑撑。
3、门窗在加装中梃前,在中梃加装位置先划基准线,划线时应充分考虑型材壁厚、角铝位置、角铝方向等。
检验: 校队: 日期:
铝合金门窗组角工序质检记录表
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
抽检数量
实测结果
合格数量
存在问题
解决方法
1、组角时组角胶涂抹于角码切割断面两边,型材断面要涂抹同色硅酮密封胶在拼接端面,要全涂并涂抹均匀。
部分门窗在组装时需对与之配合型材做铣缺处理,铣缺位置按标注位置允许误差为±,其铣缺尺寸大小应根据与之配合型材断面尺寸允许误差为±
门窗在加装中梃前,在中梃加装位置先划基准线,划线时应充分考虑型材壁厚、角铝位置、角铝方向等
门窗组角
≤2000mm 误差±
应符合JG/T113规定,中空玻璃厚度大于24mm,应考虑嵌入深度,前后部余隙
执手开关力
平开窗≤80N
开关力
推拉窗:推拉窗≤100N上下推拉窗≤135N
平开窗:平合页≤80N摩擦铰链30-80N
铝合金门窗检验记录表
检验: 校队: 日期:
铝合金门窗过程检验记录表
工程名称
数量
规格型号
检验项目
技术要求
组角时组角胶涂抹于角码切割断面两边,型材断面要涂抹同色硅酮密封胶在拼接端面,要全涂并涂抹均匀,组角成形后表面余胶要清除干净
门窗组装
核对装配方向、型材拼接方向
窗框拼装时端面需做防水处理,如平开窗拼接时端面需抹胶(榫头位胶不透光为宜);推拉窗在拼装前预加防水垫片,紧固后对多余可见防水片做切割处理
检查组角内角、中梃拼接接角处是否勾胶,并密实。装配滑撑前,必须先对滑撑位置的内角先勾胶再上滑撑。
3、门窗在加装中梃前,在中梃加装位置先划基准线,划线时应充分考虑型材壁厚、角铝位置、角铝方向等。
检验: 校队: 日期:
铝合金门窗组角工序质检记录表
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
抽检数量
实测结果
合格数量
存在问题
解决方法
1、组角时组角胶涂抹于角码切割断面两边,型材断面要涂抹同色硅酮密封胶在拼接端面,要全涂并涂抹均匀。
部分门窗在组装时需对与之配合型材做铣缺处理,铣缺位置按标注位置允许误差为±,其铣缺尺寸大小应根据与之配合型材断面尺寸允许误差为±
门窗在加装中梃前,在中梃加装位置先划基准线,划线时应充分考虑型材壁厚、角铝位置、角铝方向等
门窗组角
≤2000mm 误差±
铝合金门窗安装检验批
安 >2000mm 装 允 门窗框的正、侧面垂直度 6 许 偏 门窗横框的水平度 差 门窗横框标高 (mm) 门窗竖向偏离中心 双层门窗内外框间距
差 (mm)
专业工长(施工员) 施工单位检查评定结果 项目专业质量检查员:
年 月
日
监理(建设)单位验收结论
专业监理工程师 (建设单位项目专业技术负责 人):
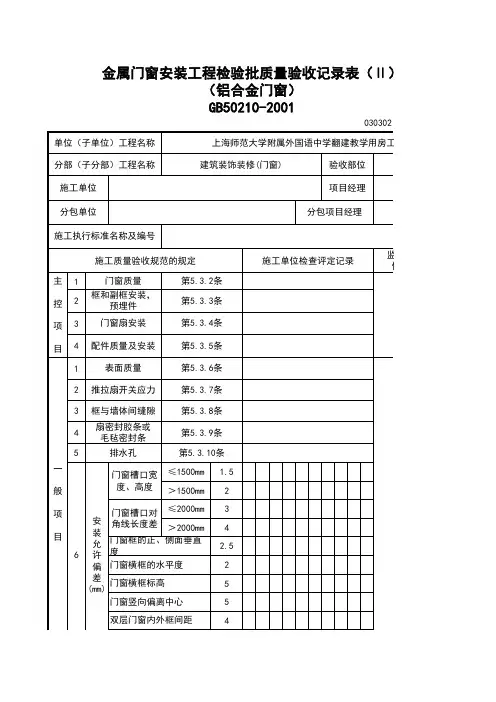
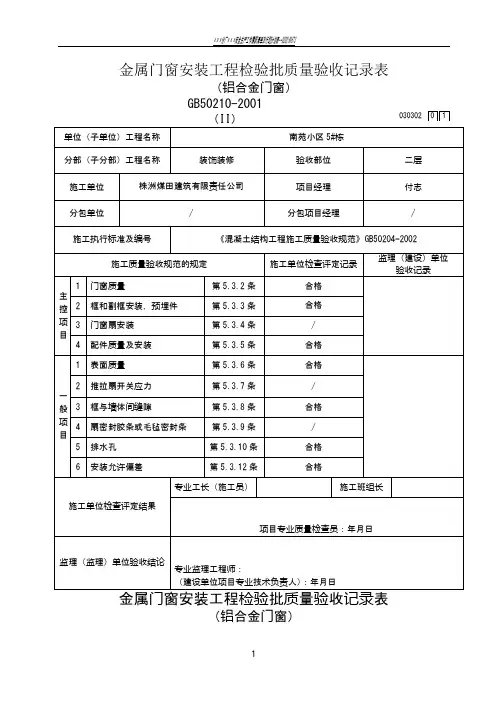
金属门窗安装工程检验批质量验收记录表(Ⅱ) (铝合金门窗) GB50210-2001
单位(子单位)工程名称 分部(子分部)工程名称 施工单位 分包单位 施工执行标准名称及编号 施工质量验收规范的规定 主 控 项 目 1 2 3 4 1 2 3 4 5 一 般 项 目 门窗质量 框和副框安装, 预埋件 门窗扇安装 配件质量及安装 表面质量 推拉扇开关应力 框与墙体间缝隙 扇密封胶条或 毛毡密封条 排水孔 门窗槽口宽 度、高度 门窗槽口对 角线长度差 第5.3.2条 第5.3.3条 第5.3.4条 第5.3.5条 第5.3.6条 第5.3.7条 第5.3.8条 第5.3.9条 第5.3.10条 ≤1500mm >1500mm ≤2000mm 1.5 2 3 4 2.5 2 5 5 4 施工单位检查评定记录 监理(建设)单 位验收记录 030302 上海师范大学附属外国语中学翻建教学用房工程 建筑装饰装修(门窗) 验收部位 项目经理 分包项目经理
年 月
日
表(Ⅱ)
001
建教学用房工程
监理(建设)单 位验收记录
年
月
日
年
月
日
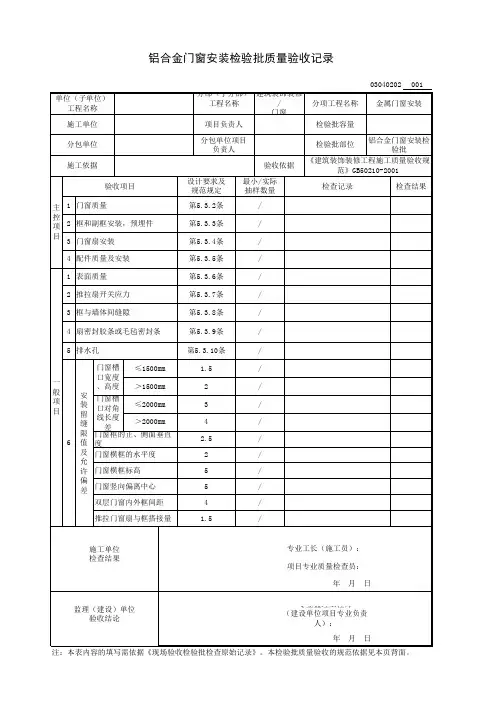
铝合金门窗安装检验批质量验收记录
分包单位项目 负责人
验收依据
设计要求及 规范规定
第5.3.2条
最小/实际 抽样数量
/
检验批部位
铝合金门窗安装检 验批
《建筑装饰装修工程施工质量验收规 范》GB50210-2001
检查记录
检查结果
第5.3.3条
/
第5.3.4条
/
第5.3.5条
/
第5.3.6条
/
第5.3.7条
/
第5.3.8条
/
第5.3.9条
、高度 >1500mm
安 门窗槽 装 口对角
≤2000mm
留 线长度 缝差
>2000mm
限 门窗框的正、侧面垂直
值度
及 门窗横框的水平度 允
许 门窗横框标高
偏 差 门窗竖向偏离中心
双层门窗内外框间距
推拉门窗扇与框搭接量
分部(子分部) 建筑项目负责人
分项工程名称 检验批容量
03040202 001 金属门窗安装
/
第5.3.10条
/
1.5
/
2
/
3
/
4
/
2.5
/
2
/
5
/
5
/
4
/
1.5
/
施工单位 检查结果
专业工长(施工员): 项目专业质量检查员:
年月日
监理(建设)单位 验收结论
专业监理工程师 (建设单位项目专业负责
人):
年月日
注:本表内容的填写需依据《现场验收检验批检查原始记录》。本检验批质量验收的规范依据见本页背面。
铝合金门窗安装检验批质量验收记录
单位(子单位) 工程名称
施工单位
铝合金门窗隐蔽工程验收记录
验收结论
位 单 工 施
位 单 辺 健H7二 理 监
位 单 计 设
长 工 业 专
日 月 年
日 月 年
如
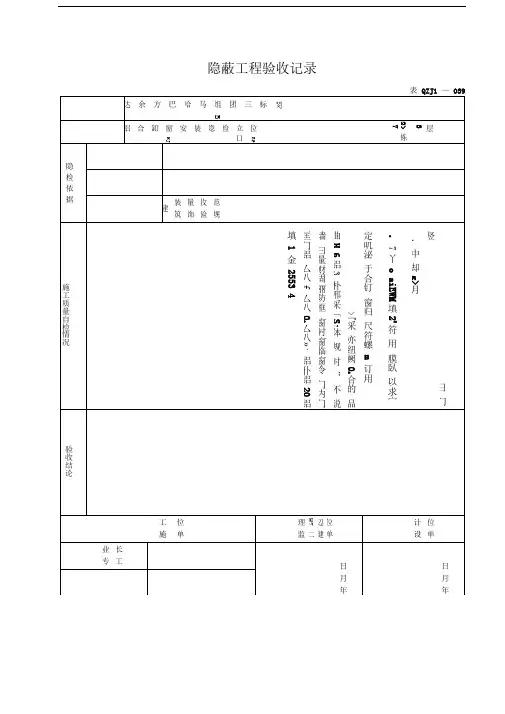
表QZJ1—039
工程名称
卓达东方巴哈马二期那索风情B组团(第三标段)
隐检项目
铝合金门窗安装隐检部位
7栋6、7层
隐 检 依 据
施工图图号
设计变更号
施工标准名称
《建筑装饰装修工程质量验收规范》GB50210- 2001
3、铝合金门窗框的防腐处理:铝合金门窗框用塑料薄膜包裹粘贴保护;
4、防水处理:铝合金窗框与墙体之间缝隙采用胶凝防水材料填塞;
5、填缝:铝合金窗框与墙体之间的缝隙在填塞防水胶凝材料后用水泥砂浆填塞 严实。
6、该检验批符合设计和规范要求。
2009年月日
验 收 结 论
施工单位
监理(建设)单位
设计单位
专业工长
一、/r、 要1瞻 用 用 塞 范釘冰 框采填 规合1M窗隙在 和铝!I 门缝皿 近片W合之也 。 介拉、加 铝体间 求 州和腑a:M心 加 品宀定帥 魁枷抽 呗 曲固空 方金旷 荷 规的拉 的厶八窗 近 框框»,框铝金 合 窗窗怨 窗:合 符 门门闭 门刑铝 批 厶八厶八鸠谊厶八水»:働 铝铝利T0铝防填 该1 2间 射345。6之用 宀头 金采 严
5、填缝:铝合金窗框与墙体之间的缝隙在填塞防水胶凝材料后用水泥砂浆填塞 严实。
6、该检验批符合设计和规范要求。
2009年月日
验 收 结 论
施工单位
监理(建设)单位
设计单位
专业工长
年 月日
年 月日
专业质检员
专业技术负责人
工程名称
卓达东方巴哈马二期那索风情B组团(第三标段)
位 单 工 施
位 单 辺 健H7二 理 监
位 单 计 设
长 工 业 专
日 月 年
日 月 年
如
表QZJ1—039
工程名称
卓达东方巴哈马二期那索风情B组团(第三标段)
隐检项目
铝合金门窗安装隐检部位
7栋6、7层
隐 检 依 据
施工图图号
设计变更号
施工标准名称
《建筑装饰装修工程质量验收规范》GB50210- 2001
3、铝合金门窗框的防腐处理:铝合金门窗框用塑料薄膜包裹粘贴保护;
4、防水处理:铝合金窗框与墙体之间缝隙采用胶凝防水材料填塞;
5、填缝:铝合金窗框与墙体之间的缝隙在填塞防水胶凝材料后用水泥砂浆填塞 严实。
6、该检验批符合设计和规范要求。
2009年月日
验 收 结 论
施工单位
监理(建设)单位
设计单位
专业工长
一、/r、 要1瞻 用 用 塞 范釘冰 框采填 规合1M窗隙在 和铝!I 门缝皿 近片W合之也 。 介拉、加 铝体间 求 州和腑a:M心 加 品宀定帥 魁枷抽 呗 曲固空 方金旷 荷 规的拉 的厶八窗 近 框框»,框铝金 合 窗窗怨 窗:合 符 门门闭 门刑铝 批 厶八厶八鸠谊厶八水»:働 铝铝利T0铝防填 该1 2间 射345。6之用 宀头 金采 严
5、填缝:铝合金窗框与墙体之间的缝隙在填塞防水胶凝材料后用水泥砂浆填塞 严实。
6、该检验批符合设计和规范要求。
2009年月日
验 收 结 论
施工单位
监理(建设)单位
设计单位
专业工长
年 月日
年 月日
专业质检员
专业技术负责人
工程名称
卓达东方巴哈马二期那索风情B组团(第三标段)
金属门窗安装工程检验批验收记录表(铝合金门窗)
金属门窗安装工程检验批质量验收记录表
(铝合金门窗)
GB50210-2001
030302
(铝合金门窗)
GB50210-2001
金属门窗安装工程检验批质量验收记录表
(铝合金门窗)
GB50210-2001
030302 030302
金属门窗安装工程检验批质量验收记录表
(铝合金门窗)
GB50210-2001
030302
金属门窗安装工程检验批质量验收记录表
(铝合金门窗)
GB50210-2001
030302
金属门窗安装工程检验批质量验收记录表
(铝合金门窗)
GB50210-2001
030302
金属门窗安装工程检验批质量验收记录表
(铝合金门窗)
GB50210-2001
030302
金属门窗安装工程检验批质量验收记录表
(铝合金门窗)
GB50210-2001
030302
金属门窗安装工程检验批质量验收记录表
(铝
合金门窗)
GB50210-2001
030302
不开口,没有人知道你想要什么;不去做,任何想法都只在脑海里游泳;不迈出脚步,永远找不到你前进的方向。
其实你很强,只是懒惰帮了你倒忙。
金属门窗安装工程检验批质量验收记录表
施工质量验收规范的标准
施工单位检查评定记录
监理(建设)
单位验收记录
主控项目
1
门窗质量
第5.3.2条
√
2
框和副框安装,预埋件
第5.3.3条
√
3
门窗扇安装
第5.3.4条
√
4
配件质量及安装
第5.3.5条
√
一般项目
1
表面质量
第5.3.6条
√
2
推拉扇开关应力
第5.3.7条
√
3
框与墙体间缝隙
第5.3.8条
√
4
扇密封胶条或毛毡密封条
金属门窗安装工程检验批质量验收记录表
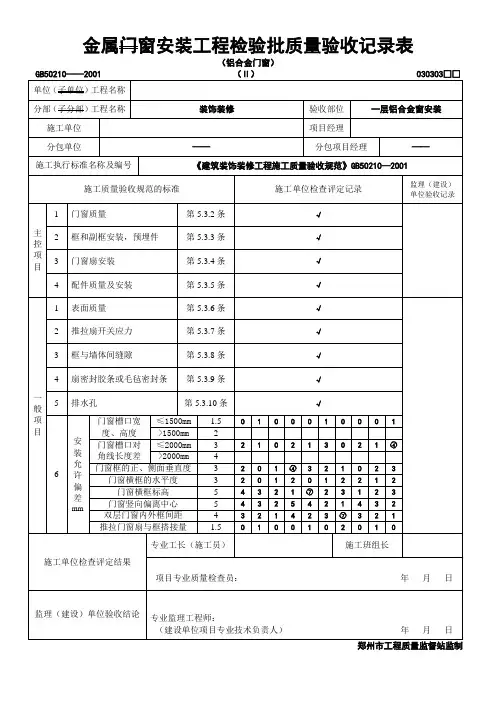
(铝合金门窗)
GB50210——2001(Ⅱ)030303□□
单位(子单位)工程名称
分部(子分部)工程名称
装饰装修
验收部位
一层铝合金窗安装
施工单位
项目经理
分包单位
——
分包项目经理
——
施工执行标准名称及编号
《建筑装饰装修工程施工质量验收规范》GB50210—2001
3
2
1
2
3
1
2
3
门窗竖向偏离中心
5
4
3
2
5
4
2
1
4
3
2
双层门窗内外框间距
4
3
2
1
4
2
3
3
2
1
推拉门窗扇与框搭接量
1.5
0
1
0
0
1
0
2
0
1
0
施工单位检查评定结果
专业工长建设)单位验收结论
施工单位检查评定记录
监理(建设)
单位验收记录
主控项目
1
门窗质量
第5.3.2条
√
2
框和副框安装,预埋件
第5.3.3条
√
3
门窗扇安装
第5.3.4条
√
4
配件质量及安装
第5.3.5条
√
一般项目
1
表面质量
第5.3.6条
√
2
推拉扇开关应力
第5.3.7条
√
3
框与墙体间缝隙
第5.3.8条
√
4
扇密封胶条或毛毡密封条
金属门窗安装工程检验批质量验收记录表
(铝合金门窗)
GB50210——2001(Ⅱ)030303□□
单位(子单位)工程名称
分部(子分部)工程名称
装饰装修
验收部位
一层铝合金窗安装
施工单位
项目经理
分包单位
——
分包项目经理
——
施工执行标准名称及编号
《建筑装饰装修工程施工质量验收规范》GB50210—2001
3
2
1
2
3
1
2
3
门窗竖向偏离中心
5
4
3
2
5
4
2
1
4
3
2
双层门窗内外框间距
4
3
2
1
4
2
3
3
2
1
推拉门窗扇与框搭接量
1.5
0
1
0
0
1
0
2
0
1
0
施工单位检查评定结果
专业工长建设)单位验收结论
铝合金门窗出厂检验记录
目测、手试 块符合要求 杆件、附件安装 目测、手试 牢固 构造可靠, 使用安全 目测、手试
说明:1:本表所列检验要求详见GB/T8478-2008标准第5条。 2:铝型材壁厚、膜厚及其它材料的检验项检验列入《原材料检验报告单》 3:实检记录无量值时,合格打“√”,不合格打“×”,未检项目打“/”标记。 批量检测结果 检验员/日期 批准人/日期
重庆建豪实业发展有限公司
铝合金门窗出厂检验记录
工程名称 规格尺寸 序号 检验项目 检验要求 无缺陷 无瑕疵 允差:±1.5mm ±2.5mm 允差:≤2.0mm 最大:≥4.0mm 门允差:±2.0mm 窗允差:±1.0mm 相同截面≤0.3mm 不同截面≤0.5mm ≤0.3mm 玻璃密封胶、垫 执行标准 方法及工具 目测、手试 目测、手试 卷尺 卷尺 卷尺 钢直尺 钢直尺 塞尺 钢直尺 塞尺
系列品种 检验批量
Байду номын сангаас
实检记录
结论
1 外观质量(接缝密封)(全检) 2 外观质量(型材表面)(全检) 3 外型尺寸(10%抽样) 4 构造内测尺寸(10%抽样) 5 框、扇搭接宽度(10%抽样) 6 框、扇杆件接缝偏差(10%抽样) 7 框、扇杆件装配间隙(10%抽样) 8 玻璃镶嵌构造(10%抽样) 9 装配质量(10%抽样) 10 构造(10%抽样)
铝合金门窗安装工程质量验收记录表
2
推拉扇开关应力
第5.3.7条
3
框与墙体间缝隙
第5.3.8条
4
扇密封胶条或毛毡密封条
第5.3.9条
5
排水孔
第5.3.10条
6
安装允许偏差
第5.3.12条
施工单位检查评定结果
总包单位质量检查员(签章):
分包单位质量检查员(签章):年月日
监理单位验收结论
监理工程师(签章):年月日
建设单位验收结论
建设单位专业技术负责人(签章):年月日
铝合金门窗安装工程“一户一验”质量验收记录表
单位工程名称
你文文静静,秀气美丽,课堂上总是眨巴着乌溜溜的眼睛专心地听讲,作业完成得认真又整洁,每次值日你都能有始有终,认真完成,老师真喜欢你。如果在课堂上积极举手发言,那你的思维会更加敏捷,口头表达能力会更加出色。勇敢些,相信你能行。施工单位
参检人员姓名
分包单位
参检人员姓名
职务
建设单位
参检人员姓名
职务
监理单位
参检人员姓名
职务
施工执行标准名称及编号
施工质量验收规范的规定
检查评定记录
监理(建设)单位验收记录
主控项目
1
门窗质量
第5.3.2条
2
框和副框安装,预埋件
第5.3
4
配件质量及安装
第5.3.5条
一般项目
1
表面质量
第5.3.6条
思考;要和学生交朋友,勇于承认并面对真实的自己;要关注生活,开阔视野,勤于学习,不断吸收时代的信息,与时俱进;对于教材倡导的教学活动,要在教学实践中进行探索和创新!此外,为了体现一种儿童文化,使教材能真正成为学生喜爱的朋友,让他们愿意于教材中的儿童对话,我们
推拉扇开关应力
第5.3.7条
3
框与墙体间缝隙
第5.3.8条
4
扇密封胶条或毛毡密封条
第5.3.9条
5
排水孔
第5.3.10条
6
安装允许偏差
第5.3.12条
施工单位检查评定结果
总包单位质量检查员(签章):
分包单位质量检查员(签章):年月日
监理单位验收结论
监理工程师(签章):年月日
建设单位验收结论
建设单位专业技术负责人(签章):年月日
铝合金门窗安装工程“一户一验”质量验收记录表
单位工程名称
你文文静静,秀气美丽,课堂上总是眨巴着乌溜溜的眼睛专心地听讲,作业完成得认真又整洁,每次值日你都能有始有终,认真完成,老师真喜欢你。如果在课堂上积极举手发言,那你的思维会更加敏捷,口头表达能力会更加出色。勇敢些,相信你能行。施工单位
参检人员姓名
分包单位
参检人员姓名
职务
建设单位
参检人员姓名
职务
监理单位
参检人员姓名
职务
施工执行标准名称及编号
施工质量验收规范的规定
检查评定记录
监理(建设)单位验收记录
主控项目
1
门窗质量
第5.3.2条
2
框和副框安装,预埋件
第5.3
4
配件质量及安装
第5.3.5条
一般项目
1
表面质量
第5.3.6条
思考;要和学生交朋友,勇于承认并面对真实的自己;要关注生活,开阔视野,勤于学习,不断吸收时代的信息,与时俱进;对于教材倡导的教学活动,要在教学实践中进行探索和创新!此外,为了体现一种儿童文化,使教材能真正成为学生喜爱的朋友,让他们愿意于教材中的儿童对话,我们
铝合金门窗安装工程检验批质量验收记录表
专业工长(施工员)
施工班组长
主控项目全部合格,一般项目符合设计及施工规范要求
项目专业质量检查员:年月日
监理(建设)单位验收结论
通过验收
专业监理工程师:
(建设单位项目专业技术负责人):年月日
金属门窗安装工程检验批质量验收记录表
(铝合金门窗)
GB50210-2001
(Ⅱ)
单位(子单位)工程名称
大兴一号厂房
分部(子分部)工程名称
装饰装修工程
验收部位
-1层至5层断桥铝合金窗框制作
施工单位
北京六建集团有限责任公司
项目经理
李永京
分包单位
北京建工新燕幕墙装饰工程有限公司
分包项目经理
韩颇
施工执行标准名称及编号
建筑装饰装修工程施工质量验收规范GB50210-2001
施工质量验收规范的规定
施工单位检查评定记录
监理(建设)单位验收记录
主控项目
1
门窗质量
第5.3.2条
符合规范规定
符合施工质量验收规范,同意验收
2
框和副框安装,预埋件
第5.3.3条
符合规范规定
3
门窗扇安装
第5.3.4条
符合规范规定
4
配件质量及安装
第5.3.5条
符合规范规定
一般项目
1
表面质量
第5.3.6条
符合规范规定
符合施工质量验收规范,同意验收
2
推拉扇开关应力
第5.3.7条
符合规范规定
3
框与墙体间缝隙
第5.3.8条
符合规范规定
4
扇密封胶条或毛毡密封条
第5.3.9条
符合规范规定
5
施工班组长
主控项目全部合格,一般项目符合设计及施工规范要求
项目专业质量检查员:年月日
监理(建设)单位验收结论
通过验收
专业监理工程师:
(建设单位项目专业技术负责人):年月日
金属门窗安装工程检验批质量验收记录表
(铝合金门窗)
GB50210-2001
(Ⅱ)
单位(子单位)工程名称
大兴一号厂房
分部(子分部)工程名称
装饰装修工程
验收部位
-1层至5层断桥铝合金窗框制作
施工单位
北京六建集团有限责任公司
项目经理
李永京
分包单位
北京建工新燕幕墙装饰工程有限公司
分包项目经理
韩颇
施工执行标准名称及编号
建筑装饰装修工程施工质量验收规范GB50210-2001
施工质量验收规范的规定
施工单位检查评定记录
监理(建设)单位验收记录
主控项目
1
门窗质量
第5.3.2条
符合规范规定
符合施工质量验收规范,同意验收
2
框和副框安装,预埋件
第5.3.3条
符合规范规定
3
门窗扇安装
第5.3.4条
符合规范规定
4
配件质量及安装
第5.3.5条
符合规范规定
一般项目
1
表面质量
第5.3.6条
符合规范规定
符合施工质量验收规范,同意验收
2
推拉扇开关应力
第5.3.7条
符合规范规定
3
框与墙体间缝隙
第5.3.8条
符合规范规定
4
扇密封胶条或毛毡密封条
第5.3.9条
符合规范规定
5
铝合金窗过程及成品检验记录表
]
L1±
、
L1=
3、加工小筋(mm)
L2±
【
L2=
4、铣榫肩(mm)
b/a±
…
5、排水槽
L≤1500
《
2~3个
:
L>500
>3个
\
6、毛刺(mm)
≤
、
7、表面质量
{
无伤痕和变形、无油污、碎屑
·
检验结论:
单件检验结论
)
本批次检验结论
检验员:
日期:
上海西航幕墙装饰有限公司
【
铝合金窗加工工序检验表2QR/XH
明显间隙
12.表面质量
表面清洁、无油污、无擦划伤
检验结论
单件检验结论
本批次检验结论
检验员:
日期:
上海西航幕墙装饰有限公司
铝合金窗出厂检验记录QR/XH
合 同 号
工程名称
规格尺寸
窗 名 称
生产数(镗)
抽 检 数
操 作 者
检 验 员
检验日期
结 论
检 验 项 目
控 制 标 准
检 验 结 果
1
2
3
4
5
1.窗 构 造
合同号
工程名称
规格尺寸
构件名称
生产数(支)
;
抽检数(支)
操作者
生产日期
检验项目
控制标准
首件
】
检验结果
备注
1、孔径(mm)
D±
!
D=
2、孔中心距(mm)
L1±
]
L1=
3、孔边距(mm)
L2±
@
`
L2=
4、孔端距(mm)
L1±
、
L1=
3、加工小筋(mm)
L2±
【
L2=
4、铣榫肩(mm)
b/a±
…
5、排水槽
L≤1500
《
2~3个
:
L>500
>3个
\
6、毛刺(mm)
≤
、
7、表面质量
{
无伤痕和变形、无油污、碎屑
·
检验结论:
单件检验结论
)
本批次检验结论
检验员:
日期:
上海西航幕墙装饰有限公司
【
铝合金窗加工工序检验表2QR/XH
明显间隙
12.表面质量
表面清洁、无油污、无擦划伤
检验结论
单件检验结论
本批次检验结论
检验员:
日期:
上海西航幕墙装饰有限公司
铝合金窗出厂检验记录QR/XH
合 同 号
工程名称
规格尺寸
窗 名 称
生产数(镗)
抽 检 数
操 作 者
检 验 员
检验日期
结 论
检 验 项 目
控 制 标 准
检 验 结 果
1
2
3
4
5
1.窗 构 造
合同号
工程名称
规格尺寸
构件名称
生产数(支)
;
抽检数(支)
操作者
生产日期
检验项目
控制标准
首件
】
检验结果
备注
1、孔径(mm)
D±
!
D=
2、孔中心距(mm)
L1±
]
L1=
3、孔边距(mm)
L2±
@
`
L2=
4、孔端距(mm)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检验:校队:日期:
铝合金门窗玻璃装配工序质检记录表
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
抽检数量
实测结果
合格数量
存在问题
解决方法
、压座、压线的长度应1其长度误差小于等合适,高低差小于等0.3mm,于0.3mm。于、在玻璃打胶前对窗扇2对角线、压线进行检查,是压线碰头处是否严密,对角否有松动和高低差,发现有线误差是否过大,以上现象应立即进行处理。玻璃胶要求粗细均匀,3、—外形美观,胶体在7之间,注胶厚度不8mm,在打胶中3mm应小于无断胶、脱胶、气泡等现因铝合金门窗为双面象;要求先打面需干透打胶,后方可对另一面打胶。
检验:校队:日期:
铝合金门窗组角工序质检记录表
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
抽检数量
实测结果
合格数量
存在问题
解决方法
组角时组角胶涂抹1、两面码切割断于角边,型材断面要涂抹同色硅酮密封胶在拼接端面,要全涂并涂抹均匀。窗框同一平面度误、2,两相0.3mm差小于邻组角型材无错位现象。组角成形后表面余3、胶要清除干净,根据规格进行分类堆放整齐,并用软质材料垫衬,防止表面擦伤。组角两小时后待组角胶凝固后才能移交下工序。、4±2000mm误差≤误差±2000m;>2.0mm;对角线之差≤±3.0mm。3.0mm
门窗组装
核对装配方向、型材拼接方向
如平开窗拼接窗框拼装时端面需做防水处理,;推拉时端面需抹胶(榫头位胶不透光为宜)紧固后对多余可见窗在拼装前预加防水垫片,防水片做切割处理
检查组角内角、中梃拼接接角处是否勾胶,并密实。装配滑撑前,必须先对滑撑位置的内角先勾胶再上滑撑。
拼接处间隙,拼接处平面高低误差小于0.3mm0.3mm
门窗外形尺寸
≤2000mm误差±2.0mm 3.0mm误差±2000mm>
对角线尺寸
≤3.0mm
门窗框、门窗扇相邻件
装配间隙
0.3mm≤
相邻构件同一平面度
0.4mm≤
门窗框、门窗扇搭接量
1mm±窗:b±2mm门:b
五金件安装
安装牢固,数量齐全,五金件安装位置应正确,开关灵活,便于更换,质量符合标准要求
平开窗:平合页≤80N摩擦铰链
检验:校队:日期:
铝合金门窗过程检验记录表
工程名称
数量
规格型号
检验项目
技术要求
实测结果
结论
下料
0.5mm长度≤±
0.1mm
端面与侧面不垂直度≤
角度±0.1°
水槽孔
开平开窗应在下方距滑撑对角的内角100mm水槽缺,长度为8mm—10mm;推拉窗水槽孔加工距端部230±3mm
密封条、毛条装配
收缩、接口严密,无脱槽、装配应均匀、牢固,虚压等现象
压线装配
,长度差≤装配应牢固,高低差≤0.3mm 0.3mm,不得在一边使用两根压线
玻璃装配
规定,中空玻璃厚度大于JG/T113应符合,应考虑嵌入深度,前后部余隙24mm
执手开关力
80N
平开窗≤
开关力
135N推拉窗:推拉窗≤100N上下推拉窗≤30-80N
断面尺寸允许误差为±
在中梃加装位置先划基准门窗在加装中梃前,线,划线时应充分考虑型材壁厚、角铝位置、角铝方向等
门窗组角
2.0mm误差±≤2000mm 3.0mm
误差±>2000mm
3.0mm
对角线之差≤±
相邻构件平面高度差≤0.4mm
组角时组角胶涂抹于角码切割断面两边,型材断面要涂抹同色硅酮密封胶在拼接端面,要全组角成形后表面余胶要清除干涂并涂抹均匀,净
检验:校队:日期:
铝合金门窗组装工序质检记录表
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
抽检数量
实测结果
合格数量
存在问题
解决方法
型、核对装配方向、1材拼接方向。、内外插件要紧固,2无松动现象、窗框拼装时端面需做3如平开窗拼接防水处理,(榫头位胶时端面需抹胶;推拉窗在不透光为宜)紧拼装前预加防水垫片,固后对多余可见防水片做切割处理。、拼接处平面高低误差4拼接处间隙,小于0.3mm小于0.3mm。、检查组角内角、中梃5并拼接接角处是否勾胶,密实。装配滑撑前,必须先对滑撑位置的内角先勾胶再上滑撑。梃与边框断开6、检查Z拼接处是否采取加固措构件间连接应施并牢固。紧固件不应直接固牢固,定在隔热材料上。
、下料端面应平整,2无毛刺。
检验:校队:日期:
铝合金门窗水槽孔(锁孔)工序质检记录表
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
抽检数量
实测结果
合格数量
存在问题
解决方法
按图纸要求,对水槽(锁孔)进行检验:孔平开、1水槽孔加工:窗应在下方距滑撑对角的内角100mm开为度槽水缺,长推拉窗10mm8mm—;部距水槽孔加工端230±3mm。五金配件安装处开2、孔以五金配件尺寸规格为准,考虑实际使以使用灵活,用功能,使用不变形为宜。滑撑位置端铣面应3、平整,其长度应比滑5mm。撑
检验:校队:日期:
铝合金门窗端铣工序质检记录表
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
抽检数量
实测结果
合格数量
存在问题
解决方法
各型材端部铣及端、1部拼装缺应根据所配型材尺寸铣缺其误差,其端铣为±0.3mm面应无飞边、毛刺。部分门窗在组装时2、需对与之配合型材做铣缺处理,铣缺位置按标注位置允许误差其铣缺尺0.3mm,为±寸大小应根据与之配合型材断面尺寸允许0.3mm。误差为±、门窗在加装中梃3前,在中梃加装位置先划基准线,划线时壁分应充考虑型材厚、角铝位置、角铝方向等。
锁孔
五金配件安装处开孔以五金配件尺寸规格为准,考虑实际使用功能端部铣及端部拼装缺应根据所配型材,其端铣面应无飞0.3mm尺寸铣缺其误差为±边、毛刺
部分门窗在组装时需对与之配合型材做铣缺处理,铣缺位置按标注位置允许误差为±其铣缺尺寸大小应根据与之配合型材0.3mm,0.3mm
小于
五金件安装
应位置正确,牢固齐全,开启灵活,便于更换
玻璃安装
推拉扇打胶前对窗扇对角线、压线进行检查;玻璃胶要求粗细均匀,外形美观;无断胶、脱胶、气泡等现象
检验:校队:日期:
铝合金门窗下料工序质检记录表
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
抽检数量
实测结果
合格数量
存在问题
解决方法
按图纸要求,对下料尺寸进行检验:1、下料尺寸误差:±L<误差:长度0.5mm;o;0.1角度误差Q<±截面垂直度误差:±0.1mm
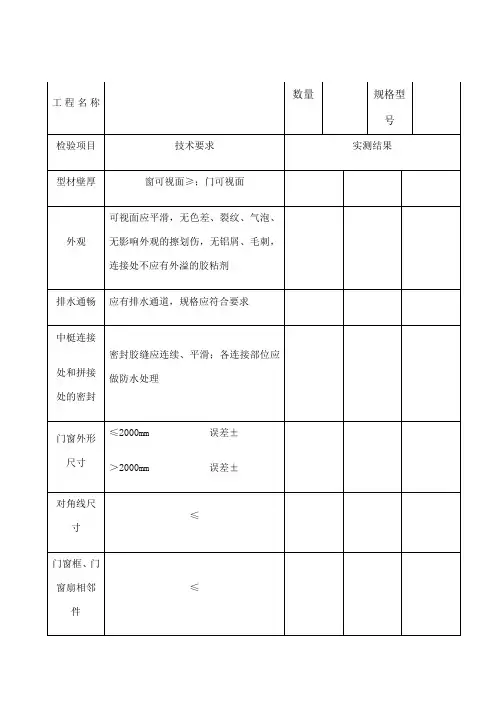
铝合金门窗检验记录表
工程名称
数量
规格型号
检验项目
技术要求
实测结果
型材壁厚
2.0mm;门可视面窗可视面≥1.4mm
外观
气泡、无影响裂纹、可视面应平滑,无色差、外观的擦划伤,无铝屑、毛刺,连接处不应有外溢的胶粘剂
排水通畅
应有排水通道,规格应符合要求
中梃连接处和拼接处的密封
各连接部位应做防水平滑;密封胶缝应连续、处理
铝合金门窗玻璃装配工序质检记录表
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
抽检数量
实测结果
合格数量
存在问题
解决方法
、压座、压线的长度应1其长度误差小于等合适,高低差小于等0.3mm,于0.3mm。于、在玻璃打胶前对窗扇2对角线、压线进行检查,是压线碰头处是否严密,对角否有松动和高低差,发现有线误差是否过大,以上现象应立即进行处理。玻璃胶要求粗细均匀,3、—外形美观,胶体在7之间,注胶厚度不8mm,在打胶中3mm应小于无断胶、脱胶、气泡等现因铝合金门窗为双面象;要求先打面需干透打胶,后方可对另一面打胶。
检验:校队:日期:
铝合金门窗组角工序质检记录表
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
抽检数量
实测结果
合格数量
存在问题
解决方法
组角时组角胶涂抹1、两面码切割断于角边,型材断面要涂抹同色硅酮密封胶在拼接端面,要全涂并涂抹均匀。窗框同一平面度误、2,两相0.3mm差小于邻组角型材无错位现象。组角成形后表面余3、胶要清除干净,根据规格进行分类堆放整齐,并用软质材料垫衬,防止表面擦伤。组角两小时后待组角胶凝固后才能移交下工序。、4±2000mm误差≤误差±2000m;>2.0mm;对角线之差≤±3.0mm。3.0mm
门窗组装
核对装配方向、型材拼接方向
如平开窗拼接窗框拼装时端面需做防水处理,;推拉时端面需抹胶(榫头位胶不透光为宜)紧固后对多余可见窗在拼装前预加防水垫片,防水片做切割处理
检查组角内角、中梃拼接接角处是否勾胶,并密实。装配滑撑前,必须先对滑撑位置的内角先勾胶再上滑撑。
拼接处间隙,拼接处平面高低误差小于0.3mm0.3mm
门窗外形尺寸
≤2000mm误差±2.0mm 3.0mm误差±2000mm>
对角线尺寸
≤3.0mm
门窗框、门窗扇相邻件
装配间隙
0.3mm≤
相邻构件同一平面度
0.4mm≤
门窗框、门窗扇搭接量
1mm±窗:b±2mm门:b
五金件安装
安装牢固,数量齐全,五金件安装位置应正确,开关灵活,便于更换,质量符合标准要求
平开窗:平合页≤80N摩擦铰链
检验:校队:日期:
铝合金门窗过程检验记录表
工程名称
数量
规格型号
检验项目
技术要求
实测结果
结论
下料
0.5mm长度≤±
0.1mm
端面与侧面不垂直度≤
角度±0.1°
水槽孔
开平开窗应在下方距滑撑对角的内角100mm水槽缺,长度为8mm—10mm;推拉窗水槽孔加工距端部230±3mm
密封条、毛条装配
收缩、接口严密,无脱槽、装配应均匀、牢固,虚压等现象
压线装配
,长度差≤装配应牢固,高低差≤0.3mm 0.3mm,不得在一边使用两根压线
玻璃装配
规定,中空玻璃厚度大于JG/T113应符合,应考虑嵌入深度,前后部余隙24mm
执手开关力
80N
平开窗≤
开关力
135N推拉窗:推拉窗≤100N上下推拉窗≤30-80N
断面尺寸允许误差为±
在中梃加装位置先划基准门窗在加装中梃前,线,划线时应充分考虑型材壁厚、角铝位置、角铝方向等
门窗组角
2.0mm误差±≤2000mm 3.0mm
误差±>2000mm
3.0mm
对角线之差≤±
相邻构件平面高度差≤0.4mm
组角时组角胶涂抹于角码切割断面两边,型材断面要涂抹同色硅酮密封胶在拼接端面,要全组角成形后表面余胶要清除干涂并涂抹均匀,净
检验:校队:日期:
铝合金门窗组装工序质检记录表
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
抽检数量
实测结果
合格数量
存在问题
解决方法
型、核对装配方向、1材拼接方向。、内外插件要紧固,2无松动现象、窗框拼装时端面需做3如平开窗拼接防水处理,(榫头位胶时端面需抹胶;推拉窗在不透光为宜)紧拼装前预加防水垫片,固后对多余可见防水片做切割处理。、拼接处平面高低误差4拼接处间隙,小于0.3mm小于0.3mm。、检查组角内角、中梃5并拼接接角处是否勾胶,密实。装配滑撑前,必须先对滑撑位置的内角先勾胶再上滑撑。梃与边框断开6、检查Z拼接处是否采取加固措构件间连接应施并牢固。紧固件不应直接固牢固,定在隔热材料上。
、下料端面应平整,2无毛刺。
检验:校队:日期:
铝合金门窗水槽孔(锁孔)工序质检记录表
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
抽检数量
实测结果
合格数量
存在问题
解决方法
按图纸要求,对水槽(锁孔)进行检验:孔平开、1水槽孔加工:窗应在下方距滑撑对角的内角100mm开为度槽水缺,长推拉窗10mm8mm—;部距水槽孔加工端230±3mm。五金配件安装处开2、孔以五金配件尺寸规格为准,考虑实际使以使用灵活,用功能,使用不变形为宜。滑撑位置端铣面应3、平整,其长度应比滑5mm。撑
检验:校队:日期:
铝合金门窗端铣工序质检记录表
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
抽检数量
实测结果
合格数量
存在问题
解决方法
各型材端部铣及端、1部拼装缺应根据所配型材尺寸铣缺其误差,其端铣为±0.3mm面应无飞边、毛刺。部分门窗在组装时2、需对与之配合型材做铣缺处理,铣缺位置按标注位置允许误差其铣缺尺0.3mm,为±寸大小应根据与之配合型材断面尺寸允许0.3mm。误差为±、门窗在加装中梃3前,在中梃加装位置先划基准线,划线时壁分应充考虑型材厚、角铝位置、角铝方向等。
锁孔
五金配件安装处开孔以五金配件尺寸规格为准,考虑实际使用功能端部铣及端部拼装缺应根据所配型材,其端铣面应无飞0.3mm尺寸铣缺其误差为±边、毛刺
部分门窗在组装时需对与之配合型材做铣缺处理,铣缺位置按标注位置允许误差为±其铣缺尺寸大小应根据与之配合型材0.3mm,0.3mm
小于
五金件安装
应位置正确,牢固齐全,开启灵活,便于更换
玻璃安装
推拉扇打胶前对窗扇对角线、压线进行检查;玻璃胶要求粗细均匀,外形美观;无断胶、脱胶、气泡等现象
检验:校队:日期:
铝合金门窗下料工序质检记录表
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
抽检数量
实测结果
合格数量
存在问题
解决方法
按图纸要求,对下料尺寸进行检验:1、下料尺寸误差:±L<误差:长度0.5mm;o;0.1角度误差Q<±截面垂直度误差:±0.1mm
铝合金门窗检验记录表
工程名称
数量
规格型号
检验项目
技术要求
实测结果
型材壁厚
2.0mm;门可视面窗可视面≥1.4mm
外观
气泡、无影响裂纹、可视面应平滑,无色差、外观的擦划伤,无铝屑、毛刺,连接处不应有外溢的胶粘剂
排水通畅
应有排水通道,规格应符合要求
中梃连接处和拼接处的密封
各连接部位应做防水平滑;密封胶缝应连续、处理