SMT巡检日报表
IPQC巡检日报表(SMT)

回流焊
QC
检查时间: : 修理 每两小时抽检10PCS 修理品及本时间段总 体修理品质状况 : : : : : 相关工位人员是否佩戴静电手环,并测试合 格? RoHS产品是否都用了RoHS物料及专用工具? 其它 生产前是否有检测炉温条件且合符要求?
注:检查标准依客户要求,IPC-A-610标准及我司品质要求
F279-1A
IPQC巡检日报表(SMT)
班别:
白班
夜班
客户
检查站点 检查项目
产品
检查结果 锡膏是否失效?搅拌是否为3-5分钟?解冻时间 是否≥4H?锡膏储存温度是否都在0-10℃。锡 膏在钢网上的使用时间有无超过12小时。 钢网及刮刀是否满足品质要求? 印锡员工是否进行自检,并将真实不良状况进 行登记? 检查时间: : 每两小时抽检10PCS 印锡完成品及本时间 段的品质状况 : : : : : SMT上料、换料确认是否符合规定? 检查时间: : 每两小时抽检10PCS 贴装完成品及本时间 段总体贴装品质状况 : : : : : 回流条件能否满足品质要求? 检查时间: : 每两小时抽检10PCS 回流焊完成品及本时 间段总体回流焊品质 状况? : : : : : QC人员对标准是否明确?有无合格证? QC检查不良率是否满足规定要求?
SMT常规巡检表
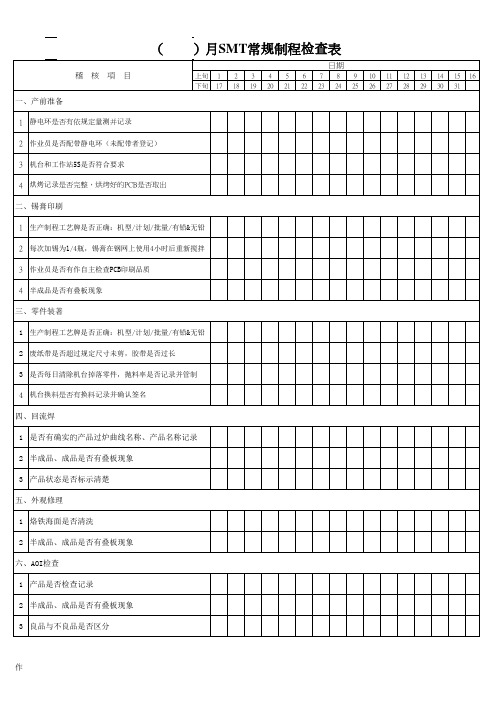
2 废纸带是否超过规定尺寸未剪,胶带是否过长
3 是否每日清除机台掉落零件,抛料率是否记录并管制
4 机台换料是否有换料记录并确认签名
四、回流焊
1 是否有确实的产品过炉曲线名称、产品名称记录
2 半成品、成品是否有叠板现象
3 产品状态是否标示清楚
五、外观修理
1 பைடு நூலகம்铁海面是否清洗
2 半成品、成品是否有叠板现象
(
稽 核 項 目 一、产前准备
)月SMT常规制程检查表
日期
上旬 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 下旬 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 静电环是否有依规定量测并记录
2 作业员是否配带静电环(未配带者登记)
六、AOI检查
1 产品是否检查记录
2 半成品、成品是否有叠板现象
3 良品与不良品是否区分
作
3 机台和工作站5S是否符合要求
4 烘烤记录是否完整,烘烤好的PCB是否取出
二、锡膏印刷
1 生产制程工艺牌是否正确:机型/计划/批量/有铅&无铅
2 每次加锡为1/4瓶,锡膏在钢网上使用4小时后重新搅拌
3 作业员是否有作自主检查PCB印刷品质
4 半成品是否有叠板现象
三、零件装著
1 生产制程工艺牌是否正确:机型/计划/批量/有铅&无铅
SMT巡检表

日期 Date:
No.
区域Area /类别
Category
产品product:
SMT线体Line:
巡检内容Inspection content
IPQC:
白
班次D/N:
夜
XLCZ-FM-PE-011
时间Time
8:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 20:00-22:00 22:00-24:00 24:00-2:00 2:00-4:00 4:00-6:00 6:00-8:00
℃, maximum temperature: 237-245℃, cooling rate: 1-4℃/S)?
检查炉后的降温风扇运转是否正常Check if the cooling fan behind the furnace is running normally
不良样件是否验证程序Defective samples are verified procedures
程序名是否和机种型号一致Is the program name consistent with the model
发料表是否标识BIN区信息并和实物,站位表一致Whether the sending table identifies BIN area information and is consistent with the physical object and the station table
15
ESD
静电环静电报警器开关是否打开Whether the switch of electrostatic alarm is on or
SMT日常生产巡检表

新产品
程序
程序名使用正确 程序标准库检讨
与《程序列表》,产品名称、版本号一致
新产品
AOI程序检出力试验
后工程反馈不良检讨,定期制作不良板进行检出 力检讨--履历管理
随时
操作员 操作员 操作员
操作员/ 技术员 操作员 操作员
班组长
操作员
操作员 技术员 技术员
技术员
操作员/ 技术员 技术员 技术员 技术员
随时
材料方向、规格正确
随时
贴后确认其它位置有无被碰不良
随时
手贴材料
手补散料由操作人员把每天散料四点之前 收集,写明线别机种,交于资材区分,由QC 散料投入管理台帐建立,作为考核操作员、技术 确认后交班组长安排人员手补,标记,并通 员的标准
随时
知目检重点检查
认真了解机器所提示的报警信息,必要时
停机等故障处理 请技术员协助解决,切勿私自进入程序更
新产品
技术员
开机前2小时安排人员进行锡膏回温
确保机器正常运转时锡膏可以使用
开机前 班组长
使用前确认回温时间达到了2小时以上
回温时间不够会因锡膏流动性不好,导致印刷质量 不好
随时
操作员
添加前要使用自动搅拌机搅拌
保证锡膏的流动性
随时 操作员
MASK上的锡膏量保持在250克(半瓶)左右 太多导致锡滚动性不好,太少导致断锡印刷后少锡 随时 操作员
随时 班组长
发现材料有问题及时报告班组长,由班 长通知QC处理
随时 操作员
样板管理:带有标签,标记版本/变更日期
样品板要保证及时更新,巡检时根据变更履历进 行确认
新产品
班组长
审核
批准
巡检周期 9:00 11:00 14:00 16:00
SMT贴片每日检验记录表

SMT贴片每日检验记录表 SMT贴片每日检验记录表
炉前 机种:
Item
炉后
线别: 日期:
6:00 PM 6:00 AM 7:00 PM 7:00 AM 4:00 PM 4:00 AM 5:00 PM 5:00 AM
修复品
年
8:00 PM 8:00 AM
零件数:
班别:
10:00 AM 10:00 PM 11:00 AM 11:00 PM 12:00 PM 12:00 AM
早班
1:00 PM 1:00 AM
晚班
2:00 PM 2:00 AM 3:00 PM 3:00 AM
月
日
Description
与样品板核对者签名
9:00 AM 9:00 PM
总计
1 错件 2 极性/方向反 3 锡珠 4 少件 5 少锡 6 冷焊 7 连锡(桥接) 8 立碑 9 侧立 10 多件 11 多锡 12 翘脚(IC类元件) 13 元件破损 14 空焊 15 偏移 16 翻转(反白) 17 其它(脏污、划伤等) 不良元件个数 不良PCB数量/检验PCB数量
S/N Top-3 Defects/前三项不良ቤተ መጻሕፍቲ ባይዱ1 2 3
RootCacse/根本分析原因
ActionTaken/改善措施
责任人
时间
目检员:
领班:
IPQC巡检报表(SMT)
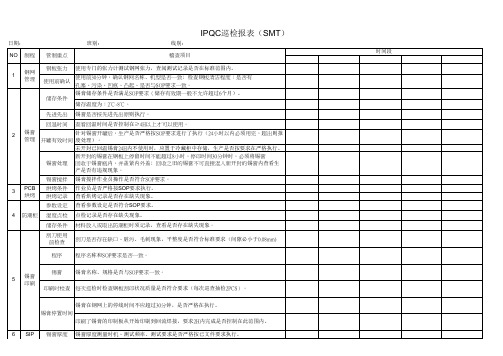
SIP
锡膏厚度
锡膏厚度测量时机、测试频率、测试要求是否严格按已文件要求执行。
7 8 9 10 11 12 13 14 15 16 17
PCB 清洗 转线 管控
印刷不良 PCB管理 清理物料
作业员操作是否按SOP要求执行。 查看:生产现场是否将上工单的物料全部清理干净。
更换 生产过程中更 对于将要结单的产品当手工放料时,请重点稽查及确认此环节物料是否符合BOM要求。 物料 换物料管理 对需更换的物料进行重点稽查或确认所更换物料是否符合BOM要求。 回流 炉温曲线 查阅炉温曲线每天、每条线是否有炉温测试记录且在标准范围内。 回流焊 贴片质量管控 回焊前贴片质量(每次巡检抽查2PCS)查看是否符合要求。 前质量 散料 AOI ESD 烙铁 补焊 目视 散料管控 AOI段管控 ESD管控 烙铁管控 补焊管控 外观检查 烧录管控 重点查看散料是否同样贴有料号、规格、型号等信息且符合BOM要求。 作业员操作是否符合SOP要求。 作业员操作是否符合SOP要求。 查阅烙铁温度是否符合SOP要求 补焊工位所需的物料是否贴有料号、规格、型号等信息标识,作业是否符合SOP要求。 作业员操作是否符合SOP要求。 作业员操作是否符合SOP要求。 微码: 微码: 微码: 微码: 处理结果
3
PCB 烘烤
4
防潮柜
湿度点检 储存条件 刮刀使用 前检查 程序 锡膏
5
锡膏 印刷
印刷时检查 每次巡检时检查钢板刮印状况质量是否符合要求(每次巡查抽检2PCS)。 锡膏在钢网上的停线时间不应超过30分钟,是否严格在执行。 锡膏停置时间 印刷了锡膏的印制板从开始印刷到回流焊接,要求2H内完成是否控制在此范围内。
IPQC巡检报表(SMT)
SMT日常生产巡检表

在料盘上做记录;30分钟内QC确认,并在料 换料记录表填写完整、及时、真实
盘上做记录
快要耗尽的材料提前准备完毕
IC材料剩余1-2米时可以接料,CHIP材料接料后以 不超料盘为准
新产品 随时 随时 随时
随时
随时
随时
技术员 技术员 操作员 操作员
操作员
操作员
操作员
材料更换
材料盘与实物不一致时,使用标签覆盖原 有标识标签,标签上记录料号,规格,贴标 签人,时间,确认人(LCR检测)
随时
改任何参数及数字
样板核对 操作员每隔一小时核对一遍样板
1次/时
设备点检 检查设备气压、动作无异常、表面无污染 急停按钮、设备气压无异常
1次/班
程序
程序名称使用正确
与《程序列表》,产品名称、版本号一致
新产品
确认炉温正常达标后才可放板进入回流焊
推板入回流焊
放板进入前确认回流焊链条宽度合适,入 口和出口处宽度一致,设备间轨道水平一 致
使用前确认无凹凸痕,无破损,PIN孔内无 锡膏
有问题及时报告线长或主管
换线时 操作员
定时检查钢网,防止未清洁、堵孔、损坏 等现象
避免在生产时才发现,影响生产效率
2次/班 班组长
MASK清洗后使用气枪吹干净开孔内锡膏
尤其关注IC PIN部位孔内残留锡膏会导致印刷不 良
随时
操作员
刮刀安装在MASK安装之前进行
部分元件规格一样,但是元件尺寸可能不相同, 可能会发生混用,导致抛料
对于SM411正确了解机器的前后TABLE以及
相应的F/R标示
安装FEEDER前用毛刷清洁TABLE上的异物
避免Feeder晃动,造成抛料,用手轻微摇晃 Feeder末端试验
SMT巡检日报表
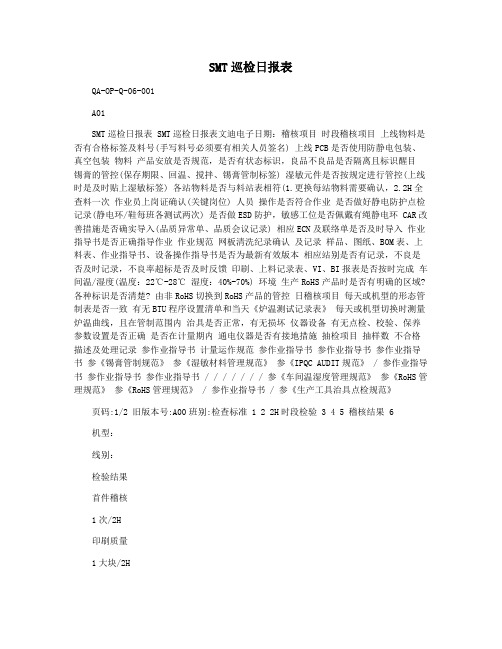
SMT巡检日报表QA-OP-Q-06-001A01SMT巡检日报表 SMT巡检日报表文迪电子日期:稽核项目时段稽核项目上线物料是否有合格标签及料号(手写料号必须要有相关人员签名) 上线PCB是否使用防静电包装、真空包装物料产品安放是否规范,是否有状态标识,良品不良品是否隔离且标识醒目锡膏的管控(保存期限、回温、搅拌、锡膏管制标签) 湿敏元件是否按规定进行管控(上线时是及时贴上湿敏标签) 各站物料是否与料站表相符(1.更换每站物料需要确认,2.2H全查料一次作业员上岗证确认(关键岗位) 人员操作是否符合作业是否做好静电防护点检记录(静电环/鞋每班各测试两次) 是否做ESD防护,敏感工位是否佩戴有绳静电环 CAR改善措施是否确实导入(品质异常单、品质会议记录) 相应ECN及联络单是否及时导入作业指导书是否正确指导作业作业规范网板清洗纪录确认及记录样品、图纸、BOM表、上料表、作业指导书、设备操作指导书是否为最新有效版本相应站别是否有记录,不良是否及时记录,不良率超标是否及时反馈印刷、上料记录表、VI、BI报表是否按时完成车间温/湿度(温度:22℃-28℃ 湿度:40%-70%) 环境生产RoHS产品时是否有明确的区域?各种标识是否清楚? 由非RoHS切换到RoHS产品的管控日稽核项目每天或机型的形态管制表是否一致有无BTU程序设置清单和当天《炉温测试记录表》每天或机型切换时测量炉温曲线,且在管制范围内治具是否正常,有无损坏仪器设备有无点检、校验、保养参数设置是否正确是否在计量期内通电仪器是否有接地措施抽检项目抽样数不合格描述及处理记录参作业指导书计量运作规范参作业指导书参作业指导书参作业指导书参《锡膏管制规范》参《湿敏材料管理规范》参《IPQC AUDIT规范》 / 参作业指导书参作业指导书参作业指导书 / / / / / / / 参《车间温湿度管理规范》参《RoHS管理规范》参《RoHS管理规范》 / 参作业指导书 / 参《生产工具治具点检规范》页码:1/2 旧版本号:A00班别:检查标准 1 2 2H时段检验 3 4 5 稽核结果 6机型:线别:检验结果首件稽核1次/2H印刷质量1大块/2H贴片质量1大块/2H炉后质量20%换线/停线状况登录表单填写要求: 1.稽核正常时在稽核结果栏打“√”标示,稽核有异常时打“×”表示;未涉及项目打“/”表示; 2.在稽核中发现的所有的异常都必须做详细的记录并追踪改善效果;(记录在组装巡检日报表附表中) 3.重大异常除稽核外应按程度开立异常或停线。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
参作业指导书 参《锡膏管制规范》
湿敏元件是否按规定进行管控(上线时是及时贴上湿敏标签)
参《湿敏材料管理规范》
各站物料是否与料站表相符(1.更换每站物料需要确认,2.2H全查料一次
参《IPQC AUDIT规范》
作业员上岗证确认(关键岗位)
/
操作是否符合作业 人员
计量运作规范
抽检项目
抽样数
不合格描述及处理记录
检验结果
首件稽核
1次/2H
印刷质量
1大块/2H
贴片质量
1大块/2H
炉后质量
20%
换线/停线 状况登录
表单填写要求: 1.稽核正常时在稽核结果栏打“√”标示,稽核有异常时打“×”表示;未涉及项目打“/”表示; 2.在稽核中发现的所有的异常都必须做详细的记录并追踪改善效果;(记录在组装巡检日报表附表中) 3.重大异常除稽核外应按程度开立异常或停线。
参《RoHS管理规范》
日稽核项目 每天或机型的形态管制表是否一致 有无BTU程序设置清单和当天《炉温测试记录表》 每天或机型切换时测量炉温曲线,且在管制范围内
/ 参作业指导书
治具是否正常,有无损坏 仪器设备
有无点检、校验、保养
/ 参《生产工具治具点检规范》
参数设置是否正确
参作业指导书
是否在计量期内 通电仪器是否有接地措施
/
ቤተ መጻሕፍቲ ባይዱ
相应站别是否有记录,不良是否及时记录,不良率超标是否及时反馈
/
印刷、上料记录表、VI、BI报表是否按时完成
/
车间温/湿度(温度:22℃-28℃ 湿度:40%-70%)
参《车间温湿度管理规范》
环境 生产RoHS产品时是否有明确的区域?各种标识是否清楚?
参《RoHS管理规范》
由非RoHS切换到RoHS产品的管控
检验员:
审核:
文迪电子
SMT巡检日报表
QA-OP-Q-06-001 A01
页码:1/2 旧版本号:A00
日期:
机型:
线别:
班别:
时段稽核项目
稽核项目
检查标准
2H时段检验 123456
稽核结果
上线物料是否有合格标签及料号(手写料号必须要有相关人员签名)
参作业指导书
上线PCB是否使用防静电包装、真空包装
参作业指导书
产品安放是否规范,是否有状态标识,良品不良品是否隔离且标识醒目 物料
是否做好静电防护点检记录(静电环/鞋每班各测试两次)
参作业指导书 参作业指导书
是否做ESD防护,敏感工位是否佩戴有绳静电环
参作业指导书
CAR改善措施是否确实导入(品质异常单、品质会议记录)
/
相应ECN及联络单是否及时导入
/
作业指导书是否正确指导作业
/
作业规范 及记录
网板清洗纪录确认
/
样品、图纸、BOM表、上料表、作业指导书、设备操作指导书是否为最新有效版本