热轧中厚钢板尺寸、外形、重量及允许偏差Q_ASB 1-2005
热轧钢板标准

热轧钢板标准热轧钢板是一种常见的金属材料,广泛应用于建筑、机械制造、船舶制造、汽车制造等领域。
热轧钢板的质量标准对于保障生产和使用的安全性和可靠性具有重要意义。
本文将介绍热轧钢板的标准内容,以便相关生产和使用方了解和遵守相关标准。
首先,热轧钢板的标准主要包括材料、化学成分、力学性能、尺寸偏差、表面质量等方面的要求。
在材料方面,热轧钢板的主要材质包括碳素钢、合金钢、不锈钢等,不同材质的钢板在使用时具有不同的特性和适用范围。
化学成分是影响热轧钢板性能的重要因素,标准中对各类材质的化学成分都有详细的规定,以确保钢板的质量符合要求。
其次,在力学性能方面,热轧钢板的标准要求对其拉伸强度、屈服强度、延伸率等指标进行严格控制,以保证其在使用过程中具有足够的强度和塑性。
尺寸偏差是影响热轧钢板加工和使用的重要因素,标准中对钢板的厚度、宽度、长度等尺寸进行了规定,以确保其符合生产和使用的要求。
另外,热轧钢板的表面质量也是标准关注的重点之一。
表面质量直接影响到钢板的外观和耐腐蚀性能,标准中对钢板表面的缺陷、氧化皮、锈蚀等问题进行了详细的规定,以确保钢板的表面质量符合要求。
总的来说,热轧钢板的标准内容涵盖了材料、化学成分、力学性能、尺寸偏差、表面质量等多个方面,对于保障热轧钢板的质量和使用安全具有重要意义。
生产和使用单位应当严格遵守相关标准要求,确保热轧钢板的质量符合国家标准,以保障工程质量和使用安全。
综上所述,热轧钢板标准的制定和执行对于保障热轧钢板的质量和使用安全具有重要意义。
希望相关生产和使用单位能够加强对热轧钢板标准的学习和执行,共同维护热轧钢板产品的质量和安全,推动相关行业的健康发展。
热轧扁钢尺寸、外形、重量及允许偏差
热轧扁钢尺寸、外形、重量及允许偏差热轧扁钢是一种平坦状的钢材,其尺寸、外形、重量及允许偏差具有一定的标准化要求。
以下是热轧扁钢的相关标准:一、尺寸热轧扁钢的厚度和宽度可以根据用户需求进行定制,但其一般规格应符合以下标准:厚度:2.0mm-20.0mm;宽度:20mm-200mm;长度:一般6m,也可以根据需要定制。
二、外形热轧扁钢具有平滑、光洁的表面和直边或斜边两种形式。
其边沿与表面平行,不得有裂纹、重复弯曲和明显的氧化皮、划痕等表面缺陷。
斜边扁钢的斜度应适宜,边直角线误差应不大于3mm。
三、重量热轧扁钢的重量与长度成正比,一般情况下,每米扁钢重量表如下:厚度(mm) 宽度(mm) 重量(kg/m)2.0 20 0.1572.5 25 0.2463.0 30 0.3543.5 35 0.4814.0 40 0.6284.5 45 0.7945.0 50 0.9805.5 55 1.1866.0 60 1.4126.5 65 1.6587.0 70 1.9247.5 75 2.2108.0 80 2.5168.5 85 2.8429.0 90 3.1889.5 95 3.55410.0 100 3.940四、允许偏差热轧扁钢的允许偏差包括厚度偏差、宽度偏差和长度偏差三个方面。
其具体标准如下:厚度偏差:标准规定的厚度偏差应符合以下标准:厚度(mm) 允许偏差(mm)2.0≤t<2.5 ±0.152.5≤t<3.0 ±0.203.0≤t<4.0 ±0.254.0≤t<5.0 ±0.305.0≤t<8.0 ±0.408.0≤t≤20.0 ±0.50宽度偏差:在标准规定的宽度范围内,允许偏差应不超过正负5mm。
长度偏差:单个长度应符合下列条件:长度(m) 允许误差(mm)≤6 ±10>6~12 ±20>12~18 ±30>18~24 ±40。
热扎钢板的允收标准
热轧钢板尺寸、重量和外形的允许偏差1.定义本标准中的钢板就是以不确定边缘形状和通常成四边形(正方形或矩形)板形供货的轧制扁钢材。
其边缘形状分为未加工的,机械切割或气割的。
钢板由在四瓶式轧机上轧成的轧制板剪切而得或由在连轧机上轧成的带钢剪切而成。
2.适用范围本标准适用于钢种轧制的公称厚度为3~150毫米和公称宽度2600亳米的热轧钢板。
将本标准应用到公称宽度V600毫米的钢板和应用到用其它钢种制成的钢板必须进行特别商定。
3.材料符合本标准的热轧钢板可用各种屈服点规定W700N∕mm2的非合金钢和合金钢制成。
所需钢种应在标记中注明4.允许的尺寸、重量和外形偏差4.1厚度4在常用的额定厚度允许最大偏差以及限定的额定厚度允许最小偏差的情况下的厚度允许偏差最大列在表1内。
4.2假设质量标准中无其它规定,那么表1内额定厚度允许偏差也适用于具有允许的外表不完整的部位以及去除外表缺陷后的局部磨削部位。
4其它的厚度偏差情况(例如无额定尺寸允许偏差或与额定值对称分配的允许偏差)必须在订购时作特别商定。
但是表1中给定厚度间距的允许偏差也适用于这种情况,如表1所示(例如,额定厚度20亳米时为毫米)。
4同一块钢板最大和最小厚度之间的允许差值也列在表1内,这些厚度允许差值并不适用于第节内所述的钢板部位。
4第节适用于厚度检验。
4.3宽度4带切边的钢板的额定宽度允许超出值可由表2查得(请参阅第节)低于额定宽度是不允许的。
4如果是带原始轧制边的钢板,那么宽度允许偏差应在订购时进行商定。
4.4长度额定长度允许超出值列于表3内(请参阅第节)。
低于额定长度是不允许的。
4.5重量4.假设在钢质量标准内未规定其它值,那么计算理论重量应采用比重∕dn√.4与一批钢板重量有关的理论重量允许超出值列在表4内。
一批钢板中钢种和额定尺寸必须相同。
4如商定其它的厚度公差情况(请参阅节),那么也应商定理论重量允许超出值。
4.5纵向边平直度和垂直度表2带切边钢板的额定宽度允许超出值1包括4000表3额定长度允许超出值4所提供的每块钢板中都必须有一个具有订购宽度和长度额定尺寸的矩形。
热轧钢棒尺寸、外形、重量及允许偏差
22
25
28
30
32
36
40
45
50
56
60
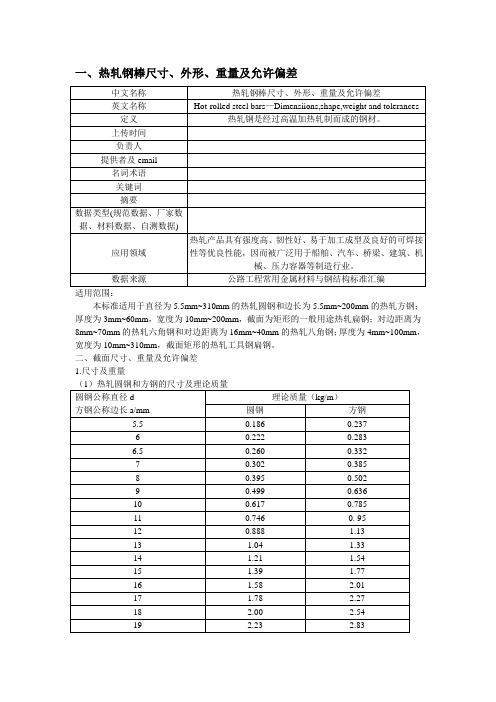
理论质量/(kg/m)(密度7.85g/m3)
10
—
—
—
—
—
—
—
—
—
—
—
—
12
—
—
—
—
—
—
—
—
—
—
—
—
14
—
—
—
—
—
—
—
—
—
—
—
—
16
—
—
—
—
—
—
—
—
—
—
—
—
18
—
—
—
—
—
—
—
—
—
—
—
—
20
—
—
—
—
—
—
—
—
—
—
—
—
22
—
—
—
—
—
—
—
—
—
—
—
—
25
—
—
—
21.58
24.53
27.48
29.44
31.4
35.32
39.25
44.16
49.06
54.95
58.88
130
20.41
22.45
25.51
28.57
30.62
32.66
36.74
40.82
45.92
51.02
57.15
热轧钢板国家标准

热轧钢板国家标准摘要本标准规定了热轧钢板的技术要求、试验方法、检验规则以及标志、包装、运输、储存等要求。
适用于制造构件、焊接钢结构、压力容器、桥梁等领域所用的热轧钢板。
1. 引言热轧钢板是一种常见的金属材料,被广泛应用于建筑、机械制造、汽车制造等领域。
为了确保热轧钢板的质量和安全性,制定了本国家标准,以规范热轧钢板的生产、检验和使用。
2. 规范编号和名称本国家标准的编号为 GB/T XXXX-XXXX《热轧钢板》。
3. 规范引用在制定和应用本国家标准时,应同时参考以下标准的内容:•GB/T XXXX-XXXX《热轧钢板化学成分和机械性能检验方法》•GB/T XXXX-XXXX《热轧钢板的尺寸、形状、重量和允许偏差》4. 术语和定义为了便于理解和适用本国家标准,以下术语和定义适用于该标准:• 4.1 热轧钢板:在高温下进行热轧工艺加工后,制成的钢板。
5. 技术要求5.1 钢板材质热轧钢板应符合以下材质要求:• 5.1.1 钢号:应符合设计要求,并满足相关标准的要求。
• 5.1.2 化学成分:应符合相关标准的要求。
• 5.1.3 机械性能:应符合相关标准的要求。
5.2 表面质量热轧钢板的表面应平整、光洁,不得有明显的凹陷、皱褶、裂纹等缺陷。
5.3 尺寸和形状热轧钢板的尺寸、形状、重量和允许偏差应符合相关标准的要求。
5.4 检验方法热轧钢板的化学成分和机械性能检验方法应参考《热轧钢板化学成分和机械性能检验方法》标准进行。
6. 检验规则热轧钢板的检验应符合以下规则:• 6.1 批量:按同一钢号、同一规格、同一炉号或连铸批次生产的热轧钢板为一批。
• 6.2 检验项目:对每一批热轧钢板进行化学成分和机械性能等检验项目的抽样检查。
• 6.3 检验方法:按照相关标准规定的方法进行检验。
• 6.4 检验结果判定:根据检验结果,判定热轧钢板是否合格。
7. 标志、包装、运输、储存7.1 标志热轧钢板应在钢板上标明以下内容:•7.1.1 钢号•7.1.2 规格•7.1.3 炉号或连铸批次号•7.1.4 标准号•7.1.5 重量7.2 包装热轧钢板的包装应符合相关标准的要求,在运输和储存过程中保护钢板不受损坏。
热轧钢板和钢带的尺寸外型重量及允许偏差
热轧钢板和钢带的尺寸、外型、重量及允许偏差Dimensions,shape.weight and tolerancesGB709-88for hot-rolled plates and sheets代替709-65热轧钢板和钢带的尺寸、外型、重量及允许偏差>>第一页第二页第三页第四页碳素结构钢进入>>本标准适用于宽度大于或等于600mm,厚度为0.35~200mm的热轧钢板和厚度为1.2~25mm的钢带。
本标准也适用于由宽钢带纵剪的窄钢带。
1分类和代号1.1按边缘状态分切边 Q不切边 BQ1.2按轧制精度分较高精度 A普通精度 B2定义2.1钢板是平板状,矩形的,可直接轧制或由宽钢带剪切而成。
2.2钢带是指成卷交货,宽度大于或等于600mm的宽钢带。
3 尺寸3.1钢板尺寸应符合表1的规定,钢带尺寸应符合表2的规定。
钢板宽度也可为50mm或10mm倍数的任何尺寸。
钢板长度为10mm或50mm倍数的任何尺寸。
但厚度小于等于4mm钢板的最小长度不得小于1.2m,厚度大于4mm钢板的最小长度不得小于2m。
3.2根据需方要求,厚度小于30mm的钢板,厚度间隔可为0.5mm。
3.3根据需方要求,经供需双方协议可以供应其他尺寸的钢板和钢带。
4 尺寸偏差4.1钢板和钢带厚度偏差应符合表3和表4的规定。
根据需方要求,可以供应等于允许公差带的限制负偏差的钢板。
4.2切边钢板宽度允许偏差应符合表5的规定表5 mm4.3切边钢带的宽度允许偏差不得超过一列规定。
钢带宽度600~1000mm………………………………………………+5mm;>1000mm……………………………………………………+10mm。
4.4不切边钢带的宽度允许偏差不得超过下列规定。
钢带宽度≤1000mm……………………………………………………+20mm;>1000mm……………………………………………………+30mm。
4.5纵剪钢带的宽度允许偏差应符合表6的规定。
Q BQB 热连轧钢板及钢带的尺寸 外形 重量及允许偏差
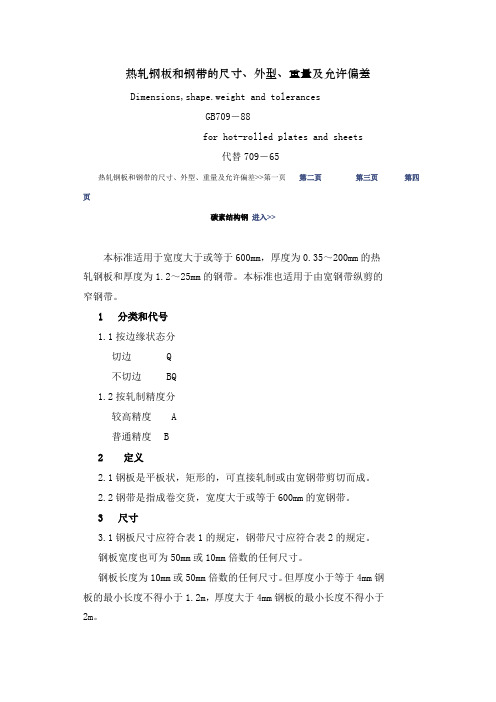
表 4 纵切钢带的宽度允许偏差
mm
在下列厚度时的宽度允许偏差
≤4.0
+1 0
+1 0
+2 0
+2 0
>4.0~8.0
+2 0
+2 0
+2 0
+3 4 0
表 5 钢板的长度允许偏差
mm
公称长度
长度允许偏差
2000~<8000 ≥8000
+0.005×公称长度 0
切边钢板及钢带距侧边不小于 25mm 的任意点,不切边钢板及钢带距侧边不小于 40mm 的任意点。 8.2 钢板不平度的测量
将钢板自由放在平台上,除钢板本身重量外,不施加任何压力,测量钢板下表面与水平面之间的 最大距离,如图 1 所示。 8.3 镰刀弯的测量
钢板或钢带侧边与连接测量部分两端点的直线之间的最大距离。它在产品呈凹形的一侧测量,
7 外形 7.1 对不切头尾和不切边的钢带,检查镰刀弯时,两端不考核的总长度 L 的计算公式为:
L (m)=90/公称厚度(mm) 但两端最大总长度应不大于 20m。 7.2 钢板的不平度允许值应符合表 6 的规定。 7.3 钢板及钢带的镰刀弯允许值应符合相应表 7 和表 8 中的规定。 7.4 钢板的脱方度 u 应不超过钢板实际宽度的 1%。 7.5 钢带和纵切钢带应捆扎牢固,钢卷一侧的塔形允许值应符合表 9 的规定。 7.6 钢卷内径允许偏差应符合表 10 的规定。
+40 0
表 6 钢板的不平度允许值
mm
公称厚度
下 列 宽 度 时 的 不 平 度 允 许 值 a,b,c
≤1200
>1200~1500
>1500
≤2.0
≤18
≤20
≤25
>2.0~25.4
热轧钢板和钢带的尺寸、外型、重量及允许偏差

热轧钢板和钢带的尺寸、外型、重量及允许偏差Dimensions,shape.weight and tolerancesGB709-88for hot-rolled plates and sheets 代替709-65热轧钢板和钢带的尺寸、外型、重量及允许偏差>>第一页第二页第三页第四页碳素结构钢进入>>本标准适用于宽度大于或等于600mm,厚度为0.35~200mm的热轧钢板和厚度为1.2~25mm的钢带。
本标准也适用于由宽钢带纵剪的窄钢带。
1分类和代号1.1按边缘状态分切边 Q不切边 BQ1.2按轧制精度分较高精度 A普通精度 B2定义2.1钢板是平板状,矩形的,可直接轧制或由宽钢带剪切而成。
2.2钢带是指成卷交货,宽度大于或等于600mm的宽钢带。
3 尺寸3.1钢板尺寸应符合表1的规定,钢带尺寸应符合表2的规定。
钢板宽度也可为50mm或10mm倍数的任何尺寸。
钢板长度为10mm或50mm倍数的任何尺寸。
但厚度小于等于4mm钢板的最小长度不得小于1.2m,厚度大于4mm钢板的最小长度不得小于2m。
3.2根据需方要求,厚度小于30mm的钢板,厚度间隔可为0.5mm。
3.3根据需方要求,经供需双方协议可以供应其他尺寸的钢板和钢带。
4 尺寸偏差4.1钢板和钢带厚度偏差应符合表3和表4的规定。
根据需方要求,可以供应等于允许公差带的限制负偏差的钢板。
4.2切边钢板宽度允许偏差应符合表5的规定表5 mm4.3切边钢带的宽度允许偏差不得超过一列规定。
钢带宽度600~1000mm………………………………………………+5mm;>1000mm……………………………………………………+10mm。
4.4不切边钢带的宽度允许偏差不得超过下列规定。
钢带宽度≤1000mm……………………………………………………+20mm;>1000mm……………………………………………………+30mm。
4.5纵剪钢带的宽度允许偏差应符合表6的规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
鞍山钢铁集团公司企业标准
Q/ASB 1-2005
代替Q/ASB 1-2004
热轧中厚钢板尺寸、外形、
重量及允许偏差
2005-06-15发布 2005-07-01实施
鞍山钢铁集团公司 发布
前 言
为满足鞍钢中、厚钢板的生产和国内外用户需求,参照GB/T 709—1988、JIS G 3193—1990、ASTM A6/A6M—2001和BS EN 10029:1991的规定和生产厂的生产实际,对Q/ASB 1-2004《热轧中、厚板尺寸、外形重量及允许偏差》进行修订。
本标准代替Q/ASB 1-2004《热轧中、厚板尺寸、外形重量及允许偏差》。
本标准与Q/ASB 1-2004相比,主要变化如下:
——加严了部分规格钢板的厚度公差;限定负偏差轧制钢板的负偏差由原0.3mm修改为0.25mm。
——加严了钢板的长度允许偏差和镰刀弯;
——钢板的不平度采用相应欧洲标准指标。
本标准可作为中板厂和厚板厂按GB/T 709—1988标准交货的依据,也可作为按JIS G 3193—1990、ASTM A6/A6M—2001和BS EN10029:1991标准组织生产的依据。
本标准的附录A是规范性附录。
本标准由鞍山钢铁集团公司科技质量部提出。
本标准由鞍山钢铁集团公司科技质量部归口。
本标准起草单位:鞍钢集团公司科技质量部、鞍钢集团公司厚板厂。
本标准主要起草人:郑英杰、丛津功。
本标准水平等级记:Q/ASB 1-2005 Y。
热轧中厚钢板尺寸、外形、重量及允许偏差
1 范围
本标准规定了热轧中厚钢板的尺寸、外形、重量及允许偏差等。
本标准适用于鞍钢集团公司中板厂和厚板厂生产的热轧中厚板。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后的所有修改单(不包括勘误的内容)或修订版本均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
YB/T 081 冶金技术标准的数值修约与检验数值的判定原则
3 尺寸及允许偏差
3.1 钢板的厚度允许偏差应符合表1、表2或表3的规定。
订货时需方应明确厚度偏差的控制类型。
若没有规定时,一般按国家标准订货的钢板按本标准表1的规定;按日本标准、欧洲标准及英国标准订货的钢板按本标准表2的规定;按美国标准订货的钢板及锅炉板、压力容器板、船板按本标准表3的规定。
表1 单位为毫米
以下宽度的厚度允许正偏差
钢板厚度 负偏差
≤1500 >1500~2000>2000~2500>2500~3000>3000~3500 >3500 >5~8 0.60 0.20 0.20 0.40 0.50 0.60 0.80 >8~10 0.70 0.20 0.30 0.40 0.40 0.60 0.80 >10~16 0.75 0.25 0.25 0.35 0.45 0.55 0.85 >16~25 0.80 0.20 0.30 0.40 0.50 0.70 0.90 >25~40 0.90 0.20 0.30 0.40 0.70 0.80 1.00 >40~80 1.00 0.30 0.40 0.60 0.70 0.90 1.00 >80 1.50 0.30 0.50 0.70 0.90 1.00 1.00
1
Q/ASB 1-2005
表2 单位为毫米
以下宽度的厚度允许正偏差
钢板厚度
≤1500
>1500~2000>2000~2500>2500~3000>3000~3500 >3500 >5~8 ±0.40 ±0.40 ±0.50 ±0.55 ±0.60 ±0.70 >8~10 ±0.45 ±0.50 ±0.55 ±0.55 ±0.65 ±0.75 >10~16 ±0.50 ±0.55 ±0.55 ±0.60 ±0.65 ±0.80 >16~25 ±0.50 ±0.55 ±0.60 ±0.65 ±0.75 ±0.85 >25~40 ±0.55 ±0.60 ±0.65 ±0.80 ±0.85 ±0.95 >40~80 ±0.65 ±0.70 ±0.80 ±0.85 ±0.95 ±1.00 >80
±0.90
±1.00
±1.10
±1.20
±1.25
±1.25
表3 单位为毫米
以下宽度的厚度允许正偏差
钢板厚度 负偏差
≤1500 >1500~2000
>2000~2500
>2500~3000
>3000~3500
>3500>5~8 0.55 0.55 0.75 0.85 0.95 1.15 >8~10 0.65 0.75 0.85 0.85 1.05 1.25 >10~16 0.75 0.85 0.85 0.95 1.05 1.35 >16~25 0.75 0.85 0.95 1.05 1.25 1.45 >25~40 0.85 0.95 1.05 1.35 1.45 1.65 >40~80 1.05 1.15 1.35 1.45 1.65 1.75 >80
0.25 1.55
1.75
1.95
2.15
2.25
2.25
钢板厚度的正负允许偏差可在公差带范围内进行调整。
3.2 切边钢板的宽度允许偏差应符合表4的规定。
表4 单位为毫米
切割状态 宽度允许偏差
剪切 +15 0 火焰切割
+25 0
3.3 钢板的长度允许偏差应符合表5的规定。
表5 单位为毫米
钢板长度 长度允许偏差
≤6000 +20 0 >6000
+30 0
3.4 不切边和不切头尾钢板的宽度和长度应满足订货要求的最小尺寸。
2
Q/ASB 1-2005 4 外形
4.1 钢板的镰刀弯应不大于钢板长度的0.1%。
4.2 钢板的切斜度应不超过钢板宽度的1%。
4.3 钢板的不平度应符合表6的规定。
表6单位为毫米
不平度,不大于
钢类Ⅰ 钢类Ⅱ 钢板厚度
测量长度
1000 2000 1000 2000 ≤10 7 11 10 14
>10~25 7 10 10 13
>25~40 6 9 9 12 >40 5 8 8 11 注:钢类Ⅰ适用于规定的最小屈服强度不大于460MPa的钢板,钢类Ⅱ适用于规定的最小屈服强度大于460MPa的钢板。
5 尺寸及外形的测量
5.1 厚度的测量
切边钢板:在距边部不小于15mm的任意位置。
不切边钢板:在距边部不小于40mm的任意位置。
5.2 镰刀弯的测量
测量钢板轧制方向侧边与同方向两端点直线之间距离的最大值。
在产品呈凹形一侧测量。
5.3 切斜的测量
测量钢板的宽度在轧制方向上的垂直投影长度或者钢板对角线之差的二分之一。
5.4 不平度的测量
将钢板自由放在平台上,除钢板本身重量外不施加任何压力,测量钢板与直尺之间的最大距离。
6 重量
6.1 钢板按理论计算重量,计算方法按附录A(规范性附录)。
6.2 对限定负偏差的锅炉、压力容器等钢板采用公称厚度加附加值作为计算理论重量的理论厚度,厚度附加值的计算方法如下:
厚度附加值=正偏差值加负偏差绝对值/2-0.25mm。
7 数值修约
数值修约方法按YB/T 081的规定。
3
Q/ASB 1-2005
附录A
(规范性附录)
钢板的理论重量计算方法
A.1 钢板理论计重时,其尺寸均采用公称尺寸。
A.2 钢板理论重量计算方法按表A.1。
表A1
计算顺序 计算方法 结果修约 基本重量,kg/mm.m2 7.85(厚度1mm、面积1m2的重量) ─
单位重量,kg/m2 基本重量(kg/m.mm2)×厚度(mm) 修约至小数点后二位数钢板面积,mm2 宽度(m)×长度(m) 修约至小数点后二位数1块板重量,kg 单位重量(kg/m2)×钢板面积(m2) 修约至整数
总重量,kg 各张钢板重量之和 —
A.3 不切边和不切头尾钢板理论计重时可按原料重量的98.5%计算成品重量。
4。