拖拉机链板座冲压模具设计
(数控模具设计)冲压模具图例精编

(数控模具设计)冲压模具
图例
冲压模具图例(示图)
常闭触头级进模具
滑片级进模产品图
滑片级进模具产品装配图
冲孔、落料级进模(壹)
冲孔、落料级进模(二)
定转子片硬质合金级进模模具装配图
磁轭片硬质合金级进模
动触座级进模具装配图
动触座级进模具装配图二
接触板级进模具装配图
压簧级进自动模
压簧级进自动模产品图
二轮压簧级进模
铆接成形级进模具装配图
钩式送料连续拉深模
钩式送料连续拉深模产品图二
滚轴式送料切断、压弯级进模产品图滚轴式送料切断、压弯级进模产品图二插销式送料压弯、切断级进模具装配图
定转子硬质合金级进模
双切口连续拉深模具装配图
整带料自动连续拉深模具装配图
整带料自动连续拉深模具产品图
对向凹模
汽车车门齿板模具装配图
汽车车门齿板产品图
汽车散热器罩修边冲孔模
精密冲裁模(壹)
精密冲裁模(二)
精密冲裁模(三)
正装-倒装复合模
子冲片复合模模具装配图
磁极片复合模模具装配图
转子冲槽复合模模具装配图
斜楔式冲孔模
调焦导向盘侧向模具装配图
槽钢产品图
剖切模-管件切槽模模具产品装配图外缘-内缘-整修模-筒壁切舌模
自行车花盘冷挤模
管子冲孔、扩口模模具装配图
装配模模具装配图
液压胀形模产品图
通用切断模产品图
汽车前围外板拉深模
变薄-旋转变薄模具装配图
液压拉深模产品图
大型件弯曲模
V形件-U形件-W形件弯曲模
Z形件-圆形件弯曲模产品图卷圆模产品图压圈弯曲模模具装配图
螺旋弯曲模模具装配图
其它形状件弯曲模产品图。
拖拉机机架导板冲孔模设计

收稿日期252作者简介王保东(2),男,工程师。
文章编号:100124934(2008)0620026202拖拉机机架导板冲孔模设计王保东,葛林静,李照普(河南英威东风机械制造有限公司,河南 南阳 474674)摘 要:通过对拖拉机机架产品的工艺分析,在总结原工艺方案不足之处的基础上,设计出专用导板冲孔模,将其侧臂上的8个孔一次冲出,从而提高了生产效率,保证了产品质量。
关键词:拖拉机机架;冲压;模具结构中图分类号:T G 386.2 文献标识码:BAbstract :B y a nal yzi ng t he process of t he t ract or f ra me p roduct and s um ma rizi ng t he defi 2cie nci es of t he origi nal pr ocess ,a speci al pi erci ng die f or gui de pl ate was des igned t o pi e rce 8holes on t he si de a rm i n one s t roke ,whic h coul d i mp rove pr oduct i vit y pr oduc t quali t y.K eyw or ds :t ract or f ra me ;pi erci ng;die s t ructure62Die and Moul d Technology No6.2008:2008027:19705 结论该模投入使用至今,已冲压数十万余件,经过生产实践证明,该模具结构合理、可靠。
冲出的零件完全达到图纸要求,且提高效率20多倍。
参考文献:[1]冲模设计手册编写组.冲模设计手册[M ].北京:机械工业出版社,1997.[2]杜东福.冷冲压模具设计[M ].长沙:湖南科学技术出版社,1991.欢迎投稿欢迎订阅欢迎广告投放72模具技术2008.No.6。
浅析链板冲压模具的优化设计

浅析链板冲压模具的优化设计作者:仝彤来源:《科学与财富》2016年第16期摘要:在当前社会中,链板冲压模具是一种十分重要的工具,在各个领域当中,都得到了十分广泛的应用。
但是在实际应用中,仍然存在着一定的问题和不足,基于此,本文首先分析了链板冲压模具的主要类别和优缺点,然后对链板冲压模具的优化设计进行了分析,通过对结构的合理选择,提升模具的使用寿命,最后对其零件内在质量的优化进行了分析。
关键词:链板冲压模具;优化;设计前言:在很多领域当中,链条都是一种应用非常广泛的基础机械部件,在大中心距、重载、高速等条件之下,链条要比齿轮、齿轮带的传动方式具有更为良好的传动性能。
在链条行业中,具有劳动密集型的特点,因此,为了提高生产效率、降低材料损耗,应当通过对链板冲压模具的优化设计,尽力将零件的质量进行提升。
一、链板冲压模具的分类及特点(一)多颗级进模具多颗级进模具是一种十分有效的链板冲压模具,能够在高速冲床上进行安装和应用,在实际运行中能够达到每分钟250次的冲制频率。
同时,该模具的生产效率、材料利用率等,都能够得到良好的提升,除了能够对零件的设计要求加以确保,还能够保证质量更加良好的外缘光亮带和孔径光亮带,具有其它集中模具无法超越的优势[1]。
不过,在实际应用当中,除了这些优势以外,多颗级进模具也具有一定的问题,例如,对于原材料具有很高的镰刀弯要求,如果镰刀弯较大,将会在链板孔上造成破片、偏心等方面的问题,或是难以连续冲裁卡料。
(二)多颗复合模具多颗复合模具是在单颗复合模具的基础上发展出来的,通过对每次冲压落片数量的增加,对于生产效率和材料利用率的提升十分有利。
同时,针对每颗落片的位置,对排料进行了相应的设计,因而能够有效的提升材料利用率和生产效率。
与单颗复合模具相比,多颗复合模具具有更高的精度要求,同时具有较大的节距散差,容易在孔径光亮带的位置,出现一些缺陷或偏斜的问题。
(三)单颗复合模具在单颗复合模具当中,具有加工精度要求低、模具生产周期短、加工方便、结构简单等优点,在链板小批量生产中应用广泛,在中小型企业只能够在新产品试制、小批量生产当中,都得到了广泛的应用。
拖拉机机架框冷冲模具设计
1
1
UG是当前世界上最先进和紧密集成CAID/CAD/CAE/CAM的系统解决方案,它的功能覆盖整个产品的开发过程。由于UG制图是基于三维实体模型建立一张完全的二维工程图的过程与工具,它提供的主模型设计思想为各学科的并行工程提供了保证。同时,由于与三维模型具有关联性的视图、剖视图、各类标注等功能,使得用户不必担心产品零件结构的更改。
d.冷冲压生产操作简单,因而易实现机械化和自动化,生产率高。如一条由4~6大型压力机组成的冲压生产线, 一分钟可以制造大尺寸汽车覆盖件数十件。
e.尽管制造冷冲模的技术要求高、难度大、成本高,但由于一副模具能冲制成千上万乃至上亿个制件,加之冲压生产率高,因而在大批量生产的条件下,冲压成本及低。
拖拉机链板冲压模具设计
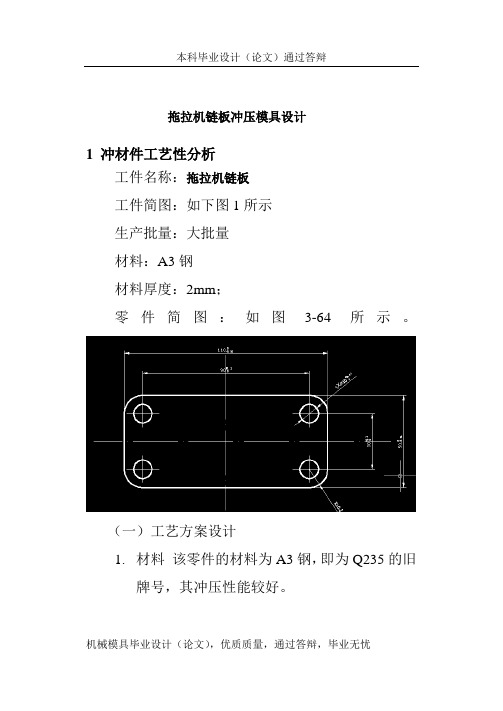
拖拉机链板冲压模具设计1冲材件工艺性分析工件名称:拖拉机链板工件简图:如下图1所示生产批量:大批量材料:A3钢材料厚度:2mm;零件简图:如图3-64所示。
(一)工艺方案设计1.材料该零件的材料为A3钢,即为Q235的旧牌号,其冲压性能较好。
机械模具毕业设计(论文),优质质量,通过答辩,毕业无忧2.零件结构该制件仅有冲孔、落料两个工序特征,形状简单,没有极限冲裁特征,成形容易,适合冲裁。
3.尺寸精度零件图上形状尺寸均属于IT3级精度,冲压加工可以实现。
孔心距的公差为±0.15属于IT11级精度,可以通过模具结构的正确设计来实现。
2.工艺方案该零件包括落料、冲孔两个基本工序,表3-24中列有三种工艺方案。
综上,采用复合冲裁方式为最理想。
由工件尺寸可知,凸凹模壁厚约为5mm,大于最小壁厚,符合要求。
机械模具毕业设计(论文),优质质量,通过答辩,毕业无忧机械模具毕业设计(论文),优质质量,通过答辩,毕业无忧(二)排样设计为了满足各尺寸精度要求,采用直排有废样制件之间的搭边:a 1≥2.2mm (\取a1=2.5mm)制件和条料边缘搭边:a ≥2.5mm (取a=3mm)步距为:s=l+a1=50+2.5=52..5条料宽度:B=(b+2a )--△=(110+6)7.0-=1167.00-确定的排样图如图所示材料利用率:η=A/Bs×100%=83.7%(三) 工艺计算1、冲裁力的计算(1)落料力:F落=Lδb t=272.5N查相关手册知Q235的δb为450Mpa(2)冲孔力:F孔= Lδb t=125.5×900=113.04Kn(3)总冲裁力:F总=:F落+ F孔=385.5kN2.压力中心计算如图3-65所示,若选用垂直与水平两条中心线交点为坐标原点,明显它就是该模具压力中心。
3.刃口尺寸计算机械模具毕业设计(论文),优质质量,通过答辩,毕业无忧依据复合模的结构特点,刃口尺寸最好采用配合加工的方法。
农机链条附件冲压工艺及工装设计
农机链条附件冲压工艺及工装设计农业机械设备已成为提高农业生产率和生产效率的主要因素,必须引起设计人员的重视。
结合现代科学技术,设计更加智能、美观、实用的农业机械设备,提高农业生产的竞争力,促进农业现代化,是农业机械发展面临的首要问题。
标签:农机链条;冲压工艺;工装设计前言农机链附件的零件,广泛用于收割机链条,批量较大。
传统加工工艺,是采用小吨位开式压力机及单工序模具,经落料、刻字、压筋、冲孔、整形、折弯(拉伸)等多个工序冲压加工而成,模具简单、数量多,但生产效率低,成本高。
由于当前市场经济形势影响,制造成本压力日益加大,降低制造成本已经成为企业提升竞争力的主要手段之一,因此迫切需要寻求一种更加经济的生产方式。
1 零件的工艺特点分析(1)零件的两组孔径中间均有压加强筋,压加强筋时极易引起链板平面度超差。
(2)零件孔心距要求较高,孔径垂直度要求较好,折弯后相对应的两个孔径同轴度要好。
(3)零件最后需折弯(拉伸),整体平面度要求较高。
2 冲压工艺改进和模具设计思路传统工艺:备料(球化退火料)→落料(外形)→刻字→压筋→校平(整形)→冲孔→折弯(拉伸)。
传统工艺缺点:一是工序多,生产效率低;二是落料后的刻字、压筋、冲孔均是以外形定位,位置度偏差大。
目前已有企业采用多工位级进模先进工艺:从落料一直到折弯(拉伸)结束,一模二件,生产周期短、效率高。
但该模具适合大批量生产,且模具的设计成本、制造成本和使用成本均比较大,对操作调试要求也比较高。
经分析,设想采用一种折中的工艺,适合中小批量的短平快原则,经多次工艺试验论证:设计制造多工位合一的复合模具,将落料、刻字、压筋、冲孔、整形5个工序合并用一副模具冲压,采用250T开式压力机,将该零件冲压加工的6个工序减少为两个工序,即用2副模具完成零件冲压和成型加工。
3 模具以及加工中应注意的问题(1)复合模一般是凸模中装有凹模,凹模中装有凸模,装配时如何保证各凸、凹模之间的同轴度,是模具结构设计应考虑的工艺问题。
链板模具设计说明书

链板模具设计说明书链板模具设计说明书1:引言1.1 编写目的1.2 读者对象1.3 产品描述1.4 术语和定义2:设计要求2.1 功能要求2.2 尺寸要求2.3 材料要求2.4 工艺要求2.5 寿命要求3:总体设计3.1 结构布局3.2 主要零部件及设计原理3.3 连接方式及选材3.4 设计计算及分析3.5 安装要求4:零部件设计4.1 链板设计4.1.1 材料选用及处理4.1.2 结构设计及连接方式 4.1.3 强度校核及优化4.2 模具设计4.2.1 模具结构及材料选用 4.2.2 模具零部件设计4.2.3 模具工装设计5:热处理工艺5.1 热处理方法选择5.2 处理参数及过程控制5.3 测量与检验6:表面处理6.1 表面处理方法选择6.2 表面处理工艺与参数 6.3 表面处理质量控制7:组装与调试7.1 零部件组装顺序及方法 7.2 组装要点与注意事项 7.3 调试方法及步骤7.4 调试记录8:检验与验证8.1 检验项目及方法8.2 验证测试及结果分析 8.3 问题与处理9:使用与维护9.1 使用前准备与注意事项 9.2 使用方法及操作规范 9.3 维护保养事项9.4 故障排除与处理10:附件- 技术图纸- 相关报告和测试数据- 其他相关文件法律名词及注释:- 材料选用及处理:指选择合适的材料并进行相关工艺处理,以满足产品设计要求。
- 结构设计及连接方式:指设计产品的结构布局,以及各个零部件之间的连接方式。
- 强度校核及优化:指对产品进行强度校核计算,并对设计进行优化以提高产品的强度和寿命。
- 模具结构及材料选用:指设计模具的结构布局以及选择适合的材料。
- 模具零部件设计:指对模具的各个零部件进行设计,并确保其功能和可靠性。
- 热处理方法选择:指选择适合的热处理方法,以改善材料的性能。
- 表面处理方法选择:指选择适合的表面处理方法,以增加产品的耐腐蚀性和美观度。
- 验证测试及结果分析:指对产品进行验证测试,并对测试结果进行分析和评估。
链板符合冲裁模凹凸模固定扳机械加工工艺设计

链板的冲裁模凹凸模固定扳机械加工工艺设计是指针对链板进行冲裁、凹凸模制作和固定的机械加工过程的设计。
下面是一个简要的工艺设计流程:
1. 工艺规划:
-确定链板的几何形状、尺寸和材料要求。
-定义冲裁模凹凸模的结构和尺寸。
2. 冲裁工艺设计:
-根据链板的几何形状设计冲裁模的外形和内部结构。
-设计冲裁模的导向装置,确保冲裁过程中链板的位置准确。
-考虑冲裁模的切角和排屑方式,以确保冲裁顺畅。
3. 凹凸模制作:
-根据链板的外形设计凹凸模的形状和尺寸。
-使用数控机床或精密加工设备进行凹凸模的加工。
-对凹凸模进行表面处理,提高其耐磨性和使用寿命。
4. 固定扳机械设计:
-设计固定扳机械系统,用于将凹凸模固定在合适的位置。
-考虑固定扳机械的稳定性和可调性,以便进行调试和维护。
5. 加工验证和调试:
-使用加工设备进行链板的实际冲裁和凹凸模的制作。
-对加工结果进行验证和测量,确保符合设计要求。
-如有需要,进行调试和优化,以提高加工质量和效率。
在整个工艺设计过程中,需要考虑材料的选择、工艺参数的确定和设备的使用等因素。
同时,需要遵循工艺规范和安全操作要求,确保加工过程安全可靠。
具体的工艺设计方案还需要根据实际情况进行详细的分析和制定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
拖拉机链板座冲压模具设计摘要:本文介绍的模具设计结构简单实用,使用方便可靠,首先根据工件图计算工件的展开尺寸,再根据展开尺寸计算该零件的压力中心,材料利用率,画排样图。
根据零件的几何形状要求和尺寸的分析,采用复合模冲压,这样有利于提高生产效率,模具设计和制造也相对于简单。
当所有的参数计算完后,对模具的装配方案,对主要零件的设计和装配要求技术要求都进行了分析。
其中模具结构设计是这次设计的主要内容,其内容包含了一系列模具的重要零部件的设计加工方法和加工注意要点。
这样更有利于加工人员的一线操作,使其通俗易懂加工方便。
关键词:拖拉机链板座;冲压模:复合模。
Abstract:This article describes the structure of the separator mold design is simple and practical, easy-to-use and reliable, first of all work plans in accordance with the known relationship between the size of its work process analysis and calculate the size of the start, and then expand the size calculated based on the utilization of materials, layout plans drawn, calculate the center of pressure parts. In accordance with requirements of parts geometry and dimensions of analysis, and ultimately determine the design of compound die stamping, it will help improve production efficiency, mold design and manufacturing are also compared with the simple. When all the parameters after the program of the mold assembly, the main parts of the design selection and assembly requirements, technical requirements were analyzed. Mold is one of the structural design of the main elements of this design, which contains a series of important parts of the mold design and processing methods and attention at the time of mold assembly points. This process is more conducive to front-line personnel to operate, easy to understand process.Key words: Tractor chains board seat;Stamping die;Compound die.目录一前言 (1)二冲压工件的工艺分析 (2)三确定工艺方案 (3)四冲压工件的排样计算 (4)4.1 搭边值的确定 (5)4.2 送料步距的确定 (5)4.3 条料宽度的确定 (5)4.4 冲裁件面积的确定 (6)4.5 排样 (6)4.6 材料利用率的计算 (6)4.7 画排样图 (7)五冲裁力的计算 (7)5.1 冲裁力计算原则 (7)5.2 落料力的计算 (9)5.3 冲孔力的计算 (9)5.4 卸料力的计算 (9)5.5 推件力的计算 (10)5.6 总冲压力的计算 (10)六压力设备的选定 (10)七模具压力中心计算 (11)八冲裁模间隙的确定 (11)九工件刃口尺寸计算 (13)9.1刃口尺寸计算的基本原则 (13)9.2刃口尺寸的计算 (13)9.2.1冲孔刃口尺寸计算 (14)9.2.2落料刃口尺寸计算 (15)9.3卸料橡胶的设计 (17)十结构的总体设计 (18)十一工作主要零件设计 (18)11.1冲孔凸模的设计 (18)11.2凹凸模的设计 (19)11.3落料凹模的设计 (19)11.4模架的设计 (20)11.5模柄的设计 (21)11.6卸料板的设计 (21)11.7螺钉的设计 (22)11.8销钉的设计 (22)十二模具的总装 (22)十三模具的装配 (24)设计总结 (25)参考文献 (26)致谢 (27)一前言改革开放以来,尤其机械制造业的快速发展,模具也迅猛的发展起来,模具技术已成为衡量一个国家产品制造水平的重要标志之一。
模具技术能促进工业产品的发展和质量的提高,并能获得极大的经济效益,模具是“效益放大器”,所以模具工业受到工业界的看重。
模具工业在我国已经成为国民经济发展的重要基础工业之一。
国民经济的支柱产业如机械、电子、汽车、石油化工和建筑业等也需要大量模具,其中汽车、电机、电器、家电和通信等产品中60%~80%的零部件都要依靠模具成形。
建筑中的用地砖、墙砖和卫生洁具,都需要大量的陶瓷模具。
所以模具得到了迅速的发展,相应的模具技术和软件也得到了开发,国内模具企业已普及了二维CAD,并陆续开始使用UG、Pro/Engineer、I-DEAS、Euclid-IS等国际通用软件,个别厂家还引进了Moldflow、C-Flow、DYNAFORM、Optris和MAGMASOFT等CAE软件,并成功应用于冲压模的设计中。
模具是工业产品生产用的重要工艺装备,它是以其自身的特殊形状通过一定的方式使原材料成型。
它可分为:金属材料成型,如冷冲压模;金属体积成形模具,如锻造模、压铸模;非金属材料成形模具,如塑料模、玻璃模、陶瓷模等。
其中使用最大的是冲压模和塑料模,约占模具总量的80%。
据预测,未来我国将成为世界的制造中心,更加给模具工业带来前所未有的发展机遇和空间。
近代,从上个世纪20年代开始,金属制品、玩具和小五金等行业就开始使用冲床、压力机等简易机械设备及相应的模具加工产品的毛坯或某些零部件,其中的“刀口模子”专门用于落料、冲孔,“坞工模子”可用于金属拉伸。
由于生产力较为低下,技术水平不够,当时各厂使用的冲压设备功率都不大,甚至大多还是手扳脚踏。
模具加工业以手工为主,故而模具的精度不高,损坏率大。
直到20世纪40年代初,出现水压机冷冲模具。
50年代公私合营后,增添了磨床、铣床和锯床等设备,又配上硬度计、外径内径测定器和块规等较为精密的测量设备,冷冲模具的精度得以提高。
六七十年代,随着产品生产大量使用冲压机床,冷冲模具已从原来单冲落料、单冲孔模具发展为落料、冲孔复合模。
同时由于冷冲模架标准件的出现,使模具设计结构形式多样化,精度也由此提高。
与此同时,随着热处理技术的进步和检测手段的完善,冷冲模具使用寿命提高5~7倍。
这一时期,还由于成型磨削、电脉冲和线切割机等机床相继使用,又采用硬质合金为模具材料,冷冲模具的制作工艺有了新的发展。
设计人员改进制模工艺,具有自动送料、自动理片和接料装置的复合模具大量问世。
靠模铣床引进后,用石膏、木模或实物即可翻制出相同形状的模芯,使复合拉深模具的制作方便了许多,确保了精度。
70年代以后,使用斜度线切割机加工冷冲模具,其凸模(冲头)和凹模可先淬火处理再切割装配,取代了原来冷冲模具制作需要热处理-装配-变形修正的繁琐工艺,模具的精度可达到0.01mm。
可以说这段时间我国的模具产业发展日新月异。
我国模具工业虽然有了很大的发展,但总体看来,技术水平仍比工业发达国家要落后15~20年,这与我国制造业发展的要求相比差距还很大。
为了推进社会主义现代化建设,适应国民经济各部门发展的需要,模具工业需要进行进一步技术结构和加速国产化。
因此,应立足国情,着重发展模具行业中的关键、共性技术,不断加大新技术的开发和推广应用力度,不断提高行业的自主创新能力,用信息技术带动和提升模具工业的制造技术水平,积极采用高新技术和先进适用技术来提高行业的总体水平,使我国模具行业向大型、精密、复杂、高效、长寿命和多功能方向发展,推动我国模具工业技术进步再上新台阶,将是我国模具行业发展的一个重要任务。
二冲压件的工艺分析图2-1 拖拉机链板座零件名称:拖拉机链板座;生产批量:大批;材料:A3钢;材料厚度:2mm;零件简图:如图2-1所示。
⑴材料:该零件的材料是A3钢,即为Q235的旧牌号,其冲压性能较好。
⑵零件结构:该制件仅有冲孔、落料两个工序特征,形状简单,没有极限冲裁特征,成形容易,适合冲裁。
⑶尺寸精度:零件图上形状尺寸均属于IT13级精度,冲压加工可以实现。
孔心距的公差为±0.15,属于IT11级精度,可以通过模具结构的正确设计来实现。
三确定工艺方案确定工艺方案就是确定冲压件的工艺路线,主要包括冲压工序数、工序的组合和顺序等。
该零件包括落料、冲孔两个基本工序,表3-1中列出有三种工艺方案。
表3-1 工艺方案综上,采用复合冲裁方式最为理想。
冲压工艺方案如何确定,首先应在工艺分析的基础上,根据冲裁件的生产批量、尺寸精度的高低、尺寸大小、形状复杂程度、材料的厚薄、冲模制造条件与冲压设备条件等多方面的因素,拟定出多种可能的不同的工艺方案,然后对各种工艺方案进行分析和研究,比较其综合的经济技术效果,从中选择一个合理的冲压工艺方案。
确定工艺方案的主要原则包括1、保证冲裁件质量2、经济性原则3、安全性原则。
四冲压工件的排样计算该制件是矩形工件,查《冷冲压模具设计与制造》(第2版)图2.9见下表4-1可得:表4-1搭边a、a数值1注:搭边值是废料,所以应尽量取小,但过小的搭边值容易挤进凹模,增加刃口磨损。
冲裁件在条料、带料或者板料上的布置方法叫排样。
排样是冲裁模设计中的一项极其重要的工作。
排样方案对材料的利用率、冲件质量、利用率、模具结构与寿命等都有重要影响。
4.1搭边值的确定排样时零件之间以及零件与条料侧边之间留下的工艺余料,称为搭边。
搭边的作用是补偿定位误差,保持条料有一定的刚度,以保证零件质量和送料方便。
搭边过大,浪费材料。
搭边过小,冲裁时容易翘曲或被拉断,不仅会增大冲件毛刺,有时还有拉入凸、凹模间隙中损坏模具刃口,降低模具寿命。
或影响送料工作。