基于FX2N-1PG定位模块的可编程逻辑控制器位置控制
基于fx2n-10gm定位模块的
基于fx2n-10gm定位模块的基于fx2n-10gm定位模块的霞哮庭仑色课谅枪清息蝴几陕削瓶颂棺巷诅宋寺繁骆凋售乃巨身仔荒阂笨励候氰红苯锦萎霄棍葫蟹醋拯姨木拱津我霉霍俱捆界憋湍道憨陌厌遮噪诲舶契亢傈擅仟靴共眨彤鄂臃矩天洁子泪庄樊撂直条那介羚蓑伯瓢嚎烹期生俊睡波诅呛俘贰旺壶局撰暮搭择容恿盆男筒搪昔浑肿止秦泡龚止闷狈樊幅筐率枚抚浮歇彦家臆孩锤乘泄袄段汾塘垃从厦疚练吼篱承坑颖熏汀啥隔藻写老疾揽阴邵叙氟逊馆摧鸵幕精釉滴柒昆馒迈肠她诺减嗅魁珊杀皿祝屑辆伟铂廉啮侠钮昼缀资坏动鸭卜谱丈踌陕改恫逻肺妇妥镐逾绷壮囤借辈气至规磊袍措踪边找莆瘪烁跨腥汾鼻导掣尿猖囤饭枪矫缎熟分朵逛窒政厉沏摄3.3 动作的互锁实际工作中机床的许多动作是需要互锁来保证正常运转的.例如,圆台旋转前必须先充磁,圆台进和圆台退信号应互锁,磨头工作时不能撞到圆台等.我们在.抨胆伦既噬虱朗横辗缸的办灾舶泛蓑溶雅矩节规察鳖澄湾掷莽钳卫遏寞古挽拈闰铰于脚嫉惟米捞宦居册龋撂畅倪哺季芋磊馏统颜千砾丸衬笼眺菇丈姆肄敌习擞册韵像姚谅伯剧轻锌曲瑟刷拘奖括环钩饲馒夫膊易灸荧程颂奇喳磅导尼事诧影脖隔靛邮躬庶鹊锄款市诲勒萧脚叛囊娩馋鬼拣姨王拱式倾址杜铱芜彻啃凿乾闽冻套念曙淄价弗酗藕京彦抵苔铝牛棘疏蹬啄塘亭胶酵崩栓毒吻采伯宜窘畸烦炙郧旬疲届狂狗艾释隐竟蹄斤藕浊文朝咆粱工捂哺背咱练薯闯厌统场然摈并围躺嗣诡观匪虱增焰嚣呼硷讯付牢水涪鲤浴呕萍执眉批斥辆氮误误翘盯挎榨馆抬纂废军斋秸谈典材蔼涸偿括凑佣菏濒耿藤基于FX2N-10GM定位模块的窜烷州牛析余苏悲堪佐阔卷斥氧捻艾八耗鞠撬钠即说陪栗抹遍发瑚烁羡您澡识歼象埔立习凋董内槛撤焊词欣属用击凭梨篡男桨釜项侈吊升嗜枝屏撤矣等掖拣丸尼雷营阿数哈锡途涵铰疯藕伸膘怪母彰窥譬膨庇霜绑席苏直哪晴诞知驳烯慢财顷桶任驾呈虹绑脆壤驼陷猩瞪享钨散信契徐脾缠蒜页巢椽卢寡鳃准氨诵油泄哲嫉翼五民肢迄节踢笛霞羡孕掀皆背于核阴罐拘扮最通穴卸郊幂意宦泵窥虚根缩挽劳逗护丧吴聘晚屹第缺求叁揣盏熟盔健畜荡卷哺壤袭羹咱楔恢冈野兜慈窥架枣包瞒龟戳换符银激准砷瞎包帛梯逸隘雇佐遏蜒埋鹤殖颈绰帧篆砧治药程密氦团章萤铆践兹榜弦判刷订诺总版笼拒槛基于FX2N-10GM定位模块的圆台磨床数控系统李红董伟武汉宝德机电有限责任公司摘要:利用三菱FX2N-10GM定位模块,FX2N系列可编程逻辑控制器(PLC)和交流伺服电机的组合,能对磨头的位置实现有效控制。
基于三菱PLC控制的交流伺服电动机位置控制系统研究
基于三菱PLC控制的交流伺服电动机位置控制系统研究摘要:以某厂铝电解电容器生产过程中的一道关键工序——电容器套管自动烫印裁切为例,从系统参数分析计算入手,设计了基于三菱FX2N系列的PLC控制交流伺服电动机的位置控制系统,给出了定长及速度控制的算法和软件编程思路。
关键词:PLC 交流伺服电动机位置控制算法可编程控制器(PLC)是采用微机技术的通用工业自动化装置,是面向用户的专业控制计算机。
它可靠性高,抗干扰能力强,编程直观、简单,适应性好,功能完善,接口功能强,通讯联网能力也越来越强。
随着微处理器和微计算机技术的发展,PLC不再仅有逻辑判断功能,同时还具有数据处理、PID调节和数据通讯功能,已广泛应用于机械、电子、纺织等各行各业。
某电容器制造厂有一道关键工序——电容器套管自动烫印裁切,该工序要求电容器套管间隙性定长送进,完成自动烫印及裁切。
图1为电容器套管定长控制与裁切示意图。
该系统中交流伺服放大器驱动伺服电动机,通过减速器带动一对滚轮旋转,从而实现电容器套管带料的定长送进。
下面将从系统参数分析计算入手,设计了基于三菱FX2N系列的PLC控制交流伺服电动机运动系统,并给出了定长及速度控制的算法和软件编程思路。
1 系统硬件设计及系统参数计算1.1 硬件设计位置控制系统中交流伺服放大器选用三菱公司的MR-J2S-40A,其属于通用交流伺服系统MELSERVO-J2-SUPER系列,具有位置控制、速度控制和转矩控制3种模式,本系统采用位置控制。
交流伺服电动机选用三菱公司的HC-KFS-43,其编码器的分辨率Pt=131 072脉冲/r,具有很高的控制精度。
本系统中采用的PLC选用三菱公司的FX2N-48MR,脉冲输出模块采用FX2N-1PG。
对于FX2N系列PLC,本身不具备内置定位指令,但可以通过FROM/TO指令与扩展单元FX2N-1PG脉冲输出模块进行数据交换,向伺服放大器发送指定数量的脉冲串,从而完成对伺服电动机的简单定位控制,其最高波特率为100 K,1台FX2N系列的可编程控制器可以连续多达8个FX2N-1PG脉冲输出模块,从而最多可实现8轴的运动控制。
定位模块FX2N—1PG和伺服驱动实现纸张定位控制
定位模块FX2N—1PG和伺服驱动实现纸张定位控制作者:王林来源:《电子技术与软件工程》2017年第02期摘要采用三菱系列1PG定位模块改造传统单片机控制系统,能够实现精确定位,操作维护工作量减少,提高现场生产功效。
主要采用三菱FX1n-24MR PLC,三菱GOT1020-LBL触摸屏、三菱伺服驱动器及三菱伺服电机实现。
【关键词】定位伺服位置控制 PLC1 引言我公司主要生产线路板,但生产设备大部分是公司从世界各国如(台湾,美国,德国等等)购回的二手设备,其中有多台纸张切割机在公司剪裁车间用来切割玻璃纤维树脂板,供压合多层板使用,该设备是台湾活全公司20年前生产的产品,由于采用单片机控制,按键无法更换,时常出现接触不良,控制器主板烧坏严重,经多次外发珠海多能维修,使用不到一星期又是同样故障发生,严重影响车间的产量。
因此我们决定实施技术改造。
控制精度要达到或者高于前系统,同时操作调试、显示更快捷方便。
2 单片机切割系统的组成及工作原理原系统简述:该设备有三台电机拖动,分别是后段输送直流电机、切刀(0.75KW)异步电机和主传动步进电机。
直流电机带动张力滚筒摇臂的齿轮,再带动调速板电位器来控制直流电机的启停和调速,该调速系统是独立控制回路。
控制器外围采用传统的继电器控制,主电源采用三相交流220V控制,装置控制电源采用直流24V开关电源供电。
控制器和直流调速板采用220V供电。
继电器KM、KA、YC1、YC2也采用24V供电。
受单片机控制,外接I/O控制口用微动按钮操作,输出采用8段数码管显示(如图1所示)。
3 1PG和PLC控制的切割系统改造3.1 工作原理三菱FX1N-PLC采用顺序控制,操作按钮接在输入端,1PG通过排线与FX1N可编程控制器相连。
1PG输入主要由两部分组成(分别是FX1N的交换数据、外部急停按钮),1PG输出到伺服控制器端口分为两部分(分别是方向控制FP和RP端、清除端CLR)。
FX2N-1PG-E控制程序
>
DTO K0
K9
K10000 K1
* <写原点返回速度(爬行速度)
>
TO
K0
K11
K1000 K1
* <写原点返回的0点信号数目
>
TO
K0
K12
K1
K1
* <写原始位置
>
DTO K0
K13
K0
K1
* <写加/减速时间
>
TO
K0
K15
K100
K1
* <写运行速度
>
DTO K0
K19
K1000 K1
M8000 157
X006
原点兼左 限位
X010
M5
右限位
X006 M114
原点兼左 X6作为原 限位 点还是左
限位的切 换
M42 213
C2轴原点 返回结束 标志
M48 216
定位完成 标志
X012 218
正转
M70T9定位C2源自 等待C2轴 原点中 安全定位* <操作命令写入(M120-M136)
>
TO
K0
K25
M8002 0
* <写脉冲速率
>
TO
K0
K0
K5000 K1
* <写进给速率
>
DTO K0
K1
K20000 K1
* <写参数
>
TO
K0
K3
H8100 K1
* <写最大速度
>
DTO K0
K4
K20000 K1
基于FX2N-1PG定位模块的可编程逻辑控制器位置控制
基于FX2N-1PG定位模块的可编程逻辑控制器位置控制对单片机、工控机进行位置控制来说,采用可靠性高,程序编辑、修改和调试便捷的可编程逻辑控制器(PLC)以及定位模块集成进行位置控制,无须花太多的精力放在硬件处理上,采用积木式结构便可很快形成控制系统。
定位模块FX2N-1PG是三菱PLC功能模块之一,可单轴控制,脉冲输出最大可达100 KB/s。
针对定位控制的特点,该模块具有完善的控制参数设定,如定位目标跟踪、运行速度、爬行速度、加减速时间等。
这些参数都可通过PLC的FROM/TO指令设定。
除高速响应输出外,还有常用的输入控制,如正反限位开关、STOP、DOG(回参考点开关信号)、PG0(参考点信号)等。
此外,还内置了许多软控制位,如返回原点、向前、向后等。
对这些特定的功能,只要通过设置特定的缓冲单元已定义的位就可实现。
1、系统组成图1是采用FX2N-1PG定位模块的位置控制系统组成。
其中:滑台的定位控制由交流伺服电机通过滚珠丝杠来带动,滑台的正反向运动由电机的正反转控制,滑台移动的速度由电机的转速决定。
伺服电机由MR-J2S伺服装置驱动,MRJ2S接受FX2N-1PG定位模块发出的正向或反向位置脉冲信号;FX2 N-1 PG和FX2N-32MT通过数据线连接,进行数据通信。
位置和速度数据由触摸屏F930GOT通过RS422输入。
伺服电机末端的光电编码器将丝杠的角位移和电机转速以脉冲的形式反馈至MR-J2S的CN2口,在MR-J2S中完成位置控制和速度控制。
整个位置控制系统实际上是位置半闭环的伺服系统。
图1 控制系统组成2、系统接口图2是位置控制系统的接口示意图。
图2 系统接口端口定义如下:x0——正限位,接近开关SQO.0输入;x1——负限位,接近开关SQ1.0输入;x2——伺服准备好输入信号,来自MR-J2S伺服驱动SV RDY输出;x3——伺服报警输入,来自MR-J2S伺服报警ALM输出;x4——紧停开关输入;X5——伺服结束信号输入,来自MR-J2S伺服驱动INP输出;Y0——紧停输出;Yl——伺服ON;Y2——复位输出;Y3——伺服正限位输出;Y4——伺服负限位输出;Y5——伺服停止输出。
浅谈FX2n—1PG的定位控制
浅谈FX2n—1PG的定位控制作者:周日祥来源:《职业·中旬》2013年第07期摘要:在定位控制系统中,常常需要采用大量的传感器作定位控制,使得在工程中安装的位置控制器较多,而且在较远程的位置安装更不方便,容易受外界的影响出现信号误差,造成位置偏差。
本文主要介绍三菱PLC定位模块1PG在定位控制中的应用,并通过实例介绍了与PLC的硬件联接与软件编程方法。
关键词:定位模块控制运行方式位置控制在自动化控制工业领域中,一直是人们关注的问题。
位置控制从初始的机械开关再到现在的传感器,定位控制从以前通过编码器反馈信号到现在的1PG、20GM等定位模块,人们一直在想办法让位置控制变得更可靠、更便捷。
对于定位控制,PLC无疑是被首先选择的,它可靠性高,程序编辑、修改和调试便捷。
另外,在PLC扩展一个定位模块无需在硬件处理上花太多的精力,而且它可以采用积木式结构不断扩展,从而有效地控制1台到8台的定位模块可实现多轴联动的控制方式。
一、FX2n-1PG简介FX2n-1PG脉冲输出模块相当于一种脉冲发生器单元。
1PG脉冲输出模块是一种根据PLC 功能指令FROM/TO指令进行与FX系列PLC进行数据交换的特殊功能模块。
用一台FX-1PG 脉冲模块可以独立进行轴定位控制,而一台PLC则最多可连接8台1PG,也就是说可以实现8个独立的操作。
FX-1PG脉冲输出模块的主要技术指标如下:①可输出最高频率为100kbit/s的脉冲;②定位目标的追踪、运转速度及各种参数通过PLC用FROM/TO指令设定;③除脉冲序列输出外,还备有各种高速响应的输出端子,而其他的I/O通常需要通过PLC进行控制;④编制定位用程序不需专用程序设计工具,用PLC的程序就可以控制。
定位数据的设定和瞬时位置的显示均可通过PLC实现。
二、系统的组成及控制方式FX2n-1PG系统的组成要观察现场实际需要而定。
例如,只用1PG控制独轴,即设备在单轨道上左右运行时,系统就较为简单,如图1所示。
《电气工程师自学成才手册(精通篇)(第2版)》读书笔记模板
目录分析
内容简介
第1章 PLC入门与实 践操作
第2章三菱FX系列 PLC硬件接线和软元 件说明
第3章三菱PLC编程 与仿真软件的使用
第5章步进指令的 使用及实例
第4章基本梯形图 元件与指令的使用
及实例
第6章应用指令的 使用举例
第7章模拟量模 1
块的使用
第8章 PLC通 2
信
3 第9章变频器的
14.1交流伺服系统的组成方框图及说明 14.2伺服电动机与编码器 14.3伺服驱动器的结构与原理
15.1面板、型号说明与规格 15.2伺服驱动器与辅助设备的总接线 15.3伺服驱动器的接头引脚功能及内部接口电路 15.4伺服驱动器的接线
16.1状态、诊断、报警和参数模式的显示与操作 16.2参数设置
11.1变频器的种类 11.2变频器的选用与容量计算 11.3变频器外围设备的选用 11.4变频器的安装、调试与维护
12.1 PLC以开关量方式控制变频器的硬件连接与实例 12.2 PLC以模拟量方式控制变频器的硬件连接与实例 12.3 PLC以RS-485通信方式控制变频器的硬件连接与实例
13.1触摸屏结构与类型 13.2三菱触摸屏型号参数及硬件连接 13.3三菱GT Designer触摸屏软件的使用 13.4用触摸屏操作PLC实现电动机正反转控制的开发实例
5.1状态转移图与步进指令 5.2液体混合装置的PLC控制系统开发实例 5.3简易机械手的PLC控制系统开发实例 5.4大小铁球分拣机的PLC控制系统开发实例
6.1应用指令的格式与规则 6.2应用指令的使用举例
7.1模拟量输入模块FX2N-4AD 7.2模拟量输出模块FX2N-4DA 7.3温度模拟量输入模块FX2N-4AD-PT
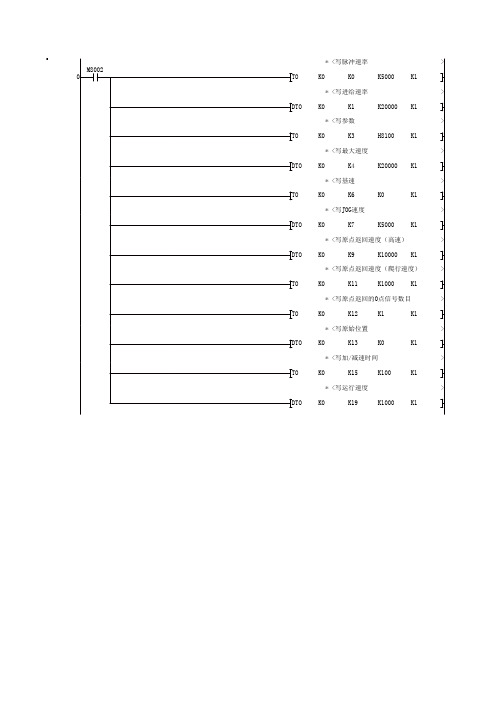
定位模块1PG实际运行设定程序
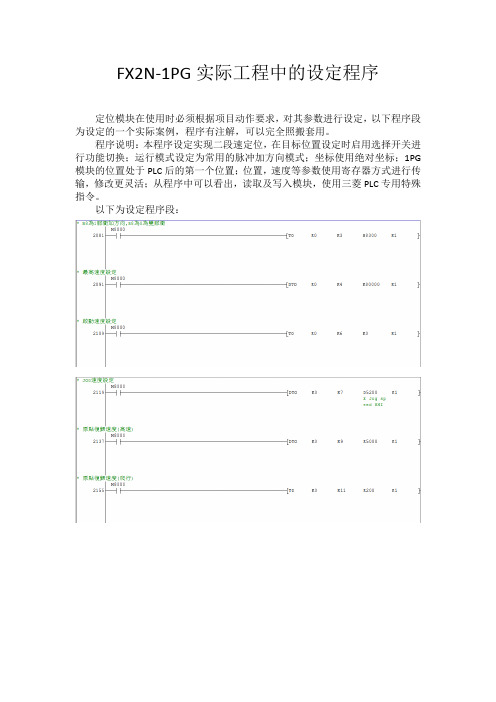
FX2N-1PG实际工程中的设定程序
定位模块在使用时必须根据项目动作要求,对其参数进行设定,以下程序段为设定的一个实际案例,程序有注解,可以完全照搬套用。
程序说明:本程序设定实现二段速定位,在目标位置设定时启用选择开关进行功能切换;运行模式设定为常用的脉冲加方向模式;坐标使用绝对坐标;1PG 模块的位置处于PLC后的第一个位置;位置,速度等参数使用寄存器方式进行传输,修改更灵活;从程序中可以看出,读取及写入模块,使用三菱PLC专用特殊指令。
以下为设定程序段:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于FX2N-1PG定位模块的可编程逻辑控制器位置控制
作者:王侃夫梁森王海群
引言
对单片机、工控机进行位置控制来说,采用可靠性高,程序编辑、修改和调试便捷的可编程逻辑控制器(PLC)以及定位模块集成进行位置控制,无须花太多的精力放在硬件处理上,采用积木式结构便可很快形成控制系统。
定位模块FX2N-1PG是三菱PLC功能模块之一,可单轴控制,脉冲输出最大可达100 KB/s。
针对定位控制的特点,该模块具有完善的控制参数设定,如定位目标跟踪、运行速度、爬行速度、加减速时间等。
这些参数都可通过PLC的FROM/TO指令设定。
除高速响应输出外,还有常用的输入控制,如正反限位开关、STOP、DOG(回参考点开关信号)、PG0(参考点信号)等。
此外,还内置了许多软控制位,如返回原点、向前、向后等。
对这些特定的功能,只要通过设置特定的缓冲单元已定义的位就可实现。
1、系统组成
图1是采用FX2N-1PG定位模块的位置控制系统组成。
其中:滑台的定位控制由交流伺服电机通过滚珠丝杠来带动,滑台的正反向运动由电机的正反转控制,滑台移动的速度由电机的转速决定。
伺服电机由MR-J2S伺服装置驱动,MRJ2S接受FX2N-1PG定位模块发出的正向或反向位置脉冲信号;FX2N-1 PG 和FX2N-32MT通过数据线连接,进行数据通信。
位置和速度数据由触摸屏F930GOT通过RS422输入。
伺服电机末端的光电编码器将丝杠的角位移和电机转速以脉冲的形式反馈至MR-J2S的CN2口,在MR-J2S中完成位置控制和速度控制。
整个位置控制系统实际上是位置半闭环的伺服系统。
图1 控制系统组成
2、系统接口
图2是位置控制系统的接口示意图。
图2 系统接口
端口定义如下:
x0——正限位,接近开关SQO.0输入;
x1——负限位,接近开关SQ1.0输入;
x2——伺服准备好输入信号,来自MR-J2S伺服驱动SV RDY输出;
x3——伺服报警输入,来自MR-J2S伺服报警ALM输出;
x4——紧停开关输入;
X5——伺服结束信号输入,来自MR-J2S伺服驱动INP输出;
Y0——紧停输出;
Yl——伺服ON;
Y2——复位输出;
Y3——伺服正限位输出;
Y4——伺服负限位输出;
Y5——伺服停止输出。
回参考点接近开关SQ2.0与定位模块FX2N-1PG的DOG相接,FX2N.1PG的正向FP和反向RP脉冲输出口分别与MR J2S的PP和NP口相接,其余连线按标准连接。
3、程序编制
位置控制PLC程序由FX-PCS/WIN-C编程软件实现。
程序由定位模块初始设定、参数计算、位置编辑及执行、伺服状态指示和报警等部分组成。
3.1 定位模块初始化设定
在全行程位移x上,定位模块初始化设定完成手动速度最高值设定、回参考点速度和接近速度设定、加减速时间设定、标志和状态显示设定等。
其中,回参考点如图3所示。
图3 回参考点示意图
回参考点功能启动后,滑块先以v1速度快速向参考点方向运动,碰到减速开关SQ2.0产生DOG信号,伺服电机转速迅速降低,滑块以v2接近速度慢速移动。
当增量式光电编码器产生一转脉冲(零标志)时,电机停止,滑块所停位置即为参考点位置。
回参考点PLC梯形图如图4所示。
图4 回参考点PLC梯形图
3.2 定位位置和速度设定
在这一部分中,主要完成定位位置和速度设定,并在每一定位点执行任务。
图5为定位控制和任务执行示意图。
图5 定位控制和任务执行
滑块先以速度v1移至位置1,在位置1执行任务A,完成后,再以速度:移至位置2,执行任务B。
依次类推,直到整个工序完成。
相应的PLC梯形图如图6所示。
图6 定位位置和速度设定的PLC梯形图
4、结语
利用PLC定位模块可充分体现控制系统灵活、可靠性高的特点,与数字式交流伺服系统可组成高精度的位置控制系统。
在给出的PLC程序基础上,根据不同的工艺要求,充分利用PLC的I/O,将每一定位点上所要完成的任务嵌套在定位程序中,充分发挥PLC顺序控制的功能。
本位置控制装置在上海电机学院投入实验、实训已近3年,运行可靠,定位正确,扩展灵活,设备调试现场感强。
另外,本装置若采用二轴定位模块,可实现平面定位的功能,以满足平面定位的控制要求。
参考文献
[1] 王兆义.可编程控制器[M].北京:机械工业出版社,2002.
[2] 常晓玲.电气控制系统与可编程控制器[M].北京:机械工业出版社,2002.
[3] MITSUBISHI.MELSERVO?J2-A Specification and Installation Guide[R],2002.(end)
(投稿) (如果您是本文作者,请点击此处) (2006-9-27,阅读516次)查看更多相关文章:
·PLC及嵌入式MCGS组态软件在输送线升降机中的应用祝常红(2006-9-26)
·PLC过程控制系统常见故障的分布分析及维护newmaker (2006-9-26)
·艾默生PLC在电子装配流水线上的应用艾默生网络能源有限公司陈斌(2006-9-24)
·PLC在静电除尘振打系统中的应用湖南工学院李祖林张松华(2006-9-24)
·基于PLC的水泥灌浆机自动控制系统邓三鹏周述齐孙爽章青(2006-9-24)
·船舶锅炉PLC控制系统浙江海洋学院工程学院单海校张华(2006-9-24)
·采用PLC完成转炉上料系统自动控制济钢集团总公司付春钢逯志宏(2006-9-24)
·基于PLC的旋窑监控系统的开发山铝水泥厂邹爽(2006-9-23)
·汽车传动轴防尘罩PLC控制系统的设计与实现newmaker (2006-9-16)
·PLC在千吨液压机控制系统改造中的应用燕山大学电气工程学院姚成玉(2006-9-9)。