(完整版)定子铁心外压装工艺守则
16.5定子铁芯外压装工艺守则

1 适用范围1.1 本守则适用于H80-355定子铁芯外压装工艺。
2 材料2.1 压装所用材料:定子冲片、定子压圈、定子扣片3 设备及工具3.1 压装所用设备及工具3.1.1 定子铁芯压装工具、涨套、槽样棒(比单张冲片槽形小0.5~1.0%,数量不少于2根,200机座以上不少4根)。
3.1.2 槽形塞规(比单张冲片槽形小0.2mm)。
3.1.3 压扣片工具:油压机、磅秤、钢皮尺、卡尺、内径千分尺、角尺、塞尺。
4 工艺准备4.1 根据工作令号,核对冲片型号及规格。
4.2 检查整理冲片,毛刺方向必须一致,不允许有油污,标记槽应对齐。
4.3 检查所有压装工具必须齐全,涨套必须擦干净,不许有油污。
4.4 检查涨套、槽样棒、槽形塞规,是否有变形及磨损现象。
4.5 检查油压机是否正确。
5 工艺过程5.1 将涨套松开。
5.2 将下压板首先套入涨套,然后套入定子压圈。
5.3 将称好重量的冲片,每20~25mm一叠套入涨套上,先插入两根槽样棒,待叠至一半再分别插入其余两根槽样棒。
5.4 涨紧铁芯,如长度超过250mm时必须分两次涨紧。
5.5 放上定子压圈、压板、压架。
5.6 将定子冲片按规定压力加压,单位压力在3Mpa以下,测量长度。
5.7 将扣片放在扣片槽内,用压扣片工具,将扣片压平撑紧在扣片槽内,然后打弯上下两端扣片,使其紧密扣紧。
5.8 松去压力,取出上压板,压架,取出铁芯和槽样棒。
5.9 打上操作标记,送检,交下道工序。
6 检查6.1 铁芯重量要按照图纸要求(如硅钢片比重超过或小于7.75g/cm3 时,则按实际比重决定其重量)。
6.2 铁芯内圆要求整齐,符合图纸规定公差要求。
6.3 铁芯外圆最大尺寸不得超过图纸规定,标记槽必须整齐。
扣片与铁芯必须垂直不得歪斜,将平尺搁在铁芯外圆上用塞尺检查其平度,H80~132机座,其平度应不大于0.08mm,H160~225机座,其平度应不大于0.1mm,H250-355机座,其平度应不大于0.12mm。
(完整版)定子铁芯压装工艺作业指导书(315A)1
1.适用产品中心高H315以上或铁芯外圆≥φ520的其它产品。
2.材料a)定子冲片b)定子压圈c)定子扣片d)定子端板(用于客户有要求的产品)3.设备与工具a)自行改装3150kN电机定子铁芯叠压装液压机。
b)理片机(或用手工理片)c)定子铁芯压装工具(包括上、下压胎、涨套)d)槽样棒e)磅秤f)钢直尺、卡尺、内径千分尺、角尺、塞尺和榔头g)电焊机4.工艺准备a)按照施工票核实定子冲片、扣片、压圈、端板的型号和规格。
理片时要求冲片毛刺方向必须一致,不允许有乱片或缺角,去除轴孔圆片、槽屑等杂物,将标记槽对齐后用铅丝扎好或用工具串好。
b)检查压装工具是否齐全,涨套不允许有油污,槽样棒和塞尺等是否有变形和磨损现象。
c)开动电机定子铁芯叠压扣片机,检查机床是否正常。
5.工艺过程a)将下压胎、涨套固定好,然后套入定子压圈或定子端板。
b)将理好的定子冲片按图纸要求称好重量,先将大约20~25mm 高的一叠冲片和端板压圈套入涨套,插入两根槽样棒,再将余下的冲片全部片套入涨套。
c)放上定子压圈或定子端板以及上压胎。
d)按下表规定的压力加压,对同一产品严格遵守定压定长的原则按图施工,不得任意提高和改变叠压力;当铁芯长度达到500mm时,必须分两次预压。
e) 将扣片放入扣片槽内,压平,撑紧,然后打弯扣片两端,使其与压圈紧密相扣并点焊。
f) 主压缸回程,松去压力,取下上压胎、取下铁芯,再取出槽样棒。
g)打上操作者标记,焊牢,送入待检区。
6. 质量检查a) 铁芯长度:在离扣片面5mm处测量,当L<160mm时,公差为±1.0,当L>160mm时,其公差为-1.0~2.0。
b) 铁芯内圆:要求整齐、光滑,尺寸应符合图纸的公差规定。
c) 铁芯外圆:最大尺寸应符合图纸的公差规定,不得有歪斜或菱形。
d) 叠压后,槽型要求整齐光滑,槽型尺寸允许比冲片小0.2mm。
检查片间有无废料等异物。
e) 齿部弹开度按下表:f)铁芯重量应符合图纸规定。
定子铁心装压守则

c.槽楔槽样棒53011-0053 100件
d.通槽棒53010-098 2件
e. M20预压螺杆、螺母724-2972 396件
f.传力管724-2976 792件
g.预压扇形板724-2977 1套
h.预压扇形垫条724-2978 1套
i.拉紧螺杆孔整形工具720-3597 4件
3 .12装焊测温引线固定板。
3 .13喷漆
清理部件上的焊珠,焊渣,油污等。机座内表面和相关另部件(定位筋,拉紧螺杆,齿压板等)喷一层9130环氧酯红瓷漆。(注:定位筋内表面不喷漆)。
3.14按01J6337定子测温装置图将引线敷设于测温引线固定板。
3.15叠片
3.15.1按01J6069定子铁心装配图进行叠片,每张冲片放2个槽样棒和2
3.19彻底清理定子铁心,铁心内部不允许存在任何金属杂物。
3.20按62008守则进行定子铁心热压。
3.21铁心冷却到室温,用液压拉伸器重新把紧铁心至铁心长度及碟型弹簧高度均符合图纸要求。
3.22按61417守则做铁损试验。
3.23最后处理
3.23.1按图纸要求锁紧螺母,割掉多余螺杆。
3.23.2锉修齿上下端槽口及突出的冲片。
个槽楔槽样棒。
3.15.2先叠项号片,两端18mm高的铁芯要用硅钢片胶粘结成整体,具体
方法按612105工艺守则。
3.15.3每叠完一段以后进行下列工作:
a.在定位筋根部放置垫块,用铜锤打垫块,使冲片靠紧。
b.用整形棒整形。
c.测量铁心内径。
d.用单段铁心测量工具测单段铁心长度,公差为b±0.5mm。如果超差时允许局部叠放剪小的定子扇形片。
d.根据压紧情况调整顶丝高度。
(整理)Y2系列三相异步电动机工艺文件.

Y2系列三相异步电动机工艺文件一览表C—1 ROMW AY.541.002 Y2系列三相异步电动机引出线冷压端头技术条件C—2 ROMW AY.540.003 Y2系列三相异步电动机铸件技术条件C—3 ROMW AY.545.002 Y2系列三相异步电动机油漆涂饰技术条件C—4 ROMW AY.549.002 Y2系列三相异步电动机铸铝转子铁心技术条件C—5 ROMW AY.546.002 Y2系列三相异步电动机轴承清洗及安装技术条件C—6 ROMW AY.548.006 Y2系列三相异步电动机风扇平衡技术条件C—7 ROMW AY.548.005 Y2系列三相异步电动机转子平衡技术条件C—8 ROMW AY.610.016 Y2系列三相异步电动机铸件加工余量与尺寸公差C—9 ROMWAY.610.017 Y2系列三相异步电动机铝合金压铸件加工余量与尺寸公差C—10 ROMW AY.615.008 Y2系列三相异步电动机定子绕组绝缘(F级)规范C—11 ROMW AY.926.006 Y2系列三相异步电动机定子绕组绝缘(F级)浸漆工艺守则C—12 ROMW AY.955.009 Y2系列三相异步电动机定子线圈绕线工艺守则C—13 ROMW AY.955.008 Y2系列三相异步电动机定子散嵌绕组嵌线工艺守则C—14 ROMW AY.956.003 Y2系列三相异步电动机定子铁心外压装工艺守则C—16 ROMW AY.910.010 Y2系列三相异步电动机转子铁心铸铝工艺守则C—18 ROMW AY.956.004 Y2系列三相异步电动机铝壳机座与带绕组定子铁心热套工艺守则ROMW AY 页码(1)2006-5-26引出线冷压端头技术条件1 主题内容与适用范围本技术条件规定了低压异步电动机引出线冷压端头技术要求、检验方法。
本技术条件适用于Y2系列三相异步电动机及其派生系列电动机。
2 技术要求2.1:接线端头必须符合JB2436—1978《电力传动控制装置用铜制裸压接端头》有关规定。
电机定子铁芯压装工艺及模具的改进
电机定子铁芯压装工艺及模具的改进摘要:电机定子铁芯是电机的重要构件之一,其质量的好坏直接影响整机性能的优劣,而定子铁芯压装后的内圆圆柱度又是铁芯质量的重要指标之一,其关键在于压装模具结构及压装工艺。
关键词:电机定子铁芯;模具;压装工艺引言电机定子铁芯是电机的重要构件之一,其质量的好坏直接影响整机性能的优劣,而定子铁芯压装后的内圆圆柱度又是铁芯质量的重要指标之一。
因此,合理的压装工艺及压装模具结构是它的保证。
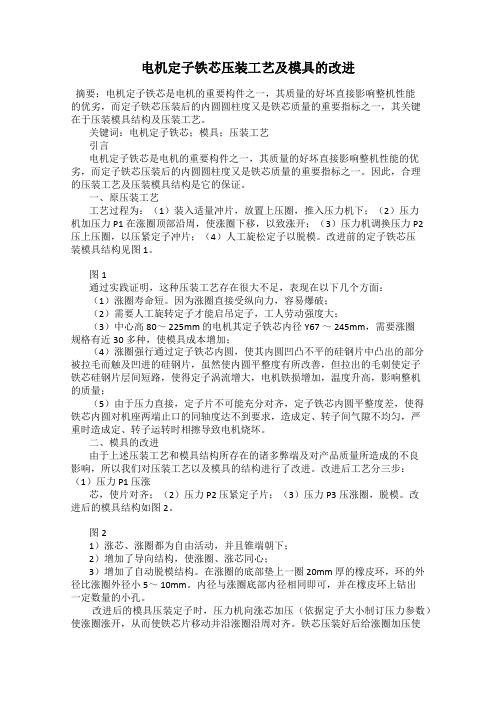
一、原压装工艺工艺过程为:(1)装入适量冲片,放置上压圈,推入压力机下;(2)压力机加压力 P1 在涨圈顶部沿周,使涨圈下移,以致涨开;(3)压力机调换压力 P2压上压圈,以压紧定子冲片;(4)人工旋松定子以脱模。
改进前的定子铁芯压装模具结构见图 1。
图1通过实践证明,这种压装工艺存在很大不足,表现在以下几个方面:(1)涨圈寿命短。
因为涨圈直接受纵向力,容易爆破;(2)需要人工旋转定子才能启吊定子,工人劳动强度大;(3)中心高 80~ 225mm 的电机其定子铁芯内径Υ67 ~ 245mm,需要涨圈规格有近30多种,使模具成本增加;(4)涨圈强行通过定子铁芯内圆,使其内圆凹凸不平的硅钢片中凸出的部分被拉毛而触及凹进的硅钢片,虽然使内圆平整度有所改善,但拉出的毛刺使定子铁芯硅钢片层间短路,使得定子涡流增大,电机铁损增加,温度升高,影响整机的质量;(5)由于压力直接,定子片不可能充分对齐,定子铁芯内圆平整度差,使得铁芯内圆对机座两端止口的同轴度达不到要求,造成定、转子间气隙不均匀,严重时造成定、转子运转时相擦导致电机烧坏。
二、模具的改进由于上述压装工艺和模具结构所存在的诸多弊端及对产品质量所造成的不良影响,所以我们对压装工艺以及模具的结构进行了改进。
改进后工艺分三步:(1)压力 P1 压涨芯,使片对齐;(2)压力 P2 压紧定子片;(3)压力 P3压涨圈,脱模。
改进后的模具结构如图2。
图21)涨芯、涨圈都为自由活动,并且锥端朝下;2)增加了导向结构,使涨圈、涨芯同心;3)增加了自动脱模结构。
3散嵌绕组定子铁芯接线工艺守则
散嵌绕组定子铁芯接线工艺守则1.适用范围本守则适用于低压三相异步电动机,定子绕组采用散嵌绕组的界线。
2. 材料准备:银铜焊条、焊剂、石棉纸、2740丙烯酸酯玻璃纤维漆管硅橡胶带,无纺布带等绝缘材料、异型号码管(黄、绿、红)、温度继电器、引接线等。
3. 设备及工具准备:工作台、起吊设备、焊接设备及工具、剪刀、克丝钳、橡皮锤、端部整形模、接线支架、接线转盘、卷尺、靠板、双臂电桥等。
4.工艺准备4.1根据产品规格,按图标领取所需的零部件及图纸。
4.2准备接线用的零部件,并检查其规格是否符合图样要求。
4.3检查定子线圈是否有裂纹、裸铜等现象。
5.工艺过程5.1将有绕组定子铁芯放置工作台上。
5.2根据接线原理图整理端部绕组引出线,如有极间连接线,则套入绝缘套管,套管必须套入规定位置。
5.3按图纸要求确定引出线的出线位置,每相两端头必须对称,并按规定作标记,当支路数较多时,引出线汇合根部先用绑扎带扎牢固。
5.4剪去多余的引出线和绝缘套管。
5.5用火焰烧漆清除导线端头待焊接处漆膜,必须清理干净,并采用防护措施,以免损坏绕组漆膜。
5.6引出线的橡胶绝缘剥去30~50mm,并与线圈引出线已脱漆的端头绞接在一起。
5.7用氧气焊进行焊接,焊接前必须用石棉纸保护绕组端部,以免焊渣、焊料进入绕组端部。
5.8焊接后用双臂电桥测三相绕组直流电阻,阻值应符合图纸要求,各相与三相平均值之差不得超过±5%,超差时必须进行检查和重新焊接。
5.9接头处用硅橡胶带半叠包一层,再把预先套入的绝缘套管移入焊接包扎处。
5.10 热敏元件嵌入定子绕组中,每相一个,三个串联,用两根0.75mm2黑色线引出。
6. 质量检查和注意事项6.1 焊料采用5%银铜焊条,不允许采用酸性焊剂。
6.2 焊接处必须光滑,不允许有虚焊,如焊接头有毛刺、尖角,必须用锉刀修光。
6.3 焊料必须填满交接处的空间。
6.4 接线应正确,引出线按规定作标记。
6.5端部绑扎应牢固、整齐、美观,端部应无裸铜或异物。
立式水轮发电机定子铁心压装及条形线棒嵌线工艺守则
添加标题
添加标题
违反工艺守则的后果:产品不合格、生
如何避免
● Part Five
定期更新工艺守则的必要性
适应新技术的发展:随着科技的不断进步,新的工艺和材料不断涌 工艺守则可以确保其与新技术相适应。
提高产品质量:通过不断改进工艺流程,可以提高产品质量和稳定 和维修成本。
满足市场需求:定期更新工艺守则可以满足市场和客户的不断变化 产品的竞争力和市场份额。
● Part Two
立式水轮发电机
压装前的准备工作
检查定子铁心冲片 的质量,确保无变 形、无损伤。
清理定子铁心冲片, 去除灰尘、杂物等。
检查压装设备,确 保其正常工作,包 括液压系统、控制 系统等。
压装过程中的注意事项
压装前检查: 确保定子铁 心、条形线 棒等部件无 缺陷,符合 设计要求。
压装设备: 选择合适的 压装设备和 工具,确保 其精度和稳 定性。
嵌线前检查:确保线棒无缺陷、绝缘层完好 嵌线位置:按照规定位置进行嵌线,避免错位或短路 嵌线手法:采用正确的手法进行嵌线,保证线棒与铁心紧密贴合 绝缘处理:在线棒与铁心之间进行绝缘处理,确保电气性能
嵌线后的检查与调整
检查线棒位置:确保线棒在槽内位置正确,无偏斜或松动现象。 调整线棒间距:根据工艺要求,调整线棒之间的间距,确保符合标准。 检查绝缘情况:检查线棒与铁心之间的绝缘情况,确保无损伤或缺陷。
THANKS
铁
确保无松动现象。 轴向尺寸检查,
确保无变形或扭
检
确保符合设计要
曲现象。
● Part Thre
嵌线前的准备工作
准备工具:准备好嵌线所需的工具,如线棒、嵌线板、嵌线钩、嵌 检查设备:检查嵌线设备是否完好,如嵌线板是否平整、有无变形 清理铁心:将铁心清理干净,确保没有杂物和灰尘。
铁芯压装的技术要求
铁芯压装的技术要求铁芯压装的任务,将一定数量的冲片理齐、压紧、固定成一个尺寸精确、外形整齐、紧密适宜的整体,铁芯压装后应符合下列技术要求1.铁芯重量符合图纸要求,其偏差一般应不大于+3%~-1%铁芯重量不足将使磁感应强度增高,导致电机铁耗增加,励磁电流增大,功率因数和效率降低2.压力均匀和紧密度适宜铁芯在机械振动、电磁和热力综合作用下,不应出现松动和变形。
对于外压装铁芯,还要保证在运输中不致松动和变形。
铁芯过松,则一定长度内冲片数量少,不仅导磁截面不足,而且引起振动噪音,损坏绝缘;如果压的过紧,使片间绝缘电阻降低,甚至损坏绝缘,将使铁耗剧增。
压力不均,过紧外绝缘易损坏,过松处往往造成铁芯松动。
3.几何尺寸准确铁芯总长度、槽形尺寸及径向通风槽的尺寸和位置等均应符合规定要求。
铁芯叠装后难免参差不齐,槽孔尺寸总比冲片尺寸要小些,这个误差越小越好。
因为电机的磁路计算是根据冲片的几何尺寸,而线圈尺寸则须按铁芯槽的透光尺寸计算。
一般允许压装后槽形尺寸比冲片尺寸小0.2mm,由扇形片叠压的大型电机,一般可小0.4~0.5.小型异步电机铁芯外径公差,与保证外压装定子铁芯同轴度的工艺有关。
中型异步电机铁芯,定子内径、转子外径以及直流电机电枢铁芯外径公差,一般采用h7。
对于内压装定子铁芯,主要是在压装过程中保证机座止口和铁芯内圆的同轴度,压装后,以止口定位,磨或车削铁芯内圆,虽可提高同轴度,但将增大铁损耗,影响电机性能。
4.形状要求铁芯的同轴度应在规定范围内。
铁芯压装后冲片不应出现波浪形。
铁芯边缘,特别是齿部不应翘起,铁芯齿部的弹开度(齿顶和槽底铁芯长度之差值),一般不得超过表中值对于扭斜一定角度的铁芯,应按规定扭斜。
5.扇形片组成的铁芯,必须按规定交叉叠放,片间应无搭接现象。
对于分瓣铁芯(如直径超过3.25m的水轮发电机),要保证合缝间隙符合规定,以免磁通分布不均,造成噪音及附加应力。
6.铁芯轴向中心线位置应符合规定要求,以保证定转子磁中心对称。
大型电机转子铁心压装工艺守则
大型电机转子铁心压装工艺守则(扇形冲片、内压装)1 适用范围本守则适用于1.5MW17.2RPM1100V 双凸极风力发电机定子/转子铁心压装。
2 设备、工具与材料2.1设备:天车、装配平台、CO 2气保焊机、工业吸尘器、加热炉2.2工具:2.2.1 操作工具:吊具、垫铁、木锤、锉刀、扁錾、样冲、电动扳手、毛刷、角磨机、角磨片、焊丝、槽样棒、通槽棒。
2.2.2 检测工具:磅秤、兆欧表、水平尺、卡规、钢直尺、钢卷尺、紧度测尺。
2.3 材料:剪切合格的硅钢片料、转子支架、转子压圈、斜键、轴、卡具、紧固件等零部件。
3 准备工作3.1 熟悉所用设备的操作规范及相关技术要求。
3.2 片料准备:按图样要求,检查硅钢片规格、毛刺、形位尺寸。
变形和表面质量,将检验合格的各种硅钢片按规格从剪切处搬运至叠装台旁,检查各级片料数量是否和图样要求相符。
3.3 按图纸技术要求及其他有关规定验收本工序所用零部件质量及数量,按图样把合格的冲片、槽板、齿压板等零部件运输到叠装现场。
3.4 备好所需的材料及工具,检查设备是否完好。
4 技术要求4.1 铁心重量要符合图纸要求,其偏差一般应不大于%31+-。
4.2 铁心紧密度适宜,冲片间要保持一定的压力,一般为(6.69~9.8)×105Pa。
4.3 铁心总长度、槽型尺寸及径向通风槽的尺寸和位置等均应符合规定要求。
4.4 铁心的同轴度在规定范围内,压装后冲片不应出现波浪形,铁心边缘(特别是齿部)不应翘起,铁心齿部的弹开度符合要求。
4.5 铁心轴向中心线位置应符合规定要求,以保证定转子磁中心对称。
4.6 冲片间绝缘及铁心损耗要稳定。
4.7 铁心在生产及搬运过程中应紧固牢靠,并能承受可能发生的撞击。
4.8 在电机运行条件下应紧固可靠。
5 工艺过程5.1 热下轴a.加热,将转子支架放入井式加热炉中,加热至280~300℃,保温4h后吊出至于装配平台之上,用卡规按90°夹角两个方向检测,卡规顺利通过时准备下轴。
定子铁芯组装工艺和质量控制
中国水利水电第三工程局有限公司定子铁芯组装工艺和质量控制朱启旺/(中国水利水电第三工程局有限公司第二分局)【摘要】随着水电站大型发电机定子铁芯组装工艺要求越来越高,高效优质的施工生产技术已成为不二之选。
本文结合黄河大峡电站首台机定子铁芯组装的施工情况,对比其他类似工程项目的定子组装工艺质量情况进行分析总结,形成了一套成熟、完整的施工工艺指导书,并在第二台机得以应用完善。
【关键词】水电站定子组装质量1工程概况大峡电站发电机定子机座由4瓣组成,规格:¢13060(外)210750(内)x1585mm(高),上下共4层环板,从机座下端部往上端部数第1层环板内径为①11050mm、第2〜4层环板内径为¢11500mm,机座净高1515mm。
机组定子绕组为三相2支路“Y”形连接波绕组结构,共1020根线棒。
定子线棒采用空气冷却的冷却方式,嵌入前在两侧及底面包一层刷有室温硫化半导体硅橡胶腻子DECJ1501的槽衬以降低槽电位。
槽内采用槽底垫条(导电玻璃布)、层间垫条和楔下垫条,并利用波纹板和槽楔进行固定。
线棒端部采用端箍、层间端箍、斜边垫块及槽口垫块并利用绑绳进行端部固定。
定子线棒并头采用银铜焊接方式,并利用绝缘盒加灌注胶的方式对并头进行绝缘。
2定子组装施工质量控制2.1施工步序流程定子组装基础板清理-摆放定子支墩并调平T定子机座组合—组合缝焊接一测圆架调整T基础定位筋安装—等份定位筋安装T其余定位筋安装T定位筋焊接-下压指安装焊接-定子下部粘胶片叠装T沿圆周均匀塞入槽样棒T 定子扇形片叠装一》叠至500mm高进行首次预压—>叠至1000mm高进行再次预压t•最后一段叠片及粘胶片安装-上齿压板、穿心螺杆安装及最终压紧-整体测量铁芯内径、高度及波浪度、叠压系数-上齿压板焊接-铁芯磁化试验。
2.2工艺控制要点(1)定子机座焊接,各环板组合缝均采用焊接骑马板控制焊接变形,自中间而两端焊接,焊接前后全圆周分16个方位(组合缝位置另加4个测点)检测定子机座各环板内径,控制各环板内圆绝对内径的平均值与设计值的偏差控制在-2mm〜+2mm,同时下环板圆周波浪度控制在3mm以内。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
定子铁心外压装工艺守则
1 适用范围
本守则适用于Y2系列三相异步电动机及其派生系列电动机定子铁心外压装。
2 材料
2.1 定子冲片
2.2 定子压圈(用于中心高112及以上电动机)
2.3 定子扣片
2.4 定子端板
3 设备及工具
3.1 理片机
3.2 油压机或铁心叠压专用机
3.3 定子铁心压装工具(包括上、下压胎、心轴、涨套)
3.4 槽洋棒
3.5 台秤
3.6 钢直尺、卡尺、内径千分尺、角尺、塞尺
3.7 压扣片工具:手锤
3.8 电焊机
4 工艺准备
4.1 根据工作指令,核实冲片、扣片、压圈、端板的型号及规格。
4.2 理片时要求冲片毛刺方向必须一致,不允许有乱片及缺角,将标记槽对齐后,用细铁丝捆好。
4.3 检查压装工具是否齐全,心轴与涨套不允许有油污,槽样棒和槽型塞规等是否有变形及磨损现象。
4.4 检查机床工作是否正常。
5 工艺过程
5.1 将下压胎、心轴、涨套固定好(心轴与涨套处于自由状态),然后套入定子压圈或定子端板。
5.2 将理好的冲片按图样要求将重量称好,首先把大约20~25 mm一叠的冲片套入涨套上,插入两根槽样棒,再把称好的冲片全部套入涨套上。
5.3 涨紧铁心,如果长度超过250 mm时,必须分两次涨紧。
5.4 放上定子压圈或定子端板及上压胎。
5.5 将定子冲片按规定的压力加压(单位压力为3~4Mpa)。
5.6 将扣片放在扣片槽内,用压扣片工具(滚轮)将扣片压平、撑紧,然后打弯上、下两端,使其紧密扣紧。
5.7 松去压力,取下上压胎,槽样棒,再取出铁心。
5.8 对H160及以上机座,需在两端将扣片与定子压圈用电焊焊接牢。
5.9 敲上操作者标记,送检并放下道工具。
6 质量检验
6.1 铁心长度L的公差检查(在扣片处测量),当L<160 mm时,公差为±1.0;当L≥160 mm 时,公差为+2.0-1.06.2 铁心外圆最大尺寸不得超过图样规定,铁心必须垂直不得歪斜。
6.3 铁心内圆要求整齐,尺寸公差应符合图样规定。
6.4 叠压后,槽形要求整齐,允许比冲片槽形基本尺寸小0.2mm。
齿部弹开度公差见表1。
表1 (mm)
铁心长度弹开度公差铁心长度弹开度公差
≤100 +4 >200~300 +6
>100~200 +5 >300 +7
6.5 铁心重量应符合图样的规定
7 注意事项
7.1 操作者在操作时应戴上手套,专心操作,注意安全。
7.2 铁心要竖直堆放,搬运时不允许在地上滚动。
7.3 铁心叠压后不磨不锉,若槽口有毛刺影响嵌线时,允许用锉刀锉去。