电火花机床机械结构设计
电火花微喷孔加工控制系统的设计与研究
E
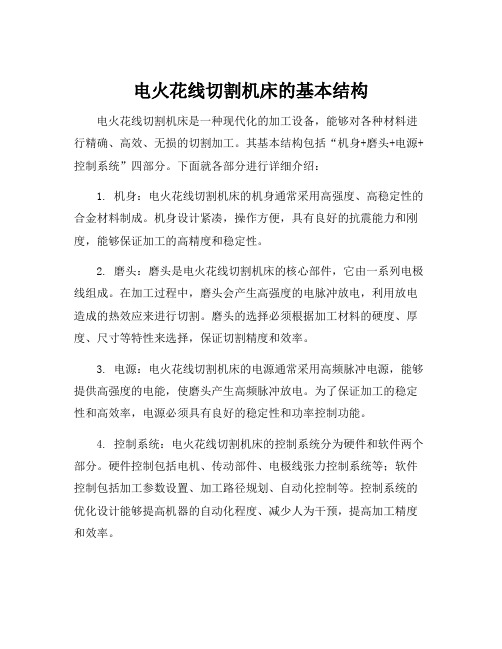
图2 微 喷 孔 电 火 花加 工 控 制 系统 硬 件 模 块
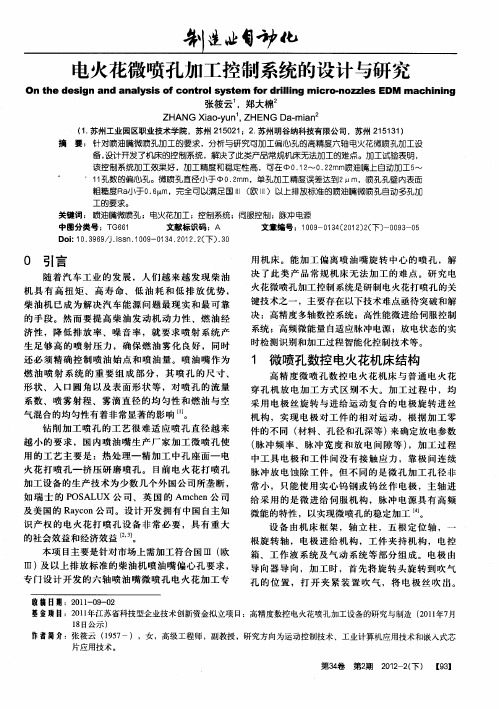
该 机 床 采 用 6轴 数 控 ,可 加 工 特 殊 材 料 、空
圆 萤 回 ~ 圈 回 团
图 1 微 喷 孔 电火 花 加 工 机 械 轴 构 成 示 意 图
间位 置 复 杂 的 群 孔工 件 。 整个 控 制 过 程 除 装 夹 工
备, 设计开发了机床的控制系统 ,解决 了此类产品常规机床 无法加 工的难 点。加工试验表明 , 该控制 系统 加工效果 好 ,加工精度和稳定 性高 ,可在 中0 1 ~0 2 mm .2 . 2 喷油 嘴上 自动加工5 ~ ‘ 1孔数 的偏心 孔。微喷孔直径小 于中02 m,单孔加工精度误差 达到2 m 1 .m ,喷孔孔壁 内表 面 粗糙度R d于O 6m,完全可 以满足 国 … ( … a\ . 欧 )以上排放标准 的喷油嘴微喷孔 自动多孔 加
决 :高精 度多轴 数控 系统 ;高性能 微进 给伺服 控制
系统 ;高 频微能 量 自适应脉 冲 电源 ;放 电状态 的实 时检 测识 别和加 工过程 智能化控 制技 术等 。
还 必 须精 确 控 制 喷 油 始 点 和 喷 油 量 。喷 油 嘴 作 为 燃 油 喷 射 系 统 的重 要 组 成 部 分 ,其 喷 孔 的 尺 寸 、 形 状 、入 口圆 角 以 及 表 面形 状 等 ,对 喷 孔 的 流 量 系数 、喷 雾 射 程 、雾 滴 直 径 的 均 匀 性 和 燃 油 与 空 气 混合 的均 匀性 有着 非常 显著 的影 响 … 。 钻 削加 工 喷 孔 的工 艺 很 难 适 应 喷 孔 直 径 越 来 越 小 的要 求 ,国 内 喷 油嘴 生 产 厂 家 加 工 微 喷 孔 使 用 的工 艺 主 要 是 :热 处 理 一 精 加 工 中孔 座 面一 电 火 花 打 喷 孔一 挤 压 研 磨 喷 孔 。 目前 电火 花 打 喷 孔 加 工 设备 的 生产 技 术为 少数 几个外 国公 司所垄 断 , 如 瑞 士 的 P A U 公 司 、英 国 的 Amc e OS L X h n公 司 及 美 国 的 R yo a c n公 司 。设计 开 发 拥有 中国 自主 知 识 产 权 的 电火 花 打 喷 孔设 备 非 常 必要 ,具 有 重 大 的社 会 效益 和经济 效益 ’ 。
电火花线切割机床的基本结构
电火花线切割机床的基本结构电火花线切割机床是一种现代化的加工设备,能够对各种材料进行精确、高效、无损的切割加工。
其基本结构包括“机身+磨头+电源+控制系统”四部分。
下面就各部分进行详细介绍:
1. 机身:电火花线切割机床的机身通常采用高强度、高稳定性的合金材料制成。
机身设计紧凑,操作方便,具有良好的抗震能力和刚度,能够保证加工的高精度和稳定性。
2. 磨头:磨头是电火花线切割机床的核心部件,它由一系列电极线组成。
在加工过程中,磨头会产生高强度的电脉冲放电,利用放电造成的热效应来进行切割。
磨头的选择必须根据加工材料的硬度、厚度、尺寸等特性来选择,保证切割精度和效率。
3. 电源:电火花线切割机床的电源通常采用高频脉冲电源,能够提供高强度的电能,使磨头产生高频脉冲放电。
为了保证加工的稳定性和高效率,电源必须具有良好的稳定性和功率控制功能。
4. 控制系统:电火花线切割机床的控制系统分为硬件和软件两个部分。
硬件控制包括电机、传动部件、电极线张力控制系统等;软件控制包括加工参数设置、加工路径规划、自动化控制等。
控制系统的优化设计能够提高机器的自动化程度、减少人为干预,提高加工精度和效率。
总体来说,电火花线切割机床具有结构紧凑、功能强大、精度高、加工范围广、操作简单等特点。
在实际加工中,需要根据各类材料的
特性来设定适当的加工参数,保证加工质量。
同时,也需要对设备进
行定期维护和保养,保证机器的稳定性和寿命。
电主轴的基本参数与结构1

·64··电主轴技术讲座·Seminar on Motorized Spindle第二讲!电主轴的基本参数与结构(一)LessonⅡMain Specifications and Structure of the Motorized SpindIe(l)周延祐李中行1 电主轴的基本参数电主轴的基本参数和主要规格包括:套筒直径、最高转速、输出功率、计算转速、计算转速转矩和刀具接口等。
其中计算转速又称额定转速,是指恒转矩驱动与恒功率驱动的交汇点,参见图1和图2。
它相当于图2中的A点,即小于计算转速时为恒转矩驱动,大于计算转速时为恒功率驱动。
计算转速转矩为转速小于和等于计算转速的转矩。
一般电主轴型号中含有套筒直径、最高转速和输出功率这3个参数。
表1列出了德国GMN公司用于加工中心和铣床的电主轴的型号和主要规格。
表1 德国GMN公司用于加工中心和铣床的电主轴的型号和主要规格主要型号套筒直径/mm最高转速/(r/min)输出功率/kW计算转速/(r/min)计算转速转矩/N·m润滑刀具接口HC120-42000/11120420001130000 3.5OL SK30HC120-50000/11120500001130000 3.5OL HSK-E25HC120-60000/5.512060000 5.5600000.9OL HSK-E25 HCS150g-18000/9150180009750011G HSK-A50 HCS170-24000/2717024000271800014OL HSK-A63HC170-40000/6017040000604000014OL HSK-A50/E50 HCS170g-15000/151701500015600024G HSK-A63 HCS170g-20000/1817020000181200014G HSK-F63 HCS180-30000/1618030000161500010OL HSK-A50/E50 HCS185g-8000/11185800011213053G HSK-A63 HCS200-18000/152001800015180080OL HSK-A63 HCS200-30000/1520030000151200012OL HSK-A50”E50 HCS200-36000/162003600016600029OL HSK-A50”E50 HCS200-36000/7620036000762500029OL HSK-A50”E50 HCS200-182000/152001200015180080G SK40HCS230-18000/152301800015180080OL HSK-A63 HCS230-18000/252301800025300080OL HSK-A63 HCS230-24000/182302400018315057OL HSK-A63 HCS230-24000/452302400045750058OL HSK-A63 HCS230-182000/222301200022240087G HSK-A63 HCS230-182000/252301200025300080G HSK-A63 HCS232-185000/9230150009122070G HSK-A63 HCS275-20000/6027520000601000057OL HSK-A63 HCS285-12000/3228512000321000306OL HSK-A100 HCS300-12000/3030012000301000286OL HSK-A100 HCS300-14000/2530014000251100217OL HSK-A63 HCS300-8000/303008000301000286G HSK-A100注:HCS—矢量驱动;OL—油气润滑;G—永久油脂润滑;SK—ISO锥度。
电火花线切割机床设计毕业论文
电火花线切割机床设计毕业论文一、概括当我们谈论电火花线切割机床的设计,我们其实是在探讨一种精密工艺的发展与创新。
这种机床在制造业中扮演着非常重要的角色,特别是在需要高精度切割的应用场景中。
本次毕业论文的目的,就是深入探索电火花线切割机床的设计原理与实践,理解其结构特点和操作方式,以推动其在现代制造业中的进一步发展。
论文首先从电火花线切割机床的基本原理开始,简单介绍了其工作原理和应用领域。
接着我们会深入探讨其设计的各个方面,包括机械结构、控制系统、切割工艺等。
设计的每一个环节都至关重要,它们共同决定了机床的性能和精度。
此外我们还将关注机床的实用性和创新性,试图通过设计优化,提高机床的效率和稳定性。
1. 研究背景和意义随着制造业的飞速发展,电火花线切割技术已成为现代工业生产中不可或缺的一部分。
这种技术广泛应用于汽车、航空、模具制造等领域,对高精度零部件的加工起着至关重要的作用。
然而随着市场需求的变化和技术进步的要求,现有的电火花线切割机床在某些方面已经不能满足现代工业的需求。
因此对电火花线切割机床的设计进行深入研究,具有重要的现实意义。
此外随着科技的快速发展,各行各业对产品质量的要求越来越高,这也对电火花线切割技术提出了更高的要求。
因此对电火花线切割机床的设计进行研究,有助于我们更好地满足市场需求,提高我国制造业的竞争力。
那么我们该如何进行设计研究呢?接下来我将为大家详细介绍。
2. 电火花线切割机床的发展现状和趋势随着制造业的飞速发展,电火花线切割机床作为重要的加工设备,一直在不断地进步和发展。
说起电火花线切割机床,我们不禁要关注它的现状以及未来的趋势。
目前电火花线切割机床已经广泛应用于各个领域,特别是在模具制造、航空航天、汽车制造等行业。
它的加工精度高、速度快,能够适应各种复杂形状工件的加工需求。
不过随着科技的进步,电火花线切割机床也在不断地进行技术革新。
我们知道现在的电火花线切割机床越来越智能化,自动化技术的应用使得机床的操作更为简便,加工精度也进一步提高。
电火花加工机床基本结构

电火花加工机床基本结构电火花加工机床是一种常用的精密加工设备,广泛应用于模具制造、航空航天、汽车制造等领域。
它通过电火花放电的方式,在导电材料上进行高精度的切割和加工。
电火花加工机床的基本结构由以下几个主要部分组成:工作台、主轴、工作液系统、电极以及控制系统。
1. 工作台工作台是电火花加工机床的基础组成部分,通常由一块平面铜板构成。
工作台上有一个可移动的工件夹持装置,用于固定待加工的工件。
工作台通过液压或电机驱动,可以在三个方向上进行精确的移动,以便于实现多轴加工。
2. 主轴主轴是电火花加工机床的核心部件,主要负责驱动电极进行切割。
主轴通常由高速电机驱动,可以在纵向和横向方向上进行移动。
在主轴上安装有电极夹持装置,用于固定电极。
主轴的精度和稳定性对于加工质量和效率具有重要影响。
3. 工作液系统工作液系统是电火花加工机床的重要组成部分,主要用于冷却和清洗加工区域,以及排放电火花放电产生的废料。
工作液通常是脱离液,具有较好的绝缘性能和导电性能。
工作液系统还可以通过对工作液的过滤和循环使用,提高加工的稳定性和效率。
4. 电极电极是电火花加工的关键部件,直接与工件接触并进行放电切割。
电极通常由铜或铜合金制成,具有良好的导电性和导热性。
在电火花加工过程中,电极会受到较大的热和机械应力,因此电极的材料选择和加工工艺十分重要。
5. 控制系统控制系统是电火花加工机床的智能化核心,负责控制加工过程中的各个参数和动作。
控制系统可以通过输入预设的加工参数,实现自动化的加工操作。
同时,控制系统还可以监测电火花放电的状态和工件的加工质量,提供实时反馈和调整。
电火花加工机床的基本结构由工作台、主轴、工作液系统、电极以及控制系统组成。
这些部件相互配合,实现了高精度的电火花加工。
电火花加工机床的结构设计和工艺参数的选择对于加工质量和效率具有重要影响,因此需要在实际应用中进行合理的调整和优化。
随着科技的不断进步,电火花加工机床的结构和性能也在不断改善,为各行业的精密加工提供了更好的解决方案。
题目:DK7720B型走丝机构设计 (2)

第1章课程设计的目的课程设计是学生理论联系实际的重要实践教学环节,是对学生进行的一次综合性专业设计训练。
通过课程设计使学生获得以下几方面能力,为毕业设计(论文)奠定基础。
1.进一步巩固和加深学生所学一门或几门相关专业课(或专业基础课)理论知识,培养学生设计、计算、绘图、计算机应用、文献查阅、报告撰写等基本技能;2.培养学生实践动手能力及独立分析和解决工程实际问题的能力;3.培养学生的团队协作精神、创新意识、严肃认真的治学态度和严谨求实的工作作风第2章 DK7720B型线切割机走丝机构总体设计2.1 DK7720是数控电火花切割机床的型号.其含义如下:D K 7 7 20基本参数代号(工作台横向行程200mm)型别代号(线切割机床)组别代号(电火花加工机床)机床特性代号(数控)机床类别代号(电加工机床)2.2 DK7720B型数控线切割机整体结构图:图2-2 线切割机整体结构图2.3走丝机构部分:图2-3 走丝机构2.4总体设计概况和思路:电动机钼丝线速度贮丝筒尺寸钼丝直径齿轮传动比丝杠转速进给速度丝杠螺距已知条件:贮丝筒的线速度:V=10m/s,钼丝的直径:d=0.18,钼丝的总长度:l=400m,电机转速:n=1440r/min,继电器控制。
PLC控制。
1第3章 部件的选择与计算3.1电动机的选择:走丝机构整体重量轻,转速要求高,因此可选用高转速小功率电动机,查机械设计手册(五)(机械设计手册编委会,2004年机械工业出版社)35—62页表35.1-52可选用Ys-7124型电动机 ,电动机伸出轴径11mm,长度23mm,键槽宽4mm,深2.5mm 。
查机械设计课程设计选用 b*h=4*4平键。
查机械设计课程设计选用 十字滑块联轴器。
本结构轴承所受力较小。
所以连接轴部分选用 6024 深沟球轴承。
因为深沟球轴承坚实耐用,通用性强及低噪音运行,可在高速下运转和易于安装。
单列深沟球轴承另有密封型设计,可以无须再润滑和无需保养。
电火花机床的组成

电火花机床的组成电火花机床是一种利用电火花放电原理进行加工的专用机床,广泛应用于模具制造、精密零件加工等领域。
它能够高效地加工各种形状复杂的零件,并具有较高的加工精度和表面质量。
本文将详细介绍电火花机床的组成结构和各个部件的功能。
1. 主要结构电火花机床主要由以下几个部分组成:1.1 工作台工作台是电火花机床上用于放置工件和夹具的平台,通常由铸铁或石英材料制成。
它具有较高的刚性和稳定性,能够承受加工过程中产生的力和振动。
1.2 主轴箱体主轴箱体是电火花机床的核心部分,包含放电主轴、主轴马达等关键部件。
它负责提供放电能量,并控制放电过程中的参数,如脉冲频率、脉冲宽度等。
1.3 工作液系统工作液系统是为了冷却和冲洗加工区域而设计的,主要由油箱、泵和冷却器等组成。
工作液在加工过程中起到冷却电极和工件的作用,同时还能冲洗放电产生的碎屑,保持加工区域的清洁。
1.4 控制系统控制系统是电火花机床的大脑,负责控制整个加工过程。
它通常由数控装置、伺服驱动器、编码器等组成,能够实现加工程序的自动化控制。
2. 主要部件及其功能2.1 放电主轴放电主轴是电火花机床的核心部件之一,它通过高频脉冲放电产生瞬间高温和高压,将工件表面材料融化或剥离。
主轴通常由铜制成,具有较好的导电性和散热性能。
2.2 工作台移动机构工作台移动机构用于控制工作台在X、Y、Z三个方向上的运动。
它通常由伺服驱动器、滚珠丝杠等组成,能够实现精确而稳定的定位和移动。
2.3 工作液喷射系统工作液喷射系统由喷射头和喷射管等部件组成,用于将工作液喷射到加工区域。
它能够冷却电极和工件,并将放电产生的碎屑冲洗掉,以保持加工区域的清洁。
2.4 电极夹紧装置电极夹紧装置用于夹持和固定电极。
它通常由夹具、弹簧等部件组成,能够确保电极与工件之间的稳定接触,并传递放电能量。
2.5 控制系统控制系统是整个电火花机床的大脑,负责控制加工过程中各个部件的运动和参数。
它通常由数控装置、伺服驱动器、编码器等组成,能够实现加工程序的自动化控制。
电火花线切割加工技术详解
电火花线切割加工知识目标掌握电火花线切割加工的原理、特点及应用:了解电火花线切割加工的基本工艺规律;电火花线切割加工机床的组成及各部分的功用。
技能目标掌握电火花线切割加工机床的结构:学会电火花线切割加工的手工编程:掌握线切割加工工艺及应用。
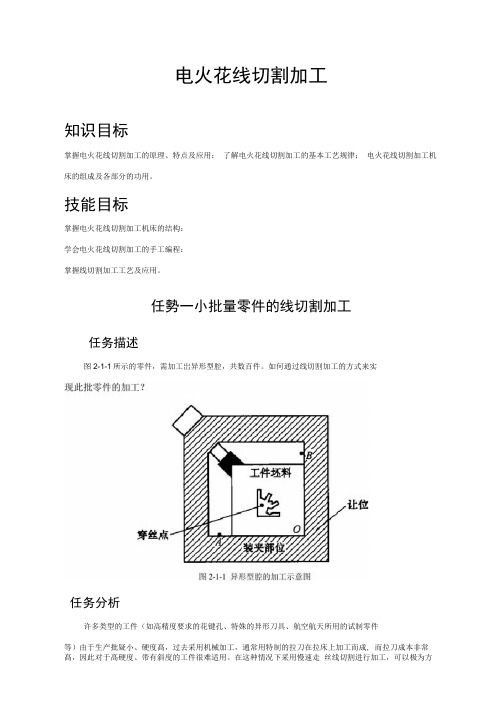
任勢一小批量零件的线切割加工任务描述图2-1-1所示的零件,需加工岀异形型腔,共数百件。
如何通过线切割加工的方式来实任务分析许多类型的工件(如高精度要求的花键孔、特姝的异形刀具、航空航天所用的试制零件等)由于生产批疑小、硬度髙,过去采用机械加工,通常用特制的拉刀在拉床上加工而成, 而拉刀成本非常髙,因此对于髙硬度、带有斜度的工件很难适用。
在这种情况下采用慢速走丝线切割进行加工,可以极为方便地满足加工要求。
知识准备一、电火花线切割加工的原理、特点及应用随着电火花加工技术的发展,在成形加工方而逐步形成两种主要加工方式:电火花成形加工和电火花线切割加工。
电火花线切割加工(wircculEDM,简称WEDM)自20世纪50 年代末产生以来,获得了极其迅速的发展,已逐步成为一种高精度和高自动化的加工方法,在模具制造、成形刀具加工、难加工材料和精密复杂零件的加工等方而获得了广泛应用。
目前电火花线切割机床已占电加工机床的60%以上。
1•电火花线切割加工的发展电火花线切割加工历经半个多世纪的发展,已经成为先进制造技术领域的重要组成部分。
电火花线切割加工不需要制作成形电极,能方便地加工形状复杂、大厚度的工件,且工件材料的预加工虽少,因此在模具制造、新产品试制和零件加工中得到了广泛应用。
尤其是进入20世纪90年代后,随着信息技术、网络技术、航空和航天技术、材料科学技术等髙新技术的发展,电火花线切割加工技术也朝着更深层次、更髙水平的方向发展。
我国上海仪表工程师于20世纪60年代独创的特种快速走丝电火花加工机床,经过30 多年的发展和完善,现已成为模具加工不可缺少的装备,也是中国模具生产企业装备数量最多的电火花加工机床。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
谢辞···································································46
附录·····································································47
1.1题研究的目的和意义················································3
1.2本设计国内外研究历史与现状·······································4
1.3本设计拟解决的关键问题和研究方法··································5
3.5直线导轨的设计···················································27
四、工作台设计························································29
五、十字滑座设计······················································34
1.4电火花成型加工特点和适用范围······································5
二、电火花成型机床总体结构设计·····································8
2.1电火花成型机的结构形式···········································8
关键词:电火花;主轴;滚珠丝杆;十字滑座;V型导轨
Abstract:The processing principles, characteristics and development process of the EDM machine by author isintroduncedin this paper. It removes material with repetitive spark discharges from a pulsating DC power supply, with a dielectric flowing between the work piece and the tool.
翻译··········································来自···············52
摘要:介绍了电火花成型机床的加工原理、特点及其发展历程:它是通过脉冲直流电源不断产生火花放电来去除工件材料,且在工件与工具之间有绝缘液体介质。
分析并设计了电火花成型机床结构系统。机床总体布局为单柱立式,主轴采用步进电机拖动滚珠丝杆完成升降,利用步进电机多级可变细分技术,实现伺服系统的变频、变步距双重伺服调节,提高系统的跟踪能力和稳定性。进给系统采用滚珠丝杆和十字滑座实现工作台的横向、纵向移动,运动平稳。
目录
中文摘要·································································1
英文摘要·································································2
一、引言································································3
3.2电机的选择·······················································14
3.3同步齿形带设计···················································19
3.4滚珠丝杆副的设计··················································22
电火花成形加工要在加工精度、加工效率、加工范围等方面取得重大突破,一个重要的发展方向就是对机床成形运动方式的创新和多样化。本课题的研究,是对电火花成型加工发展方向的一次有益尝试,通过改进电火花加工机床的伺服系统、控制系统、机床结构等,在保证加工精度的前提下提高了加工效率;通过开放式的控制系统,提高了电火花成型加工过程的自动化。
2.2电火花成型机结构设计···············································9
三、主轴系统设计······················································13
3.1主轴系统设计方案··················································13
六、电极夹头设计·······················································37
七、机床润滑系统设计·················································40
八、工作液循环装置结构设计··········································42
Analysis and design the system of structure for EDM machine . Machine overall layout as a single vertical column, 3-axis; Stepper motor is used in the machine tool to drive the ball screew up and down directly,the control system of the machinetool acapt divided dreving technique of step motor,and realizes dual regulations with changing feed step and changing feed frequency ,this improves its tracking ablity and stability. Feed system uses Ball Screw and the cross slide take the table move on the horizontal and vertical , smooth motion.