QTM烟支和嘴棒综合测试台
烟支在线检测系统

烟支在线检测系统说明书一、现状与问题伴随着自动化技术的不断发展,国内卷烟行业市场竞争日趋激烈。
各大烟草企业为了自身的生存与发展,通过不断加大对技改的投入来获取在行业的技术领先,以打造自己的强势品牌赢得市场。
综观近十年,国内烟草企业在滤棒成型、制丝、卷包设备上不断进行技术、设备更新,使得卷烟产品在质量的保证能力上得到了很大的增强,然而作为卷烟产品关键工序中的滤棒成型、烟支圆周在线显示控制工序,其设备的技术更新则相对滞后。
根据行业现状,目前ZJ17、Protos70、Passim卷接机组是我国烟草行业卷烟的主力机型,由于该机型设计受年代技术水平的限制,其对产品质量的保证能力已经明显不足,其中烟支直径在线显示及监控还是空白。
随着包装工序对烟支圆周控制稳定性的要求进一步提高,许多烟厂对卷烟工序的圆周波动允差制定了严格的标准。
多年来现场实际运行资料证明,现有卷烟控制过程中已显现出其工作的不足和缺陷:1、没有烟支在线圆周波动显示装置;2、生产过程中检测探头的胶垢及纸灰严重影响设备有效工作业率,常常因清洗不及时导致误信号产生;3、无超标品剔除。
由于设备在这些方面存在的缺陷与不足,从而使得因烟支圆周波动产生的超标品就无法得到有效控制而流入包装工序,造成烟支后序包装屡出问题,严重影响了工作效率和品牌形象。
为此,我公司自主研发出的RH—1B烟支圆周在线显示系统,能实时准确的检测显示出烟支圆周大小,并给出有效控制提示,且不合格的烟支给予剔除。
二、系统设计方案及原理在工业技术日新月异的今天,电气控制“数字化”取代“模拟化”已成必然趋势,且烟支圆周显示控制方面的技术改进势在必行!通过数字技术的改进,使在线烟支圆周的波动通过数字显示直接、精确的反馈给操作者,并通过“数字化”的方式设定剔除信号,使烟支圆周超标品剔除;另外,采用新技术对检测探头胶垢及纸灰进行清除,大大减少了人工清洗探头的次数,使检测信号更为精确,显示值更为真实,从而使烟支圆周过程控制精度、纠偏及时性大大提高。
使用QTM综合测试台检测卷烟吸阻分布的方法研究

安徽农学通报, 8@ABC 8 DEC : .FC: 0BGG: ’$$#, !, ( !) : 1(
使 用
)*+ 综
合 测 试 台 检 测 卷 烟 吸 阻 分 布 的 方 法 研 究 朱青林
( 中烟工业公司合肥卷烟厂, 安徽合肥 & ’,$$-!)
摘& 要: 传统的卷烟 吸阻分析仅对整支烟的吸阻进行检测, 不能全 面反映吸阻 如何影响 卷烟的品质。 使用 )*+ 综合 测试台, 可简便、 快捷、 准确的检 测卷烟烟支和烟丝段 的吸阻, 分析 卷烟吸 阻分布 的情况, 更好 地为降 焦减害、 产 品开 发、 工艺改进等研究工作提供 数据支持。在 )*+ 综合测试台检测卷烟吸 阻过程中, 我们摸 索出一套 通过抽出烟 支滤 嘴芯, 检测卷烟烟丝 段吸阻用以分析卷烟吸阻分布的方法。 关键词: 卷烟; 烟丝段; 吸阻; 方法 中图分类号& *./!’& & & 文献标识码& 0& & & 文章编号& !$$# % ##,! (’$$# ) $! % 1( % $!
& & 随着人们健康意识的日益提高, 卷烟的降焦减害技术 被广泛应用于卷烟生产中, 而卷烟吸阻作为一个重要的影 响因素, 也受到广泛的关注。长期以来, 人们仅仅通过对 整支烟吸阻的测定来分析吸阻大小对卷烟焦油、 吸味的影 响情况。但是, 随着研究的逐步深入, 人们发现卷烟烟丝 段和滤嘴段的吸阻对卷烟的降焦效果和吸味起着不同程 度的作用。因此, 卷烟吸阻分布情况越来越受到重视, 对 它的测定、 研究也显得格外重要和具有现实意义。 卷烟吸阻分布情况的测定是指分别对卷烟烟丝段、 滤 嘴段和整支烟的吸阻进行测定, 分析在整支烟的吸阻中, 烟丝段与滤嘴段的分布情况。但是由于滤嘴过短等其他 因素, 造成了检测中的诸多不便, 这里, 我们探讨如何利用 )*+ 综合测试台, 测定卷烟烟丝段吸阻的方法。
单因子方差分析法在卷烟均匀性检验中的研究与应用

单因子方差分析法在卷烟均匀性检验中的研究与应用单因子方差分析(one-way ANOV A),用于完全随机设计的多个样本均数间的比较,其统计推断是推断各样本所代表的各总体均数是否相等。
本文根据卷烟共同试验样品的特点,本文设计并使用单因子方差分析法验证了卷烟质量、圆周、长度、吸阻、硬度和总通风率等物理指标的均匀性,总结了一种卷烟物理指标共同试验样品均匀性检验的实用方法。
标签:单因子方差分析;临界值;置信水平;均匀0 引言卷烟物理指标(卷烟质量、圆周、长度、吸阻、硬度和总通风率)共同试验是烟草实验室检测能力互认的重要内容,也是CNAS判定申请认可实验室和获准认可实验室技術能力的重要技术依据之一。
对于卷烟工业企业而言,针对当前多点同质化加工的要求,通过共同试验能够有效提高检测结果的一致性,进而确保各生产点卷烟品质的一致性。
目前国内外开展共同试验的通用做法是按照相关标准并在特殊监控之下制作一批均质性较高的卷烟分发到各检测室,这是由于在检验过程中卷烟样品的物理特性会发生改变,无法重复使用。
卷烟产品由于受其原料、材料及成品本身加工形式的影响,不像化工产品(如溶液、粉末等)具有相对均一的微观或宏观性质,制备相互一致的样品相对容易,因此试验组织者为确保共同试验中出现的不满意结果不归咎于样品之间的差异,对于批量制备的样品一般都要开展均匀性检验,均匀性检验统计方法也不尽相同。
本文通过研究将单因子方差分析法(one way ANOV A)应用于卷烟样品的均匀性验证,证实了方法的科学有效并在山东中烟相关共同试验项目中得到了实际应用。
1 材料与方法1.1 样品制作根据YC/Z 385-2011/ISO/TS 7821:2005 《烟草及烟草制品由同批样品中制备和组成测试方法评价的共同试验用均一样品》制作一批山东中烟泰山品牌某规格卷烟样品,作为试验样品。
1.2 检测设备卷烟物理性能综合测试台(英国Cerulean公司QTM)。
烟支硬度检测结果影响因素分析

3
过通风率、吸阻单元, 这可能是因为烟支通过吸阻、
4
通风率单元时, 经过烟支的气流压实了烟丝。因此,
5
烟支测硬度单项和全项时差异较大的原因主要是测
6
61.78 62.32 67.36 67.25
全项时经过通风率、吸阻单元。
70.5
2.2 挡烟板位置对烟支硬度检测结果的影响
69.5
据图 1 所示, 随着挡烟板位置的增加, 烟支硬度检测值
第3期
黄刚, 等: 烟支硬度检测结果影响因素分析
77
因此, 精准的检测是提高硬度质量的有效监督手段。目前, 对硬度的研究多以与其他物理指标的关系为 主, 如赵日利[1]认为, 烟支吸阻会随着硬度的增加而增加, 硬度并不是吸阻的直接影响因素, 两者共同 受烟丝的用量、填充值影响。倪克平等[2]经过研究后也得出了相似的结论, 烟丝填充值一定, 烟支硬度 随重量增加而增加, 烟支重量一定, 吸阻、硬度随烟丝填充值增加而增加。也有部分研究人员对烟支重 量检测结果的影响因素进行过相关研究, 提出烟支硬度的检测会因检测季节、烟支长度、烟支圆周、检 测仪器量程设置、检测方法(点压法、全压法)等因素出现误差[3–5]。而在实际生产中, 烟支物理指标检 测是一个多指标的连续检测过程, 其余物理指标的检测是否会对硬度的检测结果产生影响, 尚不明确。 基于此, 本试验对其他物理指标检测、硬度检测仪关键参数、贮存时间对烟支硬度检测结果的影响进行 研究, 以优化烟支硬度检测方案, 达到提高质检仪器检测结果一致性的目的, 提高公司产品质量与研发 设计的符合性, 为产品质量的提升提供技术支撑, 为企业提升市场竞争力奠定基础。
度、环境湿度、贮存时间来对烟支硬度进行测定。烟支检测全项时硬度明显高于单独检测出的硬度; 随挡烟
通风卷烟2种不同打孔方式的比较
第30卷第1期湖南文理学院学报(自然科学版) V ol. 30 No. 1 2018年3月 Journal of Hunan University of Arts and Science(Science and Technology) Mar. 2018doi: 10.3969/j.issn.1672–6146. 2018.01.014通风卷烟2种不同打孔方式的比较严志景1, 邵名伟1, 査勇2, 余春芝2(1. 安徽中烟工业有限责任公司, 安徽合肥, 230088; 2. 安徽中烟工业有限责任公司芜湖卷烟厂, 安徽芜湖,241002)摘要: 为系统评价通风卷烟2种不同打孔方式对卷烟质量和生产成本的影响, 分别从卷烟理化指标、感官质量、技术优势和综合成本4个方面展开详细的比较分析。
结果表明: 2种打孔方式下的卷烟物理指标、烟气指标、感官质量无显著差异; 较之预打孔生产方式, 在线打孔生产的烟支通风率符合性和稳定性更好; 采用在线打孔, 能缩短新产品研发周期, 减少滤棒规格数量, 降低接装纸和滤棒等采购成本。
关键词: 卷烟通风; 预打孔; 在线打孔; 卷烟质量; 生产成本中图分类号: TS 412 文献标志码: A文章编号:1672–6146(2018)01–0053–04Comparison of two different drilling methods for ventilated cigarettesYan Zhijing1, Shao Mingwei1, Zha Yong2, Yu ChunzhiI2(1. China Tobacco Anhui Industrial Co Ltd, Hefei 230088, China; 2. Wuhu Cigarette Factory of China TobaccoAnhui Industrial Co Ltd, Wuhu 241002, China)Abstract: In order to systematically evaluate the influence of two different drilling methods to ventilated cigarette quality and production cost, 4 aspects of ventilated cigarette including cigarette physical and chemical indexes, sensory quality, technical superiority and composite cost are comparatively analyzed. Results show that: there are no significant differences of physical and chemical indexes, smoke index, sensory quality between pre-drilling and on-line drilling; compared with the pre-drilling method, the ventilation rate and stability of the cigarettes produced by online drilling are better; using online drilling will cost less time of new product development, meanwhile it can reduce the varieties and quantity of filter rods, the cost of receiving paper and filter rods and other procurement costs.Key words: cigarette ventilation; pre-drilling; on-line drilling; cigarette quality; production cost近些年烟草企业主流的降焦方式多采用滤嘴通风稀释技术, 该技术主要通过接装纸打孔来实现[1]。
综合测试台检测细支卷烟的技术改造
16 . 9 4、9 7. 0 6、1. 3 4 4、4 0 . 8 8、52 . 21,偏 差 分 别为 0 . 0138、0 . 0 52、0 . 2 35、0 . 0 6 4 4、1. 4 6、1.19,变异系数分 别为2.60、0.47、0.24、4.79、3.56、2.91,上下限分别为 [0.48,0.58]、[16.8,17.20]、[96.50,97.51]、[1.050,1.550]、 [36.0 0,4 4.0 0]、[40.0 0,60.0 0],从上述数据中可以发 现,改 造 后的 检 测数 据比 较 稳定,无 异常 数 据 现 象 出 现,由标准偏差数据也能够得到该结论。由此可见,综 合测试台在进行改造后对于5.4mm规格的细支卷烟进 行检测其数据准确可靠,能够满足细支卷烟在物理性 能指标上的检测。
科技创新导报 Science and Technology Innovation Herald
工业技术
科技创新导报 2021 NO.11
Science and Technology Innovation Herald
长 度,需 要对其 改 造,也 就 是 使 夹 持 器 轴承内径 变为 16mm[5]。
(1)改造入口导烟器以及导烟管。改造导烟器时, 在吸 阻和 通 风 度单元中,入口导烟 器 是 用 来引导 检 测 样品进 入 到 该 检 测 单元中,与5 . 4 m m直径的细支卷 烟 样品相匹配的入口导烟 器内径 为10 m m。改 造导烟 管 时,烟支样品中,上部和中部的两个胶管芯中存在一个 导烟管,与导烟器作用相似,5.4mm直径的细支卷烟样 品检 测时,其 导烟 管内径 需 要进 行 改 造,烟 支的内径 为10mm,滤棒的内径为14mm。
工业技术 DOI:10.16660/ki.1674-098X.2103-5640-7512
综合测试台分析报告201105

Ø PLC 可靠性高,抗干扰性强,I/O 采用光电隔离,模块带屏蔽保护。 Ø 过程控制能力强,信号处理时间短,速度快。 Ø 实时进行数据采集、分析处理和网络传送。 Ø 自诊断保护功能,出现故障时迅速发出警报,PLC 停止工作,防止故
第二轮的卷烟硬度指标研究和标准修订由郑州烟草研究院和欧美利华公司 共同承担。
北京欧美利华科技有限公司 谨上
2011/5/18
5/5
2. 激光圆周/长度测量单元:两台日本 KEYENCE 高精度激光器,圆周和长 度同步测试,设备集成度高。 欧美利华使用 KEYENCE 最新推出的 71 系列激光器,线型 CCD 一 次成像,速度快,稳定性好。而旧款 32 系列(SODIM,KC 测试台用) 使用八棱镜旋转扫描成像,容易产生热误差,时间长了,转动机构还带 来系统误差。
MKS 精密压力传感器,同时测量吸阻、滤嘴通风度和烟纸通风度。 Ø 采用德国 FESTO 阀岛,集中气路控制,结构简洁,稳定可靠,维修
方便,能耗低。 Ø 高可靠性开关电源单独供电,减少电磁干扰。 Ø 12 位 A/D 模数转换组件,精度高。
独有的自动清除气路功能,保证测量环境的一致性,减轻用户的维 护保养工作(本设计参照了客户的建议,因为吸阻/通风度单元气路,电 路比较繁杂,用户维护难度很大,有些故障就是因为烟丝堵塞造成,不 得不停机待修,影响设备运行)。
7、其他重要信息
郑州烟草研究院目前偕同欧美利华公司、浙江中烟公司针对吸阻、通风度 的研究和标准的修订已经得到国家局科教司批复,并在杭州卷烟厂完成论证试 验。此标准将解决困扰烟草行业多年的卷烟吸阻标准不统一,各品牌仪器测量 误差较大的难题。新国标将采用此标准。其他品牌测试台的吸阻检测方法和参 数标准将全部统一到以上标准。
QMU综合测试台吸阻系统气路分析
作者简介:赵宝生(1966-),男,工程师。 收稿日期:2011-02-17
154 机械工程师 2011 年第 5 期
于车刀柄上作为导料装置。
3.2 直径公差的控制
弹簧制作工艺过程:确定芯轴→卷制→去应力退
火→调整→去应力退火。
冷卷弹簧所用芯轴的直径应根据材料的弹性回复和
去应力退火后节圆直径和节距等尺寸变化而定。
其近似值按下列公式求得:D0=
D1 1+1.7c
σb
E
式中,D0-芯棒直径;D1-弹簧内径;c-弹簧的旋绕比;σb-
钢丝直径大多小于 5mm。
此弹簧钢丝直径为 10mm,设计要求材料的强度(981~
1226MPa)较高,制造难度大。
2 技术要求及工艺难点
39.72 准10
218.6
零件图见图 1。 技 术 要 求 :总 圈 数 :n0=7.5; 工 作 圈数:n1=5;旋 向 : 右;弹簧刚度:P′=
准110
13.45N/mm;展开长
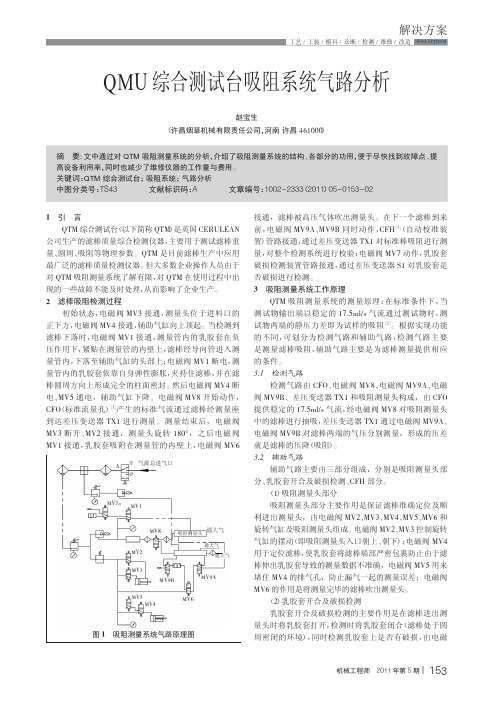
关键词:QTM 综合测试台;吸阻系统;气路分析
中图分类号:TS43
文献标识码:A
文章编号:1002-2333(2011)05-0153-02
1引言 QTM 综合测试台(以下简称 QTM)是英国 CERULEAN
公司生产的滤棒质量综合检测仪器,主要用于测试滤棒重 量、圆周、吸阻等物理参数。QTM 是目前滤棒生产中应用 最广泛的滤棒质量检测仪器。但大多数企业操作人员由于 对 QTM 吸阻测量系统了解有限,对 QTM 在使用过程中出 现的一些故障不能及时处理,从而影响了企业生产。 2 滤棒吸阻检测过程
(3)调整节距时,工作圈直径增大而非工作圈直径不
增大,弹簧直径公差难保证。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
YC/T28.6-1996 卷烟物理性能的测定 第6部分:硬度 点压法 YC/T37.4-1996 滤棒物理性能的测定 第4部分:硬度
硬度测量单元QTM7结构图
平衡锤
预加负荷
悬臂
铰链
步进马达
移动件
脚板 样品 放样阀 止动开关
重量负荷 提升器 停止
砧板
丝杠
硬度测量单元QTM7点压法示意图
砧板
脚板
间,长度在60-160mm之间
组重量测试单元QTM2
使用标准工业天平 范围:0
- 100 g 分辨率:0.0001 g 精度: ± 0004g 料斗容量:50 支 (7.32mm 直径) 40 行打印机 串行接口 RS232
圆周测量单元 QTM3
测量范围: 圆周:15.50-28.50mm 直径:4.93-9.07mm 分辨率:0.01mm 精度:±0.01mm 测量参数:圆周或直径、圆度、椭圆度和形度 符合国家标准:
通风率和吸阻测量单元QTM5u
通过更换测试头来分别完成烟支的通风率和吸阻测量及滤棒 的吸阻测量 测量参数:总通风率、滤嘴和烟支部分通风率、开吸阻PDo 和闭吸阻PDc;嘴棒吸阻(全包) 测量单位:毫米水柱mmWG或千帕Kpa 测量范围: 烟支:0-500毫米水柱 滤棒:0-1500毫米水柱 自动校准功能,内置标准棒 使用新型硅胶乳胶管延长使用寿命
YC/T28.3-2002 卷烟物理性能的测定 第3部分:圆周 激光法 YC/T37.2-2002 滤棒物理性能的测定 第2部分:圆周 激光法 YC/T37.6-2002 滤棒物理性能的测定 第6部分:圆度
校准标准件为16.00mm和30.00mm的圆柱棒
圆周测量单元QTM3激光测量头
圆周测量单元QTM3工作原理
圆周或直径测量:通过360°旋转测量100 个值计算平均值 圆度:100个测量值中最大值和最小值的 差
形度:100个测量值的 CofV变异系数
烟支透气度和吸阻测试单元QTM5
透气度和吸阻测量 嘴头或全烟支的透气度测量 透气度范围:0 分辨率:0.1
- 100 %
% PDO开吸阻和PDC闭吸阻测量 0 - 500 mmWG 分辨率:1 mm 精度:0.5%FSD
典型的模块组合
卷烟产品 滤棒产品
QTM0 料斗和控制装置 QTM2 组重量 QTM8 单支重量 QTM3 直径、圆周 QTM3 直径、圆周 QTM6 滤棒吸阻 QTM5u 吸阻和通风度 QTM7 硬度
QTM 部分用户名单
山东中烟青州卷烟厂
QTM08357 一套 QTM6 四套 QTM3 三套 QTM0835U7 两套
通风度和吸阻测量单元QTM5u
QTM5u通风率和吸阻测试仪符合以下的标准: 通风率测量: CORESTA推荐方法第6 ISO9512:2002卷烟 通风率定义 定义和测量原理 YC/T158-2002 卷烟 通风的测定 定义和测量原理 吸阻测量: CORESTA推荐方法第41 卷烟和嘴棒的吸阻定义 ISO6565:1999卷烟和嘴棒的吸阻 定义,标准条件和综述 YC/T28.5-1996 卷烟物理性能的测定 第5部分:吸阻 YC/T37.3-1996 滤棒物理性能的测定 第3部分:吸阻
方法A
单支重量测量单元 QTM8
测量范围:0-2.000g 分辨率:0.001g 精度:±0.002g 测量方法:天平 符合国家标准:YC/T28.4—1996 卷烟物 理性能的测定 第4部分: 重量 校准标准件为1.000g和2.000g的砝码
微波水分和密度测量单元QTM9
卷烟和嘴棒的平均水份和密度测量 5
秒测量时间
测量范围:0
0.1
- 30% 水份
- ±0.5% FSD (水份) - ±1.0%FSD(密度)
- 0.4 g/cm3密度
精度:±0.2% 精度:±0.5%
中文数据处理软件
全中文显示,外置计算机灵活并可随意拓展功能 通过RS232采集数据,数据储存在数据库中,兼容 微软Access,Oracle等通用标准数据库 测量参数、牌号、班次等均可根据需求选择输入 打印报告基于数据库上,可更改输出格式 通过标准以太网卡联网,并提供串、并口及USB输 出输入 数据处理软件可持续升级
料斗控制单元 组重量单元 激光圆周单元 带式圆周单元 通风度和吸阻单元 通风度和吸阻单元 滤棒吸阻单元 硬度单元 单支重量单元 水分和密度单元 长度单元
自动送料和控制单元 QTM0
50支样品送料器 40行内置打印机 自动数据采集RS232 集中所有参数测量 设置简单便捷,密码保护 可组成任何测量的单机或主控单元 样品范围:圆周在15.50-28.50mm之
嘴棒吸阻测试单元QTM6
测量范围:0 分辨率:1
- 1500 mmWG
mm
嘴棒范围:60 圆周:16.0 直径:5.1
to 150 mm
- 26.0 mm. (2 个测试头)
- 8.3 mm
选项:自动校准
硬度测量单元QTM7
硬度测量范围:10%-100% 测量精度:±0.5%读数值 测量方法:直接加载额定负荷 测量参数:硬度、软度、 压缩量、反弹量、接触点直径和反弹量百分比 符合以下国家标准:
广州卷烟总厂(8套QTM综合测试台,若干单机)
甘肃二级站、龙岩卷烟厂、济南卷烟厂、昆明卷烟厂、
红河卷烟厂、郑州卷烟厂、合肥卷烟厂、新郑卷烟厂、 蚌埠卷烟厂、宁波卷烟厂、天津卷烟厂、石家庄卷烟厂
QTM烟支和嘴棒综合测试台
非常感谢! 敬请提问!
QTM烟支和嘴棒综合测试台
QTM烟支和嘴棒综合测试台
模块化设计,按需组合
测量准确,实验室、车间均可使用
操作简单、易于清洁维护
安装新的模块即可实现升级
通用备件、降低库存
Freeway质量软件系统
QTM烟支和嘴棒综合测试台
QTM0/1 QTM2 QTM3 QTM4 QTM5 QTM5u QTM6 QTM7 QTM8 QTM9 QTML
牡丹江卷烟材料厂
山东中烟滕州卷烟厂
山东中烟
QTM0835U7 三套
QTM 部分应用案例
上海烟草集团(14套QTM综合测试台) 玉溪卷烟厂(14套QTM综合测试台,若干单机) 杭州卷烟厂(18套QTM综合测试台) 长沙卷烟厂(16套综合测试台、若干单机) 武汉卷烟厂(8套QTM综合测试台)