SPI Mold Finish
SPI抛光规范
空间管理您的位置: 口袋数码个人空间»機械人--米特克»日志大家好,我的空間開通了!希望大家有空常來坐坐。
我在論壇上找了很久都找不到機械方面PPC用的資料或軟件。
故開通此空間來為大家收集、整理所有PPC能用的軟件。
如果有空我會自己寫一些小軟件放在我的空間中的!希望大家喜歡!如果你有需要什么软件,也可以给我留言,我会尽量满足大家的要求。
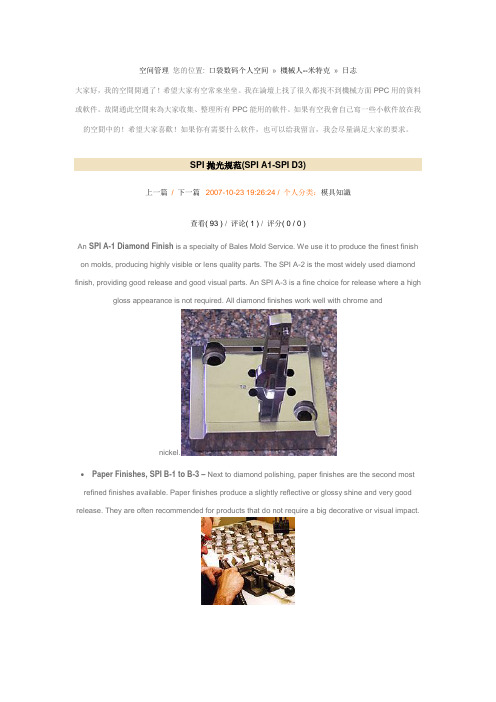
SPI抛光规范(SPI A1-SPI D3)上一篇/ 下一篇 2007-10-23 19:26:24 / 个人分类:模具知識查看( 93 ) / 评论( 1 ) / 评分( 0 / 0 )An SPI A-1 Diamond Finish is a specialty of Bales Mold Service. We use it to produce the finest finish on molds, producing highly visible or lens quality parts. The SPI A-2 is the most widely used diamond finish, providing good release and good visual parts. An SPI A-3 is a fine choice for release where a high gloss appearance is not required. All diamond finishes work well with chrome andnickel.Paper Finishes, SPI B-1 to B-3– Next to diamond polishing, paper finishes are the second most refined finishes available. Paper finishes produce a slightly reflective or glossy shine and very good release. They are often recommended for products that do not require a big decorative or visual impact.∙Stone Finishes, SPI C-1 to C-3– The most economical finish, stone finishes are also the first step in the process of creating both the paper and diamond finishes. Stone finishes provide good release but very little gloss to the plastic part. This is a good choice for strictly functional molded parts whereaesthetics are of no importance.∙Blast Finishes, SPI D-1 to D-3– When done properly, blasted finishes can produce some of the most interesting stipples and textures on mold surfaces. From a fine satin texture with varied degrees of gloss to a flat, no-gloss coarse stipple, Bales has the blast media to produce the proper finish for you.Blast finishes are also an excellent way to camouflage weld repairs and slight imperfections.SpecificationsTypes of FinishesCurrent SPIFinish NumbersDescrīption andPrevious Finish NumbersRoughnessComparisonR.A.Diamond #3 Diamond BuffA1is comparable to#1 0-1 #6 Diamond BuffA2is slightly finer than#21-2 #15 Diamond BuffA3has more imperfections than2-3Paper 600 GritB1is finer than#32-3 400 GritB2is slightly finer than4-5 320 GritB3is comparable to9-10Stone 600 StoneC1is finer than#410-12 400 StoneC2is slightly finer than25-28 320 StoneC3is comparable to38-42Dry Blasted #11 Glass BeadD1is finer than#510-12 240 Aluminum Oxide BlastD2is comparable to26-32 #24 Aluminum Oxide BlastD3is a little more coarse than190-230。
塑胶模具型腔面抛光标准

D3
3.各国模具表面粗糙度标准及加工方法对照见 Q/TKM 4《注塑模具技术标准》 附录 E 。
4.通用模具表面粗糙度最低要求参照 Q/TKM 4《注塑模具技术标准》第 6 章 附表五:模具表
面粗糙度。
本标准生效日期为:
制定: 日期:
——版本所有
第1页共1页
模具工程标准
标准名称:模具型腔面抛光标准
文件编号: 版 本 号:
本公司采用美国 SPI 标准(即 SPI AR-106 Mold Finish Guide)作为模具型腔面抛光标准, SPI 为 Society of the Plastics Industry 美国塑胶工业协会的缩写。
一.范围
本标准参照 SPI 标准规定了模具型腔表面 12 级不同类型、对应使用的表面处理材料及对应
0.5 -1.0
A1
#2
1200 号钻石膏(#15 钻石膏)
1.0-2.0
A3
#3
320 号砂纸
7.0 - 7.5
B3
#4
280 号油石
12.0 - 15.0
C3Leabharlann #5(干喷)240 号砂 (5"@ 100 psi)
26.0 - 32.0
D2
#6
(干喷)24 号砂 (3"@ 100 psi)
160.0 - 190.0
平均粗糙度和通用模具表面粗糙度要求,适用于注塑模具的设计、制造及验收。
二.引用标准
Q/TKM 4 注塑模具技术标准
三.模具型腔面抛光等级
1.SPI AR-106 标准将模具型腔表面分为 12 种不同等级,见表一。SPI AR-106 标准样块是 使用厚度 3/8 英寸直径 1 英寸的 H13 钢料,在圆形平面上用表一所列的表面处理材料加工而成。
咬花工艺

NO:NH4044 Hommer Tester T1000 C - 320 Dat:-------------Nr:---------------Lt = 15 mm Lc = 2.5 mm Ra = 09.81 Um Rz = 56.24 Um Rm = 64.32 Um Nr = 00032/cm
4
咬花的种类
梨地花纹 指的是一般塑胶上常见如 毛玻璃般的均匀粗糙面, 由于其质感有如梨子皮般 具有细小颗粒,因而得名。
皮革纹 试图模拟皮革表面的肌理, 常搭配PU等软质塑料,应用 于汽车方向盘与内装饰板
几何图案 利用简单形状的重复 排列,以产生视觉上 的韵律。
5
咬花的种类
附表是使用德国 HOMMEL TESTER T1000型表面粗度测 定器所测出表面粗 度,深度及图形,籍此 可明白区分喷砂,梨 地,皮纹及写真等类 花纹之不同,主要符 号说明如下: Ra:算术平均粗度值 Rz:山谷平均值 Rm:最大山谷深度值
纹
写真柄
NO:26 Hommer Tester T1000 C - 320 Dat:-------------Nr:---------------Lt = 15 mm Lc = 2.5 mm Ra = 23.79 Um Rz = 91/.16Um Rm = 92.64 Um Nr = 00012/cm
#600 #600 #400 #400 #400
9
咬花的规格
NIHON ETCHING(昵红)咬花制作参考资料
TEXTURE # HN3000 HN3001 HN3002 HN3003 HN3004 HN3005 HN3006 HN3007 HN3008 HN3009 HN3010 HN3011 HN3012 HN3013 NO.1 NO.2 N0.3 NO.4 NO.5 NO.6 NO.7 NO.8 NO.9 NO.10 DRAFT 1.5 1.5 1.5 2.5 3 3 3.5 1.5 2 2.5 2.5 3 3.5 3.5 1 1 1 1 1 1.5 1.5 2 2.5 3 S---半抛光(u) 4-5u 5- 6 7–9 8 – 11 10 – 15 16 – 18 17 – 20 7–9 9 – 11 12 – 14 15 – 18 18 – 22 24 – 28 27 - 31 1.7 1 1.4 1.8 2.9 4 6.5 7 7.7 10 – 11 G---半光泽 #800 #800 #800 #800 #600 #600 #600 #600 TEXTURE # NO.11 NO.12 HN20 HN21 HN22 HN23 HN24 HN25 HN26 HN27 HN28 HN29 HN30 HN31 犁地NO.1 NO.2 N0.3 NO.4 NO.5 NO.6 NO.7 NO.8 NO.9 DRAFT 3-4 4-5 2.5 3 3-4 4-5 4 4 4 5 5-6 5-6 6 6 2 2.5 3 3.5 4 4.5 6 6 6 S---半抛光(u) 12 – 15 16 - 18 12 - 14 15 - 17 23 - 25 33 - 37 19 - 21 23 - 25 26 - 30 37 - 40 41 - 43 45 - 50 58 - 63 65 - 73 1.7 1 1.4 1.8 2.9 4 6.5 7 7.7 G---半光泽
mold英语词汇
Aabrasive grinding 强力磨削L 3 abrasive[☜'breisiv] a.磨料的, 研磨的L2,3 absence ['✌bs☜ns] n.. 不在,缺席L17 accesssory[✌k'ses☜ri] n.附件L10 accommodate[☜'k m☜deit] v. 适应L 5 accordingly[☜'k :di☠li] adv.因此,从而,相应地L7,13 accuracy['✌kjur☜si] n精度,准确性L1,3 actuate['✌ktjueit] vt.开动(机器), 驱动L8 adequate['✌dikwit] a. 足够的L13 adhesive[☜d'hi:siv] n. 粘合剂L22 adjacent[☜'d✞eisnt] a. 邻近的L13 adopt[☜'d pt] vt. 采用L 4 advance [☜d'v✌:ns] n.进步L7 advisable [☜d'vaizbl] adj. 可取的L20 agitate['✌d✞iteit] v. 摇动L 2 a large extent 很大程度L4,13 algorithm ['✌l♈☜ri❆☜m] n. 算法L 6 align [☜'lain] v 定位,调准L17 alignment[☜'lainm☜nt] n. 校直L11 all-too-frequent 频繁L17 allowance[☜'l☜uens] n. 容差, 余量L5 alternate[' :lt☜nit]v.交替,轮流L 1 alternative[ :l't☜:n☜tiv] n. 替换物L 3 alternatively[ :l't☜:n☜tivli] ad. 做为选择, 也许L 5 aluminiun[ ✌lju'minj☜m] n.铝L 2 ample['✌mpl] adj. 充足的L20 analysis [☜'n✌l☜sis] n. 分析L 6 ancillary['✌nsil☜ri] a.补助的, 副的L 4 angular ['✌♈jul☜] adj. 有角的L20 annealing[☜'li:li☠] n.退火L 2 aperture ['✌p☜t☞☜] n.孔L17 applied loads 作用力L 1 appropriate [☜'pr☜uprieit] a. 适当的L6,20 arc[a:k] n.弧, 弓形L10 arise[☜'raiz] vi. 出现, 发生L21 arrange[☜'reid✞] v. 安排L12 article['a:tikl] n.制品, 产品L21 ascertain[ ✌s☜'tein] vt. 确定, 查明L 1 assemble[☜'sembl] vt.组装L 4 attitude ['✌titju:d] n 态度L17 auxiliary [ :♈'zilj☜ri]adj. 辅助的L8 avoid[☜'v id] v.避免L7 axis['✌ksis] n.轴L 5 axle['✌ksl] n.轮轴, 车轴L 1Bbackup['b✌k ✈p] n. 备份L9 batch [b✌t☞] n 一批L17 bearing['b☪☜ri☠] n.轴承,支座L21 bed[bed] n. 床身L 5 behavior[bi'heivj☜] n. 性能L 1 bench-work 钳工工作L 4 bend[bend] v.弯曲L 1 beneath[bi'ni: ] prep在···下L 4 bin [bin] n. 仓,料架L19 blank [bl✌☠k] n. 坯料L20 blank [bl✌☠k] v. 冲裁,落料L17 blanking tool 落料模L17 blast [bl✈st] n.一阵(风)L18 blemish['blemi☞] n. 缺点, 污点L13 bolster['b☜ulst☜] n. 模座,垫板L4,5boost[bu:st] n. 推进L9 boring['b :ri☠] n.镗削, 镗孔L4,5 bracket ['br✌kit] n. 支架L19 brass [br✌s] n.黄铜L 2 break down 破坏L 1 breakage ['breikid✞] n.破坏L17 bridge piece L16 brine[brain] n. 盐水L 2121brittle['britl] adv.易碎的L 1 buffer [b✈f☜] n.缓冲器L8 built-in 内装的L9 bulging [b✈ld✞i☠] n. 凸肚L22 burr [b☜:] n. 毛刺L17 bush [bu☞] n. 衬套L17 bush[bu☞]n. 衬套L 5 by far (修饰比较级, 最高级)···得多, 最L 3 by means of 借助于L 5Ccabinet ['k✌binit] n.橱柜L7 call upon 要求L17 carbide['ka:baid] n.碳化物L10 carburzing['ka:bjureti☠] n. 渗碳L 2 carriage['k✌rid✞] n.拖板, 大拖板L 5 carry along 一起带走L18 carry down over 从···上取下L2 1 carry out 完成L17 case hardening 表面硬化L 2 case[keis] n. 壳, 套L 2 cast steel 铸钢L17 casting['ka:sti☠] n. 铸造,铸件L 3 category['k✌t☜♈☜uri] n. 种类L6,15 caution ['k :☞☜n] n. 警告,警示L17 cavity and core plates 凹模和凸模板L11 cavity['k✌viti] n.型腔, 腔, 洞L4,10 centre-drilling 中心孔L 5 ceramic[si'r✌mik] n.陶瓷制品L 3 chain doted line 点划线L11 channel['t☞✌nl] n.通道, 信道L8 characteristic[k✌r☜kt☜'ristik] n.特性L 1 check[t☞ek] v.核算L21 chip[t☞ip] n.切屑, 铁屑L 3 chuck [t☞✈k] n.卡盘L5,8 chute [☞u:t] n. 斜道L19 circa ['s☜k☜:] adv. 大约L7 circlip['s☜:klip] n.(开口)簧环L22 circuit['s☜:kit] n. 回路, 环路L13 circular supoport block L 5 circulate['s☜:kjuleid] v.(使)循环L13 clamp [kl✌mp] vt 夹紧L17 clamp[kl✌mp] n.压板L1 2 clay[klei] n. 泥土L2,7 clearance ['kli☜r☜ns] n. 间隙L17 clip [klip] vt. 切断,夹住L19 cold hobbing 冷挤压L 4 cold slug well 冷料井L12 collapse[k☜'l✌ps] vi.崩塌, 瓦解L22 collapsible[k☜'l✌ps☜bl] adj.可分解的L22 combination [k mbi'nei☞☜n] n. 组合L18 commence[k☜'mens] v. 开始, 着手L16 commence[k☜'mens]v. 开始L21 commercial [k☜'m☜:☞☜l] adj. 商业的L7 competitive[k☜m'petitiv] a. 竞争的L9 complementary[ k mpli'ment☜ri] a. 互补的L 5 complexity [kem'pleksiti] n.复杂性L8 complicated['k mpl☜keitid] adj.复杂的L2 complication [k mpli'kei☞☜n] n. 复杂化L5,20 compression [k☜m'pre☞☜n] n.压缩L 1 comprise[k☜m'prais] vt.包含L16 compromise['k mpr☜maiz] n. 妥协, 折衷L1 3 concern with 关于L 6 concise[k☜n'sais] a. 简明的, 简练的L9 confront[k☜n'fr✈nt] vt. 使面临L14 connector[k☜'nekt☜] n. 连接口, 接头L14 consequent['k nsikw☜nt] a. 随之发生的, 必然的L 3 console ['k nsoul] n.控制台L8 consume [k☜n'sjum] vt. 消耗, 占用L7 consummate [k☜n's✈meit] vt. 使完善L 6 container[k☜n'tein☜] n. 容器L11 contingent[ken'tind✞☜nt] a.可能发生的L9122contour['k☜ntu☜] n.轮廓L5,21 conventional[k☜n'ven☞☜nl] a. 常规的L4 converge[k☜n'v☜:d✞] v.集中于一点L21 conversant[k n'v☜:s☜nt] a. 熟悉的L15 conversion[k☜n'v☜:☞☜n] n 换算, 转换L7 conveyer[ken'vei☜] n. 运送装置L12 coolant['ku:l☜nt] n. 冷却液L1 3 coordinate [k☜u' :dnit] vt. (使)协调L8 copy machine 仿形(加工)机床L4 core[k :] n. 型芯, 核心L2,4 corresponding [ka:ri'sp di☠] n.相应的L7 counteract [kaunt☜'r✌kt] vt. 反作用,抵抗L20 couple with 伴随L20 CPU (central processing unit) 中央处理器L9 crack[kr✌k ] v.(使)破裂,裂纹L1,17 critical['kritikl] adj.临界的L 2 cross-hatching 剖面线L16 cross-section drawn 剖面图L1 1 cross-slide 横向滑板L 5 CRT (cathoder-ray tube) 阴极射线管L9 crush[kr✈☞]vt.压碎L 1 cryogenic[ krai☜'d✞enik ]a.低温学的 L 1 crystal['kristl] adj.结晶状的L 1 cubic['kju:bik] a. 立方的, 立方体的L 3 cup [k✈p] vt (使)成杯状, 引伸L18 curable ['kjur☜bl] adj. 可矫正的L20 curvature['k☜:v☜t☞☜] n.弧线L21 curve [k☜:v] vt. 使弯曲L20 cutter bit 刀头, 刀片L 3 cyanide['sai☜naid] n.氰化物L 2Ddash [d✌☞] n. 破折号L 6 daylight ['deilait] n. 板距L12 decline[di'klain] v.下落,下降,减少, L3,9 deform[di'f :m] v. (使)变形L1, 3 demonstrate['dem☜streit ] v证明L21 depict[di'pikt ] vt 描述L18 deposite [di'p zit] vt. 放置L20 depression[di'pre☞☜n] n. 凹穴L12 descend [di'sent] v. 下降L20 desirable[di'zair☜bl] a. 合适的L 2 detail ['diteil] n.细节,详情L17 deterioration[diti☜ri:☜'rei☞☜n] n. 退化, 恶化L12 determine[di't☜:min] v.决定L1 6 diagrammmatic[ dai☜gr☜'m✌tik].a.图解的,图表的L10 dictate['dikteit] v. 支配L12 die[dai] n.模具, 冲模, 凹模L 2 dielectric[daii'lektrik] n. 电介质L10 die-set 模架L19 digital ['did✞itl ] n.数字式数字, a.数字的L3, 6 dimensional[dddi'men☞☜nl] a. 尺寸的, 空间的L 3 discharge[dis't☞a:d✞] n.v. 放电, 卸下, 排出L 3 discharge[dis't☞a:d✞] v.卸下L8 discrete [dis'cri:t] adj. 离散的,分立的L7 dislodge[dis'l d✞] v. 拉出, 取出 L1 2 dissolution[dis☜'lu:☞☜n] n.结束L9 distinct [dis'ti☠kt] a.不同的,显著的L 6 distort [dis'd :t] vt. 扭曲L20 distort[dis't :t] vt. (使)变形, 扭曲L 1 distributed system 分布式系统L9 dowel ['dau☜l] n. 销子L19 dramaticlly [dr☜'m✌tikli] adv. 显著地L7 drastic ['dr✌stik] a.激烈的L17 draughting[dra:fti☠] n. 绘图L1 6 draughtsman['dr✌ftsm☜n] n. 起草人L16 drawing['dr :i☠] n. 制图L11 drill press 钻床L8123drum [dr✈m] n.鼓轮L8 dual ['dju:☜l] adv. 双的,双重的L18 ductility [d✈k'tiliti ] n.延展性L1,21 dynamic [dai'n✌mik ] adj 动力的L 6Eedge [ed✞] n .边缘L20 e.g.(exempli gratia) [拉] 例如L12 ejector [i'd✞ekt☜] n.排出器,L18 ejector plate 顶出板L16 ejector rob 顶杆L 5 elasticity[il✌'stisiti] n.弹性L 1 electric dicharge machining 电火花加工L3 electrical discharge machining电火花加工L10 electrochemical machining 电化学加工L3 electrode[i'lektr☜ud] n. 电极L10 electro-deposition 电铸L 4 elementary [el☜'ment☜ri] adj.基本的L 2 eliminate[i'limineit] vt. 消除, 除去L10 elongate[i'l ☠♈et] vt. (使)伸长, 延长L 1 emerge [i'm☜:d✞] vi. 形成, 显现L20 emphasise['emf☜saiz] vt. 强调L 4 endeavour[en'dev☜] n. 尽力L17 engagement[in'♈eid✞ment] n. 约束, 接合L2 2 enhance[in'h✌ns] vt. 提高, 增强L9 ensure [in'☞u☜] vt. 确保,保证L17 envisage[in'vizid✞] vt.设想L15 erase[i'reis] vt. 抹去, 擦掉L16 evaluation[i'v✌lju ei☞☜n] n. 评价, 估价L 1 eventually[i'v☜nt☞u☜li ] adv.终于L2 1 evolution[ev☜'lu:☞☜n] n.进展L16 excecution[eksi'kju:☞☜n] n. 执行, 完成L9 execute ['ekskju:t] v. 执行L8 exerte [i♈'z☜:t] vt. 施加L20 experience[iks'piri☜ns] n. 经验L16 explosive[iks'pl☜usiv]adj.爆炸(性)的L22 extend[eks'tend] v. 伸展L 2 external[eks't☜:nl] a. 外部的L5,11 extract[eks'tr✌kt] v. 拔出L14 extreme[iks'tri:m] n. 极端L13 extremely[iks'tri:mli] adv. 非常地 L1 2 extremity[iks'tmiti] n. 极端L13 extrusion[eks'tru:✞☜n] n. 挤压, 挤出L 3FF (Fahrenheit)['f✌r☜nhait]n.华氏温度L2 fabricate ['f✌brikeit] vt.制作,制造L7 facilitate [f☜'siliteit] vt. 帮助L 6 facility[f☜'siliti] n. 设备L 4 facing[feisi☠] n. 端面车削L 5 fall within 属于, 适合于L15 fan[f✌n] n.风扇L7 far from 毫不, 一点不, 远非L9 fatigue[f☜'ti♈] n.疲劳L 1 feasible ['fi:z☜bl] a 可行的L18 feature ['fi:t☞☜] n.特色, 特征L7,17 feed[fi:d] n.. 进给L 5 feedback ['fi:db✌k] n. 反馈L8 female['fi:meil] a. 阴的, 凹形的L11 ferrule['fer☜l] n. 套管L1 4 file system 文件系统L9 fitter['fit☜] n.装配工, 钳工L 4 fix[fiks] vt. 使固定, 安装, vi. 固定L11 fixed half and moving half 定模和动模L1 1 flat-panel technology 平面(显示)技术L9 flexibility[fleksi'biliti] n. 适应性, 柔性L9 flexible['fleks☜bl] a. 柔韧的L13 flow mark 流动斑点L13 follow-on tool 连续模L18 foregoing ['f :'♈☜ui☠]adj. 在前的,前面的124L8 foretell[f :'tell] vt. 预测, 预示, 预言L9 forge[f :d✞] n. v. 锻造L 3 forming[f :mi☠] n. 成型L 3 four screen quadrants 四屏幕象限L9 fracture['fr✌kt☞☜] n.破裂L21 free from 免于L21Ggap[♈✌p] n. 裂口, 间隙L10 gearbox['♈i☜b ks] n.齿轮箱L 5 general arrangement L16 govern['♈✈v☜n] v.统治, 支配, 管理 L13 grain [♈rein] n. 纹理L20 graphic ['♈r✌fik] adj. 图解的L 6 grasp [♈r✌sp] vt. 抓住L8 grid[♈rid] n. 格子, 网格L16 grind[♈raind] v. 磨, 磨削, 研磨L 3 grinding ['♈raindi☠] n. 磨光,磨削L3,20 grinding machine 磨床L 5 gripper[♈rip☜] n. 抓爪, 夹具L9 groove[♈ru:v] n. 凹槽L12 guide bush 导套L 5 guide pillar 导柱L 5 guide pillars and bushes 导柱和导套L11Hhandset['h✌ndset] n. 电话听筒L 4 hardness['ha:dnis] n.硬度L1,2 hardware ['ha:dw☪☜] n. 硬件L 6 headstock['hedst k] n.床头箱, 主轴箱L5 hexagonal[hek's✌♈☜nl] a. 六角形的, 六角的L11 hindrance['hindr☜ns] n.障碍, 障碍物L11 hob[h b] n. 滚刀, 冲头L 4 hollow-ware 空心件L21 horizontal[h ri'z ntl] a. 水平的L16 hose[h☜uz] n. 软管, 水管L13 hyperbolic [haip☜'b lik] adj.双曲线的L7I i.e. (id est) [拉] 也就是L12 identical[ai'dentikl] a同样的L16 identify [ai'dentifai] v. 确定, 识别L7 idle ['aidl] adj.空闲的L8 immediately[i'mi:dj☜tli] adv. 正好, 恰好L1 2 impact['imp✌kt] n.冲击L 1 impart [im'pa:t] v.给予L11,17 implement ['implim☜nt] vt 实现L 6 impossibility[imp s☜'biliti] n.不可能L21 impression[im'pre☞☜n] n. 型腔L11 in contact with 接触L 1 in terms of 依据L 1 inasmuch (as)[in☜z'm✈t☞] conj.因为, 由于L 3 inch-to-metric conversions 英公制转换L7 inclinable [in'klain☜bl] adj. 可倾斜的L20 inclusion [in'klu☞☜n] n. 内含物L19 inconspicuous[ink☜n'spikju☜s] a. 不显眼的L1 4 incorporate [in'k :p☜reit] v 合并,混合L17 indentation[ inden'tei☞☜n ] n.压痕L 1 indenter[in'dent☜] n. 压头L 1 independently[indi'pein☜ntli] a. 独自地, 独立地L1 6 inevitably[in'evit☜bli] ad. 不可避免地 L14 inexpensive[inik'spensiv]adj. 便宜的L 2 inherently [in'hi☜r☜ntli] adv.固有的L7 injection mould 注塑模L11 injection[in'd✞ek☞☜n] n. 注射L11 in-line-of-draw 直接脱模L14 insert[in's☜:t] n. 嵌件L16 inserted die 嵌入式凹模L19 inspection[in'spek☞☜n] n.检查,监督L9 installation[inst☜'lei☞☜n] n. 安装L10 integration [inti'♈rei☞☜n] n.集成125L 6 intelligent[in'telid✞☜nt]a. 智能的L9 intentinonally [in'ten☞☜n☜li] adv 加强地,集中地L17 interface ['int☜feis] n.. 界面L 6 internal[in't☜:nl] a. 内部的L1,5 interpolation [int☜p☜'lei☞☜n] n.插值法L7 investment casting 熔模铸造L 4 irregular [i'regjul☜] adj. 不规则的,无规律L17 irrespective of 不论, 不管L1 1 irrespective[iri'spektiv] a. 不顾的, 不考虑的L1 1 issue ['isju] vt. 发布,发出L 6Jjoint line 结合线L14Kkerosene['ker☜si:n] n.煤油L10 keyboard ['ki:b :d ] n. 健盘L 6 knock [n k] v 敲,敲打L17Llance [la:ns] v. 切缝L19 lathe[lei❆] n. 车床L 4 latitude ['l✌titju:d] n. 自由L17 lay out 布置L1 3 limitation[limi'tei☞☜n] n.限度,限制,局限(性)L 3 local intelligence局部智能L9 locate [l☜u'keit] vt. 定位L18 logic ['l d✞ik] n. 逻辑L7 longitudinal['l nd✞☜'tju:dinl] a. 纵向的L5 longitudinally['l nd✞☜'tju:dinl] a. 纵向的L1 3 look upon 视作, 看待L17 lubrication[lju:bri'kei☞☜n ] n.润滑L21M machine shop 车间L 2 machine table 工作台L8 machining[m☜'☞i:ni☠] n. 加工L 3 made-to-measure 定做L15 maintenance['meintin☜ns] n.维护,维修L7 majority[m☜'d✞a:riti] n.多数L21 make use of 利用L 2 male[meil] a. 阳的, 凸形的L1 1 malfunction['m✌l'f✈☠☞☜n] n. 故障L9 mandrel['m✌dtil] n.心轴L22 manifestation[m✌nif☜s'tei☞☜n] n. 表现, 显示L9 massiveness ['m✌sivnis ] 厚实,大块L19 measure['me✞☜] n. 大小, 度量L 1 microcomputer 微型计算机L9 microns['maikr n] n.微米L10 microprocessor 微处理器L9 mild steel 低碳钢L17 milling machine 铣床L 4 mineral['min☜r☜l] n.矿物, 矿产L 2 minimise['minimaiz] v.把···减到最少, 最小化L13 minute['minit] a.微小的L10 mirror image 镜像L16 mirror['mir☜] n. 镜子L16 M I T(M a s s a c h u s e t t s I n s t i t u t e o f Technology) 麻省理工学院L7 moderate['m d☜rit]adj. 适度的L1,2 modification [m difi'kei☞☜n ] n. 修改, 修正L 6 modulus['m djul☜s] n.系数L 1 mold[m☜uld] n. 模, 铸模, v. 制模, 造型L 3 monitor ['m nit☜ ] v. 监控L 6 monograph['m n☜♈ra:f] n. 专著L 4 more often than not 常常L20 motivation[m☜uti'vei☞☜n] n. 动机L9126mould split line 模具分型线L12 moulding['m☜udi☠] n. 注塑件L5,11 move away from 抛弃L17 multi-imprssion mould 多型腔模L12Nnarrow['n✌r☜u] a. 狭窄的L12 NC (numerical control ) 数控L7 nevertheless[ nev☜❆☜'les] conj.,adv.然而,不过L11 nonferrous['n n'fer☜s] adj.不含铁的, 非铁的L 2 normally['n :mli]adv.通常地L22 novice['n vis] n. 新手, 初学者L16 nozzle['n zl] n. 喷嘴, 注口L1 2 numerical [nju'merikl] n. 数字的L 6Oobjectionable [☜b'd✞ek☞☜bl] adj. 有异议的,讨厌的L17 observe[☜b'z☜:v] vt. 观察L 2 obviously [' bvi☜sli] adv 明显地L17 off-line 脱机的L 6 on-line 联机L9 operational [ p☜'rei☞☜nl] adj.操作的, 运作的L8 opportunity[ p☜'tju:niti] n. 时机, 机会L1 3 opposing[☜'p☜uzi☠] a.对立的, 对面的L12 opposite[' p☜zit] n. 反面L1a.对立的,对面的L12 optimization [ ptimai'zei☞☜n] n.最优化L6 orient [' :ri☜nt] vt. 确定方向L8 orthodox [' : ☜d ks] adj. 正统的,正规的L19 overall['☜uv☜r :l] a.全面的,全部的L8,13 overbend v.过度弯曲L20 overcome[☜uv☜'k✈m] vt.克服, 战胜L10 overlaping['☜uv☜'l✌pi☠] n. 重叠L 4 overriding[☜uv☜'raidi☠] a. 主要的, 占优势的L11Ppack[p✌k] v. 包装L 2 package ['p✌kid✞] vt.包装L7 pallet ['p✌lit] n.货盘L8 panel ['p✌nl] n.面板L7 paraffin['p✌r☜fin] n. 石蜡L10 parallel[p✌r☜lel] a.平行的L 5 penetration[peni'trei☞☜n ] n.穿透L 1 peripheral [p☜'rif☜r☜l] adj 外围的L 6 periphery [p☜'rif☜ri] n. 外围L18 permit[p☜'mit] v. 许可, 允许L16 pessure casting 压力铸造L 4 pillar['pil☜] n. 柱子, 导柱L5,17 pin[pin] n. 销, 栓, 钉L5,17 pin-point gate 针点式浇口L12 piston ['pist☜n] n.活塞L 1 plan view 主视图L16 plasma['pl✌zm☜] n. 等离子L9 plastic['pl✌stik] n. 塑料L 3 platen['pl✌t☜n] n. 压板L12 plotter[pl t☜] n. 绘图机L9 plunge [pl✈nd✞] v翻孔L18 plunge[pl✈nd✞] v.投入L 2 plunger ['pl✈nd✞☜ ] n. 柱塞L19 pocket-size 袖珍L9 portray[p :'trei] v.描绘L21 pot[p t] n.壶L21 pour[p :] vt. 灌, 注L22 practicable['pr✌ktik☜b] a. 行得通的L14 preferable['pref☜r☜bl] a.更好的, 更可取的L 3 preliminary [pri'limin☜ri] adj 初步的,预备的L19 press setter 装模工L17 press[pres] n.压,压床,冲床,压力机L2,8 prevent [pri'vent] v. 妨碍L20127primarily['praim☜rili] adv.主要地L 4 procedure[pr☜'si:d✞☜] n.步骤, 方法, 程序L2,1 6 productivity.[pr☜ud✈k'tiviti] n. 生产力L9 profile ['pr☜ufail] n.轮廓L10 progressively[pr☜'♈resiv] ad.渐进地L15 project[pr☜'d✞ekt] n.项目L 2 project[pr☜'d✞ekt] v. 凸出L11 projection[pr☜'d✞ek☞☜n] n.突出部分 L21 proper['pr p☜] a. 本身的L10 property['pr p☜ti] n.特性L 1 prototype ['pr☜ut☜taip] n. 原形L7 proximity[pr k'simiti] n.接近L9 prudent['pru:d☜nt] a. 谨慎的L16 punch [p✈nt☞] v. 冲孔L 3 punch shapper tool 刨模机L17 punch-cum-blanking die 凹凸模 L18 punched tape 穿孔带L 3 purchase ['p☜:t☞☜s] vt. 买,购买L 6 push back pin 回程杆L 5 pyrometer[pai'n mit☜] n. 高温计L 2Qquality['kwaliti] n. 质量L1,3 quandrant['kw dr☜nt] n. 象限L9 quantity ['kw ntiti] n. 量,数量L17 quench[kwent☞] vt. 淬火L 2Rradial['reidi☜l] adv.放射状的L22 ram [r✌m] n 撞锤. L17 rapid['r✌pid]adj. 迅速的L 2 rapidly['r✌pidli]adv. 迅速地L 1 raster['r✌st☜] n. 光栅L9 raw [r :] adj. 未加工的L 6 raw material 原材料L 3 ream [ri:m] v 铰大L17 reaming[ri:mi☠] n. 扩孔, 铰孔L8 recall[ri'k :l] vt. 记起, 想起L13 recede [ri'si:d] v. 收回, 后退L20 recess [ri'ses] n. 凹槽,凹座,凹进处L4,18 redundancy[ri'd✈nd☜nsi] n. 过多L9 re-entrant 凹入的L12 refer[ri'f☜:] v. 指, 涉及, 谈及L1,12 reference['ref☜r☜ns] n.参照,参考L21 refresh display 刷新显示L9 register ring 定位环L11 register['red✞st☜] v. 记录, 显示, 记数L2 regrind[ri:'♈aind](reground[ri:'gru:nd]) vt. 再磨研L12 relative['rel☜tiv] a. 相当的, 比较的L12 relay ['ri:lei] n. 继电器L7 release[ri'li:s] vt. 释放L1 relegate['rel☜geit] vt. 把··降低到L9 reliability [rilai☜'biliti] n. 可靠性L7 relief valves 安全阀L22 relief[ri'li:f] n.解除L22 relieve[ri'li:v ]vt.减轻, 解除L 2 remainder[ri'meind☜] n. 剩余物, 其余部分L 4 removal[ri'mu:vl] n. 取出L14 remove[ri'mu:v] v. 切除, 切削L 4 reposition [rip☜'zi☞☜n] n.重新安排L17 represent[ repri'zent☜] v 代表,象征L11 reputable['repjut☜bl] a. 有名的, 受尊敬的L1 5 reservoir['rez☜vwa: ] n.容器, 储存器L22 resident['rezid☜nt] a. 驻存的L9 resist[ri'zist] vt.抵抗L 1 resistance[ri'zist☜ns] n.阻力, 抵抗L1 resolution[ rez☜'lu:☞☜n] n. 分辨率L9 respective[ri'spektiv] a.分别的,各自的L11 respond[ris'p nd] v.响应, 作出反应L9 responsibility[risp ns☜'biliti] n.责任L13 restrain[ris'trein]v.抑制L21 restrict [ris'trikt] vt 限制,限定L18 restriction[ris'trik☞☜n] n. 限制L12128retain[ri'tein] vt.保持, 保留L2,1 2 retaining plate 顶出固定板L16 reveal [ri'vil] vt.显示,展现L17 reversal [ri'v☜sl] n. 反向L1,20 right-angled 成直角的L20 rigidity[ri'd✞iditi] n. 刚度L 1 rod[r d] n. 杆, 棒L1,5 rotate['r☜uteit] vt.(使)旋转L 5 rough machining 粗加工L 5 rough[r✈f] a. 粗略的L5,21 routine [ru:'ti:n] n. 程序L7 rubber['r✈b☜] n.橡胶L3,22 runner and gate systems 流道和浇口系统L1 1Ssand casting 砂型铸造L 3 satisfactorily[ s✌tis'f✌ktrili] adv. 满意地L 1 saw[a :] n. 锯子L 4 scale[skeil]n. 硬壳L 2 score[sk :] v. 刻划L14 scrap[skr✌p] n.废料, 边角料, 切屑L2,3 screwcutting 切螺纹L 4 seal[si:l] vt.密封L22 secondary storage L9 section cutting plane 剖切面L16 secure[si'kju☜] v.固定L22 secure[si'kju☜] vt.紧固,夹紧,固定L5,22 segment['se♈m☜nt] v. 分割L10 sensitive['sensitiv]a.敏感的L1,7 sequence ['si:kw☜ns] n. 次序L 6 sequential[si'kwen☞☜l] a.相继的L16 seriously['si☜ri☜sli] adv.严重地L 1 servomechanism ['s☜:v☜'mek☜nizm] n.伺服机构L7 Servomechanism Laboratoies 伺服机构实验室L7 servomotor ['s☜:v☜m☜ut☜] n.伺服马达L8 setter ['set☜] n 安装者L17 set-up 机构L20 sever ['sev☜] v 切断L17 severity [si'veriti] n. 严重L20 shaded[☞✌did] adj.阴影的L21 shank [☞✌☠k] n. 柄. L17 shear[☞i☜]n.剪,切L 1 shot[☞t] n. 注射L12 shrink[☞ri☠k] vi. 收缩L11 side sectional view 侧视图L1 6 signal ['si♈nl] n.信号L8 similarity[simi'l✌riti] n.类似L1 5 simplicity[sim'plisiti] n. 简单L12 single-point cutting tool 单刃刀具L 5 situate['sitjueit] vt. 使位于, 使处于L11 slide [slaid] vi. 滑动, 滑落L20 slideway['slaidwei] n. 导轨L 5 slot[sl t] n. 槽L 4 slug[sl✈♈] n. 嵌条L12 soak[s☜uk] v. 浸, 泡, 均热L 2 software ['s ftw☪☜] n. 软件L 6 solid['s lid] n.立体, 固体L9 solidify[s☜'lidifai] vt.vi. (使)凝固, (使)固化L1 3 solution[s☜'lu:☞☜n] n.溶液L 2 sophisiticated [s☜'fistikeitid] adj.尖端的,完善的L8 sound[saund] a. 结实的, 坚固的) L 1 spark erosion 火花蚀刻L10 spindle['spindl] n. 主轴L5,8 spline[splain] n.花键L 4 split[split] n. 侧向分型, 分型L12,14 spool[spu:l] n. 线轴L14 springback n.反弹L20 spring-loaded 装弹簧的L18 sprue bush 主流道衬套L11129sprue puller 浇道拉杆L12 square[skw☪☜] v. 使成方形L 4 stage [steid✞] n. 阶段L16,19 standardisation[ st✌nd☜dai'zei☞☜n] n. 标准化L15 startling['sta:tli☠] a. 令人吃惊的L10 steadily['sted☜li ] adv. 稳定地L21 step-by-step 逐步L8 stickiness['stikinis] n.粘性L22 stiffness['stifnis] n. 刚度L 1 stock[st k] n.毛坯, 坯料L 3 storage tube display 储存管显示L9 storage['st :rid✞] n. 储存器L9 straightforward[streit'f :w☜d]a.直接的L10 strain[strein] n.应变L 1 strength[stre☠] n.强度L 1 stress[stres] n.压力,应力L 1 stress-strain应力--应变L 6 stretch[stret☞] v.伸展L1,21 strike [straik] vt. 冲击L20 stringent['strind✞☜nt ] a.严厉的L22 stripper[strip☜] n. 推板L15 stroke[strouk] n. 冲程, 行程L12 structrural build-up 结构上形成的L11 sub-base 垫板L19 subject['s✈bd✞ikt] vt.使受到L21 submerge[s☜b'm☜:d✞] v.淹没L22 subsequent ['s✈bsikwent] adj. 后来的L20 subsequently ['s✈bsikwentli] adv. 后来, 随后L 5 substantial[s☜b'st✌n☞☜l] a. 实质的L10 substitute ['s✈bstitju:t] vt. 代替,.替换L7 subtract[s☜b'tr✌kt] v.减, 减去L15 suitable['su:t☜bl] a. 合适的, 适当的L5 suitably['su:t☜bli] ad.合适地L15 sunk[s✈☠k](sink的过去分词) v. 下沉, 下陷L1 1 superior[s☜'pi☜ri☜] adj.上好的L22 susceptible[s☜'sept☜bl] adj.易受影响的L7 sweep away 扫过L17 symmetrical[si'metrikl] a. 对称的L1 4 synchronize ['si☠kr☜naiz] v.同步,同时发生L8Ttactile['t✌ktail] a. 触觉的, 有触觉的L9 tailstock['teilst k] n.尾架L 5 tapered['teip☜d] a. 锥形的L12 tapping['t✌pi☠] n. 攻丝L8 technique[tek'ni:k] n. 技术L16 tempering['temp☜r☠] n.回火L 2 tendency['tend☜nsi] n. 趋向, 倾向L1 3 tensile['tensail] a.拉力的, 可拉伸的L2 拉紧的, 张紧的L 1 tension ['ten☞☜n] n.拉紧,张紧L 1 terminal ['t☜:m☜nl ] n. 终端机L 6 terminology[t☜:mi'n l☜d✞i ] n. 术语, 用辞L1 1 theoretically [ i:☜'retikli ] adv.理论地L21 thereby['❆☪☜bai] ad. 因此, 从而L15 thermoplastic[' ☜:m☜u'pl✌stik] a. 热塑性的, n. 热塑性塑料L 3 thermoset[' ☜:m☜set] n.热固性L12 thoroughly[' ✈r☜uli] adv.十分地, 彻底地L 2 thread pitch 螺距L 5 thread[ red] n. 螺纹L 5 thrown up 推上L17 tilt [tilt] n. 倾斜, 翘起L20 tolerance ['t l☜r☜ns] n..公差L17 tong[t ☠] n. 火钳L 2 tonnage['t✈nid✞] n.吨位, 总吨数L 3 tool point 刀锋L 3 tool room 工具车间L10130glossary131 toolholder['tu:lh ☜uld ☜] n.刀夹,工具柄 L5 toolmaker ['tu:l'meik ☜] n 模具制造者 L17 toolpost grinder 工具磨床 L 4 toolpost['tu:l'p ☜ust] n. 刀架 L 4 torsional ['t :☞☜nl] a 扭转的 . L 1 toughness['t fnis] n. 韧性 L 2 trace [treis] vt.追踪 L 7 tracer-controlled milling machine 仿形铣床 L 4 transverse[tr ✌ns'v ☜:s] a. 横向的 L 5 tray [trei] n. 盘,盘子,蝶 L 19 treatment['tri:tm ☜nt] n.处理 L 2 tremendous[tri'mend ☜s] a. 惊人的, 巨大的 L 9 trend [trend] n.趋势 L 7 trigger stop 始用挡料销 L 17 tungsten['t ✈☠st ☜n] n.钨 L 10 turning['t ☜:ni ☠] n.车削 L 4, 5 twist[twist ] v.扭曲,扭转 L 1 two-plate mould 双板式注射模 L 12Uultimately['✈ltimitli] adv 终于. L 6 undercut moulding 侧向分型模 L 1 4 undercut['✈nd ☜k ✈t] n. 侧向分型L 1 4 undercut['✈nd ☜k ✈t] n.底切L 1 2 underfeed['✈nd ☜'fi:d] a, 底部进料的 L 15 undergo[✈nd ☜'♈☜u] vt.经受 L 1 underside['✈nd ☜said] n 下面,下侧 L 11 undue[✈n'dju:] a.不适当的, 过度的 L4,10 uniform['ju:nif :m] a.统一的, 一致的 L 12 utilize ['ju:tilaiz] v 利用 L 17 Utopian[ju't ☜upi ☜n] adj.乌托邦的, 理想化的 L 21Vvalve[v ✌lv] n.阀 L 2 2 vaporize['veip ☜raiz] vt.vi. 汽化, (使)蒸发 L 10 variation [v ☪☜ri'ei ☞☜n] n. 变化 L 20 various ['v ☪☜ri ☜s] a.不同的,各种的 L1,20 vector feedrate computation 向量进刀速率计算 L 7 vee [vi:] n. v 字形 L 20 velocity[vi'l siti] n.速度 L 1 versatile['v ☜s ☜tail] a.多才多艺的,万用的 L 5,8 vertical['v ☜:tikl] a. 垂直的 L 16 via [vai ☜] prep.经,通过 L 8 vicinity[v ☜'siniti] n.附近 L 13 viewpoint['vju:p int] n. 观点 L 4 W wander['w nd ☜] v. 偏离方向 L 13 warp[w :p] v. 翘曲 L 2 washer ['w ☞☜] n. 垫圈 L 18 wear [w ☪☜] v.磨损 L 7 well line 结合线 L 13 whereupon [hw ☪☜r ☜'p n] adv. 于是 L 19 winding ['waindi ☠] n. 绕, 卷 L 8 with respect to 相对于 L 1,5 withstand[wi ❆'st ✌nd] vt.经受,经得起 L1 work[w ☜:k] n. 工件 L 4 workstage 工序 L 19 wrinkle['ri ☠kl] n.皱纹vt.使皱 L 21 Y yield[ji:ld] v. 生产 L 9 Z zoom[zu:] n. 图象电子放大 L 9。
关于注塑模具的相关知识

关于注塑模具的相关知识录1# 引言2#目录3#美國SPI-SPE 为標準来分类的模具等级4#國際標準分三大類(AISI,DIN,JIS)5#模具设计制造的常用名称中英文版 ----图纸常用名词 6#模具设计制造的常用名称中英文版 ----制造加工常用名词 7#浇口的常用形式-配有图片和中英文名称,让您和鬼佬的沟通变得简单起来8# 产品表面要求,光洁度标准,中英文版(从此以后你在这方面也是专家了) 9# 英文-中文-德语常用模具专业用语10# 模具结构之常用2板模形式11# 模具结构之特殊2板模形式(Floating “A” Plate) 12# 模具常用零件及其名称美國SPI-SPE 为標準来分类的模具等级模具類別以美國SPI-SPE 為標準分下列各類.一. 101 類模(SPI-SPE 標準1,000,000 啤或以上,長期精密生產模) 1. 需要詳細模具結構圖.2. 模胚材料硬度最低為 280BN.(DME #2 鋼 / 4140 鋼)3. 有膠位的內模件鋼材一定要見硬至 48~50HRC.其餘零件如行位,壓鎖,壓條等亦應為硬件.4. 頂針板要有導柱.位要有硬片. 5. 行6. 如有需求的話,上模,下模及行位要有溫度控制.7. 所有運水道,建議採用無電浸鎳或用420 不銹鋼做模板.這樣可防止生銹及清理垃圾.8. 需要直身鎖或斜鎖.二. 102 類模. (不超過1,000,000 啤,大量生產模具.) 1. 需要詳細模具結構圖.2. 模胚材料硬度最低為 280BHN.(DME #2 鋼 / 4140 鋼)3. 有膠位的內模件鋼材要見硬至最低 48~52HRC,其餘有用的零件亦應同一處理.4. 建議採用直身鎖或斜鎖.5. 下列項目可能或不需要.視乎最終生產數量而定.建議報價時如採用下列項目要檢查清楚是否需要:A. 頂針板導柱.B. 行位硬片.C. 電鍍運水孔.D. 電鍍模腔.三. 103 類模(少於500,000 啤,中量生產模.)1. 需要詳細模具結構圖.2. 模胚材料硬度最小為 165BHN. (DME #1 鋼 / 1040 鋼)3. 內模鋼材為P20(28~32HRC)或高硬度(36~38HRC). 4. 其餘要求視乎需要而定.四. 104 類模(少於100,000 啤,少量生產模)1. 需要模具結構圖.2. 模胚材料 P20(28~32HRC)可用軟鋼或鋁.(1040 鋼)3. 內模件可用鋁,軟鋼或其它認可金屬.4. 其餘要求視乎需要而定.五. 105 類模. (少於500 啤,首辦模或試驗模)1. 可用鋁鑄鐵或環氧樹脂或任何材料只要有足夠強度可生產最少測試數量便可國際標準分三大類(AISI,DIN,JIS)5#模具设计制造的常用名称中英文版 ----图纸常用名词DATE CODE 日期印 DATUM 基準ALIGNMENT 垂直BINDING 夾緊CAVITY (CAV.) 模腔 COLOR 顏色CORNER/OUTSIDERADIUS 外轉角DETAIL 詳圖DRAFT (DFT.) 出模角度 DWG NO. 圖紙編號ENGRAVE 雕字FILLET/INSIDE RADIUS(R)內轉角FINISH 光潔度FLUSH 平凹GATE 入水位KISS-OFF 枕位碰穿LOGO 商嘜MATERIAL (MAT’L) 膠料 OPENING 穿孔PART NO. (P/N) 產品編號 RAISED 凸高REFERENCE (REF.) 參考 REVISION (REV.) 修正 SHRINKAGE FACTOR 縮水率SHUT OFF/ (S/O ) 擦位 RECESSED 凹入TEXTURE 皮紋TITLE/PART NAME 產品名稱 TOLERANCE (TOL.) 公差 TYPICAL (TYP.) 類型VENTING 疏氣/排氣UNDERCUT(U’CUT) 倒扣 WALL THICKNESS 膠位厚度浇口图片。
SPI美国标准模具抛光对照表

6# 钻石膏
A-2
grade #6 diamond buff
A-3
15# 钻石膏
grade #15 diamond buff
B-1
600# 砂纸
600 grit paper
B-2
400# 砂纸
400 grit paper
320# 砂纸
B-3 320 grit paper
dry blast #24 oxide (6" distance at 100psi;6 secs)
helps hide shrink marks and other imperfections
要求产品不能反光的模具表面
190-230
dull non-reflecting finish on molded or cast part
10-12
用装饰性表面
for decorative finishes
D-2 D-3
#240 氧化物(5"距离用100磅
帮助隐藏产品的缩纹或其它不良
的压力喷沙,持续5秒时间) 26-32 外观
dry blast #240 oxide (5" distance at 100psi;6 secs)
#24 氧化物(6"距离用100磅的 压力喷沙,持续5秒时间)
de69
Page 1
2022/2/18
消除所有的加工纹
removes all tools and machining marks
提供较好的出模
provides good mold release
在模具上表现为有较暗的反光。
light reflecting finish on molded part,some sheen
SPI美国标准 抛光等级

Mold Finish Comparison
美国工业学会标准
SPI Standards
抛光级 别
Finish Type
说明
Description
粗糙度
Roughness Averaging
备注
Comments
A-1
3# 钻石膏
grade #3 diamond buff
0-1 抛光达到镜面或光学要求
320 stone
mute finish on molded part,no sheen
D-1
#24 沙子(6"距离用100磅的压 力喷沙,持续5秒时间)
dry blast glass bead (8" distance at 100psi;5 secs)
10-12
用装饰性表面
for decorative finishes
for mirror or optical finishes
A-2 A-3
6# 钻石膏
grade #6 diamond buff
15# 钻石膏
grade #15 diamond buff
需要很长时间与成本才能达到此类
1-2 抛光级别
most time consuming and costly finishes to achieve
helps hide shrink marks and other imperfections
要求产品不能反光的模具表面
190-230
dull non-reflecting finish on molded or cast part
de69
Page 1
2013-5-8
SPI美国标准(抛光等级)

美国工业学会标准SPI Standards 抛光级别说明粗糙度备注Finish TypeDescriptionRoughnessAveragingComments3# 钻石膏抛光达到镜面或光学要求grade #3 diamond buff for mirror or optical finishes6# 钻石膏需要很长时间与成本才能达到此类抛光级别grade #6 diamond buffmost time consuming and costly finishes toachieve15# 钻石膏对钢料的质量要求很高grade #15 diamond buffsteel grade important to results (D-M-E No.3or No.5 steel recommended)600# 砂纸消除所有的加工纹600 grit paper removes all tools and machining marks400# 砂纸提供较好的出模400 grit paper provides good mold release320# 砂纸在模具上表现为有较暗的反光。
320 grit paperlight reflecting finish on molded part,somesheen600 油石消除所有的加工纹600 stone removes all tools and machining marks400 油石提供较好的出模400 stone provides good mold release320 油石在模具上表现为不会反光,且没有光泽。
320 stone mute finish on molded part,no sheen#24 沙子(6"距离用100磅的压力喷沙,持续5秒时间)用装饰性表面dry blast glass bead (8" distance at100psi;5 secs)for decorative finishes#240 氧化物(5"距离用100磅的压力喷沙,持续5秒时间)帮助隐藏产品的缩纹或其它不良外观dry blast #240 oxide (5" distance at100psi;6 secs)helps hide shrink marks and otherimperfections#24 氧化物(6"距离用100磅的压力喷沙,持续5秒时间)要求产品不能反光的模具表面dry blast #24 oxide (6" distance at100psi;6 secs)dull non-reflecting finish on molded or castpart模 具 抛 光 对 照 表Mold Finish ComparisonA-1 A-2 A-30-1 1-2 2-32-3 4-5 9-10 10-12 25-2810-12B-1B-2B-3C-1C-2D-1C-338-42D-2 D-326-32 190-230de69Page 12013-5-8。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SPI Mold Finish
SPI is the short form of the Society of Plastic Industry, who establish standards for plastic industry and the SPI Plastic Engineering Handbooks is one of the most important reference for engineers.
SPI defines the polishing standard on mold finish and widely applied in US markets. It helps to avoid grey areas and measure the finest of surface in the unit of Rough Average (Ra).
Nowadays, China’s standard is very much in line with SPI. However, there is little help using Ra value in China mold making industry because there is little chance to have precise equipment at site to do the precision measurement. What we needed is a practical guideline to more or less achieve the desired mold finish. Below guideline is widely accepted.
GLOSSY SURFACE, DIAMOND BUFF POLISH
SPI Finish A-1 — Grade #3, 6000 Grit Diamond Buff
SPI Finish A-2 — Grade #6, 3000 Grit Diamond Buff
SPI Finish A-3 — Grade #15, 1200 Grit Diamond Buff
NON-GLOSSY SURFACE, PAPER POLISH
SPI Finish B-1 — 600 Grit Paper
SPI Finish B-2 — 400 Grit Paper
SPI Finish B-3 — 320 Grit Paper
ROUGH SURFACE, STONE POLISH
SPI Finish C-1 — 600 Grit Stone
SPI Finish C-2 — 400 Grit Stone
SPI Finish C-3 — 320 Grit Stone
VERY ROUGH SURFACE, DRY BLASH POLISH
SPI Finish D-1 — 600 Stone Prior to Dry Blast Glass Bead #11
SPI Finish D-2 — 400 Stone Prior to Dry Blast #240 Oxide
SPI Finish D-3 — 320 Stone Prior to Dry Blast #24 Oxide
However, the above guideline falls short because it does not mention what steel should be used. For coarse surface, it may be fine. For demanding high glossy mold finish, the mold steel can be critical and the high glossy cannot be achieved without proper steel.
For molding process, a melt plastic resin will be injected into a steel mold at high pressure and the steel will always face the issue of wear off. To produce a glossy product, the mold has to be significantly hard so that the shiny smooth surface will not be deteriorated quickly and the glossy surface can be remained for a longer period of time. The finer the surface is needed, the harder and the finer the steel is required.
Below is a supplementary guideline regarding steel to be used.
SPI Finish A1 – S136 Hardness at 54HRC
(Generally called ―Super High Glossy‖ in China)
SPI Finish A2 – 718HH or NAK80 Hardness at 40HRC
(Generally called ―High Glossy‖ in China)
SPI Finish A3 – 718H or S136 Hardness 32HRC
(Generally called ―Normal Glossy‖ in China)
It is true that the steel made in China are somehow less consistent than from overseas. Therefore, it is suggested to use imported steel for demanding quality mold or at least use higher grade of steel from China to provide some buffer for the desired mold finish that you need.
Lastly, a high glossy mold finish is not equivalent to a high glossy finished product. It is significantly subject to other factors such as plastic resin used, molding condition and mold design. For example, ABS will provide higher glossy than PP, high temperature molding condition and non-flat surface will help to provide a much glossy finished product.。