CNC记录表
CNC加工中心设备日常保养记录表

审核:
表单编号:
月 导轨护罩的清洁清洗/每月一次 保 养
生产设备日常保养记录表
资产编号:
使用部门:
日期:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
Байду номын сангаас保 养 人 :
异常情况记录:
注:没问题打“√”,若有问题则打“×”,并在异常情况记录栏中记录异常情况。 制表:
设备名称: CNC加工中心
保养项目及保养频率
外观保养清洁/每日
日 主轴/刀库开机前检查/清洁/每日 保 养 润滑油/冷却液检查清洁/每日
电脑/电控箱清洁整理/每日
外观保养清洁/每周
主轴/刀库清洁整理/每周 周 保 刀把/导套清洗清洁/每周 养
电脑/电控箱清洁整理/每周
润滑油/冷却液检查清洁/每周
以上周保养事项/每月一次
CNC加工中心二级保养记录表[空白模板]
![CNC加工中心二级保养记录表[空白模板]](https://img.taocdn.com/s3/m/796a9951c77da26924c5b099.png)
内容
机床的水平
机床的主轴跳动
机床各轴 的反向间隙
主轴对工作 台的垂直度 立柱对工作 台的垂直度 X轴与Y轴之间的垂直度
CNC加工中心二级保养记录表
型号 检测时间
控制系统 检测人员
表单编号:XX-XXX-XX
系列号
项目一:机床基本精度
标准数据
实测数据
X轴
0.01mm/m
Y轴
0.01mm/m
根部
0.000mm
端部
0.003mm(150MM)
X轴
±0.003mm
Y轴
±0.003mm
Z轴
±0.003mm
X向
0.0030mm/300mm
Y向
0.003mm/300mm
X-Z
0.003mm/300mm
Y-Z
0.003mm/300mm
X-Y
0.003mm/300mm
调整后状态
内容
各轴快速移动 主轴定位及换刀点
ATC系统
项目二:机械部分
标准
移动时无异音 主轴定位准确及换刀点准确 ATC机械臂转动正常 刀库内无切屑无油污 刀库转动正常 拉刀杆的爪片是否生锈*
现状
备注
项目三:电气部分
内容
标准
现状
三相 200VAC±10%
单相 110VAC±10%
机床电源
5V电源 5VDC
冷却风扇
24V电源 24VDC
电池电 压
项目八:部门确认
备注 备注
机床品牌
型号
检润测滑日系统期
检测时间
主轴油气润滑系统工作正常
主轴冷却油及油箱干净(更换冷却油)
cnc加工中心日常点检保养记录表
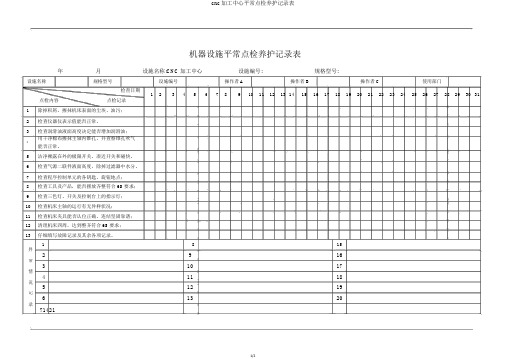
机器设施平常点检养护记录表年月设施名称:CNC 加工中心设施编号:规格型号:设施名称规格型号设施编号操作者A操作者B操作者C使用部门检查日期 234567 8910 11 12 13 1415 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31点检内容1 点检记录1除掉积屑,擦抹机床表面的尘埃、油污; 2 检查仪器仪表示值能否正常。
3检查润滑油液面高度决定能否增加润滑油;用干净棉布擦抹主轴内锥孔,并查察锥孔吹气 4能否正常。
5 洁净裸露在外的极限开关、凑近开关和碰快。
6 检查气源二联件液面高度,除掉过滤器中水分。
7 检查程序控制单元的各钥匙、旋钮地点;8 检查工具及产品,能否摆放齐整符合6S 要求; 9检查三色灯、开关及控制台上的指示灯;10 检查机床主轴的运行有无异样状况;11 检查机床夹具能否认位正确、连结坚固靠谱; 12 清理机床四周,达到整齐符合6S 要求; 13仔细填写故障记录及其余各项记录。
1815异2 9 16 常3 10 17 情4 11 18 况5 12 19 记 13206录71421重要备 1.检查方法:看、听、试安全注 2.检查周期:每日。
(由白班操作者负责)隐患记录注:养护后,用“√”表示进行了点检,“○”表示歇息或放假,“×”表示有异样状况,应在“异样状况记录”栏予以记录。
CNC设备点检记录表15

设备电气元件是否正常,有无接触不良 看听 电控箱门是否关好,空调温度是否正常 机台是否存在严重漏电漏油漏气 看 看听
油量是否充足,油泵手动压力是否正常 看试 冰水机水位是否正常,温度是否正常 传动系统运转是否正常,有无异声 开水泵前请先检测主轴吹气是否正常 安全防护装置是否可靠 看 试 看
CNC设备点检记录表
设备编号: GH-CNC-CNC序号 1 2 3 4 5 6 7 8 9 10 机台负责人: 巡检人: 向明华 点检内容 电脑、操作系统是否反应灵敏可靠 年 月 日期 点检 周期 方法 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 看试 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 方法:1.正常√;2.有问题但尚能使用△;3.有故障不能使用×;4.修好后在△或×外划О
CNC设机记录表

产品编号: 预计改 机总时 间(H) 通知改机 日期 时间
CNC改机记录表
版本: 开始改机 日期 时间 结束改机 日期 时间 改机位置:
改机时间:小时/分钟
第
面 班组负责人: 停机总时间时间 时间 (小时/分钟) (分钟/件)
进度、状况摘要(所有记录时间用24时制)
改机过 点检确认执行无误 测量中心 程时间 早班 夜班 审核结果
改机废品 早班: 影响设机效率因素简述:
CNC工程师审核项目: 1.产品外观符合图纸要求 2.产品结构符合图纸要求 3.设机不良品点板或破坏性标识 4.技术师傅程序上传存档 课长/工程师审核: 日期:
审核结果
早班技术员: 夜班技术员:
说明:1>."预改/设机总时间"栏由制造课长/班组长负责人填写,其余各项改机时间点由技术人员填写;2>.实设时间 =班停机时间-测量室检测用时,实设总时间=A班实设时间+B班实设时间,停机总时间=结束-开始(扣除非上班时间);3>. "工件加工时间""实设总时间""停机总时间"由设机结束人员填写,"。4>.本表格由生产文员存管,保存期半年。 表格编号:
外 部 时 间 : 设 机 前 准 备 工 作 项目: 1.备刀(包括装刀/校正/对刀并附资料,技术师傅) 2.提供程序(CNC工程师),输入程序(技术师傅) 3.夹具,压板、螺丝等备好送至机位
(包括检查,技术师傅) 4.安装好与改机有关设施(不能提前需先约好,技术/设备师傅) 5.物料停机后及时到位(物料员) 6.清理机床(停机后进行,作业员),准备好转机工具(技术) 送检次数 第一次 第二次 第三次 第四次 第五次 第六次 审核 签名 夜班: 日期: 时间: 送检时间 返回时间 用时(分钟)
CNC IPQC巡检记录表

班别: □A 技术员:
站 别
□B
客户: IPQC: 检 查 项 目
料 号: 班 长:
日
期: 生产数量:
1时段
巡检时间&记录 2时段 3时段 4时段
5时段
机台号/ 操作员
机台周边的5S状况,桌面无残留换线前产品、无接班前产品,无不良品遗留。 CNC程序单是否对应产品料号,CNC操作说明书是否悬挂,CNC是否点检并记录。 检验指导书是否受控,手改是否有人签字,文件、图纸是否正确、版本是否最新 。 根据指导书检查物料料号,材料是否合格、材料是否摆放整齐。 夹具是否符合生产要求,夹具是否全部合格,夹具是否编号。 是否已经做好首件检验,产品首件是否合格。 操作员是否依生产作业指导书的要求正确操作。 检验工具、量具、检具是否满足需求。 操作员是否清楚自检要点,并具备自检能力。 产品清洗用水是否干净,是否按要求更换。
审核:
制表:
表单保存期限:3年
表单文号:QR-QA-016/A2
பைடு நூலகம்
产 前 检 查 准 备
外 观 检 验
产品有无披锋、毛刺,刮伤、夹伤、碰伤、缺料。 粗糙度是否符合要求、产品加工位置有无台阶。 齿面是否损伤,有无砂眼。 凸台高度、角度。尺寸/公差: 厚度、总厚度符合要求。尺寸/公差:
C N C 尺 寸 检 验
齿高、齿宽、齿间隙符合要求。尺寸/公差: 对称度符合要求。尺寸/公差: 凸台长度、宽度符合要求。尺寸/公差: 凹槽深度、宽度符合要求。尺寸/公差: 总长、宽符合要求。尺寸/公差: 产品是否有倒角处理,倒角是否符合要求。 牙孔规格符合要求:(螺纹塞规检验合格)
其 他 关 键 尺 寸 后 处 理
冲压位置是否符合要求、冲压尺寸是否合格。 毛刺披锋是否处理干净。 周转包装标示是否明确,是否符合要求。 1st 时段:
CNC调机记录表

数控
日期
6月1日 6月2日 6月3日 6月4日 6月5日 6月6日 6月7日 6月8日 6月9日 6月10日 6月11日 6月12日 6月13日 6月14日 6月15日 6月16日 6月17日 6月18日 6月19日 6月20日 6月21日 6月22日 6月23日 6月24日 6月25日 6月26日 6月27日 6月28日 6月29日 6月30日
客户
F001 F001 F001 F001 F001 F001 F001 F001 F001 F001 F001 F001 F001 F001 F001 F001 F001 F001 F001 F001 F001 F001 F001 F001 F001 F001 F001 F001 F001 F001
放假 放假 放假 调机报废一支 无异常 无异常 无异常 休息 休息 报废一支定点太深
9:8 10:25
3.4孔有毛刺 改机
刘祖千 陈湘旺
黄贝利 黄贝利 黄伟
黄伟 黄伟 黄贝利 黄贝利
无异常
一支孔径偏小要求5.85实测4.99(调机不良)
无异常 休息 休息 无异常 无异常 无异常 无异常
制表人:张九洲
车品间名
40W弯管 40W弯管 40W弯管
32W弯管 32W弯管 32W弯管 32W弯管
40W弯管 40W弯管 40W弯管 32W弯管 32W弯管
32W弯管 32W弯管 32W弯管 32W弯管
调机时间
调机原因 调机人 IPQC确认
黄贝利 黄贝利 黄贝利
8:00
改机
刘祖千
黄贝利
8:25
改机
陈湘旺
黄伟
备注
CNC机床日常保养卡
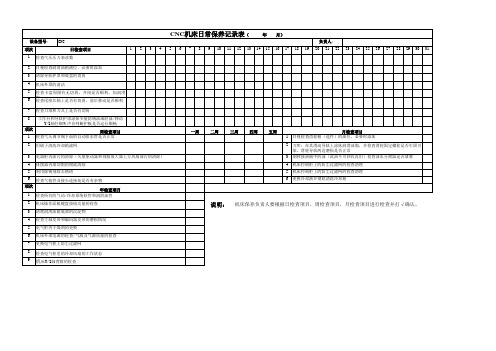
项次1234567891011121314151617181920212223242526272829303112345678项次112233445566123456789更换冷却液并彻底清洗冷却箱机床控制柜上的防尘过滤网的检查清理日检查项目检查气压压力表读数目视检查润滑油箱液位,必要时添加清除导轨护罩和底盘的切屑CNC 机床日常保养记录表( 年 月)设备型号:CNC负责人:二周三周四周工作台和导轨护罩涂抹少量防锈油或轻油/移动Y/Z轴仔细听声音判断护板是否运行顺畅周检查项目机床外罩的清洁检查卡盘周围有无切屑,开闭是否顺利,加润滑脂检查尾座芯轴上是否有切屑,前后移动是否顺利检查刀塔和刀具上是否有切屑五周月检查项目检查气压调节阀下面的自动排水管是否正常目视检查齿轮箱(选件)的油位,必要时添加一周倒掉接油桶中的油(此油不可回收再用)检查油水分离器是否堵塞用刷子清洗冷却箱滤网排削器内部切削的彻底清除利用除锈剂除去锈斑机床控制柜上的防尘过滤网的检查清理刀库:在其滑动导轨上涂抹润滑油脂,并检查滑轮固定螺栓是否牢固可靠,滑轮导轨两边磨损是否正常电器柜内油污的清除(矢量驱动器和伺服放大器上方风扇油污的清除)检查所有的气动/冷却系统软管和润滑油管机床保养负责人要根据日检查项目,周检查项目,月检查项目进行检查并打√确认。
项次年检查项目机床外部电源的检查/气源及气源质量的检查清理润滑油箱底部的沉淀物检查主轴皮带和编码器皮带的磨损情况检查气枪管及接头连接处是否有杂物机床Y/Z轴背隙的检查更换电气柜上防尘过滤网检查电气柜里的冷却风扇的工作状态电气柜内干燥剂的更换机床操作面板键盘按钮功能的检查说明:。