机加工考试题含答案定稿版
机械加工基础部分试题
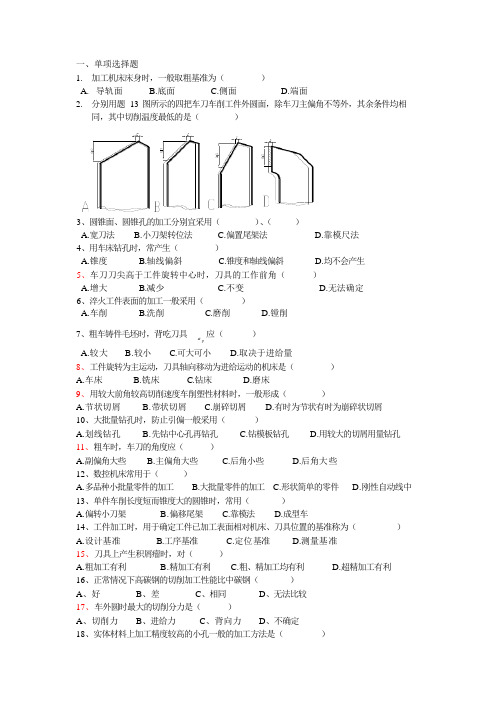
一、单项选择题1.加工机床床身时,一般取粗基准为()A.导轨面B.底面C.侧面D.端面2.分别用题13 图所示的四把车刀车削工件外圆面,除车刀主偏角不等外,其余条件均相同,其中切削温度最低的是()3、圆锥面、圆锥孔的加工分别宜采用()、()A.宽刀法B.小刀架转位法C.偏置尾架法D.靠模尺法4、用车床钻孔时,常产生()A.锥度B.轴线偏斜C.锥度和轴线偏斜D.均不会产生5、车刀刀尖高于工件旋转中心时,刀具的工作前角(A.增大B.减少C.不变)D.无法确定6、淬火工件表面的加工一般采用()A.车削B.洗削C.磨削D.镗削7、粗车铸件毛坯时,背吃刀具ap应()A.较大B.较小C.可大可小D.取决于进给量8、工件旋转为主运动,刀具轴向移动为进给运动的机床是()A.车床B.铣床C.钻床D.磨床9、用较大前角较高切削速度车削塑性材料时,一般形成()A.节状切屑B.带状切屑C.崩碎切屑D.有时为节状有时为崩碎状切屑10、大批量钻孔时,防止引偏一般采用()A.划线钻孔B.先钻中心孔再钻孔C.钻模板钻孔D.用较大的切屑用量钻孔11、粗车时,车刀的角度应()A.副偏角大些B.主偏角大些C.后角小些D.后角大些12、数控机床常用于()A.多品种小批量零件的加工B.大批量零件的加工C.形状简单的零件D.刚性自动线中13、单件车削长度短而锥度大的圆锥时,常用()A.偏转小刀架B.偏移尾架C.靠模法D. 成型车14、工件加工时,用于确定工件已加工表面相对机床、刀具位置的基准称为()A.设计基准B.工序基准C.定位基准D.测量基准15、刀具上产生积屑瘤时,对()A.粗加工有利B.精加工有利C.粗、精加工均有利D.超精加工有利16、正常情况下高碳钢的切削加工性能比中碳钢()A、好B、差C、相同D、无法比较17、车外圆时最大的切削分力是()A、切削力B、进给力C、背向力D、不确定18、实体材料上加工精度较高的小孔一般的加工方法是()A、钻—铰B、钻—磨C、钻—镗D、钻—拉削19、适合于拉削加工的表面是()A、内花键B、外花键C、不通内孔D、内螺纹20、下列齿轮齿形加工方法中属于精加工的是()A、铣齿B、剃齿C、滚齿D、插齿21、划分加工工艺阶段应遵循的原则之一是()A、基准重合B、粗精加工分开C、基准统一D、六点定位22、传动轴的调质一般安排在()A、粗加工前B、粗加工后C、精加工后D、随便23、刀具旋转为主运动、刀具轴向移动为进给运动的机床是()A、车床B、铣床C、钻床D、磨床24、车平面主要适用于()A、铸铁件上的平面B、窄长的平面C、轴类零件上的端面D、箱体类零件的平面25、钻扩铰三种加工方法中,加工精度最高的是( )26、镗削加工的工艺特点是()A、宜加工较小的孔B、孔系的加工C、生产率高D、孔的表面粗糙度比钻孔低27、大批切削加工可以采用( )A、普通机床B、全自动机床C、专用机床D、数控机床28、适合选为精基准的表面是()A、不加工的表面B、加工余量大的表面C、加工余量小的表面D、设计基准28、增大车刀前角会使()A、切削力减小B、切削力增大C、切削力不变D、刀刃强度增加二、填空题1、有色金属的精加工适合和加工,而不适合磨削。
机加工考试题含答案

考试方式:闭卷2015.03 答题时长:90分钟阅卷成绩登记表(阅卷、核分填写)选择题(共30题,每题2分,共60分)千斤顶内之螺杆,其螺纹是(C)。
梯形 (B)方形 (C)锯齿形 (D)V形2. 已知一车床上导螺杆之螺距为6mm,若欲车制M12×1.5之双线螺纹,则当工件转一圈时,导螺杆应转( C )度?° (B)36° (C)180° (D)90°在公制中,斜键的斜度为(A)。
(A)1:100 (B)1:96 (C)1:50 (D)1:20有关螺纹的叙述,下列何者不正确? ( D )(A)相邻的二螺纹的对应点之间,其平行于轴线的距离,称为螺距。
(B)规格为M20×2的螺纹是细螺纹,而2是表示螺距尺度(mm) 。
(C)三线螺纹的导程(L)与螺距(P)的关系是L=3P。
(D)顺时针方向旋转而前进的螺纹称为左螺纹,反之,则是右螺纹。
对于螺纹标注符号「L-2NM16×1-6g5g」所代表的意义,下列叙述何者错误?( B)(A)左螺纹 (B)公差等级为2N (C)公制螺纹 (D)螺纹大径166. 为防止机件锈蚀,提高其耐磨性,可在机件上电镀(D)。
(A)镍 (B)镉 (C)锌 (D)铬7. 大量之钻孔工作,应使用何种夹具?以得到正确的钻孔位置及增加效率。
(B)(A)虎钳 (B)钻模 (C)V型枕 (D)角板8. 车床横向进刀刻度盘每小格的切削深度为0.02mm,若要将工件的直径从39.60mm车削成38mm,则车刀还须进刀几小格?(C)(A)15 (B)30 (C)40 (D)809. 最适合加工内齿轮的工具机是( D)。
(A)车床 (B)铣床 (C)滚齿机 (D)齿轮刨床10. 铣切方法有两种:顺铣法及逆铣法,下列何者不正确?(C)(A)顺铣法必须有消除空隙之装置 (B)顺铣法较不易振动(C)顺铣法较适于铣切铸件表面 (D)逆铣法铣刀不易缺制11. 卧式铣床铣削时,精削用 ( B )(A)上铣法 (B)下铣法 (C)无所谓 (D)以上皆可12. 在下列哪一个加工条件下,使用松组织的砂轮比使用密组织的砂轮 更为适当? ( A )(A)粗磨削加工时 (B)磨削硬质材料时(C)工作物与砂轮的接触面积小时 (D)干磨削加工时13. 图面尺寸0.040.0236+-mm ,则下列尺寸何者为合格?( D )(A)36.02mm (B)35.98mm (C)36.04mm (D)以上皆是14. IT4级之公差用于 ( B )(A)一般配合机件公差 (B)规具公差(C)不配合件之公差 (D)轴承配合公差15. 一轴之尺寸 00.0135-φ ,与孔0.030.0135++φ配合,其最大余隙为( C )(A)0 (B)0.03 (C)0.04 (D)0.0216. 二机件的配合尺度如标注为Φ57H7/m6时,下列何者不正确?( D )(A)是基孔制配合(B)是过渡配合(C)孔件的公差是7级,轴件的公差是6级(D)是基轴制配合,且是干涉配合17. 在普通车床上车削外圆面,其尺寸精度可达 ( A )。
机加工职业资格证考试题300题样题-有答案.

300题样题1、装刀时,修光刃应与进给方向(B )A、垂直B、平行C、倾斜2、设计夹具时,定位元件的化差约等于工件公差的( C )A、2倍B、1/2C、1/3D、1/43、前角增大时,切削力( A ),切削温度( D )。
A、减小B、增大C、不变D、下降E、上升4、不符合挂轮啮合原则会( B )。
A、改变传动比B、无法啮合C、改变丝杠传动方向5、车削细长轴时,为了避免振动,车刀的主偏角应取( A )度。
A、80-93B、30-45C、45-756、;车螺纹时,应适当增大车刀走刀方向的(B )A、前角B、后角C、刀尖角7、对刀具寿命影响最大的是(C )。
A、切削深度B、进给量C、切削速度8、刀尖圆弧半径增大,使径向力Py( B )。
A、不变B、有所增加 C有所减小9、一般在用较高切削速度切削厚度较大的塑性材料时,易产生( B )磨损。
A、后刀面B、前刀面C、前后刀面同时10、工件以平面定位时,所使用的主要定位元件有(A)。
A、支承钉B、V型铁C、削边销11、在三爪卡盘上,用反爪装夹工件时,它限制了工件( A)个自由度。
A、三B、四C、五12、被加工表面的回转轴线与基准面(B )且外形复杂的工件,可安装在花盘角铁上加工。
A、垂直B、平行C、交错13、为了使工件材料获得较好的强度、塑性、韧性等方面的综合性能,对材料要进行( B)处理。
A、淬火B、调质C、正火D、退火的内孔,应选用的量具是( D )。
14、批量加工Φ30+0.021A、内径千分尺B、内径量表C、游标卡尺D、塞规15、车角度较大的内圆锥孔时,一般用(B )法车削。
A、靠模B、转动小滑板C、偏移尾座D、宽刃刀16、切削铸铁等脆性材料时,一般(A )。
A、不加切削液B、选用相应切削液C、选用乳化液17、刀尖位于刀刃最高位时,刃倾角为( A )。
A、正值B、负值C、零18、高速钢梯形螺纹粗车刀的刀头宽度应( B )牙槽底宽。
A、等于B、略小于C、略大于19、用百分表检验工件径向圆跳动时,其百分表在工件旋转转一周时的( B )即为工件的径向跳动误差。
机加工工艺试题答案

机加工工艺及夹具试题(机械工程师类)一填空题(20分,每题各4分)1.机械加工设备主要有车床、铣床、钻床、镗床、创床、磨床。
2.对圆柱形工件常采用什么工装夹具夹紧V型压板螺旋机构。
3.常用有那些工装夹紧方法直角相向压紧、V型压板螺旋压紧、转动压板压紧、浮动勾形夹具。
4.常用夹具材料有那些中碳钢(20~45)、工具钢(T7~T10)、铬钢(40Cr、20Cr)。
5.夹具尺寸及形位精度比工件尺寸及形位要高多少1/3~1/2等级。
二问答题(20分)1 在δ=1mm厚的钣金件铣一长方形孔,如图a所示,请问用什么方法才能保证图纸要求(孔的四角为90°)答:将δ=1mm厚的钣金件(如图a所示)以中心线为折点,围成(如图b所示),而后夹在钳台进行铣制,铣制深度5mm,铣完后,再打开,校平,得到如图a所需的要求。
三论述题(共60分,每题30分)1弯φ9.57的铜管。
形状如图a所示,请问用什么工装夹具保障图纸要求,并绘出结构简图,说明机构原理。
答:采用转盘旋转挤压成型(结构简图如下b所示)。
本机构采用一个定盘安装在转柄上,而后将定位销定盘固定在支架上,在制作时,把工作从定位支点输入,并对好标尺(90长),而后转动转柄,旋转180°角,转柄复位。
即工作变成如图所示。
2如图a所示,在工件上钻五个孔,用普通单头台钻床,要求是30秒完成一个工件。
问:(1)简述工装装备(夹具)结构,并绘结构图。
(2)编排工件加工工艺流程。
答:(1)先绘出结构图(如图b所示)。
本结构图:由弹簧夹头与汽缸联动组成夹紧结构。
分度转盘与底座定位滚珠组成分度机构。
二个机构组合一起构成一套完整钻孔工装夹具。
(2)工件工艺流程:将汽缸向上顶,使弹簧夹头变成松动状态,使工件放在弹簧夹头内孔,而后将汽缸下拉,使工件压紧,钻完第一个孔后,接着转动分度盘,钻第二个孔,以此类推。
钻完第五个孔后,而后将汽缸向上顶使弹簧夹头松动状态,取出工件,加工第二个工件重复上述过程。
机械加工基础知识试题(附答案)
机械加工基础知识培训试卷姓名________ 分数_______一、选择题:请将正确答案的序号填在题后的括号内。
(每题 2 分,共 40 分)1、车削加工中的主运动是()。
(A)工件旋转(B)刀具横向移动(C)刀具纵向移动(D)刀架旋转2、车削加工中精加工经济精度可达()左右。
(A)IT4 (B)IT9 (C)IT7 (D)IT103、下列刀具材料中,硬度最大的是()。
(A)工具钢(B)高速钢(C)硬质合金(D)金刚石4、用来加工铸铁工件的硬质合金是()。
(A)YT5 (B)YT30 (C)YW2 (D)YG85、控制排屑方向,负值时,增加刀头强度和保护刀尖的车刀角度是()。
(A)前角(B)后角(C)主偏角(D)刃倾角6、正交平面内测量的前刀面与基面间的夹角为()。
(A)前角(B)后角(C)主偏角(D)刃倾角7、下列刀具材料中,综合性能最好,适宜制造形状复杂的刀具材料是()。
(A)工具钢(B)高速钢(C)硬质合金(D)金刚石8、铣削铸件或锻件等表面有硬皮的工件时,采用的铣削方式是()。
(A)平面铣(B)端铣(C)顺铣(D)逆铣9、镗孔的表面粗糙度一般可以达到为()。
(A)Ra1.6~0.8(B)Ra0.8~0.4 (C)Ra12.5~6.3 (D)Ra0.4~0.110、刀具材料应具备的性能不包括()。
(A)高硬度和良好的耐磨性(B)足够的强度与冲击韧度(C)高的耐热性和良好的工艺性及经济性(D)良好的耐腐蚀性11、下列齿轮加工方法中,属于成型法加工方式的为()。
(A)滚齿(B)铣齿(C)插齿(D)磨齿12、电火花不可以加工()。
(A)碳钢(B)不锈钢(C)钛合金(D)聚甲醛13、低速走丝线切割机床走丝速度慢,一般小于()。
(A)1m/s(B)0.2m/s (C)0.2mm/s (D)0.3m/min14、下列可以加工非金属材料的方法()。
(A)电火花(B)电解加工(C)激光加工(D)线切割15、高速钢刀具最高切削温度是()。
机加工考试试题及答案

江苏德博利恩工业科技有限公司机械加工考试试题姓名:得分:一、填空题(每题2分,共30分)1、工作前要按规定穿戴好(防护用品),操作旋转类机床和吹清时必须佩戴(防护眼镜),操作旋转类机床及工具时禁止(戴手套),操作叉车,吊车时要戴(安全帽),高空作业(大于等于2m)时需要系上(安全带)2、工作地点和通行道路必须保持(畅通清洁)3、各种设备、工具开动使用前,必须认真(检查试开),确认安全后才能开动使用。
4、非电工人员一律不得接拆电气设备,电气设备发生故障,首先迅速(切断)电源,通知电工人员检查修理。
5、砂轮开动前要仔细检查砂轮是否有(裂纹),螺丝是否(松动),试砂轮或磨活时,人不许面对砂轮。
6、加工前检查工件是否(夹紧),吊运零件时要保证吊装(平稳),放置零件时要保证零件放置(平稳),机床运行前检查工作台不准有(吊具)及(工具)遗留在工件或工装上。
7、机床运行中出现(异常)现象,应立即停机,查明原因,及时处理。
8、每天早晨首次使用吊具时应(检查吊具质量),吊具不合格达到报废标准条件时应(停止)使用,直接报废处理。
吊装带特别注意撕断达到(四分之一),立即报废处理。
吊链特别注意焊接位置,有(裂纹)或(开焊),立即修理或报废9、使用行车时,应注意行车状态,发现情况不对及时处理,每天首次使用行车应进行检查,(试开),发现油丝绳有断股,曲折、砸扁等现象或机械机构有异响或电器按钮操作有异常时应停止使用,并及时通知修理。
使用行车时,行车没有停止前禁止反向开动。
行车不使用时吊钩要停在(通道外),且高度大于(2)米。
10、工作前将设备试开(5)分钟,检查设备各部件是否有(异常),确定(无误)后,才能开机严禁操纵(有故障)的设备。
11、工作前准备好必要的(工位器具),(工艺文件)。
12、机床返回参考点时,应按(顺序)逐一返回,以防机场发生碰撞。
13、机床裸露导轨面、丝杠及光杠等要保持(清洁)。
14、普通三角螺纹的牙形角式(60)度。
机加工考试题含答案修订版

机加工考试题含答案修订版IBMT standardization office【IBMT5AB-IBMT08-IBMT2C-ZZT18】X X X X X X X X X 公司 年机械加工、电气焊考试试题 考试方式: 闭 卷 2015.03 答题时长:90分钟 阅卷成绩登记表(阅卷、核分填写) 30题,每题2分,共60分) 千斤顶内之螺杆,其螺纹是( C )。
梯形 (B)方形 (C)锯齿形 (D)V 形 已知一车床上导螺杆之螺距为6mm ,若欲车制M12×1.5之双线螺 ( C )度? ° (B)36° (C)180° (D)90° 在公制中,斜键的斜度为 ( A )。
:100 (B)1:96 (C)1:50 (D)1:204.有关螺纹的叙述,下列何者不正确? ( D )(A)相邻的二螺纹的对应点之间,其平行于轴线的距离,称为螺距。
(B)规格为M20×2的螺纹是细螺纹,而2是表示螺距尺度(mm) 。
(C)三线螺纹的导程(L)与螺距(P)的关系是L=3P。
(D)顺时针方向旋转而前进的螺纹称为左螺纹,反之,则是右螺纹。
5.对于螺纹标注符号「L-2NM16×1-6g5g」所代表的意义,下列叙述何者错误?( B)(A)左螺纹 (B)公差等级为2N (C)公制螺纹 (D)螺纹大径166. 为防止机件锈蚀,提高其耐磨性,可在机件上电镀(D)。
(A)镍 (B)镉 (C)锌 (D)铬7. 大量之钻孔工作,应使用何种夹具?以得到正确的钻孔位置及增加效率。
(B)(A)虎钳 (B)钻模 (C)V型枕 (D)角板8. 车床横向进刀刻度盘每小格的切削深度为0.02mm,若要将工件的直径从39.60mm车削成38mm,则车刀还须进刀几小格?(C)(A)15 (B)30 (C)40 (D)809. 最适合加工内齿轮的工具机是( D)。
(A)车床 (B)铣床 (C)滚齿机 (D)齿轮刨床10. 铣切方法有两种:顺铣法及逆铣法,下列何者不正确?(C)(A)顺铣法必须有消除空隙之装置 (B)顺铣法较不易振动(C)顺铣法较适于铣切铸件表面 (D)逆铣法铣刀不易缺制11. 卧式铣床铣削时,精削用 ( B )(A)上铣法 (B)下铣法 (C)无所谓 (D)以上皆可12. 在下列哪一个加工条件下,使用松组织的砂轮比使用密组织的砂轮 更为适当? ( A )(A)粗磨削加工时 (B)磨削硬质材料时(C)工作物与砂轮的接触面积小时 (D)干磨削加工时13. 图面尺寸0.040.0236+-mm ,则下列尺寸何者为合格?( D )(A)36.02mm (B)35.98mm (C)36.04mm (D)以上皆是14. IT4级之公差用于 ( B )(A)一般配合机件公差 (B)规具公差(C)不配合件之公差 (D)轴承配合公差15. 一轴之尺寸 00.0135-φ ,与孔0.030.0135++φ配合,其最大余隙为( C )(A)0 (B)0.03 (C)0.04 (D)0.0216. 二机件的配合尺度如标注为Φ57H7/m6时,下列何者不正确?( D )(A)是基孔制配合(B)是过渡配合(C)孔件的公差是7级,轴件的公差是6级(D)是基轴制配合,且是干涉配合17. 在普通车床上车削外圆面,其尺寸精度可达 ( A )。
机加工工艺试题答案

[繁体字转换简体方法]打开文档---菜单栏---审阅---繁转简---转换完成機加工工藝及夾具試題(機械工程師類)一填空題(20分,每題各4分)1.機械加工設備主要有車床、銑床、鑽床、鏜床、創床、磨床。
2.對圓柱形工件常採用什麼工裝夾具夾緊V型壓板螺旋機構。
3.常用有那些工裝夾緊方法直角相向壓緊、V型壓板螺旋壓緊、轉動壓板壓緊、浮動勾形夾具。
4.常用夾具材料有那些中碳鋼(20~45)、工具鋼(T7~T10)、鉻鋼(40Cr、20Cr)。
5.夾具尺寸及形位精度比工件尺寸及形位要高多少1/3~1/2等級。
二問答題(20分)1 在δ=1mm厚的鈑金件銑一長方形孔,如圖a所示,請問用什麼方法才能保證圖紙要求(孔的四角為90°)答:將δ=1mm厚的鈑金件(如圖a所示)以中心線為折點,圍成(如圖b所示),而後夾在鉗臺進行銑制,銑制深度5mm,銑完後,再打開,校平,得到如圖a所需的要求。
三論述題(共60分,每題30分)1彎φ9.57的銅管。
形狀如圖a所示,請問用什麼工裝夾具保障圖紙要求,並繪出結構簡圖,說明機構原理。
答:採用轉盤旋轉擠壓成型(結構簡圖如下b所示)。
本機構採用一個定盤安裝在轉柄上,而後將定位銷定盤固定在支架上,在製作時,把工作從定位支點輸入,並對好尺規(90長),而後轉動轉柄,旋轉180°角,轉柄複位。
即工作變成如圖所示。
2如圖a所示,在工件上鑽五個孔,用普通單頭台鑽床,要求是30秒完成一個工件。
問:(1)簡述工裝裝備(夾具)結構,並繪結構圖。
(2)編排工件加工工藝流程。
答:(1)先繪出結構圖(如圖b所示)。
本結構圖:由彈簧夾頭與汽缸聯動組成夾緊結構。
分度轉盤與底座定位滾珠組成分度機構。
二個機構組合一起構成一套完整鑽孔工裝夾具。
(2)工件工藝流程:將汽缸向上頂,使彈簧夾頭變成鬆動狀態,使工件放在彈簧夾頭內孔,而後將汽缸下拉,使工件壓緊,鑽完第一個孔後,接著轉動分度盤,鑽第二個孔,以此類推。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机加工考试题含答案精编WORD版
IBM system office room 【A0816H-A0912AAAHH-GX8Q8-GNTHHJ8】 XXXXXXXXXX公司 2015年机械加工、电气焊考试试题 使用人员:综修间机修工、电气焊工 考试方式: 闭 卷 考试时间:2015.03 答题时长:90分钟 阅卷成绩登记表(阅卷、核分填写) 题号 一 二 三 四 总 分 得分 一、选择题(共30题,每题2分,共60分) 1. 千斤顶内之螺杆,其螺纹是( C )。
(A)梯形 (B)方形 (C)锯齿形 (D)V形 2. 已知一车床上导螺杆之螺距为6mm,若欲车制M12×1.5之双线螺 纹,则当工件转一圈时,导螺杆应转 ( C )度? (A)720° (B)36° (C)180° (D)90° 3. 在公制中,斜键的斜度为 ( A )。 (A)1:100 (B)1:96 (C)1:50 (D)1:20
单位:XXXXXXXXXX公司 车间:综合修理间 姓名:________________ ………………………………………装………………………………………订…………………………………线…………
……………………… 4. 有关螺纹的叙述,下列何者不正确 ( D ) (A)相邻的二螺纹的对应点之间,其平行于轴线的距离,称为螺距。 (B)规格为M20×2的螺纹是细螺纹,而2是表示螺距尺度(mm) 。 (C)三线螺纹的导程(L)与螺距(P)的关系是L=3P。 (D)顺时针方向旋转而前进的螺纹称为左螺纹,反之,则是右螺纹。 5. 对于螺纹标注符号「L-2NM16×1-6g5g」所代表的意义,下列叙述 何者错误 ( B ) (A)左螺纹 (B)公差等级为2N (C)公制螺纹 (D)螺纹大径16 6. 为防止机件锈蚀,提高其耐磨性,可在机件上电镀 ( D )。 (A)镍 (B)镉 (C)锌 (D)铬 7. 大量之钻孔工作,应使用何种夹具?以得到正确的钻孔位置及增加 效率。 ( B ) (A)虎钳 (B)钻模 (C)V型枕 (D)角板 8. 车床横向进刀刻度盘每小格的切削深度为0.02mm,若要将工件的直 径从39.60mm车削成38mm,则车刀还须进刀几小格 ( C ) (A)15 (B)30 (C)40 (D)80 9. 最适合加工内齿轮的工具机是 ( D )。 (A)车床 (B)铣床 (C)滚齿机 (D)齿轮刨床 10. 铣切方法有两种:顺铣法及逆铣法,下列何者不正确( C ) (A)顺铣法必须有消除空隙之装置 (B)顺铣法较不易振动 (C)顺铣法较适于铣切铸件表面 (D)逆铣法铣刀不易缺制 11. 卧式铣床铣削时,精削用 ( B ) (A)上铣法 (B)下铣法 (C)无所谓 (D)以上皆可 12. 在下列哪一个加工条件下,使用松组织的砂轮比使用密组织的砂轮 更为适当 ( A ) (A)粗磨削加工时 (B)磨削硬质材料时 (C)工作物与砂轮的接触面积小时 (D)干磨削加工时 13. 图面尺寸0.040.0236mm,则下列尺寸何者为合格( 14. D ) (A)36.02mm (B)35.98mm (C)36.04mm (D)以上皆是 15. IT4级之公差用于 ( B ) (A)一般配合机件公差 (B)规具公差 (C)不配合件之公差 (D)轴承配合公差 16. 一轴之尺寸 00.0135 ,与孔0.030.0135配合,其最大余隙为( C ) (A)0 (B)0.03 (C)0.04 (D)0.02 17. 二机件的配合尺度如标注为Φ57H7/m6时,下列何者不正确( 18. D ) (A)是基孔制配合 (B)是过渡配合 (C)孔件的公差是7级,轴件的公差是6级 (D)是基轴制配合,且是干涉配合 17. 在普通车床上车削外圆面,其尺寸精度可达 ( A )。 (A)IT10—IT8 (B)IT12 (C) IT1—IT2 (D)IT18—IT17
18. 手工电弧焊时,收尾弧坑较大,易出现弧坑偏析现象,而引起。 ( A ) (A)弧坑裂纹 (B)表面夹渣 (C)气孔 (D)咬边 19. 一般手工电弧焊的焊接电弧中温度最高的是 ( C )。 (A)阴极区 (B)阳极区 (C)弧柱区 (D)正极区 20. 补焊结构复杂刚性大,坡口深的容器缺陷时,可采用( A )焊条 打底。 (A)强度稍低 (B)强度较大 (C)强度大 (D)等强度 21. 在下裂焊接缺陷中,对脆性断裂影响最大的是 ( A )。 (A)咬边 (B)内部圆形夹渣 (C)圆形气孔 (D)表面气孔 22. 手工电弧焊合理的弧长应为焊条直径的( B )倍。 (A)0.2~0.5 (B)0.5~1.0 (C)1.0~2.0 (D)2~3 23. 对焊工身体有害的高频电磁场产生在( A )作业中。 (A)钨极氩弧焊 (B)手工电弧焊 (C)碳弧气刨 (D)氧-乙炔切割 24. 焊接电流主要影响焊缝的( B )。 (A)熔宽 (B)熔深 (C)余高 (D)熔合比 25. 气剂301是用于气焊( B )的一种熔剂。 (A)铸铁 (B)黄铜 (C)铝 (D)铸钢 26. 二氧化碳气体保护焊焊接碳钢和低合金钢时,常用的焊丝牌号是 ( C )。 (A)H08A (B)H08MnA (C)H08Mn2Si (D)H10Mn2 27. 为了减小焊件的焊接残余变形,选择合理的焊接顺序的原则之一 是( A )。 (A)先焊收缩量大的焊缝 (B)对称焊 (C)尽可能考虑焊缝能自由收缩 (D)先焊收缩量小的焊缝 28. 氧气瓶内的气体不得全部用完,应当有 ( A ) 余压。 (A)0.10--0.20MPa (B)0.20--0.30MPa (C)0.30--0.40MPa (D)0.4-0.5MPa 29. 中碳钢含碳量在0.25%~0.60%之间,由于含碳量比低碳钢高,因 而可焊性( C )。 (A)好 (B)较好 (C)较差 (D)不可焊 30. 焊件的横向收缩则是随着焊缝的宽度增加而( A )。 (A)增加 (B)降低 (C)不变 (D)急剧降低 二、填空题(共7题,每空1分,共10分) 1. Z3050型摇臂钻床型号的含义:Z表示 钻床 ,30表示 摇臂 , 40表示 最大直径40mm 。 2. CA6140型车床主传动系统采用了 交换齿轮 传动系统。 3. CA6140车床溜板箱中的超越离合器用于防止 刀架机动进给和快 速进退 发生干涉。 4. 机床主轴回转误差的基本形式包括主轴径向圆跳动、 角度摆动 和 轴向圆跳动 。 5. 多层焊时,为保证焊透第一层焊道,应采用直径较 小 的焊条。 6. 割炬按可燃气体与氧气的混合方式不同,可分为 射吸式 和 等压式 两类。 7. 不同厚度钢板对接,进行环缝焊接时,应对厚板进行 削薄 处理。 三、判断题(共10题,每题1分,共10分) 1. CA6140中的40表示床身最大回转直径为400mm。 ( √ ) 2. 公差是指加工时尺寸允许变动的范围,它可以为正值、负值或者为 零。 ( X ) 3. 国家标准规定,未注公差尺寸的公差等级为IT12至IT18级。 ( √ ) 4. 箱体零件上相互位置要求较高的孔系和平面一般尽量集中在同一工 序中加工,以保证相互位置要求和减少装夹次数。 ( √ ) 5. 钨钛钴类硬质合金YT适合于加工塑性大的钢件粗、精加工,不适 合加工含钛不锈钢。 ( √ ) 6. 工作量规的通规用代号“Z”表示,止规用代号“T”表示。 ( X ) 7. 要求塑性好,冲击韧性高的焊缝,应该选用酸性焊条. ( X ) 8. 产生角变形的原因一个是焊缝截面形状上下不对称,另一个就是焊 接顺序不合理等。 ( √ ) 9. 目前,焊接铝及铝合金较完善的焊接方法是氩弧焊。 ( √ ) 10. 二氧化碳气体保护焊的气体流量过小时,焊缝易产生裂纹等缺陷。 ( X ) 四、简答题(共2题,每题10分,共20分) 1. 用文字写出下图所表示的意思。 答:表示在现场沿周围施焊,焊接方法为手工电弧焊。 2. 提高焊接接头疲劳强度应采取哪些措施? 答:采取以下措施 (1)减少应力集中,诸如选择合理的焊接接头型式,焊缝形状和尺寸与合理布置焊缝等。
(2)减少或消除焊接接头残余应力。采用合理的焊接方法。 (3)焊后在高拉应力区采用局部辗压、锤击、喷丸或在离开应力集中区一定距离处局部加
热,使之产生残余压应力。 (4)使焊缝避开高应力区。