PLC新实训设备清单
实训一 熟悉PLC实训台

(二)信号源部分 1、可调节 4~20mA直流电流源 2、可调节 1.25~24V直流电压源 3、交流 24V电压源 4、双交流 12V电压源 5、±24V直流电压源 6、±12V直流电压源 7、±5V直流电压源 8、正弦三角波信号源 9、方波脉冲信号源
(三)PLC部分 1、施耐德 Neza PLC 2、开关量模块:12路 DC24V开关量输入,8 路 继电器输出,容量 0.5A 3、模拟量模块:4 路模拟量输入,可 0~20mA 或 0~10V输入,分辨率 12 位,2 路模拟量 输出,可 0~20mA 或0~10V输出,12 位分辨 率 4、带PID控制功能块 5、指令执行速度:0.2~1us 6、通讯口:RS485
(四)变频器部分 1、施耐德:Altivar 28 2、变频器电源输入输出:AC 220V 输入,三相输出 3、变频器功率:0.37KW 4、模拟量输入: (1)10K 电位器 (2)0~±10V 直流电压 (3)0~20mA 直流电流 5、模拟量输出: (1)0~10V直流电压 (2)0~20mA 直流电流 6、开关量输入:4 路开关量输入 7、开关量输出:2 路继电器输出
二、继电器的控制方式转换为PLC控制
控制任务:异步电动机的正反转控制 ①控制要求:按下正转按钮,电动机正转; 按下反转按钮,电动机反转。按下停止按 钮则电动机停止。且电动机正反转时能互 锁。 ② 输入/输出分配。X1:正转按钮,X2:反 转按钮,X0:停止按钮。Y1:电动机M1 ③ 梯形图方案设计。
三相异步电动机正反转控制的继电器电路图
电动机正反转PLC控制外部接线图
±24V PLC
~24V
PLC控制程序方法一
PLC控制程序方法二
三、电动机的延时启动控制
PLC实训指导书
实验1:FX-20P-E手持编程器的操作一、实验目的(1)了解手持式编程器的结构及作用;(2)掌握FX-20P-E手持编程器的操作。
二、实验器材(1)可编程控制器1套(包括FX2N-48MR的PLC主机1个、FX-20P-E编程器1个、FX-20P-CAB型电缆1根);(2)电工常用工具1套;(3)导线若干。
三、实验指导1.编程器的概述写入、读出、插入、删除、修改、检查,也能对PLC的运行状况进行监视。
2.FX-20P-E型手持式编程器的组成FX-20P-E型手持式编程器主要包括以下几个部件:(1)FX-20P-E型编程器;(2)FX-20P-CAB型电缆;(3)FX-20P-RWM型ROM写入器;(4)FX-20P-ADP型电源适配器;(5)FX-20P-E-FKIT型接口,用于对三菱的Fl、F2系列PLC编程。
3.FX-20P-E型编程器的面板布置(1)LED显示屏(2)功能键4.编程器工作方式选择(1)编程器的工作方式FX-20P-E型编程器具有在线(ONLINE,或称连机)编程和离线(OFFLINE,或称脱机)编程两种工作方式。
(2)编程器的工作方式选择FX-20P-E型编程器上电后,其LED屏幕上显示的内容如图4-19所示。
其中闪烁的符号“■”指明编程器目前所处的工作方式。
可供选择的工作方式共有7种,它们依次是:①OFFLINE MODE:进入脱机编程方式。
②PROGRAM CHCEK:程序检查。
③DATA TRANSFER;数据传送。
④PARAMETER:对PLC的用户程序存储器容量进行设置,还可以对各种具有断电保持功能的软元件的范围以及文件寄存器的数量进行设置。
⑤XYM..NO.CONV.:修改X,Y,M的元件号。
⑥BUZZER LEVEL:蜂鸣器的音量调节。
⑦LATCH CLEAR:复位有断电保持功能的软元件。
5.程序的写入在写入程序之前,一般要将PLC内部存储器的程序全部清除(简称清零)。
PLC新实训设备清单

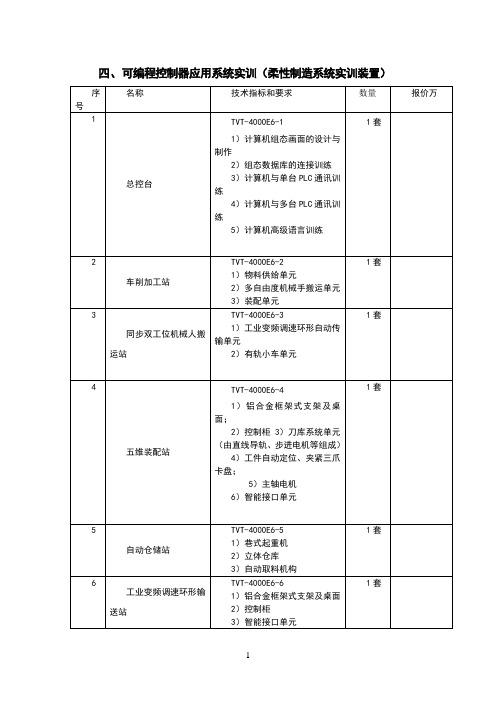
四、可编程控制器应用系统实训(柔性制造系统实训装置)TVT-4000E6柔性制造系统实训装置各单元技术指标和要求:1 总控台主要组成:包括:总控系统1套:每套含1)框架式底板及支架;2)工控机;3)计算机接口;4)上位机软件;单元功能:工控机通过工业总线对所有设备进行实时监控、参数设置及故障报警。
单元培训内容:1)计算机组态画面的设计与制作2)组态数据库的连接训练3)计算机与单台PLC通讯训练4)计算机与多台PLC通讯训练5)计算机高级语言训练2 五维装配站五维装配站由物料供给单元、五维机械手搬运单元、装配站、控制柜、智能接口单元等组成,各单元介绍如下:1)物料供给单元:单元主要组成:包括①铝合金框架式支架及桌面;②气动供料单元;③ 井式供料塔单元;④货料检测单元等。
单元功能:主要完成对零部件的自动供给。
单元培训内容:① 物料供给时序控制② 物料的自动检测2)多自由度机械手搬运单元:单元主要组成:包括:① 铝合金框架式支架及桌面;② 控制柜;③ 步进电机驱动的五维运动机构;④同步双工位机械抓手;单元功能:主要实现对零件和工件的自动搬运,并把装配好的部件送入环行自动传输系统。
单元培训内容:①PLC控制机械手联动的程序设计②步进电机的恒速运动③步进电机的梯形运动④步进电机的正转、反转运动⑤步进电机进行机械手的联动控制3)装配单元:单元主要组成:包括:1)装配工作台、2)装配定位夹紧系统3)装配系统。
单元功能:主要实现对多种零部件进行装配,装配精度0.02mm。
3变频环形输送站变频环形输送站由工业变频调速环形自动传输单元、有轨小车单元、智能接口单元等组成1)工业变频调速环形自动传输单元单元主要组成:包括:① 铝合金框架式支架及桌面;② 齿形传送带;③ 自动转向机构;④ 变频调速系统;⑤控制柜;⑥自动定位系统;⑦ 制动机构;单元功能:工业变频调速环形自动传输单元由环行线体、装配存取料工位、立体仓库存取料工位、机械手存取料工位组成。
plc实训报告2篇
plc实训报告2篇PLC实训报告(一)一、实训目的本次实训的目的是学习并掌握PLC基本指令的使用,能够通过编写PLC程序完成简单逻辑控制。
具体来说,包括以下内容:1.熟悉PLC的硬件构造和基本功能。
2.掌握PLC的编程软件的使用方法。
3.理解PLC指令的含义和使用方法。
4.能够独立编写简单的PLC程序,实现相应的逻辑控制。
二、实训环境和设备1.实训环境本次实训环境为PLC控制实验室,实训设备为AB公司的MicroLogix 1100控制器。
2.实训设备本次实训设备包括以下内容:(1)MicroLogix 1100控制器(2)PLC编程软件RSLogix 500(3)按钮、指示灯等控制元件(4)PLC模拟器三、实训内容和步骤本次实训需要完成以下两个任务:1.利用PLC实现一个双手按键的控制电路。
2.利用PLC实现一个流水线控制电路。
下面分别介绍实现过程:1.实现双手按键的控制电路(1)控制要求制作一个可以通过双手按键控制的电路,要求按下左手按键时电路闭合,点亮左侧绿色指示灯;按下右手按键时电路闭合,点亮右侧红色指示灯;同时按下左右手按键时电路闭合,点亮中间黄色指示灯。
(2)实现步骤①将左手按键接在PLC的输入口I0/0上,右手按键接在输入口I0/1上,接线方式如图1所示。
②打开PLC编程软件RSLogix 500,新建工程,选择MicroLogix 1100控制器型号。
③编写程序,如图2所示,将I0/0和I0/1定义为输入端口,O0/0、O0/1、O0/2定义为输出端口,分别对应左侧绿色、右侧红色、中部黄色指示灯。
BEGINXIC I0/0OTE O0/0ENDBEGINXIC I0/1OTE O0/1ENDBEGINXIC I0/0XIC I0/1OTE O0/2END④将程序下载到PLC控制器中。
⑤按下左手按键,点亮左侧绿色指示灯;按下右手按键,点亮右侧红色指示灯;同时按下左右手按键,点亮中间黄色指示灯。
关于PLC的实训项目汇总

任务一:全自动洗衣机控制设计一、实训目的1、了解编程器的根本操作以及编程器的输入、检查和运行操作。
2、了解用PLC实现全自动洗衣机的控制原理及其I/O口的连接、PLC程序的编写和调试运行。
3、了解I/O口分配和I/O口接线的方法。
4、了解PLC的编程语言。
二、实训器材1、亚龙PLC-主机单元一台。
2、亚龙PLC-全自动洗衣机控制单元一台。
3、计算机或编程器一台。
4、平安连线假设干条。
5、PLC串口通讯线一条。
三、实训原理全自动洗衣机的工作方式:〔1〕按启动按钮,首先进水电磁阀翻开,进水指示灯亮。
〔2〕按上限按钮,进水指示灯灭,搅轮在正反搅拌,两灯轮流亮灭。
〔3〕等待几秒钟,排水灯亮,后甩干桶灯亮了又灭。
〔4〕按下限按钮,排水灯灭,进水灯亮。
〔5〕重复两次〔1〕—〔4〕的过程〔6〕第三次按下限按钮时,蜂鸣器灯亮五秒钟后灭,整个过程完毕。
〔7〕操作过程中,按停顿按钮可完毕动作过程。
〔8〕手动排水按钮是独立操作命令,按下手动排水后,必须要按下限按钮。
四、I/O 分配表五、I/O接线图六、实物接线图七、梯形图程序八、实训步骤1、先将PLC主机上的电源开关拨到关状态,严格按图1-2 所示接线,注意12V和24V电源的正负不要短接,电路不要短路,否那么会损坏PLC触点。
2、将电源线插进PLC主机外表的电源孔中,再将另一端插到220V电源插板。
3、将 PLC 主机上的电源开关拨到开状态,并且必须将PLC串口置于STOP状态,然后通过计算机或编程器将程序下载到PLC中,下载完后,再将PLC的串口置于RUN状态。
4、接通 2.7〔2.4、2.5、2.6 不接通〕,否那么无法正确运行演示程序。
5、实训操作按工作方式操作。
九、思考题1、洗衣机搅轮正转、反转的时间改为10秒,循环次数为5次。
任务二:三相电动机的顺序控制一、实训目的1、了解三相电动机顺序控制的工作原理。
2、了解用梯形图编写程序的编程方法和了解本实训的指令程序。
PLC新实训设备清单
四、可编程控制器应用系统实训(柔性制造系统实训装置)TVT-4000E6柔性制造系统实训装置各单元技术指标和要求:1 总控台主要组成:包括:总控系统1套:每套含1)框架式底板及支架;2)工控机;3)计算机接口;4)上位机软件;单元功能:工控机通过工业总线对所有设备进行实时监控、参数设置及故障报警。
单元培训内容:1)计算机组态画面的设计与制作2)组态数据库的连接训练3)计算机与单台PLC通讯训练4)计算机与多台PLC通讯训练5)计算机高级语言训练2 五维装配站五维装配站由物料供给单元、五维机械手搬运单元、装配站、控制柜、智能接口单元等组成,各单元介绍如下:1)物料供给单元:单元主要组成:包括①铝合金框架式支架及桌面;②气动供料单元;③ 井式供料塔单元;④货料检测单元等。
单元功能:主要完成对零部件的自动供给。
单元培训内容:① 物料供给时序控制② 物料的自动检测2)多自由度机械手搬运单元:单元主要组成:包括:① 铝合金框架式支架及桌面;② 控制柜;③ 步进电机驱动的五维运动机构;④同步双工位机械抓手;单元功能:主要实现对零件和工件的自动搬运,并把装配好的部件送入环行自动传输系统。
单元培训内容:①PLC控制机械手联动的程序设计②步进电机的恒速运动③步进电机的梯形运动④步进电机的正转、反转运动⑤步进电机进行机械手的联动控制3)装配单元:单元主要组成:包括:1)装配工作台、2)装配定位夹紧系统3)装配系统。
单元功能:主要实现对多种零部件进行装配,装配精度0.02mm。
3变频环形输送站变频环形输送站由工业变频调速环形自动传输单元、有轨小车单元、智能接口单元等组成1)工业变频调速环形自动传输单元单元主要组成:包括:① 铝合金框架式支架及桌面;② 齿形传送带;③ 自动转向机构;④ 变频调速系统;⑤控制柜;⑥自动定位系统;⑦ 制动机构;单元功能:工业变频调速环形自动传输单元由环行线体、装配存取料工位、立体仓库存取料工位、机械手存取料工位组成。
PLC基本技能实操——实训十二 多种液体混合装置控制

实训十二多种液体混合装置控制一、实训目的1.掌握上升沿/下降沿检出指令的使用及编程2.掌握多种液体混合装置控制系统的接线、调试、操作二、实训设备三、面板图四、控制要求1.总体控制要求:如面板图所示,本装置为三种液体混合模拟装置,由液面传感器SL1、SL2、SL3,液体A、B、C阀门与混合液阀门由电磁阀YV1、YV2、YV3、YV4,搅匀电机M,加热器H,温度传感器T组成。
实现三种液体的混合,搅匀,加热等功能。
2.打开“启动”开关,装置投入运行时。
首先液体A、B、C阀门关闭,混合液阀门打开10秒将容器放空后关闭。
然后液体A阀门打开,液体A流入容器。
当液面到达SL3时,SL3接通,关闭液体A阀门,打开液体B阀门。
液面到达SL2时,关闭液体B阀门,打开液体C阀门。
液面到达SL1时,关闭液体C阀门。
3.搅匀电机开始搅匀、加热器开始加热。
当混合液体在6秒内达到设定温度,加热器停止加热,搅匀电机工作6秒后停止搅动;当混合液体加热6秒后还没有达到设定温度,加热器继续加热,当混合液达到设定的温度时,加热器停止加热,搅匀电机停止工作。
4.搅匀结束以后,混合液体阀门打开,开始放出混合液体。
当液面下降到SL3时,SL3由接通变为断开,再过2秒后,容器放空,混合液阀门关闭,开始下一周期。
5.关闭“启动”开关,在当前的混合液处理完毕后,停止操作。
五、功能指令使用及程序流程图1.上升沿/下降沿检出指令使用上升沿/下降沿检出指令,仅在指定位软元件的上升沿或下降沿接通一个扫描周期。
2.程序流程图六、端口分配及接线图1.端口分配及功能表2.PLC外部接线图七、操作步骤1.检查实训设备中器材及调试程序。
2.按照I/O端口分配表或接线图完成PLC与实训模块之间的接线,认真检查,确保正确无误。
3.打开示例程序或用户自己编写的控制程序,进行编译,有错误时根据提示信息修改,直至无误,用SC-09通讯编程电缆连接计算机串口与PLC通讯口,打开PLC主机电源开关,下载程序至PLC中,下载完毕后将PLC的“RUN/STOP”开关拨至“RUN”状态。
SGPLCSX-062 机电综合实训系统(S7-1200) (2)
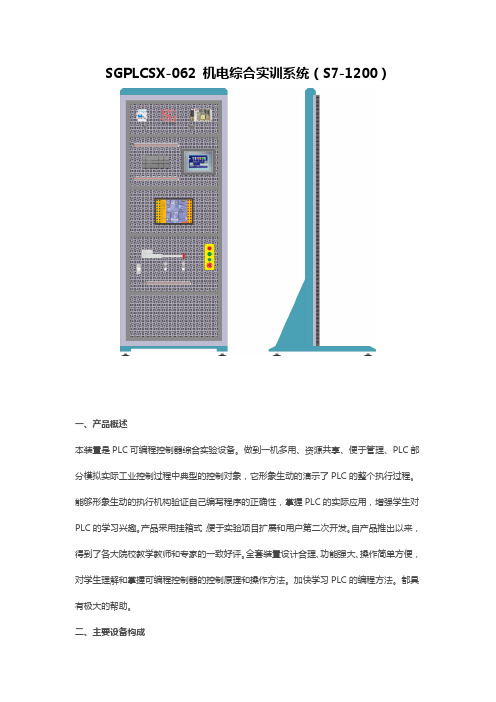
SGPLCSX-062 机电综合实训系统(S7-1200)一、产品概述本装置是PLC可编程控制器综合实验设备。
做到一机多用、资源共享、便于管理、PLC部分模拟实际工业控制过程中典型的控制对象,它形象生动的演示了PLC的整个执行过程。
能够形象生动的执行机构验证自己编写程序的正确性,掌握PLC的实际应用,增强学生对PLC的学习兴趣。
产品采用挂箱式,便于实验项目扩展和用户第二次开发。
自产品推出以来,得到了各大院校教学教师和专家的一致好评。
全套装置设计合理、功能强大、操作简单方便,对学生理解和掌握可编程控制器的控制原理和操作方法。
加快学习PLC的编程方法。
都具有极大的帮助。
二、主要设备构成(1)逻辑控制单元西门子S7-1200可编程控制器套件1套1) 控制器CPU 集成输入/输出:14 路数字量输入24V直流输入,10路晶体管输出24 V 直流,2路模拟量输入0 - 10V DC或0 –20mA;供电:直流DC 24 V;可编程数据存储区:50 KB2) 以太网电缆3) 数字量输入输出模块8输入24V DC/ 8输出继电器电源模块,输入:120/230V AC,输出:24V DC/2.5A7)所有I/O口均采用插接和端接两种方式。
(2)数据可视化单元采用昆仑通态触摸屏TPC7062TI1)1个HMI基本型色彩PN,基本面版,7“TFT 显示屏,65536 色,Y一个网口;3)所有I/O口均采用插接和端接两种方式。
(3)创意搭建控制对象1套包含多个传感器/执行器单件,为学员提供从单个对象控制到简单控制系统搭建的实践平台。
包括:1) 1个工业级大电流固态继电器,电流20A,电压范围:直流DC 20.4 - 28.8 V,短路电路89A:2) 温度加热器一个,电源24V,功率与外界环境的变化而变化,具有自我保护,使用寿命长,3) 2个PT100传感器,,测温范围0-100:4) 2个直流风扇,供电电压24V,静音5) 一个封闭空间,可实时观看加热过程和状态6) 1个急停开关,旋转复位,常开/常闭可选7) 1个按钮开关,自复位式,常开/常闭可选8) 2个指示灯,电压范围:直流DC 20.4 - 28.8 V,颜色:红/绿各一8)所有I/O口均采用插接和端接两种方式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
四、可编程控制器应用系统实训(柔性制造系统实训装置)
TVT-4000E6柔性制造系统实训装置各单元技术指标和要求:
1 总控台
主要组成:
包括:总控系统1套:每套含1)框架式底板及支架;2)工控机;3)计算机接口;4)上位机软件;
单元功能:
工控机通过工业总线对所有设备进行实时监控、参数设置及故障报警。
单元培训内容:
1)计算机组态画面的设计与制作
2)组态数据库的连接训练
3)计算机与单台PLC通讯训练
4)计算机与多台PLC通讯训练
5)计算机高级语言训练
2 五维装配站
五维装配站由物料供给单元、五维机械手搬运单元、装配站、控制柜、智能接口单元等组成,各单元介绍如下:
1)物料供给单元:
单元主要组成:
包括①铝合金框架式支架及桌面;②气动供料单元;③ 井式供料塔单元;
④货料检测单元等。
单元功能:主要完成对零部件的自动供给。
单元培训内容:
① 物料供给时序控制
② 物料的自动检测
2)多自由度机械手搬运单元:
单元主要组成:
包括:① 铝合金框架式支架及桌面;② 控制柜;③ 步进电机驱动的五维运动机构;④同步双工位机械抓手;
单元功能:主要实现对零件和工件的自动搬运,并把装配好的部件送入环行自动传输系统。
单元培训内容:
①PLC控制机械手联动的程序设计
②步进电机的恒速运动
③步进电机的梯形运动
④步进电机的正转、反转运动
⑤步进电机进行机械手的联动控制
3)装配单元:
单元主要组成:
包括:1)装配工作台、2)装配定位夹紧系统3)装配系统。
单元功能:主要实现对多种零部件进行装配,装配精度0.02mm。
3变频环形输送站
变频环形输送站由工业变频调速环形自动传输单元、有轨小车单元、智能接口单元等组成
1)工业变频调速环形自动传输单元
单元主要组成:
包括:① 铝合金框架式支架及桌面;② 齿形传送带;③ 自动转向机构;
④ 变频调速系统;⑤控制柜;⑥自动定位系统;⑦ 制动机构;
单元功能:工业变频调速环形自动传输单元由环行线体、装配存取料工位、立体仓库存取料工位、机械手存取料工位组成。
环行线系统单元主要是实现货物的自动运输以到达不同的工位,提高工作效率。
传输速率:5米/分——8米/分
单元培训内容:
①光电传感器与电磁阀的控制
②PLC控制变频器的正反转
③PLC控制变频器多级调速
④用PLC的PWM控制变频器无级调速
⑤PLC通过PROFIBUS总线控制变频器的运行
⑥PLC通过工业总线控制变频器的运行速度
2)、有轨小车单元
单元主要组成:
包括:1)小车自动定位导向系统;2)货物自动定位机构;3)运载机构;4)载货小车自动分离机构。
单元功能:完成货物自动传输。
4 加工站
主要组成:
包括:1)铝合金框架式支架及桌面;2)控制柜;3)刀库系统单元(由直线导轨、步进电机等组成);4)工件自动定位、夹紧三爪卡盘; 5)主轴电机;6)智能接口单元。
系统功能:立车床由进给步进电机、直线导轨、主轴电机、刀具移动工作台
组成,车床主要使对工件的表面进行车削加工,其车削的深度由步进电机进行精确控制。
单元培训内容:
1)PLC的高速计数器的使用
2)步进电机的恒速运动
3)步进电机的梯形运动
4)步进电机的正转、反转运动
5)步进电机进行加工平台的X、Y联动
5自动仓储站
主要组成:
包括:1)铝合金框架式支架及桌面;2)控制柜;3)智能接口单元;4)Z 轴0-360°取料机构;5)旋转交换机构;6)高层货架(库位数24个);7)巷式起重机;8)取料Y型夹手;9)直线行走单元。
单元功能:
1)巷式起重机:由伺服电机驱动同步齿形带(X轴)、步进电机驱动的滚珠丝杆(Y轴,带抱闸装置)、储取货物机构、光电编码器、旋转气缸等组成。
巷式起重机主要是实现货物在仓库内的自动存取。
2)立体仓库:由货物储备台、检测传感器、立体仓库型材基体组成。
立体仓库主要是实现货物的存储。
3)自动取料机构:自动取料机构由直线气缸、型材基体组成。
自动取料机构主要是利用双杆直线气缸实现对货物的自动存取。
单元培训内容:
1)步进电机的恒速运动
2)步进电机的梯形运动
3)步进电机的正转、反转运动
4)步进电机进行巷式起重机的控制
5)伺服电机的位置运动训练
6)伺服电机的速度运动训练
7)巷式起重机的时序控制
6 机械手搬运站:
主要组成:
包括:1)铝合金框架式支架及桌面;2)控制柜;3)智能接口单元;4)五轴联动搬运机构5)同步双工位机械手抓手。
单元功能:主要实现将待加工的工件送入到加工站中去,为了提供工作效率,可同时实现两工位的货物搬运和两个工件的同时搬运。
机械人重复精度:小于0.1mm。
7 热处理站:
主要组成与功能
(1)框架式底板及支架
(2)系统调试维修控制单元
(3)可编程控制器单元
(4)进、出料装置
(5)加热炉
(6)传送带
(7)智能控制模块。
单元功能
该单元主要完成原材料的热处理加工等功能。
8 质量检测站
主要组成:
包括:1)光电传感器检测模块;2)电感传感器检测模块;3)电容传感器检测模块 4)日本视觉的机器视觉检测系统
单元功能:当工业变频调速环形自动传输单元检测工位上的货料到达检测工位时,通过光电传感器检测模块、电感传感器检测模块、电容传感器检测模块、机器视觉检测系统实现对货物的自动识别、检测使其进入下一工作循环单元培训内容:
1)对光电传感器的识别、调节训练
2)对电感传感器的识别、调节训练
3)对电容传感器的识别、调节训练
4)货物尺寸、形状以及标签二维码检测训练
TVT-4000E6柔性制造系统实训装置管理控制软件
采用专用管理控制软件版本软件系统。
功能:主要实现对柔性制造系统进行生产过程管理、实时监控、订单管理等,MES的同步数据采集技术应用于柔性制造系统内部物流的全线追溯、制造工艺配置、生产及品质过程控制,能提升制造环节的透明度,能够填补生产现场到计划系统间的“信息鸿沟”,要为计划系统的再调整提供可以信赖的决策依据。