小牛 串焊机(CH56 GH513) 技术参数
小牛串焊机(CH56GH513)培训资料

第四章:培训资料4.1小牛CH56自动串焊机4.1.1概述4.1.1.1宁夏小牛自动化设备有限公司简介宁夏小牛自动化设备有限公司是一家集研发、制造、销售、服务为一体的民营企业。
公司成立于1999年,专注于自动化技术的创新。
2008年进入光伏行业,开始研发晶体硅电池片串焊机,第一代串焊机CH2316型(600片/小时)于2009年研发成功,2010年5月首次亮相上海SNEC 光伏展,得到了国内外组件厂家的特别关注,2010年底改进后的第二代串焊机试运行成功并投放市场。
这期间,我公司与客户紧密合作,不断拓展电池片串焊设备,2013年5月又推出第三代多栅线串焊机CH56。
截止2014年62家客户共计443台设备投入使用。
主要客户有阿特斯、南京中电、天合光能、晶科能源、连云港神舟、金坛正信、乐叶光伏、宁波华顺、张家港盛康、东銞等。
2013年底推出高速CH513型串焊机,双线焊接,保持了原CH56机型最优的焊带定位方式,每小时实际产能高达1300片,为扩大产能满足客户需要在上海建厂。
小牛公司经过十多年的积累,拥有完整的生产链与供应链,把客户的需求放在首位,将成熟的工艺及丰富的自动化经验运用到组件企业的焊接过程上,在给客户提供高品质、高可靠性、高性价比的产品同时,还给客户提供优质的一站式优质售后服务。
4.1.1.2CH56简介CH56是宁夏小牛自动化设备有限公司研发的第三代太阳能电池片自动焊接机,技术特点如下:1.它可同时兼容125电池片、1563BB 、4BB 及5BB 电池片的焊接。
2.电池片的传输采用真空吸附、叉子传动达到在电池片搬运过程中稳定可靠的目的。
3.采用电磁感应焊接方式,具有能耗低、热惯性小,焊接质量优等特点。
4.产能每小时大于600片。
5.焊带采用先定位再裁切,有效保证了焊接工艺。
4.1.2CH56的机械结构组成本机主要由两部分构成:分别是主机、翻面机。
前部焊接部分我们称作主机,焊接成串后的串处理机构我们称作翻面机部分。
DH120培训资料

一 整机主线路
电气图册P2
七 设备主电路和控制电路
二 整机控制线路
电气图册P3
设备各分部结构名称及组成
四 设备各部结构配合关系
一 设备自检
检查过程简述: 在软件启动设备时,会进行通信检查,依次检查串口通讯(COM口通讯, 即计算机与主控单片机的通讯,上位机与下位机的通讯)、I2C通讯(电路 板之间的通讯,即主机与从机的通讯,包括所有伺服驱动器与主板的通 讯)、F-B通讯(计算机-F主控-B主控-计算机)、读取光码器(计算机从电 路板读回值)、发送数据(计算机发送数据给主单片机,主单片机再下发 给从机),设备自检时根据自检报警信息有针对性的处理问题。例如报警 为COM口通讯失败、511伺服通讯异常、GM231光码器掉电异常,则分别去 检查串口通讯、I2C通讯、读取光码器相关的线路或控制。
三 设备各分部结构名称及组成
六 搬运机构—26部
搬运汇流带、涂抹、放置、 带动焊头移动焊接。 X方向:自制伺服 26PMX E26PMX Y方向:安川 26PMY E26PMY Z方向:安川 26PMZ E26PMZ 汇流带搬运机构、两个高频 电磁感应焊头。
三 设备各分部结构名称及组成
七 提片移动机构—32部
宁夏小牛自动化设备有限公司
叠焊机DH120
目录
一 设备工作原理
二 设备运用电机分类及控制原理 三 设备各分部结构名称及组成
四 设备各部结构配合关系
五
组件主要参数的设置方法
六 设备气动组成部分
七
设备主电路和控制电路
一 设备工作原理
DH120型叠焊机主要用于完成光伏组件产线的叠层工序,可自动完 成接线盒端(称作F面)和非接线盒端(称作B面)汇流带的制作、布置 和焊接,以及两条隔离EPE膜的裁切和布置。设备自动完成焊接的 工作 过程:准确排版后的电池片和玻璃进入设备,CCD拍照定位系统先检测 定位,同时F面和B面进行汇流带拉带和制作,准确定位后,汇流带搬运 机构先进行汇流带搬运,后电池片抬升机构进行电池片抬升,汇流带放 置到位后,电池片抬升机构释放电池片,焊头机构运行到焊接位后下落 焊接,F面焊接完短折弯汇流带后,机械手进行一次插膜动作,接着完 成长汇流带焊接,焊接完成后各机构回归到初始位置,组件从设备中流 出,完成单一组件焊接。
小牛 串焊机 设备 调试 相关 常用资料

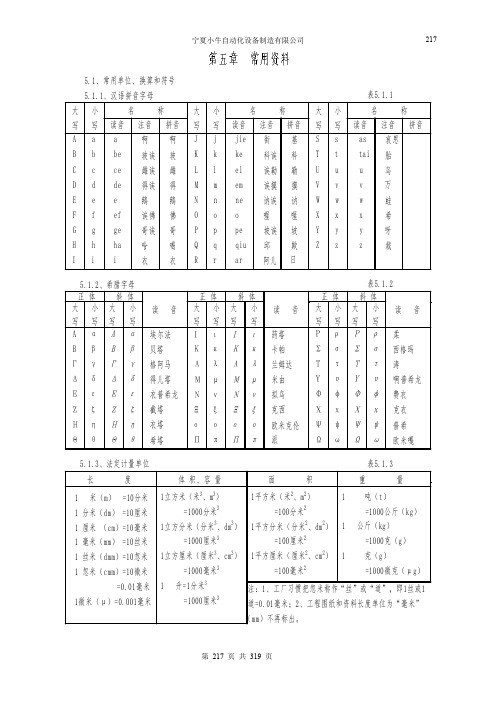
第五章常用资料5.1、常用单位、换算和符号5.1.1、汉语拼音字母大写小写名称读音注音拼音大写小写名称读音注音拼音大写小写名称读音注音拼音A B C D E F G H g a b c d e f h P J K L M N O Q p j k l m n o q Y S T U V W X y s t u v w x IiRrZzge a be ce de e ef ha ipe jie ke el em ne o qiu ar呀胎乌万蛙希裁哀思玻诶雌诶哥诶啊得诶鹅诶佛哈衣玻哥啊雌得鹅佛喝衣坡诶街科诶诶勒诶摸讷诶喔邱阿儿坡基科勒摸讷喔欺日y as tai u v w x z 5.1.2、希腊字母大写小写大写小写大写小写A B ΓΔΕΖΗΘηαβγδεζθοΚΛΜΝΞΠοκλμνξπΩΡΣΤΦΧΨωρστφχψΙιΥυ斜体大写小写小写大写小写大写A B ΓΔΕΖΗΘηαβγδεζθ斜体斜体οΚΛΜΝΞΠοκλμνξπΙιΩΡΣΤΦΧΨωρστφχψΥυ读音埃尔法贝塔格阿马得儿塔衣普希龙截塔衣塔希塔药塔卡帕兰姆达米由拟乌克西欧米克伦派柔西格玛涛啊普希龙费衣克衣普希欧米嘎读音读音5.1.3、法定计量单位1米(m)=10分米1分米(dm)=10厘米1厘米(cm)=10毫米1毫米(mm)=10丝米1丝米(dmm)=10忽米1忽米(cmm)=10微米=0.01毫米1微米(μ)=0.001毫米长度体积、容量1立方米(米3、m 3)=1000分米31立方分米(分米3、dm 3)=1000厘米31立方厘米(厘米3、cm 3)=1000毫米31升=1分米3=1000厘米3正体正体正体面积1平方米(米2、m 2)=100分米21平方分米(分米2、dm 2)=100厘米21平方厘米(厘米2、cm 2)=100毫米2重量1吨(t)=1000公斤(kg)1公斤(kg)=1000克(g)1克(g)=1000微克(μg)注:1、工厂习惯把忽米称作“丝”或“道”,即1丝或1道=0.01毫米;2、工程图纸和资料长度单位为“毫米”(mm)不再标出。
点焊机控制器说明书
3—5.焊接电流:条建设定值设定后或焊接时间接通电后,显示实际值。 WELD CURR.焊接电流
MAX.CURR. 最大焊接电流
RCURR.I 焊接电流 I
CURR.II 焊接电流 II
CURR.III 焊接电流 III
3—5—1.最大焊接电流
MAX.CURR. 最大焊接电流
条件设定开始
按
PROGRAM 键
设定条件
按
条件号 键
NUMBER
按(增加)或(减少)键选择条件型号
按条件设定的位置
按(增加)或(减少)键输入条件 否
周期和灶接电流等是否全部输入完毕? 否
想使用的焊接条件 1—15 是否全部输入?
是
RUN
键
运转
输入完毕
5. Dip 开关器的技能与操作
在内部印刷线路板里用 DipS/W(开/关)可以选择适当的动作,输入时全部 OFF。 (1) EM: 焊接输出完毕信号(接电容量 AC100V 005A)
CURR. III 焊接电流 III
条件设定时: 按键显增屏阙,这时按(增加)或(减少)键条件设定电流值。
注:(1)和 3—5—2 项得注(1)同样。 注:(2)和 3—5—2 项得注(2)同样。
3—6.电流监控 I:监视焊接时间,结果。 WONITOR 电流监控
DEGREE %分比
1)最初 3 周期和上升时间以外的平均值 电流是在条件设定范围内。
2)在 00 条建设定时不监视。
COND DEGREE 导通角
HIGH +最高
LOW —最低
3—6—1.导通角
COND DEGREE 导通角
小牛串焊机设备调试相关常用资料详解
217
第五章 常用资料
5.1、常用单位、换算和符号
5.1.1、汉语拼音字母
表5.1.1
写 写 读音 注音 拼音 写 写 读音 注音 拼音 写 写 读音 注音 拼音
A a a 啊 啊 J j jie 街 基 S s as 哀思
B b be 玻诶 玻 K k ke 科诶 科 T t tai 胎
1千克力米=9.8牛米 1兆帕=1.02公斤/厘米3
功率单位换算 1千瓦(kw)=1.36马力
1马力=0.735千瓦
1升(L)=0.001立方米=0.2642美加仑(US gal)
1美加仑=3.785升
容积单位换算
体积流量 单位换算
1升(L)=0.001立方米=0.2201英加仑(US gal)
1英加仑=4.546升
1英吋=25.4毫米
重量公英制换算 1公斤(kg)=2.205英镑(Ib)
1英镑=0.4536公斤
力单位换算 1牛(N)=0.102千克力(kgf)
1千克力=9.8牛
力矩单位换算 1牛米(N.m)=0.102千克力米(kgf.m) 压力单位换算 1公斤/厘米3(gkf/cm3)=0.098牛顿平方毫米(兆帕、MPa)
1平方米(米2、m2)
1 吨(t)
=1000分米3
=100分米2
=1000公斤(kg)
1立方分米(分米3、dm3) 1平方分米(分米2、dm2) 1 公斤(kg)
=1000厘米3
=100厘米2
=1000克(g)
1立方厘米(厘米3、cm3) 1平方厘米(厘米2、cm2) 1 克(g)
=1000毫米3
=100毫米2
正体 斜体 大 小大 小 写 写写 写 ΙιΙι Κκ Κκ Λλ Λλ Μμ Μμ Νν Νν Ξξ Ξξ οοοο Ππ Ππ
串焊机技术参数

Pre installation Info for CustomerTech. data according to latest ttMA issue_Jun.2011, xulOur requirement as below: (以下是安装机器时需要贵公司提前准备的事项:)1. Power supply ( 供电):a: For stringer machine, we need 3 phase 400VAC for each machine, and the power input cable we need 5*35m㎡, the connection value is Max. 53KVA, and we need additional ground cable the cable size is 16m㎡( 对于串焊机, 贵公司需要提供3相400伏的交流电, 输入电缆要求是5*35m㎡, 最大功率是53千瓦;另外要提供一根16m㎡的地线).b. For layup, we need 3 phase 400VAC for each layup, the power input calbe size is 5*10m㎡, the connection value is Max. 17KVA, and also we need an addition ground cable, the cable size is 16m㎡(对于排板机,贵公司需要提供3相400伏的交流电, 输入电缆要求是5*10m㎡, 最大功率是17千瓦;另外要提供一根16m㎡的地线).c. For Robot, we need 3 phase 400VAC for each layup, the power input calbe size is 5*4m㎡, the connection value is Max. 13KVA, and also we need an addition ground cable, the cable size is 16m㎡(对于机器人,贵公司需要提供3相400伏的交流电, 输入电缆要求是5*4m㎡, 最大功率是13千瓦;另外要提供一根16m㎡的地线).2. Compress air ( 压缩空气):For stringer machine, the supply pressure is 6~8bar, air consumption is 1.0 N m³/min; for layup, the supply pressure is 6~8bar, air consumption is 0.25 N m³/min; compress air dry and free from oil(串焊机和排板机都需要6~8公斤的压力, 串焊机的流量为1.0 N m³/min; 排板机的流量为0.25 N m³/min);3. Exhaust (排废):We need two connections, connection1 need 500m/h; connection2 need 300m³/h, the pipe diameter is 100mm.(关于排废, 每台机器需要两根排废管, 一根排废量为500立方米每小时; 另一根为300立方米每小时,管径为100mm);4. Concrete ( 地坪):Min concrete thickness is 250mm, Min concrete quality is C20-25.( 最小的混凝土厚度要求是250mm; 混凝土标号要求C20-25).5. Other material for machine commissioning (其他调试用的辅助材料):Please provide the technical spec for ribbon and flux which you want use, and need 2000pcs inefficient cells for each machine commissioning.( 请贵公司提供焊带和助焊剂的技术参数, 另外机器调试是每台机器需要至少2000片的低效率电池片).。
全数字控制脉冲MIGMAG焊机-500GL

1 s – 1 min / 连续
( 0.1 s 递增 )
0.02 s – 5.00 s连续调节 ( 0.02 s递增 )
0.10 s – 5.00 s连续调节 ( 0.02 s递增 )
0.3 s – 10.00 s连续调节 ( 0.1 s 递增 )
接线板 (三相,用M5螺栓固定)
快速插座
380 mm × 550 mm × 815 mm
1000
1200
1400
1600
1800
送給経路負荷 (g・f)
送丝负荷变化的对应力(2)
送丝負荷変化
焊丝输送速度
(电机转速)
数字机 原来机
0.38 kg・f 5.0 kg・f 0.38kg・f
19.6rpm 19.6rpm 19.6rpm 19.7rpm 19.2rpm 19.7rpm
数字机GL
监控软件附带数据分析器
数据分析器是焊机监控软件的标准附属品
特长1
不使用表格计算软件, 显示焊接数据的图像
支持各种分析。 (具有打印功能)
特长2
一次焊接即使超过3.5小时 也可进行数据处理。
在一般的表格计算软件(Excel)中 最多极限行数为65536行 (约3.5小时)
额定规格
项目 输入电压 额定输入功率 输出范围* 额定负载持续率 控制方式 存储器 焊接方法 时序 保护气体 焊丝直径
P08
P12(脉冲起始电压调整) V
t
GL3功能扩展
接入网络实现远程监控
数据线
电流数据
短路次数 焊接次数 焊接时间
电压数据 电机转数 报警记录
焊接波形 ……
全数字电焊机和网络电脑之间使用监控软件, 通过通讯电缆进行通讯,将焊接的过程 参数实时地显示并记录在电脑中, 实现焊接的网络监控
全自动串焊机操作指导书

版次 页次
1:搬送部进入 2:溶着部进入 3: 右边焊带供给进入 4:左边焊带供给进入 5:右边焊带投入移栽进入 6左边焊带投入移栽进入,7:焊接溶着部进入 8:电池片供给一部进入 9:电池片供给2部进入 10:位置决定部进入 11助焊剂搬送部进入 12:电池片供给电机 13:搬送电机 14:分离汽缸 15:供给移栽 16:分离气阀 17:搬送移栽 18:投入移栽 19:助焊剂电磁阀 20:预热台 21:LED搬送 22:定位移栽(机械手) 23:检查部 24:搬送移栽 25:焊带放置台 26:焊带投入移栽 27:左热风管 28:左边焊针 29:传送带 30:左冷却 31:左焊接底板,32:右冷却 33:右焊接底板 34:右边焊针 在主界面上 按下手动操作进如手动操作界面,按下1进入 图三操作界面,按下2进入图二
1
图一
2
图二
34
6
7
5
图三
8 9 10
11
图四
12 13 14 1
15 16
1
1
THIS DOCUMENT IS THE SOLE PROPERTY OF JINKO SOLAR CO.,LTD. AND SHOULD NOT BE USED IN WHOLE OR IN PART WITHOUT PRIOR WRITTEN PERMISSION
本文件属晶科能源有限公司独有财产,未经书面许可不得使用或部分使用
晶科能源有限公司
Jinko Solar Co., Ltd.
文件名称:
文件编号
版次
全自动串焊机操作指导书
文件等级
页次
更换焊带流程:
1、 将使用完后的铜带轮取下,按hanuac mode(手动模式) 按下EXCHANGE MODE(交换模式 TAB HOLDER OPEN(切换支架开), 然后将相应的规格的铜带安装好,提起张力臂 压带轮打开 将铜带穿过 上导轮 张力臂 压带轮 裁切口 按HOMING(返回) TAB EXCHANGE CYCLE START(切换 循环开始)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5、焊带拉出至焊接位无二次移动,减少因焊带偏移而造成的露白。 6、搬运电池片后移动梁传动机构采用高精度滚珠丝杆设计,搬运精度 高,很好地保证间距及串长的精度。 7、采用电磁感应焊接技术,无光照射,无光衰,经大量数据统计,电 磁焊接的组件(60 片)平均每块组件功率比红外焊接高 0.8-1W,最高可达 1.5W。 每台设备一年较红外焊接方式多创造近 60 万元的收益。 8、采用独创拥有国家专利的串裁切机构,连续焊接,分段裁切,不仅 提高效率,而且降低首尾片的不良。我公司独家持有串裁切技术专利,专利 号 ZL201320417885.6,无专利纠纷风险。 9、支持 MES 系统,可根据客户需求定制并且支持远程控制。 10、软件终身免费升级。 11、移动梁采用刚性传输机构,消除了易损件皮带的定期更换,易维护。 12、16 点真空可视性检测,便于维护。 13、匹配设计即保证了寿命,又保证了经济性,性价比高。 14、我公司具有完整的生产链及供应链,生产环节成本可控。 15、可升级电池片自动上料,多台设备可配置集中上料机构。 16、具备粘贴反光膜预留和升级功能。
CH513、CH518 型串焊机技术参数
一、 设备外观图二、 设备技术参数序 号 Nhomakorabea项目
主要技术性能指标
说明
稼动率
>98%
CH513 产能 CH518 产能
1400 片/小时 1800 片/小时
以 156 电池 10 片一串计算
破损率
≤1‰
A 级电池片,焊带厚度≤0.25mm
电池片定位方式 主栅线定位
基 电池片检测 础 1信 息
焊接方式
检测破裂边缘及电池片正面主栅 线方向
电磁感应
1、采用电磁感应焊接方式,对电池 片正反两面同时进行加热,将电池片 与焊带焊接成串。 2、有独立、高精度控制器控制,采 用进口高温温度传感器元件检测焊 接温度,实现闭环控制。焊接参数可 在上位机画面设定。 3、焊头使用微处理器控制高频电 源,保证各焊头体输出功率和加热时 间单独可调,焊接全过程温度闭环控
电池串卸载方式
料盒可放电池片 数量
手工或可对接铺设机自动卸载 (有铺设预留接口)
120 片
串直线度误差 ±0.5mm
4 焊 焊带厚度
0.10‐0.30mm
不连续
带 焊带卷轴直径
焊带送料方式
助 喷涂方式 5焊
剂 更换操作性
电源
6
耗 能 功率
气源
满足市场常规焊带卷轴直径
自动送料
助焊剂喷涂在焊带的主栅线上 两个助焊剂罐,添加助焊剂不用 停机 三相(三相四线)380V/220V 40A 50/60Hz 峰值 15KW 平均约 8KW
压力 0.5-0.8MPa 流 1.0m3/min
占 7地
图
占地尺寸:5505*1850*2138mm
三、CH513 及 CH518 特点 1、料盒送料,激光测高,保证吸取压力稳定,并且电池片与料盒同步运
动,避免电池片边缘与料盒的摩擦,减少电池片的损伤,经大量数据反馈, 此环节电池片破损率可降低 0.2‰。
喷涂式
直接喷涂于电池片上下主栅线上
可焊接常规单晶、多晶外形属正 方形或类正方形的电池片
可焊接常规 125×125、156×156 电池片
可兼容焊接 125/2 栅、156/3 栅、 156/4 栅 可以实现连续式或分段式主栅焊 接
(可选项)兼容焊接 156/5 栅电池片
160μm‐200μm
电池串最大长度 L≤2000mm
156 电池片,间距2,12片/串
片间偏差
≤±0.3mm
焊带起末端长度 ≥9mm
电池串直线误差 ±0.5mm
焊接偏移(露白) ≥±0.2mm
电 顶格不焊长度 单片电池头尾栅线露白 1~10mm
3 池 焊接外观 串
组件中各电池串焊接状态一致, 符合外观一致要求
电池片定位方式 主栅线定位
串间距
1.5mm ‐ 40mm 可调
2、焊接区对焊带固定采用压棒的合理配重,保持长期焊接过程中压力恒 定,并可适合大范围电池厚度的变化。
3、电磁感应焊接,能真正实现闭环温度控制,检测周期高达 2ms,焊接 破损率小于 1‰。焊接时电池片处于交变磁场内,正反面银栅及上下焊带同时 发热,能够保证电池片正反面焊接温度的一致性。
4、独创的专利技术,光机电联合控制,对电池片主栅线进行快速精确 定位,精度高达 0.1mm。
助焊剂方式
电池片类型
电 电池片尺寸 2 池 主栅线数量
片
主栅线类型
电池片厚度
制。电池片焊接区域温度均匀,温度 精度控制在±3℃。设备验收时可测 试。 4、焊头体分别安装红外线温度传感 器(每条主栅线对应一个温度传感 器),检测位置位于主栅附近,检测 并控制焊接温度。 5、焊头架升降采用伺服电机加直线 模组驱动,焊接高度可调,定位准确, 保证焊接效果。调整位置精度为 0.05mm,并可以在上位机上查看和点 检。各焊头体与电池片距离为固定 值,差异不能超过 0.5mm(不计电池 片形状误差)。 6、焊接时焊接压住模块采用陶瓷压 针自重压带,工作可靠,各焊带及焊 带各段位置压力恒定,压住模块不会 造成焊接偏移、锡钉等不良。