焊机参数
锂电池激光焊接机技术参数

锂电池激光焊接机技术参数
锂电池激光焊接机是一种用于锂电池生产的焊接设备,它采用激光作为热源,通过激光束对锂电池进行焊接。
以下是一些常见的锂电池激光焊接机技术参数:
1. 激光功率:通常在100W-1000W 之间,具体功率取决于焊接的材料和厚度。
2. 激光波长:一般为1064nm 或980nm,不同的波长适用于不同的材料。
3. 光斑直径:光斑直径通常在0.1mm-0.5mm 之间,它影响着焊接的精度和速度。
4. 焊接速度:焊接速度一般在10mm/s-100mm/s 之间,它取决于焊接的材料和厚度。
5. 工作台尺寸:工作台尺寸通常根据需要定制,以适应不同尺寸的锂电池。
6. 控制系统:锂电池激光焊接机通常采用数控系统进行控制,可以实现自动化焊接。
7. 安全防护:设备应具备安全防护措施,如防护罩、激光安全眼镜等,以保护操作人员的安全。
以上是一些常见的锂电池激光焊接机技术参数,不同的设备可能会有所不同。
在选择锂电池激光焊接机时,需要根据具体的需求和预算来选择适合的设备。
中频逆变点焊机焊接参数
中频逆变点焊机的焊接参数包括焊接电流、焊接时间、焊接压力、焊接速度等。
合理设置这些参数能够确保焊接接头的质量和稳定性,提高焊接效率和产品质量。
同时,在选择具体的参数数值时,需要根据具体的焊接要求和被焊接材料的特性来选择。
例如,对于需要较高焊接效率的情况,可以选择较大的焊接电流和较短的焊接时间;而对于需要保证焊接质量的场合,则可以选择较小的焊接电流和较长的焊接时间。
此外,对于中频逆变点焊机来说,其额定功率、额定电压、额定负载持续率、逆变电源频率、短路电流、焊接电极压力、焊接电极行程等也是需要考虑的重要参数。
例如,额定功率决定了焊机的负载能力和输出电流的大小,额定电压则会影响输出电流的稳定性和精度。
在选择合适的参数后,还需要进行试焊和调试,以达到最佳的焊接效果。
福尼斯焊机4000面板参数设置

福尼斯焊机4000面板参数设置介绍福尼斯焊机4000是一种高性能的焊接设备,其面板参数设置对于焊接过程起着至关重要的作用。
本文将对福尼斯焊机4000的面板参数进行全面、详细、完整、深入地探讨,并提供最佳的参数设置建议。
面板参数说明福尼斯焊机4000的面板参数设置包括以下几个关键参数:1. 电流设置(Current)焊接电流是指通过焊条或焊丝传导的电流强度。
电流设置的合理选择是保证焊接效果的关键。
2. 电压设置(Voltage)焊接电压是指焊接过程中所施加的电压。
电压设置对于焊接接头的形成和稳定起着重要作用。
3. 速度设置(Speed)焊接速度是指焊接过程中焊枪或电弧的移动速度。
合理的速度设置能够提高焊缝的质量和稳定性。
4. 电极间距设置(Electrode Gap)电极间距是指电极之间的距离。
电极间距的合理设置能够影响焊接接头的质量和焊接速度。
最佳参数设置建议根据福尼斯焊机4000的使用经验和专家的建议,以下是一些最佳的参数设置建议:1. 电流设置建议•对于薄板焊接,建议选择较低的电流设置,以避免过热和焊接变形。
•对于厚板焊接,建议选择较高的电流设置,以确保焊接强度和质量。
2. 电压设置建议•对于焊接脆性材料,建议选择较低的电压设置,以避免熔深过大和裂纹形成。
•对于焊接高硬度材料,建议选择较高的电压设置,以提高焊缝的硬度和强度。
3. 速度设置建议•对于焊接较薄的材料,建议选择较快的焊接速度,以减少热输入和变形的风险。
•对于焊接较厚的材料,建议选择较慢的焊接速度,以确保焊接质量和均匀性。
4. 电极间距设置建议•对于焊接负载较小的接头,建议选择较小的电极间距,以提高焊接速度和效率。
•对于焊接负载较大的接头,建议选择较大的电极间距,以确保焊接强度和稳定性。
面板参数设置步骤根据以上最佳参数设置建议,以下是福尼斯焊机4000面板参数设置的步骤:1.首先,根据需要选择合适的焊接电流,以获得所需的焊接质量和效果。
点焊机的技术参数
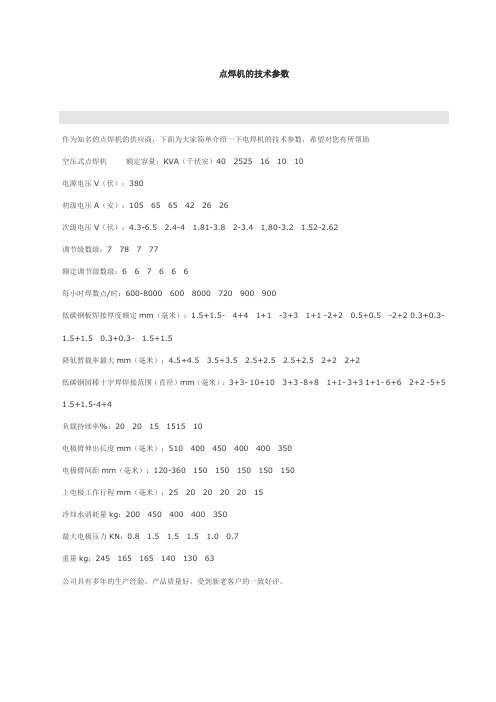
点焊机的技术参数
作为知名的点焊机的供应商,下面为大家简单介绍一下电焊机的技术参数,希望对您有所帮助
空压式点焊机额定容量:KVA(千伏安)402525161010
电源电压V(伏):380
初级电压A(安):105 6565422626
次级电压V(伏):4.3-6.5 2.4-4 1.81-3.82-3.4 1.80-3.2 1.52-2.62
调节级数级:778777
额定调节级数级:66766 6
每小时焊数点/时:600-80006008000720900900
低碳钢板焊接厚度额定mm(毫米):1.5+1.5- 4+4 1+1 -3+3 1+1 -2+20.5+0.5 -2+2 0.3+0.3- 1.5+1.5 0.3+0.3- 1.5+1.5
降低暂载率最大mm(毫米):4.5+4.5 3.5+3.5 2.5+2.5 2.5+2.52+22+2
低碳钢园棒十字焊焊接范围(直径)mm(毫米):3+3- 10+103+3 -8+81+1- 3+3 1+1- 6+62+2 -5+5 1.5+1.5-4+4
负载持续率%:202015151510
电极臂伸出长度mm(毫米):510400450400400350
电极臂间距mm(毫米):120-360150150150150150
上电极工作行程mm(毫米):252020202015
冷却水消耗量kg:200450400400350
最大电极压力KN:0.8 1.5 1.5 1.5 1.00.7
重量kg:24516516514013063
公司具有多年的生产经验,产品质量好,受到新老客户的一致好评。
UN系列对焊机性能参数

重量(kg)
160
340
370
510
主要技术参数
UN-25
UN-75
UN-100
UN-150
初级电压(V)380380380380
暂载率(%)
20%
20%
20%
20%
额定容量(kVA)
25
75
100
150
额定初级电流(A)
66
197
263
395
低碳钢最大焊接断面积(mm2)
250
600
1000
1200~1500
调节级数(级)
7
8
8
16
UN系列对焊机,可用来焊接低碳钢或有色金属零件,焊接方法可采用电阻对焊或闪光对焊。焊件水平放置,左夹具固定不动,右夹具可以移动,在夹具上装有铜电极,铜电极又与焊接变压器次级绕组铜母线相接,铜电极内通水冷却。
夹具的结构能保证牢固地夹紧棒、板、带、环等形状的焊件。
夹具的上钳口为钢件,下钳口为铜合金件,借以形成导电通路。
额定级(级)
第7级
第7级
第7级
第15级
次级空载电压(V)
2.21~4.01
3.12~6.24.
3.96~7.92
4.42~8.84
最大送料行程(mm)
26
30
30
30
冷却水耗量(公升/小时)
180
420
420
420
外形尺寸(mm)
690×380×960
780×465×1030
780×465×1030
储能螺柱焊机焊接参数

储能螺柱焊机焊接参数焊接参数对于焊接质量和效率起着至关重要的作用。
下面将详细介绍储能螺柱焊机的常用焊接参数。
1.焊接电流:焊接电流是影响焊接速度和焊接质量的重要参数。
一般来说,焊接电流越高,焊接速度越快,但会增加热输入和热影响区域,可能导致焊接变形和质量问题。
根据实际情况选择合适的焊接电流。
2.焊接电压:焊接电压是控制焊接弧稳定性和焊接深度的重要参数。
一般来说,焊接电压越高,焊接弧越稳定,焊接深度越大。
但如果电压过高,可能会造成过热、熔穿和溅射等问题。
因此,在选择焊接电压时需要进行一些试验和调整,以达到理想的焊接效果。
3.焊接速度:焊接速度是控制焊接质量和生产效率的重要参数。
一般来说,焊接速度越快,生产效率越高。
但如果焊接速度过快,可能会导致焊接质量下降、气孔、缺陷等问题。
因此,在选择焊接速度时需要在焊接质量和生产效率之间进行平衡考虑。
4.焊接时间:焊接时间是控制焊接能量输入和熔化金属的重要参数。
一般来说,焊接时间越长,焊接深度越大,焊接质量越好。
但过长的焊接时间可能会导致过热、烧结等问题。
在选择焊接时间时需要进行一些试验和调整,以获得最佳的焊接效果。
5.气体保护:气体保护是防止焊接过程中氧化和脱氧的重要因素。
在储能螺柱焊接中,通常使用惰性气体(如氩气)来保护焊接区域。
气体保护能够有效地提高焊接质量和气密性,并减少气孔和缺陷的产生。
除了上述焊接参数外,还需要注意以下几点:1.刷洗焊接表面:在进行储能螺柱焊接前,需要对焊接表面进行刷洗处理,以去除表面的油污和氧化物。
这可以提高焊接质量和焊接强度。
2.焊接工艺试验:针对不同材料和要求的储能螺柱,需要进行焊接工艺试验,确定最佳的焊接参数。
这样可以提高焊接质量和生产效率。
3.足够的电源功率:总结起来,储能螺柱焊机的焊接参数包括焊接电流、焊接电压、焊接速度、焊接时间和气体保护等。
通过合理选择和调整这些参数,可以获得高质量、高效率的焊接结果。
在实际应用中,需要根据具体的材料和要求进行试验和调整,以获得最佳的焊接效果。
点焊机设定的各焊接参数说明
点焊机设定的各焊接参数说明点焊机是一种常用的焊接设备,广泛应用于汽车、电子、家电等行业中。
在使用点焊机进行焊接时,需要根据具体情况设定一系列的焊接参数,以保证焊接质量和效率。
下面将详细介绍几个常见的焊接参数及其说明。
1.焊接电流:焊接电流是点焊机最重要的焊接参数之一、电流大小直接影响焊接的熔深、焊点强度和热影响区的大小。
一般来说,焊接电流应根据焊接材料的性质和厚度进行调整。
对于薄板焊接,电流较低;而对于较厚的板材或工件,电流较高。
2.焊接时间:焊接时间是焊接参数中的另一个重要因素。
焊接时间决定了焊点的大小和熔深,以及焊接速度的快慢。
一般来说,焊接时间过短可能导致焊点不牢固,焊接时间过长则可能使工件变形。
因此,在设定焊接时间时需要考虑工件材料、厚度和焊接要求。
3.压力/力度:焊接时施加的压力也是一个重要的焊接参数。
压力的大小直接影响焊接的均匀性和焊点的牢固程度。
过小的压力可能导致焊点不牢固,过大的压力则会使工件变形。
在设定压力时,需要根据焊接材料的类型和厚度,以及焊接要求进行调整。
4.电极尺寸和形状:电极是点焊机中非常重要的部件之一,电极的尺寸和形状会直接影响焊接质量。
电极尺寸的选择要根据工件的材料和形状来确定,一般来说,电极面积要与焊点的面积相匹配,以保证焊接均匀和牢固。
电极的形状也需要根据工件的形状来设计,以确保电极能够顺利进入工件。
5.电极角度:电极角度也影响着焊接的效果。
电极角度的选择应根据工件的形状、厚度和焊接要求来确定。
一般来说,电极与工件呈垂直角度可以得到较好的焊接效果,但对于一些特殊形状的工件,可能需要调整电极角度以实现更好的焊接。
6.焊接模式:点焊机通常有多种焊接模式可供选择,如单脉冲、双脉冲、连续脉冲等。
不同的焊接模式适用于不同的工件材料和焊接要求。
例如,对于铝及其合金材料的焊接,通常使用双脉冲模式以获得更好的焊接效果。
以上是点焊机中一些常见的焊接参数及其说明。
在实际应用中,根据具体情况选择合适的参数非常重要,以确保焊接质量、效率和工件的稳定性。
1500w手持激光焊接机参数

手持激光焊接机参数
手持激光焊接机是一种先进的焊接设备,能够实现高效、精准的焊接过程。
其
参数直接影响到焊接效果和操作体验。
以下是一些常见的手持激光焊接机参数介绍:
激光功率
激光功率是衡量激光焊接机性能的重要指标。
通常以瓦特(W)为单位表示。
激光功率越大,焊接速度和深度也会相应增加。
一般手持激光焊接机的激光功率范围在100W到500W之间。
波长
激光的波长会对焊接效果产生影响。
常见的激光波长包括1064纳米和532纳米。
不同波长适用于不同的焊接材料和厚度。
焦点直径
焦点直径是激光束在焊接点的聚焦直径。
通常以毫米(mm)为单位表示。
焦
点直径越小,焊接精度越高,但焊接速度会相应减慢。
光斑质量
光斑质量是指激光束的质量和均匀度,会直接影响焊接的质量和稳定性。
常见
的光斑质量包括高斯光斑和拓扑光斑。
频率范围
频率范围是指激光的脉冲频率范围,通常以赫兹(Hz)表示。
较高的频率可以
提高焊接速度和效率。
冷却方式
手持激光焊接机通常需要配备有效的冷却系统来保持设备稳定运行。
常见的冷
却方式包括风冷和水冷。
控制方式
手持激光焊接机可以采用不同的控制方式,例如手动控制、脚踏控制或电脑程
序控制,用户可以根据需要选择合适的控制方式。
以上是手持激光焊接机的一些常见参数介绍,这些参数直接影响到焊接效果和
操作体验。
在选择手持激光焊接机时,用户可以根据自身需求和预算选择合适的参数配置,以实现高效、精准的焊接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、采用最新的逆变电源技术、动态响应速度快、输出电流强劲;
2、采用原装进口大功率IGBT模块、可靠性高、引弧性能优越;
3、采用铜芯主变压器,聚薪亚侒绝缘层,不易氧化,使用寿命长;
4、线路板采用德国技术、自动化数控焊接、贴片工艺、特殊的“三防”处理;
恶劣环境(湿气、盐雾、燃料、冷却剂等)下可以正常工作;
5、焊接电流数字化显示、预置调节,气体延时调节,成型美观;
6、具有电压异常、过热过载、过流故障、短路等保护功能并指示;
8、手工焊功能与ZX7系列完全一致;
9、体积小、重量轻、损耗小、高效节能;厂内、野外作业都方便;
10、适合于高中低碳钢、铸铁、钛、不锈钢、合金钢、铜等有色金属的焊接;
11、应用于五金制作、建筑装璜、管道安装及维修等行业。
1、采用最新的逆变电源技术、动态响应速度快、输出电流强劲;
2、采用原装进口大功率IGBT模块、可靠性高、引弧性能优越;
3、采用铜芯主变压器,聚薪亚侒绝缘层,不易氧化,使用寿命长;
4、线路板采用德国技术、自动化数控焊接、贴片工艺、特殊的“三防”处理;
恶劣环境(湿气、盐雾、燃料、冷却剂等)下可以正常工作;
5、焊接电流数字化显示、预置调节,推力电流任意调节,成型美观、飞溅小;
6、具有电压异常、过热过载、过流故障、短路等保护功能并指示;
7、氩弧/手工两用、高频起弧、可靠性高、提前送气、延时送气;缓降可调;
8、手工焊功能与ZX7系列完全一致;
9、体积小、重量轻、损耗小、高效节能;野外作业更方便;
10、适合于高中低碳钢、铸铁、钛不锈钢、合金钢、铜等有色金属材质的焊接;
11、应用于石油管道、化工建设、压力容器、机械制造、工程安装、维修等行业。
性能特点:
1、采用最新的逆变电源技术、动态响应速度快、输出电流强劲;
2、采用原装进口大功率IGBT模块、可靠性高、引弧性能优越;
3、采用铜芯主变压器,聚薪亚侒绝缘层,不易氧化,使用寿命长;
4、线路板采用德国技术、自动化数控焊接、贴片工艺、特殊的“三防”处理;
恶劣环境(湿气、盐雾、燃料、冷却剂等)下可以正常工作;
5、焊接电流数字化显示、预置调节,推力电流任意调节,成型美观、飞溅小;
6、具有电压异常、过热过载、过流故障、短路等保护功能并指示;
7、氩弧/手工两用、高频起弧、可靠性高、提前送气、延时送气;缓降可调;
8、手工焊功能与ZX7系列完全一致;
9、体积小、重量轻、损耗小、高效节能;野外作业更方便;
10、适合于高中低碳钢、铸铁、钛不锈钢、合金钢、铜等有色金属材质的焊接;
11、应用于石油管道、化工建设、压力容器、机械制造、工程安装、维修等行业。