光学零件图的内容模板
光学零件图识别 (2)共24页文档
光学均匀性
• 同一块玻璃中各点折射率的 一致性即为光学均匀性。
光吸收系数
• 白光通过一厘米厚的无色光学 玻璃时,玻璃吸收的光通量与 入射的光通过量之比。
应力双折射
• 玻璃在没有应力时是各向同性 的。当受到外力(如装夹太紧) 或内力(不均匀的冷却与加热) 时玻璃内可产生内应力,破坏 了各向同性,光学上的作用是 引起双折射。
1
0
、
倚
南
窗
以
寄
傲
,
审
容
膝
之
易
安
。
光学零件图
光学零件图的内容
包括光学零件的外形尺寸、材料、 技术要求及其特性
主标题栏
• 产品名称、代号 • 材料名称、代号、标准号 • 图幅的比例 • 设计、更改等签名栏
标记 设计 绘图 校对 审核
处数
更改内容 工艺
标准化
签名
(年 月 日 )
批准
名称 材料名称
代号
nd值(折射率)
• 光在不同的介质中传播时,具有不 同的速度。在物理学中折射率定义
了n1.2=v1/v2,称为第二种介质
对第一种介质的相对折射率。其中
v1为光在第一种介质的传播速度; v2为光在第一种介质的传播速度。
vd值(色散系数)
• 同一介质对不同的波长有不同 的折射率,这就是物质的色散
性。 vd =(nD-1)/(nF-nC)
所属装配号 阶段标记
第 1页
重量
比例
共 1页
光学零件图 的专用表格
• 对材料的要求 • 对零件的要求
对材料的要求
△ △
光学均匀性 光吸收系数 应力双折射
条纹度 气泡度 对零件的要求
光学零件通用技术要求幻灯片PPT

倒角面垂直于二面角的二 等分面;
三面角倒角面垂直于三面 角中每个二面角的二等分 面交线;
三面角的倒角宽度是指倒 角后的三角形中最长边的 长度。
3、反射镜
是以它的反射面对于预定光束产生转折 成像的光学元件。
按形状分为:平面、球面、非球面 按反射面位置:内反、外反 按反射程度:全反、半透半反
4、分划元件
第二光学平行差 II
棱差的分类
2、屋脊棱镜的双像差
棱镜的其他要求
• 保护性倒角
最短棱边 长度 3--6 >6~10 >10~30 >30~50 >50
二面角倒角 宽度
三面角倒角 宽度
倒角位置
0.1 + 0.1 0.2+0.2 0.4+0.3 0.6+0.4 0.8+0.5
0.4 + 0.3 1.0+0.4 1.5+0.5 2.0+0.6 2.5+0.8
N和ΔN的取值应协调一致。一般ΔN= (0.2~0.1)N
曲率半径及面形精度
三、标准样板精度等级△R
标准样板的精度ΔR分为A、B两级。
精
标准样板的曲率半径R
度 0.5~5 >5~10 >10~35 >35~350 >350~1000 >1000~4000
等
半径允差
级
ΔR(µm)
相对R名义尺寸的百分比
十五、光学零件图
①光学零件图应在右上角画出“对 材料的要求”,“对零件的要求” 专用表格。表中没有要求的项目, 画一短线“-”表示,特殊要求的 项目画“*”表示,并加以说明, 仅做工艺参考的要求加圆括号。
② 光学零件曲率半径标注
③ 光学零件图上一般用图形和文字表 明倒角要求。如倒角尺寸小于2mm, 可不绘制倒角图形,引出细实线标注; 不允许倒角的棱应说明。
光学设计第14章光学制图
也可参考表14-20给出的偏心差c允许值,然后根据上述c和χ
关系式来确定χ的允许值。
第14章 光学制图
表14-20 偏心差允许值
第14章 光学制图
7.
1)
任何一块玻璃平板(如分划板、滤光镜、保护玻璃等)的
两个表面不会绝对平行,不同用途的玻璃平板不平行度允差
数值见表14-21。
第14章 光学制图
的要求来确定。但不同用途的光学零件对光学玻璃材料的要
求,可参考表14-6给出的经验数据。
第14章 光学制图
表 14-6 对光学玻璃要求的经验数据
第14章 光学制图
14.4.2 对光学零件的加工要求
1. 光学零件的表面误差
1) 光学样板(执行国标GB1240-76) (1) 光学样板—— 工作样板——
(2) 标准样板的精度(即“零件的要求”中的ΔR)分为A、
B两级,其允差应符合表14-7 及表14-8的规定。
第14章 光学制图
表14-7 标准样板半径允差
第14章 光学制图
表14-8 标准样板光圈
第14章 光学制图
(3) 球面工作样板的光圈可根据被检光学零件的要求按
表14-9 表 14-9 球面工作样板光圈
D2 N ΔC 4
第14章 光学制图
2. 光学零件外径及配合公差的给定
1) 光学零件与镜框固定,在不同固定方式下,光学零件外
径所需的余量见表14-12。
表14-12 光学零件外径余
第14章 光学制图
2)
圆形光学零件与镜框的配合公差见表14-13。 表14-13 圆形光学零件与镜框的配合公差
第14章 光学制图
浪线。
第14章 光学制图
(3) 在光学图样上,零件的有效孔径应在所列表格的
第一讲 概述
一般来讲,冕牌玻璃为低折 射率,低色散;火石玻璃为高 折射率,高色散。光学玻璃的 折射率和阿贝常数之间有一定 规律,右图为我国光学玻璃曲 线图。由图可知,大多数玻璃 符合折射率高,色散也高的规 律。这对高性能光学系统设计 有一定限制。近年来已生产了 许多高折射率低色散光学玻璃, 如LaK,LaF等,使光学系统设 计有很大的进步展。
第一讲 概述
表面处理
其余
△nD 对 玻 璃 的 要 求 △(nF-nC) 光学均匀性 应力双折射 光吸收系数 条 纹 度 气 泡 度 对 零 件 的 要 求 N=3 △N=0.5 C=0.05 △R=B B=Ⅴ q= 0.5/D0 238.43 -335.68 236.05±2.5 50 3C 3C 3 4 3 1C 5D (参考)
n1 n 2
n 1 n 2 nF nC
为了设计质量高的光学系统,需要很多种类的光学玻璃。光学玻璃中 使用量最大的是无色光学玻璃。光学玻璃大体上可分为两大类:冕牌玻璃 (以字母K表示,其中PbO的含量小于3% )及火石玻璃(以字母F表示, 其中PbO的含量大于3% )。
冕牌玻璃与火石玻璃的差异 冕牌玻璃(K) 折射率低(nd为1.50~1.55) 色散系数大(vd为55~62) 性硬、质轻、透明度好 火石玻璃(F) 折射率高(nd为1.53~1.85) 色散系数小(vd为30~45) 性较软、质较轻、稍带黄绿色
光学零件面形精度等级分类
精度等级 高精度 中精度 一般精度
N 0.1~1.0 1.0~5.0 5.0~10
△N
0.05~0.2 0.2~0.5 0.5~1.0
(2)表面粗糙度 表面粗糙度是指加工表面上的较小间距的峰谷所组成的微观几何 形状特征。它反映了零件表面的加工质量。峰、谷越小,其表面越光 滑,反之,表面越粗糙。表面粗糙度国家标准(GB/T1031—1995)规定, 评定表面粗糙度的主要参数从轮廓算术平均偏差Ra、微观不平度十点 高度Rz、轮廊最大高度Ry等三个参数中选取。 标注时,对抛光表面,通常选择微观不平度十点高度Rz,在图纸 的右上角用其余Rz0.05来标注所有的抛光表面。
光学零件技术要求
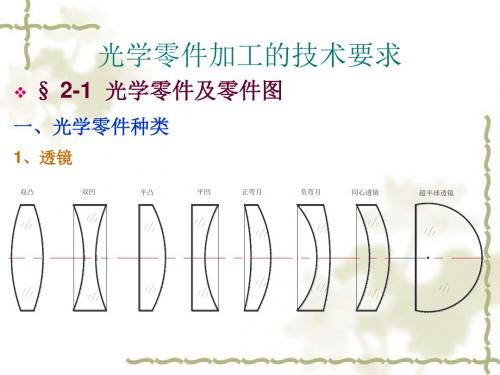
光学零件加工的技术要求
3、其它技术要求 如镀膜、刻划及某些面的粗糙度要求等。 增透膜 外反光膜 内反光膜
分光膜
滤光膜
防水膜
保护膜
光热膜
感光膜
光学零件加工的技术要求
§ 2-2 光学玻璃的要求
五类四级
四类
一、对折射率和色散系数的要求
二、对光学均匀性的要求
三、对应力双折射的要求
四、对光吸收的要求 八类
(2)滚圆余量:
2~4mm
(3)整平余量:
0.5~1mm
(4)厚度和平行度修磨余量 1mm/面(棱镜、平面镜) (5)粗磨余量 (6)精磨抛光余量
(7)定中心磨边余量
光学零件加工的技术要求
四、确定加工余量的原则
破坏层n=凹凸层+裂纹层 抛光后,裂纹深度小于λ /4,否则发生反射或者折射现象。
△j
△c
零件表面与样板表面之间存在的偏差, 用两表面间空气隙所产生的干涉条纹 数N和ΔN表示。 N表示整个表面的面形偏差; ΔN表示零件表面的局部偏差。
1
2
N1=±3,ΔN1=±0.3 N2=±2,ΔN2=±0.2
24 R. 121
R
光学零件加工的技术要求
光学零件种类 瞄准和天文仪 望远镜 航空摄影机 照相机 显微镜 低于10倍 10-40倍 高于40倍 光学表面的允许误差 光圈数N 1-3 3-5 1-3 3-5 2-3 1-2 0.5-1.0 局部光圈△N 0.2-0.3 0.3 0.1-0.5 0.3-0.5 0.2-0.5 0.1-0.2 0.05-0.10 表面疵病等级B Ⅶ Ⅳ- Ⅴ Ⅴ- Ⅵ Ⅴ- Ⅵ Ⅲ Ⅱ Ⅰ
Ⅰ- Ⅱ Ⅱ- Ⅳ 1-10-1-30 Ⅴ Ⅰ- Ⅱ Ⅱ- Ⅳ
光学零件加工PPT

(4)厚度和平行度修磨余量 1mm/面(棱镜、平面镜)
(5)粗磨余量 (6)精磨抛光余量 (7)定中心磨边余量
△c
一、光学零件加工的技术要求
四、确定加工余量的原则
破坏层n=凹凸层+裂纹层 抛光后,裂纹深度小于λ/4,否则发生反射或者折射现象。
△j
Φ
一、光学零件加工的技术要求
五、各工序余量的计算
1、锯切余量 锯切余量与锯片的厚度、侧向 振动、锯切深度等因素有关。 一般可按经验公式计算确定:
1mm
式中 A——锯切余量;
Δ——锯片的厚度; δ——锯片转动时的振动余量。
当锯切深度 B <10mm时,δ=1.5; 10<B <65mm时,取δ=2.0; B>65mm时,取δ=2.5。
一、基本概念
概念:为了获得所需的一定零件形状、尺寸和表面质量,在加 工过程中,必须从玻璃毛坯上磨去一定的玻璃层。此玻 璃层(或其它材料层),通常称为加工余量。
二、分类
(一)线性尺寸余量 (二)角度余量
三、组成
(1)锯切余量:依据金刚石锯片厚度确定余量。
一、光学零件加工的技术要求
(2)滚圆余量: 2~4mm
向或会聚光线等方面。 ②辅助表面:用于连接、支撑和固定的,又称装夹或安装表面。 ③自由表面:用于零件的夹紧或在完成零件基本加工后,为限
制零件的形状和尺寸,去掉多余材料得到的表面。
二、光学零件图
在光学零件图中要反映以下内容: ①反映出零件的几何形状、结构参数和公差; ②反映出对光学材料的质量要求; ③反映出对光学零件加工精度和表面质量的要求。
二、 光学零件的毛坯生产
三、压制成型
料软化拍型后,即可送到压力机上的 压模内压制成型。根据毛坯直径大小不 同,压制时间一般在0.5~3s之间。
光学图纸
设计 绘图 校对 工艺
标准化
平行平板
重量 比例 1: 1 图样标记
审核 标记 数量 文件号 签字 日期
对材料的要求 Δ������������ Δ(������������ −������������ ) 光学均匀性 双折射 光吸收系数 条纹度 气泡度
对零件的要求 ������1 Δ������1 ������2
Δ������2 ΔR θ������ θ������������ B d 倒两面角 倒三面角 ������01 ������02
设计 绘图 校对 工艺
标准化
棱
镜
重量 比例 1: 1 图样标记
审核 标���� Δ(������������ −������������ ) 光学均匀性 双折射 光吸收系数 条纹度 气泡度 对零件的要求 ������1 Δ������1 ������2 Δ������2 ΔR θ B d 倒两面角 倒三面角 ������01 ������02
对材料的要求 Δ������������ Δ(������������ −������������ ) 光学均匀性 双折射 光吸收系数 条纹度 气泡度 对零件的要求 N ΔN ΔR C B ������ ′ ������0
设计 绘图 校对 工艺
标准化
透
镜
重量 比例 1: 1 图样标记
审核 标记 数量 文件号 签字 日期
光学零件制图相关参数
无色光学玻璃该标准适用于直径或边长不大于300mm,厚度不大于60mm的无色光学玻璃毛坯(以下简称为玻璃)1.系列、类型和牌号1.1系列无色光学玻璃分为两个系列:(a)普通光学玻璃系列(P系列),其牌号序号由1~99;(b)耐辐射光学玻璃系列(N系列),其牌号序号由501~599。
1.2类型根据折射率和色散系数在领域图(见图1-2)中的位置,无色光学玻璃按表1-1分为18种类型。
表1-1无色光学玻璃类型1.3牌号各牌号玻璃的折射率、中部色散及色散系数的标准数值按表1-2的规定。
表1-2(略)2.质量指标、类别和级别2.1质量指标玻璃按下列各项质量指标分类和分级:(a)折射率、色散系数与标准数值的允许差值;(b)同一批玻璃中,折射率及色散系数的一致性;(c)光学均匀性;(d)应力双折射;(e)条纹度;(f)气泡度;(g)光吸收系数;(h)耐辐射性能(N系列玻璃。
2.2分类分级2.2.1折射率、色散系数2.2.1.1根据折射率及色散系数与标准数值的允许差值,玻璃按表1-3和表1-4各分为6级。
表1-3无色光学玻璃允许差值表1-4允许差值表1-3和表1-4中的4类仅适用于nd大于1.82的玻璃2.2.1.2根据同一批玻璃中,折射率及色散系数的最大差值,玻璃的一致性按表1-5分为4级。
表1-5玻璃一致性的分级2.2.2光学均匀性光学均匀性指同一块玻璃中各点折射率的不一致性,是由于退火炉内各处温度不均匀所引起的。
光线通过一块折射率不均匀的玻璃时,会使各部分光程产生不规则的变化,因而影响光学系统的成像质量。
按国家标准规定,当玻璃直径或边长不大于150mm的无色光学玻璃毛坯的光学均匀性用分辨率的比值法表示;玻璃直径或边长为150mm~300mm的无色光学玻璃(称大块光学玻璃)的光学均匀性以一块玻璃中各部位间的折射率微差最大值表示。
2.2.2.1玻璃的光学均匀性以分辨率的比值a/a0表示时,按表1-6分为4类。
光学设计(7)制图
保护性倒角的表示
▪ 3)内部边应标注过渡形状尺寸允许的极限偏差。 当只标注一个数值,则这个数值是允许的最大宽 度。
内部边宽
透镜台阶
▪ 3)内部边应标注过渡形状尺寸允许的极限偏差。 当只标注一个数值,则这个数值是允许的最大宽 度。
棱镜槽
▪ (3)线性尺寸 ▪ 光学零件的长度,宽度与高度(直径与厚度)由
当偏振光平行于或垂直于玻璃中残余应力处时,
导致双折射,使玻璃中产生折射率差。光学零件
的残余应力双折射将影响波前质量或光透过光学
零件的光程差变化。残余应力引起的双折射以样 品单位程长内的光程差(OPD)表示,单位为 nm/cm。光学仪器中材料可允许的双折射公差及 典型应用见下表1:
表1 双折射公差及典型应用
光源、光阑和镀膜等符号规定
光源、光阑和镀膜等符号规定
▪ 6.除光学制图的规定外,光学零部件的光 学参数和缺陷公差可以在图样上列表标注, 也可以用指引线和基准线引出后标注,缺陷 公差的标注代号见下表所示。
▪ 7.标题栏和明细表分别参照GB10609.1和 GB10609.2。
▪ 二、图样要求
▪ 1、光学系统图
▪ 2)平面应用符号标注。平面度的公差用干涉测 量的方式标注。圆弧半径尺寸线的始端应在圆心 位置,当半径过大或图纸范围内无法标出其圆心
位置时,可按图示的形式标注。
凸凹透镜零件的半径
双凸透镜零件的半径
平凹透镜零件的半径
▪ 凸面可在曲率半径的右边加注“CX”字样,凹面 则加注“CC”,。
▪ 3)对于复曲面和圆柱表面,如下图所示。 ▪ 4)对于圆柱面,半径必须用“”。
要求。 ▪ (2)列表内容如下表。
光学零件技术要求列表内容
▪ 3.轴线
光学基础:如何看懂加工图面
光学基础:如何看懂加工图面光学零件图的内容:光学零件的外形尺寸、材料、技术要求及其特性1主标题栏·产品名称、代号·材料名称、代号、标准号·图幅的比例·设计、更改等签名栏2光学零件图的专用表格1、对材料的要求:nd值(折射率)光在不同的介质中传播时,具有不同的速度。
在物理学中折射率定义了n1.2=v1/v2,称为第二种介质对第一种介质的相对折射率。
其中v1为光在第一种介质的传播速度;v2为光在第一种介质的传播速度。
vd值(色散系数)同一介质对不同的波长有不同的折射率,这就是物质的色散性。
vd =(nD-1)/(nF-nC)光学均匀性同一块玻璃中各点折射率的一致性即为光学均匀性。
光吸收系数白光通过一厘米厚的无色光学玻璃时,玻璃吸收的光通量与入射的光通过量之比。
应力双折射玻璃在没有应力时是各向同性的。
当受到外力(如装夹太紧)或内力(不均匀的冷却与加热)时玻璃内可产生内应力,破坏了各向同性,光学上的作用是引起双折射。
条纹度条纹是玻璃内部丝状或层状的化学不均匀区,其折射率与主体不同,光学上的作用相当于细微的柱面透镜,造成杂光,影响鉴别率。
气泡度玻璃中的气泡是在熔炼的澄清过程中气体来不及逸出所致,气泡的光学作用相当于一个细微的凹透镜引起散射与折射。
2、对零件的要求·N--光圈数·△N--不规则、局部误差·△R--样板等级精度·C--透镜偏心差·B--光学零件表面疵病·d--光学零件中心厚度·f′--透镜焦距·倒二面角--给两个相交平面的棱线倒角·倒三面角--给三个相交平面的棱角倒角·D0--光学零件的有效孔径、有效范围·θⅠ--棱镜第一平行差·θⅡ--棱镜第二平行差·(光线从反射棱镜的入射面垂直入射,光线在出射前对出射面法线的偏差。
在入射光轴截面方向的分量,称做第一光学平行差。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
vd值(色散系数)
• 同一介质对不同的波长有不同 的折射率,这就是物质的色散
性。 vd =(nD-1)/(nF-nC)
2018/10/11
光学均匀性
• 同一块玻璃中各点折射率的 一致性即为光学均匀性。
2018/10/11
光吸收系数
• 白光通过一厘米厚的无色光学 玻璃时,玻璃吸收的光通量与 入射的光通过量之比。
2018/10/11
棱镜及其它非园形光学零件图纸上 应标出下列有关尺寸公差:
• • • •
零件的直线尺寸和角度及公差; 倒角尺寸及公差; 零件表面通光区域尺寸。 棱镜零件图上若未画出棱的倒角图形, 则所标注的尺寸一律为到尖棱的尺寸。 • 标注棱镜角度公差时,一般注在锐角上。
2018/10/11
对倒角的标注
2018/10/11
nd vd 光学均匀性 光吸收系数 应力双折射 条纹度 气泡度
nd值(折射率)
• 光在不同的介质中传播时,具有不 同的速度。在物理学中折射率定义
了n1.2=v1/v2,称为第二种介质 对第一种介质的相对折射率。其中
v1为光在第一种介质的传播速度; v2为光在第一种介质的传播速度。
2018/10/11
• • • • • • •
f′--透镜焦距 倒二面角--给两个相交平面的棱线倒角 倒三面角--给三个相交平面的棱角倒角 D0--光学零件的有效孔径、有效范围 θⅠ--棱镜第一平行差 θⅡ --棱镜第二平行差 (光线从反射棱镜的入射面垂直入射,光线 在出射前对出射面法线的偏差。在入射光轴 截面方向的分量,称做第一光学平行差。在 垂直于入射光轴截面方向的分量,称做第二 光学平行差。)
2018/10/11
应力双折射
• 玻璃在没有应力时是各向同性 的。当受到外力(如装夹太紧) 或内力(不均匀的冷却与加热) 时玻璃内可产生内应力,破坏 了各向同性,光学上的作用是 引起双折射。
2018/10/11
条纹度
• 条纹是玻璃内部丝状或层状的 化学不均匀区,其折射率与主 体不同,光学上的作用相当于 细微的柱面透镜,造成杂光, 影响鉴别率。
1
3.2
2
1.6
3
0.01
4
• ①是通过去除表面所得到的表面,表面高 低不平度为3.2微米。可通过铣磨得到。 • ②是通过去除表面所得到的表面,表面高 低不平度为 1.6微米。可通过树脂细砂轮铣 磨或精磨得到。 • ③是通过去除表面所得到的表面,表面高 低不平度为 0.01 微米。须通过先精磨、后 抛光得到。 • ④是不去除表面,是压型料表面。
2018/10/11
镀膜特性
• 平面与球面反射镜和分光镜零件图 的特有内容:对分光膜层的反射率 和透过率及其公差在技术要求中说 明;检验膜层的质量标准在技术要 求中说明。
2018/10/11
简单的三视图
• 主视图 • 俯视图 • 左视图
2018/10/11
愿我们在今后的工作中
• 互相学习 • 共同进步
光学零件图
2018/10/11
光学零件图的内容
包括光学零件的外形尺寸、材料、 技术要求及其特性
2018/10/11
主标题栏
• • • • 产品名称、代号 材料名称、代号、标准号 图幅的比例 设计、更改等签名栏
代号
所属装配号 标记 设计 绘图 校对 审核 批准 处数 更改内容 工艺 标准化 签名 (年月日)
2018/10/11
气泡度
• 玻璃中的气泡是在熔炼的澄清 过程中气体来不及逸出所致, 气泡的光学作用相当于一个细 微的凹透镜引起散射与折射。
2018/10/11
对零件的要求
• • • • • • N--光圈数 △N--不规则、局部误差 △R--样板等级精度 C--透镜偏心差 B--光学零件表面疵病 d--光学零件中心厚度
• 光学零件图上一般用图形和文字表明倒 角要求。若图面上的倒角尺寸小于2毫米 时,一般不绘制出实际倒角图形,只需 在倒角处引出细实线,标注其倒角尺寸, 不允许倒角的棱线,应用细实线引出, 并注明“尖棱”,(我们现在一般标注 的是“倒脊不可”。)若在同一图形上 所有或部分倒角尺寸均相同时,则只需 用文字在技术要求中注明“全部倒角 ××”或“其余倒角××”“未注倒角 ××”。 2018/10/11
2018/10/11
透镜、分划板等园形光学零件 应标出下列有关尺寸和公差:
• • • • • 零件表面的曲率半径; 外园直径及公差; 中心厚度及公差; 倒角尺寸及公差。 光学零件的表面为平面时,通常不标注。 有时标为R∞。 • (一般以参考尺寸标注球面镜的边缘厚度 及弯月透镜凸面顶点到凹面边缘的轴向尺 寸 。)
名称
阶段标记
重量
比例
材料名称
第
1
页
共
1
页
松林光学玻璃厂
2018/10/11
光学零件图 的专用表格
• 对材料的要求 • 对零件的要求
对材料的要求
ቤተ መጻሕፍቲ ባይዱ△ △
光学均匀性 光吸收系数 应力双折射 条纹度 气泡度 对零件的要求
△N △R
θ θ
Ⅰ Ⅱ
倒二面角 倒三面角
2018/10/11
对材料的要求
• • • • • • •
2018/10/11
对光洁度的标注
• 图纸中应按有关规定标出每一面的光洁 度要求。若各表面的光洁度要求相同时, 则只在图纸的右上角标出“全部××”, 若大部分表面的光洁度要求相同,而少 数表面要求不同时,则只在少数表面上 标出加工代号,其余的加工代号在图纸 右上角标明,如“其余××”。
2018/10/11
光洁度符号