压力管道焊接施工检查记录表
焊接记录表
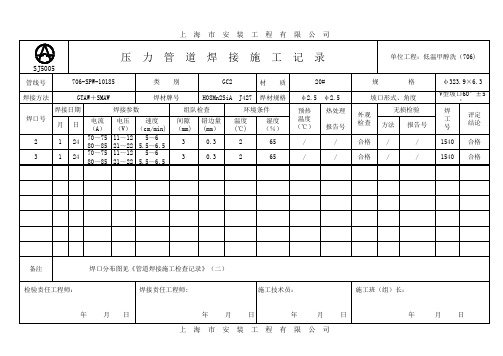
单位工程:低温甲醇洗(706)
格
φ33.7×4.5 V型坡口60°±5° 焊 工 号 1540 评定 结论 合格
焊材牌号
焊材规格 环境条件
坡口形式、角度 外观 检查 合格 无损检验 方法 RT 报告号 706-RT-827
温度 (℃) 2
湿度 (%) 65
1
70~75 11~12
上 海 市 安 装 工 程 有 限 公 司
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 评定 结论
焊材牌号
焊材规格
坡口形式、角度 外观 检查 无损检验 方法 报告号
环境条件 温度 (℃) 湿度 (%)
压 力 管 道 焊 接 施 工 记 录
SJ5005
管线号 焊接方法 焊接日期 焊口号 月 1 日 24 电流 (A) 706-SPW-10185 GTAW 焊接参数 电压 速度 (V) (cm/min) 5~6 类 别 GC2 H08Mn2Si 组队检查 间隙 (mm) 2.5 错边量 (mm) 0.2 材 质 20# φ2.5 预热 温度 (℃) / 热处理 报告号 / 规
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 1540 1540 评定 结论 合格 合格
焊材牌号
焊材规格
坡口形式、角度 外观 检查 合格 合格 无损检验 湿度 (%) 65 65
2 3
备注 检验责任工程师:
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 评定 结论
焊材牌号
焊材规格
坡口形式、角度 外观 检查 无损检验 方法 报告号
压力管道焊接施工检查记录表
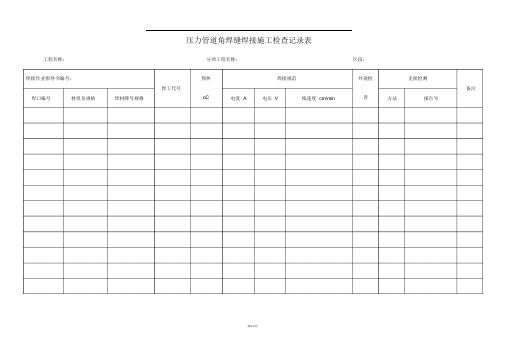
压力管道角焊缝焊接施工检查记录表
工程名称:分项工程名称:区段:
焊接作业指导书编号:预热
焊工代号焊接规范外观检无损检测
备注
焊口编号材质及规格焊材牌号规格oC 电流 A 电压V 线速度cm/min 查方法报告号
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:区段:
焊接作业指导书编号:预热
焊工代号焊接规范外观检无损检测
备注
焊口编号材质及规格焊材牌号规格oC 电流 A 电压V 线速度cm/min 查方法报告号
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:分项工程名称:区段:
质量标准
组对管口编号
时间钝边间隙错边量坡口
备注
自检记录
焊工意见
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
管段编号
焊口编
号
质量标准
咬边焊道宽错边量余高表面质量
气孔焊瘤飞溅夹渣
检查日期
焊工意见
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
质量标准
组对管口编号
时间钝边间隙错边量坡口
备注
自检记录
焊工意见
记录人:年月日审核人:年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
焊口管段编号
编号
质量标准
咬边焊道宽错边量余高表面质量
气孔焊瘤飞溅夹渣
检查日期
焊工意见
记录人:年月日审核人:年月日
Welcome To Download !!!
欢迎您的下载,资料仅供参考!。
管道专项检查表全集文档

检
查
意
见
施工单位(签章)
监理单位(签章)
检查日期; 年 月 日
复
查
意
见
施工单位(签章)
监理单位(签章)
检查日期; 年 月 日
安全用药专项检查表
科室:检查人:时间:201年月日
内容
结果
口服药用药
药品交接本放在护士长巡查本内。
口服药是否放置保存规范
护士是否准确交待患者药物作用、剂量、时间、注意事项等药物知识。(现场抽问1名患者)
分别放置(外用药红色标识,注射药蓝色标识)
醒目标识
对相似、听似、看似药品、一品多规或多剂型药物有醒目标识
专门标识
分开放置
使用时严格执行查对制度
准确核对用药医嘱
有医嘱查对制度
在用药医嘱的执行过程中,认真核对(用药查对及执行用药以确认签名为依据)
安全配伍
醒目位置放置临床用药配伍禁忌表
在执行注射剂医嘱时,应根据配伍禁忌,认真核查,确保药物安全注射(抽查1人)
压力管道专项安全检查表
单位:
序号
检 查 内 容
检查依据
是否符合
实际情况
存在问题
1
压力管道内的介质是否与管道颜色、工艺相符 。
《压力管道安全管理与监察规定》
2
是否进行管道压力、介质名称、流向、管径标示。
《压力管道安全管理与监察规定》
3
开展“管道检修、焊接作业”时,操作人员是否持压力容器焊机资格证。
《压力管道安全管理与监察规定》
观察药物不良反有静脉输液安全管理制度
有输液反应应急预案及处理程序
护理人员在输液过程中根据患者年龄、病情及药物性质、医嘱调节静脉输液速度,积极预防输液反应(现场抽查2名输液患者的输液速度是否安全、合理)。
压力管道焊接施工检查记录表

工程名称: 分项工程名称: 区段:
管段编号
焊口 编号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气
焊瘤
飞溅
夹渣
焊工意见
记录人: 年 月 日 审核人: 年 月 日
压力管道角焊缝组对工序交接卡
工程名称: 分项工程名称: 区段:
管口编号
组对 时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
焊接作业指导书编号:
焊工代号
预热
ºC
焊接规
外观检查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
法
报告号
检验员:年 月 日检验责任师:年 月 日
压力管道组对工序交接卡
工程名称: 分项工程名称: 区段:
管口编号
组对 时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
记录人:年 月日审核人: 年 月日
记录人:年 月 日审核人: 年 月日
压力管道角焊缝焊接自检记录
工程名称: 分项工程名称: 区段:
管段编号
焊口
编号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气
焊瘤
飞溅
夹渣
焊工意见
记录人: 年 月 日 审核人: 年 月日
压力管道角焊缝焊接施工检查记录表
工程名称: 分项工程名称: 区热
ºC
焊接规
压力管道安装单位监督检查记录表
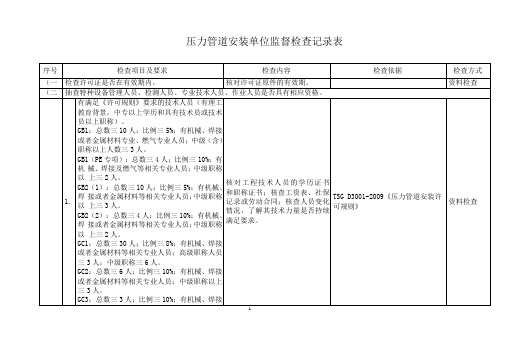
序号
检查项目及要求
检查内容
检查依据
检查方式
(一)
检查许可证是否在有效期内。
核对许可证原件的有效期。
资料检查
(二)
抽查特种设备管理人员、检测人员、专业技术人员、作业人员是否具有相应资格。
1.
有满足《许可规则》要求的技术人员(有理工 教育背景,中专以上学历和具有技术员或技术 员以上职称)。
核对许可证书、营业执照等资料 的变化情况。
TSG Z0005-2007《特种设备制造安 装改造维修许可鉴定评审细则》
资料检查
(九)
发现的上次评审工作质量存在问题情况
现场检查、 资料检查
注:检查项目根据被检查单位的许可级别可删除不适用的内容,表中没有的级别要求也可根据《许可规则》修改相应要求。
GB2(2):总数三4人;比例三10%;有机械、焊 接或者金属材料等相关专业人员;中级职称以 上三2人。
GC1:总数三30人;比例三8%;有机械、焊接 或者金属材料等相关专业人员;高级职称人员 三3人;中级职称三6人。
GC2:总数三6人;比例三10%;有机械、焊接 或者金属材料等相关专业人员;中级职称以上 三3人。
TSG Z0004-2007《特种设备制造安 装改造维修质量保证体系基本要 求》
资料检查
(六)
最近一次评审提出的整改项目是否整改。
查阅最近一次评审的评审报告 并落实验证整改情况。
TSG Z0005-2007《特种设备制造安 装改造维修许可鉴定评审细则》
资料检查
(七)
抽查是否存在超出许可范围和许可有效期进行工 程项目施工的情况。
GC3:总数三3人;比例三10%;有机械、焊接
焊接作业安全监理检查表

焊接作业安全监理检查表1. 检查项目2. 检查细则2.1 焊接工作环境- 检查焊接工作区域是否符合安全要求,包括通风、照明和消防设施等。
- 检查是否有可燃物或易爆物品存在于焊接工作区域内。
- 检查是否有不安全的电气设备或线路。
2.2 焊接工作人员- 检查焊接工作人员的资质证书是否合法有效。
- 检查焊接工作人员是否佩戴个人防护装备,包括焊接面罩、防护手套等。
- 检查焊接工作人员是否具备足够的焊接经验和技能。
2.3 焊接设备- 检查焊接设备是否符合安全标准,包括焊机、气瓶等。
- 检查焊接设备是否正常运行,是否存在漏电、断电等安全隐患。
2.4 焊接材料- 检查焊接材料的质量是否达到要求,包括焊丝、焊条等。
- 检查焊接材料的存放方式是否符合安全标准。
2.5 焊接操作规范- 检查焊接操作是否符合焊接工艺要求。
- 检查焊缝的质量是否合格。
- 检查焊接过程中是否存在安全隐患,如飞溅、烟尘等。
2.6 防护措施- 检查焊接工作人员是否使用个人防护装备,如眼镜、防护面罩等。
- 检查是否设置了适当的防护栏杆或警示标识。
- 检查是否提供了充足的灭火器材。
2.7 紧急救援措施- 检查是否设置了紧急救援预案,并在易发生事故的区域配备了急救设备。
- 检查相关人员是否熟悉紧急救援程序,并定期进行演练。
3. 检查结果记录根据以上检查项目和细则,对每个项目进行检查,并在检查结果栏中填写检查结果。
如发现不符合安全要求的情况,应及时采取整改措施,并记录整改情况。
4. 督促整改对于不符合安全要求的情况,应督促责任人采取相应的整改措施,并在规定的时间内完成整改。
整改情况应及时记录并报告相关部门。
压力管道焊接施工检查记录表

压力管道角焊缝焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日。
压力管道巡检记录表

压力管道巡检记录表
巡检信息
巡检内容
- 巡检目的:确保压力管道的正常运行和安全性。
- 巡检项目:
1. 管道外观检查:检查管道是否存在裂纹、腐蚀等损坏情况。
2. 运行状态检查:检查压力管道的运行状态、压力是否正常。
3. 温度测量:使用温度计测量管道的温度,并记录。
4. 泄漏检查:检查管道是否存在泄漏现象。
5. 阀门检查:检查阀门是否正常开闭。
6. 其他:其他需要注意的问题,如异响、异味等。
巡检结果
结论
经过巡检,压力管道的外观、运行状态、温度、泄漏和阀门等方面均正常。
未发现异常情况和潜在安全隐患。
建议
建议定期按要求进行压力管道的巡检,并记录巡检结果,以确保管道的安全运行。
同时,如发现异常情况,应及时采取相应的修复措施。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压力管道角焊缝焊接施工检查记录表
工程名称:分项工程名称:
检验员:年月日
师:年月日
压力管道焊接施工检查记录表工程名称:
区段:
检验责任分项工程名称:
检验员:年月日师:年月日
压力管道组对工序交接卡
工程名称:
检验责任
分项工程名称:
区
记录人:年月日审核人:
年月日
压力管道焊接自检记录
工程名称:分项工程名称
区段:
质量标准
咬边焊道宽错边量余高表面质量
气孔焊瘤飞溅
记录人:年月日审核人: 年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称区段:
质量标准
自检记录
记录人:年月日审核人: 年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称区段:
质量标准
记录人: 审核人:。