通用前控板QC工程图
合集下载
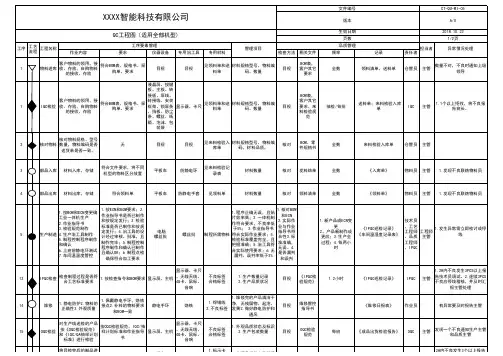
数据线产品品质控制计划样板(QC工程图)

文件编号
制订部门
制订日期
版本
A1
页次
1/4
检测设备 责任者
品质记录
异常情况 处理方式
目视 卡尺/钢尺
目视 摇摆测试仪
目视 OD表/卡尺
卷尺 目视 目视 千分尺 目视/卡尺 目视 目视 目视 卡尺 摇摆测试仪 吊重测试仪 目视/卡尺 目视 目视 目视 卡尺 摇摆测试仪 吊重测试仪
IQC IPQC IPQC IPQC
★▲
★▲
※★▲
★▲
★▲
★▲
★▲
★▲
※★▲
★▲
★▲
★▲
★▲
★▲
★▲
※★▲
★▲
★▲
★▲
管制频率
AQL:0.4/批 10PCS/批 10PCS/批 6PCS/批 全检
50PCS/H
首件确认 开机/换料时
50PCS/H 交接班/停机
15PCS/1H 1模/2天 1模/2天 首件确认 开机/换料时 50PCS/H 交接班/停机 15PCS/1H 1模/2天 1模/2天
★
※
●
★
★▲ ※
★▲
★
※
●
★
★▲
※★▲
★▲
★
※
●
★
★▲
★▲
★▲
★▲
★▲ ※
★▲
★▲
管制频率 50PCS/H 50PCS/H 50PCS/H 50PCS/H 50PCS/H 50PCS/H 3PCS/天 50PCS/H
文件编号
制订部门
制订日期
版本
A1
页次
2/4
检测设备 责任者
品质记录
异常情况 处理方式
QC工程图(电子产品完整版)
1.核对BOM 和E合性3.标 准准确, 无误。4. 是否漏判
和误判
1.新产品成ECN变 更
2、产品新制作或 更改;3.生产全 过程;4.每两小
时
《IPQC巡检记录》 《车间温湿度记录表》
技术员
、工艺 工程师 、品质
工程师 主管
1.发生异常需立即检讨或停 线
工程师
报主管处理
14
维修
1.静电防护2.物料的 正确性3.外观质量
1.佩戴静电手环,烙铁 接点2.补料的物料要求
和BOM一致
静电手环
烙铁
1.焊锡线 2.不良标签
1.维修完的产品清洁干 净, 无残留物、起泡、 发黄2.做好静电防护和
通风
目视
维修管控 指导书
《维修日报表》
作业员
有异常要及时报告主管
15
OQC检验
、IPQC
显示器、卡尺
12
IPQC检查
检查制程过程是否符 合工艺标准要求
1.按检查指令和BOM要求
显示屏、主机
、无线天线、 4G卡、鼠标、
不良标签 合格标签
1.生产数量记录 2.生产品质状况
目视
《IPQC检 验规范》
1.2小时
音响
《IPQC巡检记录》
IPQC
主管
1.2H内不良发生3PCS以上报 告技术员调试。2.连续3PCS 不良应停线稽核,并及时汇
BOM表, 客户其它
要求
液晶屏、按键
板、主板、转
接板、屏线、
BOM表,
1
IQC检验
客户物料的领用,接 收、存放,自购物料
的接收、存放
符合BOM表、规格书、采 购单、要求
转接线、安装 框架、锁屏条 、挡板、防尘
QC 工程图(模版)
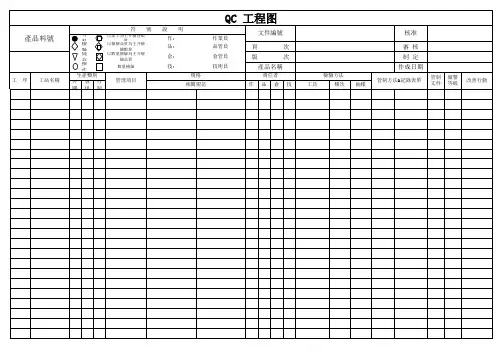
產品料號
工 序 工站名稱
材 料檢 驗儲 存操 作 生產類別 外客自 購供制
符號
以加工為主并檢查數 量
以檢驗品質為主并檢 驗數量
以數量檢驗為主并檢 驗品質
數量檢驗
管理項目
QC 工程图
說明 作: 品:
作業員 品管員
文件編號
頁
次
倉:
倉管員
版
次
技:
技術員
規格
相關規范
產品名稱
責任者 作品倉技
核准ห้องสมุดไป่ตู้
審核
制定
作成日期
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
工 序 工站名稱
生產類別 外客自
購供制
管理項目
規格 相關規范
責任者 作品倉技
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
CTQ
備 注:報警等級 1-通知主管﹐ 2-通知IPQC﹐工程師﹐生
產經理﹐3-通知總經理或總監
文
件
修
訂
履
歷
版本 1.0
修訂內容 新版發行
修訂者
日期
工 序 工站名稱
材 料檢 驗儲 存操 作 生產類別 外客自 購供制
符號
以加工為主并檢查數 量
以檢驗品質為主并檢 驗數量
以數量檢驗為主并檢 驗品質
數量檢驗
管理項目
QC 工程图
說明 作: 品:
作業員 品管員
文件編號
頁
次
倉:
倉管員
版
次
技:
技術員
規格
相關規范
產品名稱
責任者 作品倉技
核准ห้องสมุดไป่ตู้
審核
制定
作成日期
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
工 序 工站名稱
生產類別 外客自
購供制
管理項目
規格 相關規范
責任者 作品倉技
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
CTQ
備 注:報警等級 1-通知主管﹐ 2-通知IPQC﹐工程師﹐生
產經理﹐3-通知總經理或總監
文
件
修
訂
履
歷
版本 1.0
修訂內容 新版發行
修訂者
日期
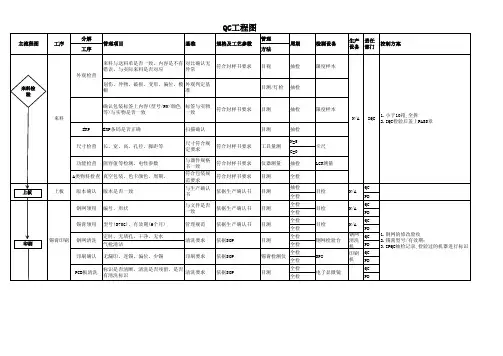
QC工程图(正式版)

相关记录
异常处理/发送处理 备注
通知钢化主控调整参 数,纠正不良品再次发 生。 《纠正预防措施报告》 《品质异常报告》
检测数量
检测次数
批量≥30件: 检验频率: 首件确认:10件 关键工序20分 批量≤30件: 钟/次 随机抽检 样板全检
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
IPQC 水切主控
《IPQC检验报告》 《样板检验报告》
《纠正预防措施报告》 《品质异常报告》
编制:李小锋
第1页,共4页
广东省佛山市怡天玻璃制品有限公司
QC 工程图
适用范围: 适用区分:
公司内部通用 □ 样板制作 □ 量产试作 ▲准备工作 □ 量产
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
IPQC 开介主控
《IPQC检验报告》 《样板检验报告》
《纠正预防措施报告》 《品质异常报告》
3
◎
磨边工序
磨边
中工车间
单边磨边机 双边磨边机
钢卷尺 目测 半径规
规格 外观
《磨边作业指导书》 《流程卡》 《公司质量检验标准》
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
IPQC 喷油主控
《IPQC检验报告》 《样板检验报告》
《纠正预防措施报告》 《品质异常报告》
编制:李小锋
第2页,共4页
广东省佛山市怡天玻璃制品有限公司
QC 工程图
适用范围: 适用区分:
公司内部通用 □ 样板制作 □ 量产试作 ▲准备工作 □ 量产
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
QC工程图
正常使用;
2.
PD 刷胶后检查胶水必须在芯中间位置;3.
使用H开头芯片时需通知技术更找加厚钢
网刷胶
插散热片
插散热片
插散热片
散热片型号是否与要求一致(高/ 矮)
文件要求
依据SOP
目视
PD全检 夹具套板
夹具 套板
PD
1.使用圆柱电容需使用矮散热片; 2.使用固态电容配高散热片; 3.技术员每天检查夹具是否有松动
2.老化测试
N/A
PD/OQ C
WI-QC-018 Rev:00
清洗要求
依据SOP
目测
抽检
目测 工具量测 仪器测量
抽检 N=5 C=0 抽检
目测
全检
目测
抽检 全检
目测
全检 全检
目测
全检 全检
目测
全检 全检
锡膏检测仪 全检 全检
目测
全检 全检
检测设备
生产 设备
责任 部门
控制方案
限度样本
限度样本
N/A
IQC
1.小于10箱,全拆 2.IQC检验后盖上PASS章
卡尺 LCR测量
等)与实物是否一致
一致
符合封样书要求
ERP
ERP条码是否正确
扫描确认
尺寸检查 长、宽、高、孔径、脚距等 功能检查 阻容值等检测,电性参数 A类物料检查 真空包装、色卡颜色、周期、 上板 版本确认 版本是否一致 钢网领用 编号、形状
尺寸符合规 定要求
符合封样书要求
与器件规格 书一致
符合包装规 范要求
与生产确认 书
软件检测 QC抽检 X-RAY
PD QC
1.首件或换线确认物料时,记录厂商, 周期以及确认人 2.IPQC全检项次需填写记录、抽检项次 以每两小时抽检4PCS并作好相关记录
QC工程图-通用
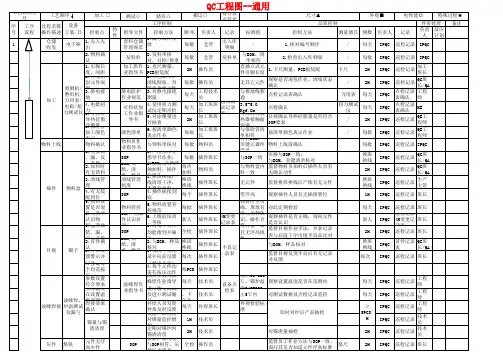
与BOM、清 2.检查出入库明细 单相符 直插立式元 2H 操作员 1.卡尺测量、PCB板装配 件引脚长度 观察是否混包作业,清线状态 每批 操作员 无其它元件 确认 工程技术 与接地线相 每天 点检记录表确认 员 通 加工班班 扭力测 3.5-5.0 每天 点检确认 试记录 Kgf.Cm 长 可控硅与散 目视确认导热硅脂量是否符合 加工班班 表 2H 热器接触面 SOP要求 长 涂满 加工班班 与保险管清 每批 按清单颜色表示作业 长 单相符 符合BOM、 每批 物料员 物料上线前确认 关键元器件 清单 实操与SOP一致; 每批 插件班长 与SOP一致 与BOM、关键清单核对 每次 与物料盒内 监督物料员加料后插件人员有 物料员 加料 料一致 无确认动作 换班 插件班长 无元件 监督换班换线后产线有无元件 换线 每个 每批 新人 全检 换班 换线 每次 插件班长 插件班长 零浮高 观察插件人员有无插接到位 对此定期检验 观察插件是否正确,询问元件 是否认识 监督目视作业手法,并拿记录 表与后段工序出现不良品比对 与BOM、样品核对 监督目视发现不良后有无记录 并反馈
SOP SOP SOP SOP SOP SOP SOP SOP SOP 日期码编 码规则 SOP SOP SOP SOP
与样板一致 监督目视作业手法,并拿记录 插件班长 不良记 且无浮高现 表与后段工序出现不良品比 录表 象 对,观察电解电容需有标记, 监督目视发现不良后有无记录 插件班长 并反馈 不良记 班长 抽检,作业手法监督 录表 外观检验标 准 班长 询问、不良警惕验证 班长 班长 班长 点检表 55±15度、 ≥1min 漆:溶剂 =9:1 ≥1mm 插件面元件 防止浸漆 烘烤温度点检、线体速度监控 漆调配比例监控 漆的厚度测试 摆放方式确认; 未干前禁止下道工序使用 点检确认,点检记录表稽查 抽检,作业手法监督 出口机测试 电压一览表 出口机测试电压一览表核对 询问、不良警惕验证 符合编码规 则且易扫描 一块板子上 3码均为一 个IC号 与样品一致 超出板面 3.5-5.0mm 解读编码,及对其进行扫描辨 认 观察操作方法是否按SOP进行作 业 抽检,作业手法监督
QC质量控制工程图
生产报表
10
二切
二切机
卡尺
外观
二切操作规范
IPQC
异常联络单
11
分光分色 分光分色机 波长分析仪
性能
分光检验标准
IPQC
IPQC检验日报表、 前10K中每K抽取 IPQC检验报表、品 20pcs检性能 质异常联络书 每包装箱抽取2 包
异常联络单
12
包装
目测
包装方法
成品检验标准
IPQC
IPQC检验日报表、 将不良品隔离、 通知相 IPQC检验报表、品 关部门 质异常联络书
5
烘烤
烤箱
温度计
外观、附着 力、
烘烤操作规范
IPQC
每10K中抽取1K 检外观、20pcs 检测推力
6
焊线
自动焊线机
目测
拉力、外观
焊线检验标准
QC
全检
分开分类标识
生产报表
7
灌封
自动灌封机
目测
外观
灌胶操作规范
IPQC
IPQC检验日报表、 每1K产品中抽检 将不良物料隔离、通知 IPQC检验报表、品 20PCS 相关部门 质异常联络书 全检 QC检验日报表 分开分类标识
晶片原料检 ····· 测
2
支架原料检 ····· 测
卡尺
IQC
见:支架检验规 进料检验记录表、 范 品质异常联络书
将不良物料隔离、通知 相关部门
采购单、收货单
3
模条原料检 ····· 测
卡尺
外观、
模条检验标准书
IQC
见:模条检验规 进料检验记录表、 范 品质异常联络书
将不良物料隔离、通知 相关部门
面板QC工程图 (version 2)
表单 异常处理
工序 生产设备 检验 工具 仪器 名称
目测 、卷尺 、 游 标卡尺
控制标准 生产部 品管部 担当
刘菊华 / 卢芬芳
进 料
进料
◎
◎
抽样计划 抽样标准: 1.依采购单、样品要求。 ◎ 2.材料检验标准 GⅡ AQL=0.65
仓管
IQC
制 程
备料
裁板机
目测 游标卡 尺
◎ ◎
1、备料尺寸依 产品工艺文件规定 首件确认、 尺寸 备料组 ◎ 1次/30分钟 2、表面不能有划伤、脏污、破损 等不良
印刷 外观 内容
生产部 品管部 担当
1、《异常处理 单》给相关部 门 2、跟踪处理结 果 1、《异常处理 单》给相关部 门 2、跟踪处理结 果
接A
贴离型 纸
刀片 除尘胶 除尘棍
◎
首件确认 自检 离型纸无灰尘、杂质 ◎ 巡检1次/30 分钟
过胶组
PQC
钟能聪 / 张锦莹
打定位 微电脑打 孔 孔机
◎
制程
◎
◎
◎
◎
OPQC
出 货
出货
PE袋 纸箱
目测
◎
Байду номын сангаас
《抽样计 依客户的要求进行包装标识,标签 划》 GⅡ 包装组 填写规范,实物与标签相符合 AQL=0.65
OPQC
1、《异常处理 《成品质 单》给相关部 吴丽平 量日报 门 /禹宇 表》 2、跟踪处理结 果
表单编号:FM0018
版本:1.0
IQC
《进料检 (试)验 报告》 《异常处 卢宏彧 理单》 / 卢芬芳
1、发 《异常 处理单》给相 关部门 2、跟踪处理结 果
制 程
工序 生产设备 检验 工具 仪器 名称
目测 、卷尺 、 游 标卡尺
控制标准 生产部 品管部 担当
刘菊华 / 卢芬芳
进 料
进料
◎
◎
抽样计划 抽样标准: 1.依采购单、样品要求。 ◎ 2.材料检验标准 GⅡ AQL=0.65
仓管
IQC
制 程
备料
裁板机
目测 游标卡 尺
◎ ◎
1、备料尺寸依 产品工艺文件规定 首件确认、 尺寸 备料组 ◎ 1次/30分钟 2、表面不能有划伤、脏污、破损 等不良
印刷 外观 内容
生产部 品管部 担当
1、《异常处理 单》给相关部 门 2、跟踪处理结 果 1、《异常处理 单》给相关部 门 2、跟踪处理结 果
接A
贴离型 纸
刀片 除尘胶 除尘棍
◎
首件确认 自检 离型纸无灰尘、杂质 ◎ 巡检1次/30 分钟
过胶组
PQC
钟能聪 / 张锦莹
打定位 微电脑打 孔 孔机
◎
制程
◎
◎
◎
◎
OPQC
出 货
出货
PE袋 纸箱
目测
◎
Байду номын сангаас
《抽样计 依客户的要求进行包装标识,标签 划》 GⅡ 包装组 填写规范,实物与标签相符合 AQL=0.65
OPQC
1、《异常处理 《成品质 单》给相关部 吴丽平 量日报 门 /禹宇 表》 2、跟踪处理结 果
表单编号:FM0018
版本:1.0
IQC
《进料检 (试)验 报告》 《异常处 卢宏彧 理单》 / 卢芬芳
1、发 《异常 处理单》给相 关部门 2、跟踪处理结 果
制 程
QC工程图(说明书)1
9
挂接框总成部装
目测/卡尺
IPQC检验报告
10
机架总成部装
外观、几何尺寸、孔同心度
作业指导书
卷尺/Байду номын сангаас测
IPQC检验报告
11
变速箱总成部装
外观、几何尺寸、 是否漏油,有无挂齿、咬齿异常响声
IPQC 作业指导书 首检 自检 IPQC
逐个 1PCS 逐个 逐个 1PCS 逐个 检验抽样计划 1PCS 逐个 10PCS/1H 1PCS 逐个 外观(100%) 每包/每箱 成品检验规范 目测 目测 卷尺/样板/目测 包装规范 QA检验报告 IPQC检验报告 目测 IPQC检验报告 目测/测功机测试 IPQC检验报告 目测/卡尺/扭力计 IPQC检验报告 目测/磨功测试 IPQC检验报告
检验抽样计划
千分尺/卡尺/高度尺/ 目测/样板
IQC检验报告
4
标准件类
外观、尺寸规格、扭力测试、电镀颜色
进料检验指导书
IQC
检验抽样计划
卡尺/目测/扭力计
IQC检验报告
5
塑胶件类
外观、尺寸规格、颜色、试装配
进料检验指导书
IQC
检验抽样计划
卡尺/目测
IQC检验报告
6
扶手架总成部装
外观、颜色、光泽度、几何尺寸、 材质、规格
IPQC 作业指导书 首检 自检 IPQC 作业指导书 首检 自检 IPQC 作业指导书 首检 自检 IPQC 作业指导书 首检 自检 IPQC 首检 自检
10PCS/1H 1PCS 10PCS/1H 10PCS/1H 1PCS 10PCS/1H 逐个 1PCS 逐个 逐个 1PCS 逐个 逐个 1PCS 逐个
QC工程图(SMT)
如果出现影响产品性能的异常情况,品证部门长有权利命令停产。
编制问题解决表。
12
○
修理
不良品确认修理
SMT生产现场
烙铁头温度
防止产品焊接不良
管理温度 380℃ +20℃/-20℃
每日
再次生产前 SMT班长
烙铁温度点检表
重新调整烙铁温度并点检,不能调整时更换.
首件确认 生产开始前 SMT班长 品证班长 首件确认 生产开始前 品证班长
贴片机日常点检表 首件确认表 首件确认表
设备重新调整,生产计划变更 更换物料,调整着装位置后重新首件确认. 更换物料,调整着装位置后重新首件确认.
机种切换
按作业指导书SMW-W001作业 符合作业指导书要求
9
▽
炉前检查
印刷及贴片状态 的确认
SMT生产现场
印刷及贴片状态
防止印刷不良及贴片不良 无上浮,偏斜,漏贴,短路, 全数 直立,错料,锡量适宜
每次
SMT班长
SPC控制表
向品证部报告,发行异常联络书,停线调整设备, 生产计划变更.
10
◎
硬化炉
焊锡/红胶 硬化处理SMT生产现场 硬化炉
炉温曲线
满足焊接要求
符合作业指导书SMT-W009要求 每周
盘点时
盘点卡 入\出库卡
进行重新盘点,对超出保质期的产品废弃处理。 生产计划的变更
4
▲
生产指示
生产加工的指示
型号 生产数量 使用的部品
生产型号无误 应符合订单 不应误用材料
符合订单要求
1LOT
各型号
生产管理部 订单评审表 生产计划担当生产计划
生产计划的变更
5
▲
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压件
压高件
烙铁
贴板
烙铁温度,焊接 质量 作业指导书
目视
100% 根据GB-28282003正常Ⅱ级 水准 100% 《( )出库票》 《出货检查报告》 《出货检查报告》 《OQC检查日报》
操作员
组长
《作业指导书》 <<品质检验标准>>
<<出货检验管理规定>>
OQA检查
OQA抽检
外观
目视
QA检验员
组长
参考文件
剪脚 插件 执锡
焊接PCB板
气剪
元件引脚过长
目视
100%
操作员
组长
《作业指导书》
烙铁
焊接不良
目视
100%
操作员
组长
《作业指导书》
QC外观检查
PCB板底面
作业指导书 分板不能损坏板 面元件和撕断铜 皮.
目视 卡尺
100%
《制造二部生产日检表》
检验员
组长
《作业指导书》
分板
分板治具
目视
100%
操作员
固化温度 回流焊 SMT 元件固化 贴片PCB板 推力计 工作台/P板 放置架 SMR-800 固化时间 红胶推力
回流焊炉温的测 量 测量各种规格元 件推力是否达到 要求 过回流炉后的质 量检验与元件的 贴装检验. 测量各种规格元 件推力是否达到 要求 测量电子元件的 数值是否符合要 求 确认元件贴装质 量,有无偏移,飞 件,漏贴,错件等 不良
时钟
每瓶
<<锡膏/胶水出入库记录表>>
物料员
班长
<<锡膏胶水管理规定>>
程序切换 上料核对
目视 料位表 料位表
100% 100% 100% <<物料装载记录表>>
技术员 操作员 炉前QC 技术员
班长 班长 班长 <<上料管理规定>> <<程序切换作业规程>>
SMT
元件贴装
电子料
接驳台/贴 片机/工作 TCM-1100 台
测温仪 测温仪 推力计
每日一次
<<回流炉温度设定管控表>>
工程师
部门主任
每日一次 5PCS/批 SMT技术员 SMT工程师
SMT
炉后外观检查 贴片PCB板
外观检查
目视
100%
<<SMTQC不良统计表>>
炉后QC
班长
<<炉后检查作业规程>>
推力计
红胶推力
推力器
5PCS/批 首件\上料\补 料时
<<胶水粘接力测试确认表>>
每天/次
<<6S检查管理表>>
物料员
部门主任
点数机 跳线机 卧插机 环球6293B 环球6292B
发料 AI插件 AI插件
BOM 目视 目视
1次/批 全检 全检
<<物料领用记录>> <<AI生产日报>> <<AI生产日报>>
物料员 操作员 操作员
部门主任 组长 组长
<<收发料作业规程>> <<作业指导书>> <<作业指导书>>
组长
QC外观检查
PCB板面板
作业指导书
目视 卡尺
100%
《制造二部生产日检表》
检验员
组长
《作业指导书》
功能测试
功能测试治 具
测试内容
不良品管制,参 看测试作业指导 书 作业指导书 检查P板质量:元 件不能浮高、插 错、漏插、极性 正确,元件脚长 度等。
功能测试
100%
《制造二部生产日检表》
测试员
组长
检验员
组长 <<推力测试作业指导>>
数字电桥 SMT QA SMTQA抽检 贴片PCB板 工作台/放 大镜
TH2811D
规格确认
数字电桥
BOM表
检验员
组长
外观检查
BOM
AQLⅡ级 0.25:1.0
<<每日品质通报>> <<OQC检验不合格报告>>
检验员
组长
<<品质检验标准>> <<出货检验管理规定>> <<品质异常管理规定>>
入库 PMC 出货
批次/数量
标贴、品种、数量
目视
操作员
组长
批次/数量
标贴、品种、数量
目视
100%
仓管员
部门主任
<<仓储管理规定>>
注:
开始
结束
过程
检查
出货
第 2 页
元件预加工
元器件
元件成型机 、剪钳
元件加工尺寸
作业指导书
目视
100%
物料员
组长
《JP-3000跳线机作业 指导书》 《静电防护管理规定》 《DIP物料管理规定》 《安规元件管理规定》
开始、结束
元件插件 生产线 上料核对/元件 插件 作业指导书
过程
目视 100%
检查
操作员 组长
炉前QC 插件PCB板
元件检查
拟制
决策
审核
□批量 阶段
相关 部门
PMC、SMT、DIP 、品管 /
郭旗
王莉
缪吉友
BOM PCB板号 工程图 工序编 号 主干 支流
合泽电子 生产设备 设备名称 设备规格 管理项目 规格/要求 2-10度 RH:40%-70% 温、湿度计 25±3度 RH:40%-70% 料架干净整洁 确认物料的物编 、规格、数量 按作业指导书作 业 按作业指导书作 业 按作业指导书作 业 目视 管理基准 仪器/工具 频次 控制方案
SMT
AI插件
立插机
环球6360B
AI插件
目视
全检
<<AI生产日报>>
操作员
组长
<<作业指导书>>
室内常温 SMT 红胶点胶 红胶/PCB 板 点胶机 TDM-1000
红胶解冻时间
4H 确保程序切换的 正确性 确保所有物料的 正确性 确保程序切换的 正确性 有无溢胶,有无偏 移,飞件,漏贴,错 件等不良 贴片元件的检查 与修正
程序切换
元件贴装
目视 BOM
前10台/批
<<SMT生产日报表>>
技术员 操作员
班长
<<SMT操作指导书>> <<品质检验标准>>
SMT
炉前检查
贴片PCB板
工作台/镊 子
镊子
元件检查
目视
100%
<<SMTQC不良统计表>>
炉前QC
班长
<<炉前检查作业规程>> <<SMT回流炉温测量指 导书>> <<无铅回流炉温管理规 范>> <<推力测试作业指导>>
作业指导书
目视
100%
《制造二部生产日检表》
操作员
组长
《插件作业指导方针》
波峰焊接
波峰焊机、 WS-350PC- 焊接温度/焊接 生产前点检:波 用点温计测 测温计 B 时间 峰炉温度曲线; 量
100%
《锡炉焊接质量统计表》 《锡炉保养记录表》 《锡炉参数记录表》 《无铅波峰焊日常点检记 录表》
锡炉作业员
组长
温度曲线图
插件
第 1 页
文件编号:WI-QC-098-A/0 发行日期:2009-06-30
工程图 工序编 号 主干 支流 物料 工序名 物名 生产设备 设备名称 设备规格 管理项目 气剪锋利,剪 脚质量 烙铁温度,焊 接质量 规格/要求 管理基准 仪器/工具 频次 控制方案 责任人 管理责任人
文件编号:WI-QC-098-A/0 发行日期:2009-06-30
质量控制工程图---Quality Control Plan
阶段 客户
机型 □试产 名称
阶段
TCL AV
通用
NO
修改内容 初次做成
时间
作成 郭旗
文件编号
WI-QC-098
A/0 批准
1 2 3 4 5
工场 物料 工序名 物名
2009-6-30
《作业指导书》
卡线
卡线标准
目视
100%
操作员
组长
《作业指导书》
外观QA
最终外观检查
PCB漏件/方向 反/连锡/焊接 不良等
目视
100%
《OQC每日通报》 《OQC检验不良报告》
QA检验员
组长
<<品质检验标准>>
包装
包装
包装箱
包装标准
包装符合性
目视
100%
《P板检验知会交接单》
操作员
组长
《产品防护管理规定》 《有关包装工艺文件》
PFEMA编号 责任人 管理责任人
通用
参考文件
冰箱
BC-117F
冰箱温湿度
每天/次
<<温湿度点检表>>
物料员
部门主任
<<冰箱作业批导书>>
PMC
发料