大族机钻孔参数表
钻机主要参数

全液压坑道钻机ZDY3200S技术参数:常规钻杆钻孔深350m;螺旋钻杆50m终孔直径150-200mm常规钻杆;螺旋钻杆600m钻杆直径73mm(73/420螺旋钻杆)钻孔倾角0~±45°回转速度10~280r/min最大转矩4200N.m给进能力150KN起拔能力150KN功率55KW整机质量2500Kg主机质量1450Kg主机外形尺寸m(长×宽×高)2.3×1.25×1.5煤炭科学研究总院西安分院全液压坑道钻机ZDY1900(MKD-5S)技术参数:a. 回转装置:额定转矩 N.m 1900~500额定转速 r/min 85~300油马达型号 A6V107MA油马达排量 ml/r 30.8~107钻杆直径 mm 63.5/73主轴通孔直径 mm 75b. 给进装置:主轴倾角 0~±90°最大给进力 kN 112给进速度 m/s 0~0.22最大起拔力 kN 77起拔速度 m/s 0~0.32给进/起拔行程 mm 600c. 泵站:液压系统额定压力 MPa 主油泵 22副油泵 22油泵型号 A7V78MA(限量63)油泵排量 ml/r 0~63电动机型号 YBK2-225S-4电动机功率 kW 37油箱有效容积 L 180d. 整机:适用钻孔深度 m 350/100终孔直径 mm 94/200主机外形尺寸(长×宽×高)mm 2300×1100×1560钻机质量 kg 2040煤炭科学研究总院西安分院全液压坑道钻机ZDY1200S(MK-4) 技术参数:额定转矩(N.m) 1200额定转速(r/min) 80~280钻进深度(m) 300/200钻孔直径(mm)Φ75~φ115钻杆直径(mm)Φ42/φ50不取芯钻头(mm)Φ75~φ115主轴调整范围±90°空载速度(r/min)给进能力kN 36给进行程mm 650起拔能力kN 50电机额定功率(kW) 22系统额定压力(Mpa) 21主机外型尺寸(mm) 1970×710×14600煤炭科学研究总院西安分院全液压坑道钻机ZDY750技术参数:钻进深度 m 150开孔直径mm Ф65,Ф85,Ф115终孔直径mm Ф65,Ф75钻杆规格mm Ф42.Ф50钻孔倾角 ? 0~90钻孔方位角 ? 0~360输出扭矩 N.m 750、300输出转速 r/min 120、330液压系统工作压力MPa 14推力 kN 50起拔力 kN 30锚固力kN 80×2推进速度 m/min 850电动机型号 YBK2-180M-4电动机功率 kW 18.5电动机电压 V 380/660油箱容积 L 90工作介质上稠40#液压油主机外形尺寸mm 2107×440×615泵站外形尺寸mm 1400×700×986整机重量 Kg 1400重庆淑维机电设备制造厂。
钻头切削参数表格模板

铝及铝合金
高加工性
~124
10~70
60
0.08
0.15
0.25
0.40
0.48
15~40
118
低加工性
~124
10~70
20
0.08
0.15
0.25
0.40
0.48
0~25
118
镁及镁合金
50~90
~52
45~120
0.08
0.15
0.25
0.40
0.48
25~35
118
锌合金
80~100
8~20
10~25
可锻铸铁
——
——
0.15~0.2
0.2~0.4
35~38
38~40
干切或乳化液
黄铜
——
——
0.07~0.15
0.1~0.2
70~100
90~100
铸造青铜
——
——
0.07~0.1
0.09~0.2
50~70
55~75
铝
——
——
0.15~0.3
0.3~0.8
250~270
270~300
0.08
0.13
0.20
0.26
0.32
25~35
118
灰铸铁
软
120~150
~80
43~46
0.08
0.15
0.25
0.40
0.48
30~30
90~118
中硬
160~220
80~97
24~34
0.08
0.13
0.20
孔加工的切削参数表格(精)
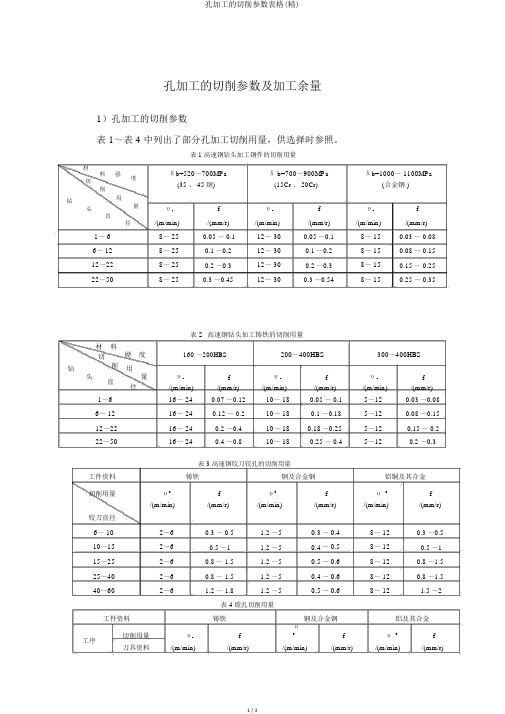
孔加工的切削参数及加工余量1)孔加工的切削参数表 1~表 4 中列出了部分孔加工切削用量,供选择时参照。
表 1 高速钢钻头加工钢件的切削用量材料强δb=520~700MPa δ b=700~900MPa δb=1000~ 1100MPa 切度(35 、 45 钢) (15Cr 、 20Cr) (合金钢 )削钻用量 f f f头υc υ c υc 直径/(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r) 1~ 6 8~ 25 0.05 ~ 0.1 12~ 30 0.05 ~0.1 8~ 15 0.03 ~ 0.08 6~ 12 8~ 25 0.1 ~0.2 12~ 30 0.1 ~0.2 8~ 15 0.08 ~ 0.15 12~22 8~ 25 0.2 ~0.3 12~ 30 0.2 ~0.3 8~ 15 0.15 ~ 0.25 22~50 8~ 25 0.3 ~0.45 12~ 30 0.3 ~0.54 8~ 15 0.25 ~ 0.35表 2 高速钢钻头加工铸铁的切削用量材料硬度160 ~200HBS 200~400HBS 300~400HBS 切钻削用量υ c f υ c f υ c f 头直径/(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r) 1~6 16~ 24 0.07 ~0.12 10~ 18 0.05 ~ 0.1 5~12 0.03 ~0.08 6~ 12 16~ 24 0.12 ~ 0.2 10~ 18 0.1 ~0.18 5~12 0.08 ~0.15 12~22 16~ 24 0.2 ~0.4 10~ 18 0.18 ~0.25 5~12 0.15 ~ 0.2 22~50 16~ 24 0.4 ~0.8 10~ 18 0.25 ~ 0.4 5~12 0.2 ~0.3表 3 高速钢铰刀铰孔的切削用量工件资料铸铁钢及合金钢铝铜及其合金切削用量υc f υc f υ c f /(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r) 铰刀直径6~ 10 2~6 0.3 ~ 0.5 1.2 ~5 0.3 ~ 0.4 8~ 12 0.3 ~0.5 10~15 2~6 0.5 ~1 1.2 ~5 0.4 ~ 0.5 8~ 12 0.5 ~1 15~25 2~6 0.8 ~ 1.5 1.2 ~5 0.5 ~ 0.6 8~ 12 0.8 ~1.5 25~40 2~6 0.8 ~ 1.5 1.2 ~5 0.4 ~ 0.6 8~ 12 0.8 ~1.5 40~60 2~6 1.2 ~ 1.8 1.2 ~5 0.5 ~ 0.6 8~ 12 1.5 ~2表 4 镗孔切削用量工件资料铸铁钢及合金钢铝及其合金工序切削用量υc fυc f υ c f刀具资料/(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r)高速钢20~2515~300.35 ~0.7100~ 150 0.5 ~ 1.5粗加工35~50 0.4 ~0.45100~ 250 合金 50~70高速钢20~35 15~50 0.15 ~0.45100~ 2000.2 ~ 0.5半精加工50~70 0.15 ~ 0.45 合金 95~135高速钢70~90D1 级<0.08 0.02 ~0.15150~ 4000.06 ~ 0.1精加工100~135合金D 级 0.12 ~0.152)孔加工的加工余量表 5 中列出在实体资料上的孔加工方式及加工余量,供选择时参照。
数控机床钻孔、攻丝切削参数
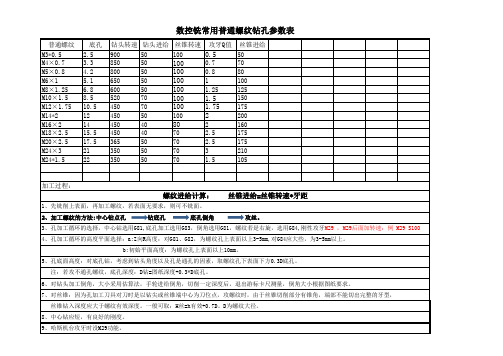
普通螺纹 M3*0.5 M4×0.7 M5×0.8 M6×1 M8×1.25 M10×1.5 M12×1.75 M14*2 M16×2 M18×2.5 M20×2.5 M24×3 M24*1.5 底孔 2.5 3.3 4.2 5.1 6.8 8.5 10.5 12 14 15.5 17.5 21 22 钻头转速 钻头进给 丝锥转速 900 850 800 650 600 520 450 450 450 450 365 350 350 50 50 50 50 50 70 70 50 40 40 50 50 50 100 攻牙Q值 丝锥进给 50 70 80 100 125 150 175 200 160 175 175 210 105
0.5
0.00
100
1.5 1.75 2
2 2.5 2.5 3 1.5
80
70 70 70 70
加工过程:
螺纹进给计算:
1、先铣削上表面,再加工螺纹,若表面无要求,则可不铣面。 2、加工螺纹的方法:中心钻点孔 钻底孔 底孔倒角
丝锥进给=丝锥转速*牙距
攻丝。
3、孔加工循环的选择,中心钻选用G81,底孔加工选用G83,倒角选用G81,螺纹若是右旋,选用G84,刚性攻牙M29 ,M29后面加转速:例 M29 S100 4、孔加工循环的高度平面选择:a:Z向R高度:对G81、G82,为螺纹孔上表面以上3-5mm,对G84应大些,为3-5mm以上。 b:初始平面高度:为螺纹孔上表面以上10mm。 5、孔底面高度:对底孔钻,考虑到钻头角度以及孔是通孔的因素,取螺纹孔下表面下方0.3D底孔。 注:若攻不通孔螺纹,底孔深度:D钻=图纸深度+0.3*D底孔。 6、对钻头加工倒角,大小采用估算法,手轮进给倒角,切削一定深度后,退出游标卡尺测量,倒角大小根据图纸要求。 7、对丝锥:因为孔加工刀具对刀时是以钻尖或丝锥端中心为刀位点,攻螺纹时,由于丝锥切削部分有锥角,端部不能切出完整的牙型, 丝锥钻入深度应大于螺纹有效深度。一般可取:H丝=h有效+0.7D。D为螺纹大径。 8、中心钻应短,有良好的刚度。 9、哈斯机台攻牙时没M29功能。
大族激光焊接机参数

大族激光焊接机参数1. 简介大族激光焊接机是一种高精度、高效率的焊接设备,采用激光技术进行焊接。
它具有快速、精确、无损、无污染等特点,广泛应用于汽车制造、航空航天、电子设备等领域。
本文将介绍大族激光焊接机的参数,包括功率、光束质量、焊接速度、焊接深度等方面的详细信息。
2. 参数说明2.1 功率大族激光焊接机的功率是指激光器输出的功率,通常用瓦特(W)表示。
功率的大小直接影响焊接速度和焊接质量。
大族激光焊接机的功率范围广泛,从几百瓦到几千瓦不等,可根据不同的焊接需求进行选择。
2.2 光束质量光束质量是指激光束的空间分布和光束的聚焦能力,通常用M²值表示。
M²值越小,代表光束质量越好,聚焦能力越强。
大族激光焊接机的光束质量优秀,M²值通常在1.1-1.3之间,能够提供高质量的焊接效果。
2.3 焊接速度焊接速度是指焊接机在单位时间内能够完成的焊接长度,通常用毫米/秒(mm/s)表示。
大族激光焊接机具有快速焊接的特点,焊接速度可根据焊接材料和焊接要求进行调节。
一般来说,焊接速度越快,生产效率越高,但也要考虑焊接质量的要求。
2.4 焊接深度焊接深度是指焊缝在焊接材料内部的深度,通常用毫米(mm)表示。
大族激光焊接机能够实现深度焊接,焊接深度可根据焊接材料和焊接要求进行调节。
激光焊接相比传统焊接方法,焊接深度更深,焊缝更牢固。
3. 应用领域大族激光焊接机具有广泛的应用领域,主要包括以下几个方面:3.1 汽车制造在汽车制造过程中,大族激光焊接机可用于车身焊接、零部件焊接等工艺。
由于激光焊接速度快、焊接质量高,能够提高汽车制造的生产效率和产品质量。
3.2 航空航天在航空航天领域,大族激光焊接机可用于航空发动机、飞机结构件等的焊接。
激光焊接具有高精度、高强度的特点,能够满足航空航天领域对焊接质量的要求。
3.3 电子设备在电子设备制造过程中,大族激光焊接机可用于电子元件的焊接,如电池片焊接、电路板焊接等。
钻头切削参数表

铸钢
500~600
——
~
~
35~38
38~40
不锈钢
——
——
~
~
25~27
27~35
耐热钢
——
——
~
~
3~6
5~8
灰铸铁
——
200
~
~
40~45
45~60
干切或乳化液
合金铸铁
——
230~350
~
~
20~40
25~45
非水溶性切削油或乳化液
——
350~400
~
~
8~20
10~25
可锻铸铁
——
118
~0.90C
175~225
88~96
17
25~35
118
合金钢
~0.25C
175~225
88~98
21
25~35
118
~0.65C
175~225
88~98
15~18
25~35
118
工具钢
196
94
18
25~35
118
灰铸铁
软
120~150
~80
43~46
30~30
90~118
中硬
160~220
进给量f/(mm/r)
切削速度V/(m/min)
切削液
d/mm
5~10
11~30
5~10
11~30
工具钢
1000
1800~1900
2300
300
500
575
~
~
<
~
钻孔参数表

3.3 4.2
5 6.7
8.5
10.2
14 17.5 20.8 26.2 31.7 37.2 42.6
12
15
17
20
25
M10× 1.25
25
M12× 1.25
30 M16×1.5
40 M20×1.5 M24×1.5
M30×1.5
1/4″ 2/8″ 1/2″ 3/4″
8.7
10.7
14.5 18.5 22.5 28.5
Ф10顶杆 孔
Ф42
9.8
Ф52
10.5
M12螺纹 底孔
Ф62
11
Ф12顶杆
11.8 孔/浇口
套孔
12
13
15
M16螺纹 底孔
Ф16顶杆
ቤተ መጻሕፍቲ ባይዱ
15.8 孔/浇口
套孔
15.875
M20螺纹
底孔
Ф19.7 浇口套孔
常用普通螺纹钻底孔用钻头直径尺寸及孔深度
常用普通螺纹钻孔参数表
普通螺纹 底孔直径 底孔深度 细螺纹
规格 Ф1 Ф1.5 Ф2 Ф2.5 Ф3 Ф3.3 Ф3.8 Ф4 Ф4.2
Ф4.8 Ф5 Ф5.5
Ф5.8 Ф6 Ф6.7 Ф6.8 Ф7 Ф7.8
可钻深度 柄部规格 备注
NC车间常用普通钻头规格表
规格 可钻深度 柄部规格 备注 规格
点浇口 Ф8
7
Ф21
点浇口 Ф8.5
点浇口/ 顶杆孔 M3螺纹 底孔 Ф3顶杆 孔 M4螺纹 底孔 Ф4顶杆 孔
Ф8.8 Ф9 Ф9.8 Ф10 Ф10.2 Ф11
M5螺纹 底孔
Ф11.8
Ф5顶杆 孔 M6螺纹 底孔
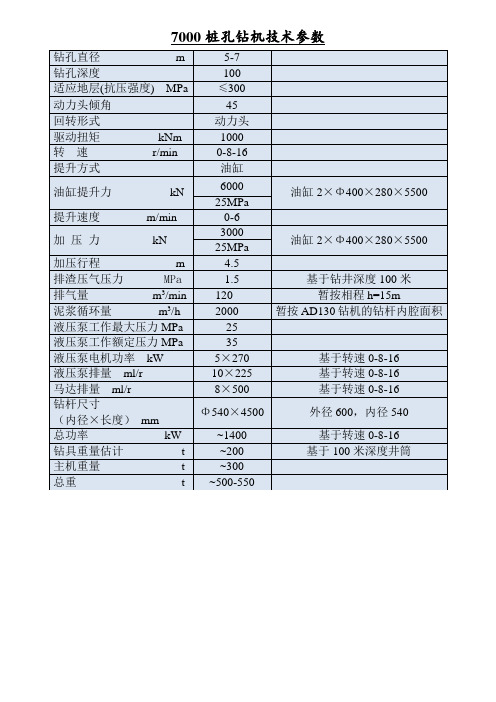
钻机主参数表及技术要求
适应地层(抗压强度) MPa ≤300 动力头倾角45 回转形式动力头驱动扭矩kNm 1000 转速r/min 0-8-16 提升方式油缸油缸提升力kN6000油缸2×Φ400×280×5500 25MPa提升速度m/min 0-6加压力kN3000油缸2×Φ400×280×5500 25MPa加压行程m 4.5排渣压气压力MPa 1.5 基于钻井深度100米排气量m3/min 120 暂按相程h=15m泥浆循环量m3/h 2000 暂按AD130钻机的钻杆内腔面积液压泵工作最大压力MPa 25液压泵工作额定压力MPa 35液压泵电机功率kW 5×270 基于转速0-8-16液压泵排量ml/r 10×225 基于转速0-8-16马达排量ml/r 8×500 基于转速0-8-16钻杆尺寸(内径×长度)mmΦ540×4500 外径600,内径540总功率kW ~1400 基于转速0-8-16钻具重量估计t ~200 基于100米深度井筒主机重量t ~300总重t ~500-550注意事项:1. 两种钻机均使用套筒夹紧器,与套筒连接后夹紧固定2. 液压泵使用康明斯柴油机直接驱动,整个泵站需与钻机机架底座连接,与钻机形成整个模块3. 同时计算空压机使用风量,进行初步选型,空压机同时配康明斯柴油机直接驱动,与钻机机架底座连接,与钻机形成整个模块,与液压站形成对称布置 4. 控制用电由工作平台上统一提供5. 工作平台由于基础根开尺寸未定(暂定为根开24m )见附件,请在平台上布置设备附件:钻头、钻杆及附件、分离器、泥浆箱、水箱等设备适应地层(抗压强度) MPa ≤200 动力头倾角 45 回转形式 动力头 驱动扭矩 kNm 450 转 速 r/min0-21 提升方式 油缸 油缸提升力 kN 3500油缸2× 25MPa 提升速度 m/min0-6 加 压 力 kN ? 油缸2× 25MPa 加压行程 m 4.5 排渣压气压力 MPa 1.3 基于钻井深度100米 排气量 m 3/min 泥浆循环量 m 3/h 液压泵工作最大压力MPa 液压泵工作额定压力MPa 液压泵电机功率 kW 基于转速液压泵排量 ml/r 基于转速 马达排量 ml/r 基于转速 钻杆尺寸(内径×长度) mmΦ 总功率 kW ~ 基于转速钻具重量估计 t ~ 基于100米深度井筒 主机重量 t ~88? 总重 t ~。