支架冲压工艺设计
支架弯曲级进模设计(冲压课程设计说明书)
目录1序言 (1)2工艺设计 (2)2.1工艺性分析 (2)2.2冲压工艺方案的分析与制定 (2)2.3工艺计算 (3)2.3.1弯曲件展开尺寸的计算 (3)2.3.2冲压工艺力的计算 (4)2.4排样设计及材料利用率 (5)3 模具的结构形式及工作零件设计 (6)3.1模具总体结构形式 (6)3.2弯曲工作零件的设计 (6)3.2.1凸模与凹模的圆角半径、凹模深度和间隙 (6)3.2.2弯曲凸模和凹模的刃口尺寸 (7)3.2.3弯曲凸模和凹模结构设计 (7)3.3冲裁工作零件的设计 (8)3.3.1冲裁凸模和凹模的刃口尺寸 (8)3.3.2冲裁凸模和凹模的结构设计 (9)3.4模具其他零件的设计 (11)3.4.1 模架的选择 (11)3.4.2凸模固定板 (11)3.4.3凸模垫板 (11)3.4.4冲孔凹模固定板 (12)3.4.5定位装置的设计 (12)3.4.6卸料板 (12)3.4.7紧固件及其它零件的选用 (13)3.4.8 弹性元件的选用 (13)4 冲压设备的选择和校核 (15)5模具工作过程 (16)6 设计总结 (17)参考文献 (18)1序言模具做为高效率的生产工具的一种,是工业生产中使用极为广泛与重要的工艺装备。
采用模具生产制品和零件,具有生产效率高,可实现高速大批量的生产;节约原材料,实现无切屑加工;产品质量稳定,具有良好的互换性;操作简单,对操作人员没有很高的技术要求;利用模具批量生产的零件加工费用低;所加工出的零件与制件可以一次成形,不需进行再加工;能制造出其它加工工艺方法难以加工、形状比较复杂的零件制品;容易实现生产的自动化的特点。
设计出正确合理的模具不仅能够提高产品质量、生产率、具使用寿命,还可以提高产品经济效益。
在进行模具设计时,必须清楚零件的加工工艺,设计出的零件要能加工、易加工。
充分了解模具各部件作用是设计者进行模具设计的前提,新的设计思路必然带来新的模具结构。
支架连接板的模具设计(冲压模设计实例).doc
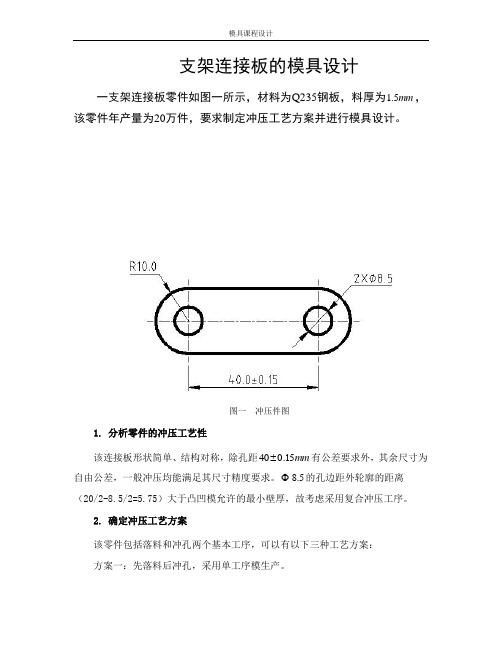
支架连接板的模具设计一支架连接板零件如图一所示,材料为Q235钢板,料厚为1.5mm,该零件年产量为20万件,要求制定冲压工艺方案并进行模具设计。
图一冲压件图1.分析零件的冲压工艺性该连接板形状简单、结构对称,除孔距mm40±0.15有公差要求外,其余尺寸为自由公差,一般冲压均能满足其尺寸精度要求。
Φ8.5的孔边距外轮廓的距离(20/2-8.5/2=5.75)大于凸凹模允许的最小壁厚,故考虑采用复合冲压工序。
2.确定冲压工艺方案该零件包括落料和冲孔两个基本工序,可以有以下三种工艺方案:方案一:先落料后冲孔,采用单工序模生产。
方案二:落料一冲孔复合冲压,采用复合模生产。
方案三:冲孔一落料级进冲压,采用级进模生产。
上述三个方案中,方案一模具结构简单,需要两副模具,生产率较低,难以满足该零件的年产量。
方案二需要一副模具,冲压件的形状精度和尺寸精度易于保证,且生产效率高,模具结构较方案一复杂,但由于零件的几何形状简单对称,模具制造并不困难。
方案三需要一副模具,生产率高,但冲制的制件精度较复合模冲制的制件精度低。
在级进模中为给条料定位需要设置导正销,故其模具结构较复合模复杂。
通过上述方案分析、比较,宜采用方案二。
3.工艺计算1)排样设计该零件采用直排式排样形式如图二所示,搭边值为2mm和1.5mm,可算出送料进距为21.5mm,材料宽度为64mm,查出剪板机剪料的精度并标注于图中。
图二 排样图一个步距内的材料利用率:2208.510402022100%100%72.7%21.564A A ππη⎛⎫⨯+⨯-⨯⨯ ⎪⎝⎭=⨯=⨯=⨯2) 凸、凹模工作部分尺寸计算由文献1中的表2-2可查得凸、凹模间隙分别为:min 0.13Z =,max 0.17Z =又有文献1表2-4可查得max min 0.050.04p d Z Z δδ+=>-=采用分别加工法制造模具。
凸模制造精度p δ和凹模制造精度d δ分别取:max min 0.4()0.40.040.016p Z Z δ=⨯-=⨯=max min 0.6()0.60.040.024d Z Z δ=⨯-=⨯=确定凸、凹模工作部分尺寸:落料:先计算凹模尺寸d D ,再计算凸模尺寸p D 。
支架零件冲压工艺及模具设计
课程设计说明书起止日期:2011 年12 月19 日至2011 年12 月30 日支架零件冲压工艺及模具设计2011 年 12 月目录第1章冲裁件的工艺分析 (3)第2章冲裁工艺方案的确定 (3)第3章级进模的总体设计 (4)3.1 定距方式 (4)3.2 操作方式 (4)3.3 卸料方式 (4)3.4 出料方式 (5)3.5 送料方式 (5)第4章模具设计计算 (5)4.1 排样、条料宽度、导料板宽度、步距、材料利用率的计算 (5)4.1.1 条料宽度的计算 (5)4.1.2 条料宽度的计算 (5)4.1.3 导料板导料宽度的计算 (6)4.1.4 步距的确定 (6)4.1.5 材料利用率的计算 (7)4.2 冲压力的计算 (7)4.2.1 冲裁力和弯曲力的计算 (8)4.2.2 卸料力和顶件力的计算 (8)4.3 压力中心的确定 (9)4.4 冲模刃口尺寸计算 (9)第5章主要零部件设计 (11)5.1 工作零部件的设计 (11)5.2 其他零件的设计 (13)第6章校核模具闭合高度 (15)6.1模具闭合高度 (15)6.2模具闭合高度的校核 (15)1第7章模具总体结构 (16)第8章弯曲模设计 (16)设计结论 (20)参考文献 (21)致谢 (22)2第一章冲裁件的工艺分析本次设计冲压工件如下图:由上图分析知:材料为A3铁,材料性能相当于Q235-A,Q235-A钢为优质碳素结构钢,具有良好的塑性性、焊接性以及压力加工性,主要用于制作冲击件、紧固件,如垫片、垫圈等,适合冲裁加工。
工件结构形状相对较为复杂,有2个弯曲,中间有一个没有闭合方孔,孔与边缘之间的距离满足要求,料厚为1.2mm满足许用壁厚要求(孔与孔之间、孔与边缘之间的壁厚),可以冲裁加工。
根据零件图得知此零件为未注公差,工件要求不高,尺寸精度要求较低,采用IT14级精度,普通冲裁完全可以满足要求。
根据以上分析:该零件冲裁工艺性较好,综合评比适宜冲裁加工。
支架冲压工艺与模具设计探讨
支架冲压工艺与模具设计探讨摘要:支架是我国现今硬件生产企业的一个重点工作内容,根据低成本、高效率、简化模具结构的理念,在本文中,将就支架冲压工艺与模具设计进行一定的研究与探讨。
关键词:支架冲压工艺;模具设计;探讨研究1 工艺施工要求与特点本工程为一个打火装置支架,厚度为0.5mm,材料为Cr13,该支架展开图如图1所示:由图1可知,该零件具有较为复杂的形状特征,但由于其功能为打火装置,在具体精度方面则没有很高的要求。
对于该零件的成型来说,主要有冲裁以及弯曲这两大环节。
同时,我们也可以看到,该支架在外形轮廓方面也具有着较为复杂的特征,不仅不对称,且在很多地方都具有圆角过渡,在上图A位置,具有一个窄槽,其宽度为1mm,且支架外形边缘同B位置也之间的距离也仅仅为1mm。
从冲裁方面看来,该零件在冲压性方面也不是很好,对此,对该施工支架进行施工的难点就是如何以良好冲裁技术的应用对其形状进行展开。
而在弯曲方面,同冲裁相比则要稍微简单,仅仅从几个不同的方向对其进行弯曲即可。
2 冲压方案确定从该支架尺寸精度以及形状成型方面看来,该零件的成型可以通过多工位级进模或几副单工序模进行实现,而在对该支架模具制作条件、批量生产情况、制作成本、冲压设备的选择等众多因素进行全面考虑之后,决定由2副模具完成该支架的生产,其中:一副负责支架形状的展开、一副负责成形。
一般来说,根据本零件特点,有两种不同的方案可供我们选择:第一种方案以连续模方式进行,首先在零件上进行冲孔,之后再对其异型孔以及窄槽位置对废料进行切除,最后在对总体落料进行实现;而在第二种方案中,则可以通过复合模的应用一次冲裁成形。
对于第一种方案来说,其在质量方面能够较好的满足我们的施工要求,但因为施工步骤相对较多,就会使模具的制作成本、制作难度随之增大;而对于第二种方案来说,虽然以复合模方式进行没有连续模所存在的定位误差,且在外形尺寸方面也不大,但由于该支架在A、B两个位置具有1mm的窄槽以及孔边距,就使我们在对模具进行制造时需要对模具所经受的强度问题进行一定的考虑,而这也将会使该模具制作所具有的复杂程度得到提升,且模具在使用寿命方面也会受到一定的影响。
后悬置左支架的冲压工艺及模具设计有图纸
摘要全文对后悬置左支架的冲压工艺及模具设计进行了具体的论证设计。
通过工艺分析确定需要三套模具,分别是落料冲孔复合模、第一次弯曲成型模以及第二次弯曲成型模。
根据工艺分析与确定,第一套模具先进行落料冲孔,相应的设计出落料冲孔复合模具。
从产品零件图看出只有3个圆孔能在落料时冲出。
产品零件外形尺寸较大,所以设计的模具也较大,而且复杂。
冲小孔的凸模需要进行强度校核。
工件的第二道工序是弯曲成型,由于产品展开后是不规则形状,所以在展开的时候我们要用特殊的软件来进行模拟展开,展开后的尺寸用于毛坯的选材;本道工序需要完成两个部分的弯曲,均为V型弯曲,弯曲圆角均为R100;在设计顶出器的时候为了保证一些零件表面的加工精度,我们要把顶出器一些尺寸与零件做配合,顶出时不至于使零件变形。
第三套模具是弯曲成型模具,本次弯曲是在第一次弯曲的基础上进行二次弯曲,其形式为90度的U型弯曲。
需注意设计模具时不能损坏第一次弯曲;为了保证弯曲顺利完成,凸凹模要就合理的间隙,采用顶出器将制件定出。
关键词:落料冲孔;弯曲;三套Title:After the mounting bracket leftAbstractThe full text has carried on the concrete proof design after the suspension left support's ramming craft and the mold design. Needs three sets of molds through the process study determination, respectively is falls the material punch holes superposable die, first time to become the mold curving as well as second time becomes the mold curving.According to the process study and the determination, the first set of mold carries on first falls the material punch holes, the corresponding design becomes the material punch holes compound mold. Sees only then 3 round holes from the product detail drawing to be able on to fall time the material runs out. The product components external dimensions are big, therefore the design mold is also big, moreover is complex. Flushes the eyelet the plunger to need to carry on the intensity examinationThe work piece second working procedure is the brake forming, because after the product launches, is the anomalous shape, therefore in time we who launches must use the special software to carry on the simulation to launch, after launching the size uses in the semifinished materials the selection; This working procedure needs to complete two partial curve, is V is curving, the curving fillet is R100; In designs knockout's time to guarantee that some components surface the working accuracy, we must do knockout some sizes and the components the coordination, goes against when as for does not cause the components distortionThe third set of mold is the brake forming mold, this time curving is carries on two times in the first curving foundation the curve, its form is 90 degree U is curving. Must pay attention to when the design mold cannot damage the first curve; In order to guarantee that curving completes smoothly, the raised lower die must on the reasonable gap, use the knockout to decide on the workpiece.Key word: Falls the material punch holes; Curving; Three sets目录摘要 (I)1.绪论 (1)1.1我国模具技术的发展趋势 (1)1.1.1 模具产品发展将大型化精密化 (1)1.1.2 多功能复合模具将进一步发展 (1)1.1.3 快速经济模具的前景十分广阔 (1)1.1.4 模具标准件的应用将日渐广泛 (2)1.1.5 模具使用优质材料及应用先进的表面处理技术将进一步受重视 (2)1.1.6 在模具设计制造中将全面推广CAD/CAM/CAE技术 (2)1.1.7 模具高速扫描及数字化系统将发挥更大的作用 (3)1.2由于本次设计为冲压模具设计在此要特别列出冲模的发展方向: (3)1.2.1 成形工艺与理论的研究 (3)1.2.2 冲压加工自动化与柔性化 (4)1.2.3 为了满足制件更新换代快和生产批量小的发展趋势 (4)1.2.4 不断改进板料性能,以提高其成形能力和使用效果 (4)2. 冲压成型工艺 (5)2.1冲压件工艺分析 (5)2.2确定冲压工序: (5)2.3确定工艺方案: (6)2.4在满足上述要求,既制定生产方案 (6)3 毛坯尺寸的计算 (8)3.1排样设计 (8)3.2排样的方法 (8)3.3板料排样设计 (9)3.3.1 搭边 (9)3.3.2 条料宽度 (9)4 冲裁模工艺计算 (11)4.1冲裁力的计算 (11)4.2压力中心的计算 (12)4.3冲压设备的选用 (13)4.4凸凹模刃口尺寸计算 (14)4.5凸模、凹模、凸凹模的结构设计 (16)5. 弯曲工艺计算 (21)5.1Z型弯曲模的相关计算及模具设计 (21)5.2压弯成型模的相关计算及模具设计 (26)6. 设计校核 (30)6.1凸模强度的校核 (30)6.2螺栓强度校核 (30)6.3压力机装模高度的校核 (31)7. 毕业设计总结 (32)参考文献 (32)1.绪论作为一个即将毕业的模具专业学生来说,4年专业知识的学习,为以后从事模具设计打下很好的基础,同时在校时了解模具行业的发展方向也是很有必要的,它有助于我们把握自己的学习方向,不断提高自己的专业素养.1.1 我国模具技术的发展趋势当前,我国工业生产的特点是产品品种多、更新快和市场竞争激烈。
支架零件冲压工艺及模具设计
冲压课程设计班级: 09机制1班学号: 09530027 姓名: 任星星指导老师: 王睿目录第1章冲裁件的工艺分析 (3)第2章冲裁工艺方案的确定 (3)第3章级进模的总体设计 (4)3.1 定距方式 (4)3.2 操作方式 (4)3.3 卸料方式 (4)3.4 出料方式 (5)3.5 送料方式 (5)第4章模具设计计算 (5)4.1 排样、条料宽度、导料板宽度、步距、材料利用率的计算 (5)4.1.1 条料宽度的计算 (5)4.1.2 条料宽度的计算 (5)4.1.3 导料板导料宽度的计算 (6)4.1.4 步距的确定 (6)4.1.5 材料利用率的计算 (7)4.2 冲压力的计算 (7)4.2.1 冲裁力和弯曲力的计算 (8)4.2.2 卸料力和顶件力的计算 (8)4.3 压力中心的确定 (9)4.4 冲模刃口尺寸计算 (9)第5章主要零部件设计 (11)5.1 工作零部件的设计 (11)5.2 其他零件的设计 (13)第6章校核模具闭合高度 (15)6.1模具闭合高度 (15)6.2模具闭合高度的校核 (15)第7章模具总体结构 (16)第8章弯曲模设计 (16)设计结论 (20)参考文献 (21)致谢 (22)第一章冲裁件的工艺分析本次设计冲压工件如下图:由上图分析知:材料为A3铁,材料性能相当于Q235-A,Q235-A钢为优质碳素结构钢,具有良好的塑性性、焊接性以及压力加工性,主要用于制作冲击件、紧固件,如垫片、垫圈等,适合冲裁加工。
工件结构形状相对较为复杂,有2个弯曲,中间有一个没有闭合方孔,孔与边缘之间的距离满足要求,料厚为1.2mm满足许用壁厚要求(孔与孔之间、孔与边缘之间的壁厚),可以冲裁加工。
根据零件图得知此零件为未注公差,工件要求不高,尺寸精度要求较低,采用IT14级精度,普通冲裁完全可以满足要求。
根据以上分析:该零件冲裁工艺性较好,综合评比适宜冲裁加工。
第2章冲裁工艺方案的确定2.1 工艺方案的类型方案一:单工序模生产, 先落料,再弯曲开口部分,后弯曲另一部分。
支架冲压工艺与模具设计毕业论文
目录引言 (3)1工艺分析和工艺方案确定............................................................................................. 51。
1冲压模的分类和结构型式ﻩ51.2冲模设计的步骤和内容ﻩ61.3设计任务ﻩ71.4工艺性分析ﻩ81.5工艺方案的分析和确定 (9)121。
6模具类型的选择ﻩ2级进模总体结构设计 (13)2。
1级进模总体结构方案 (13)2。
2排样设计 (13)2。
3冲裁力和压力中心计算 ................................................................................................ 16 2。
4压力机选择 .. (18)12.5刃口尺寸的计算ﻩ93 弯曲模总体结构设计.................................................................................................... 313.1模具总体方案设计ﻩ313。
2弯曲力计算ﻩ313.3弯曲模刃口尺寸计算 .................................................................................................... 313.4模具零件的结构分析 (33)4 级进模零件设计ﻩ34344。
1工作零件的结构设计ﻩ4。
2导向零件和紧固件的选择 (35)4。
3选择坚固件及定位零件 (36)4。
4出件和卸料方式的选择 (37)4。
5模架类型的选择 ............................................................................................................ 374。
计算机主板支架的冲压工艺及模具设计论文-毕设论文
1前言1.1冲压模具的工业背景冲压成形是一种先进的金属加工方法,也是一种十分重要的加工方法,模具是冲压成形中重要的装备。
将冲压成形与切削加工比较,发现其生产效率高,材料利用率高等优点,并且这种加工方法十分适合于大批量生产[1]。
近年来,冲压模具行业在工业领域有较大的发展,它无论在数量上还是在质量上都有了较大的突破。
在我国冲压模具行业的发展也越来越受到重视,国家给予了大量的资金用于研究冲压模具,现在我国的模具行业也有了很大的进步,并且得到了广泛的应用,例如在汽车、航空、家用电器、仪器仪表等领域。
许多工业较发达国家不仅对模具的制造技术很重视,而且对模具的CAE技术也非常重视,这些发达国家在早期就对该技术进行了大量的研究,同时也取得了较大的进展。
国内在冲压成形模拟分析方面起步比较晚,所做的研究也远远不够。
随着经济的发展,技术的提高,以及CAM技术的广泛应用,国内模具行业对模具CAE的需求也越来越迫切[1]。
也正是因为它有很大的开发前景,所以这几年该行业吸引了国内众多学者来研究。
我国冲压技术与先进工业发达国家相比还相当落后,主要原因是我国在冲压基础理论及成形工艺、模具标准化、模具设计、模具制造工艺以及设备等方面都有一定差距[2]。
另外,国内的冲压模具在工艺分析计算方面也与国外有一定的差距。
国外有相当一部分模具企业对零件进行计算机模拟试验,他们采用的方法正是有限变形的弹塑性有限元法,通过分析零件的应力应变关系,从而预测某一工艺方案的可行性和可能会产生的问题,分析出的结果会显示在图形终端上,这样有助于设计人员进行选择和修改。
这种方法如果被广泛应用,不仅可以节省昂贵的模具试制费用,缩短产品试制周期,而且可以建立符合生产实际的先进设计方法。
1.2研究冲压模具的意义近年来,模具行业的发展越来越受到人们的重视,因为人们认识到模具产业有很强的带动作用。
随着国门的敞开,与国际接轨的脚步不断加快,巨大的市场需求推动模具工业的更快的发展,冲压生产以其生产率高,材料利用率高,生产的制件精度高,复杂程度高,一致性高等一系列优点,在批量生产中得到了广泛的应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
龙源期刊网 http://www.qikan.com.cn
支架冲压工艺设计
作者:王志强 张玉杰
来源:《科技创新与应用》2013年第27期
摘 要:本文以支架-连接管(1203073-317)的冲压工艺编排为例,在充分提高材料利用率
的同时,阐述了冲压工序顺序的编排对冲压零件质量的稳定性的影响。
关键词:支架;冲压工艺;设计
下面结合设计过程谈一谈工艺设计的几个主要环节。
图1
1 工艺分析
进行工艺设计首先要作好工艺分析,所谓工艺分析就是根据设计部门提出的产品的规格、
质量、公差等参数,确定该产品加工的技术要求。如图1所示的零件为支架-连接管(1203073-
317),它的材料为汽车大梁用热轧钢板(16MnL)厚度6.0它是连接发动机与排气管的重要
部件,由于它所连接的两个件刚性都非常大,且支架本身刚性也很大,这就要求装配时零件尺
寸要求很精,并且该零件空间尺寸有位置度要求,这就增加了该零件的制造难度。
2 确定工艺方案
通过对产品图的详细研究,作为工艺设计人员要熟知本单位的设备、人员技术素质、模夹
具制造能力等基本状况,还要兼顾材料、能源、工时等成本原因,也要涉及组织生产方便、操
作安全等问题,制定切实可行的方案,为此我们考虑如下的最佳方案。
方案:将零件分成两次冲孔(先冲3-?准9孔后冲2-?准11孔)
工序流程图:
方案分析:该方案的优点是能很好保证图纸要求的孔的位置度要求。缺点是增加了工装数
量即增加了工序,增加了操作人员和多耗费能源等,使成本增加。同时我们还要考虑此方案的
时候,有两道压弯工序,如果先压第1处弯(如图2),后压第2处弯,那在所需模具的闭合
高度就要比先压第2处后压第1处大,并且制造成本也要略高。为了很好满足工艺要求,保证
产品质量,并降低制造成本,确定采用先压第2处后压第1处这个工艺方案。
图2 图3 图4 图5
3 实施工艺设计
龙源期刊网 http://www.qikan.com.cn
为了合理利用现有设备,保证产品质量,使每一阶段都处于最佳监控状态最终产出合格
品,需进行以下计算:
各序设备的确定:
(1)料冲孔工序(工序一)计算和设备的确定:
P1=LSбb P2=πdSбb P=P1+P2
P-总冲裁力(Kg);P1-任意外形的冲裁力(Kg);L-周长(mm);S-料厚(mm);бb-
抗拉强度(Kg/mm2);P2-圆形的冲裁力(Kg);d-直径(mm)
∵ L=1130 S=6 бb=62 d=9(3个孔)
∴ P1=LSбb=1130×6×62=420360 Kg=420.36吨
3P2=3πdSбb=3×3.14×9×6×62=31538.16 Kg=31.53816吨
2P3=2πd2Sбb=2×3.14×11×6×62=25697.76 Kg=25.69776吨
即 P=P1+3P2=420.36+31.53816=451.89816吨
根据设备负荷情况,落料凹模采用波浪刃口,冲裁力最小减少总冲裁力的40%,故落料冲
孔工序采用400吨冲床较为合适。最后经过精确计算,画出零件展开图。(如图3)
(2)弯工序(工序二)计算和设备的确定:
最大压弯力P1=BS2бb÷(R+S) 矫正力P2=Fg
P-总压弯力(Kg);B-料宽(mm);S-料厚(mm);бb-抗拉强度(Kg/mm2);R-内压
弯半径(mm);F-凸模矫正面积(mm2);g-矫正单位压力(Kg/mm2)
∵第2序压弯 B=101.8 S=6 бb=62 F=13466 g=4 R=7
P1=BS2бb÷(R+S)=101.8×62×62÷(7+6)=17478kg=17.478吨
P2=Fg=13466×4=53864kg=53.864吨
∴P=P1+P2=17.478+53.864=71.342吨
经过计算P=71.342吨,可采用160吨冲床,但由于受冲床台面限制,最终还是选用250
吨冲床。(如图4)
龙源期刊网 http://www.qikan.com.cn
(3)压弯工序(工序三)计算和设备的确定:
∵第3序压弯 B=204.9 S=6 бb=62 F=14892 g=4 R=7
P1=BS2бb÷(R+S)=204.9×62×62÷(7+6)=35179kg=35.179吨
P2=Fg=14892×4=59568kg=59.568吨
∴P=P1+P2=35.179+59.568=94.747吨
经过计算P=94.747吨,可采用160吨压床,但由于受冲床台面限制,最终还是选用250
吨冲床。(如图5)
(4)孔工序(工序四)计算和设备的确定:
利用第一序公式 ∵ S=6 бb=62 d=11(2个孔)
∴ P1=LSбb=3.14×11×2×6×62=13592 Kg=13.592吨
经过计算,冲孔力不大,但是限于模具闭合高度以及现有冲床的负荷,最终选用400吨冲
床。
在布置材料时,用6×1500×4000规格钢板剪切成395宽的条料,经考虑如果零件直排列每
条出6件,如果零件交错排列每条出8件,所以比较一下还是采用斜向交错排列每条就会多出
2件,有利于材料充分利用使材料消耗定额降低使零件成本降低。(如图6)
4 工艺结论
经模具调试、验证了冲压工艺的合理性;通过零件在主机厂的试装,与其他零件配合良
好,完全满足图纸和装车的需要,这也充分验证了本次冲压工艺编排的合理性。
参考文献
[1]模具设计手册[Z].
[2]模具标准手册[Z].
[3]公差与配合标准[S].