集装箱式起重机大型上配重的生产技术
大型货车起重机加工工艺流程介绍

大型货车起重机加工工艺流程大型货车起重机的制造过程主要分为五个环节,第一环:材料的申购;第二环节:下料环节;第三环节:过程制造;第四环节:装配;第五环节:调试试验。
第一环节:材料申购技术资料准备:1、原辅材料目录清单2、产品图纸的完整性确认要因控制:控制的依据是产品图纸和原辅材料目录清单1、落实仓库板材及型材的储备情况,保证投料的顺利进行。
实际上,此项内容是必须提前做的,目前的主要手段是:由仓库保证安全库存。
2.落实其他外购件的申购:如液压件、油缸、回转马达、回转支撑、回转接头、高强螺栓等是否满足本生产批次的需要。
掌握外购件回厂的日期。
此两项内容一般应在生产任务单下达后的一个工作日内完成。
第二环节:下料环节包括数控下料、半自动下料、型材下料、板料调平、折弯。
技术资料准备:数控下料清单、型材下料清单、折弯件清单、焊前机加工清单、装配件机加工清单、折弯件清单;各项清单所对应的工艺图纸。
要因控制:控制的依据是本工序的工艺清单及工艺图纸。
1.工序执行的完整性,及时性。
下料是否下够,折弯件是否齐备,工件标示是否一目了然等。
2.工序产品的质量情况本工序的产品有否不合格品、报废品等异常品。
如有异常品根据质检或技术意见及时纠错补充;或者主动找质检部门和技术部门了解。
3.工序半成品的及时分流,并掌握工件分流去向。
①、下好的板料分流至拼装、调平、折弯等下道工序②、型材分流至机加工的焊前加工、装配件加工等。
4.强调员工的质量意识,重视自检、首检,避免批量性出错。
观点:员工按部就班稳打稳扎的工作效果总体上远远比盲目抢进度,事后返工要好得多,在好和快不可兼得时,先好后快。
急应该急在工作的部署上,安排上,避免仓惶应战。
第三环节:过程制造主要是结构件铆焊、机加工、喷砂、油漆等工序技术资料的确认:结构件图,机加工图,结构件清单明细要因控制:结构件的构成和工艺步骤,熟悉支腿、底座、中柱、转臂、基本臂、伸缩臂的结构构成和工艺步骤及其它通用附件(油箱、附加腿、座椅。
科技成果——集装箱门式起重机起升配重节能装置应用
科技成果——集装箱门式起重机起升配重节能装置应用成果简介在港口吊具和上架(以下简称吊具)升降系统上加装配重平衡装置。
通过配重及其控制系统实现起升或下降时吊具及其上架的位能与平衡块之间位能互相转换,使得集装箱门式起重机起升时的实际起重量等于总起重量减去平衡块重量。
如以平衡块重量为8t来算,按照吊具及其上架重量为10.5t计,以额定起重量为40t的集装箱门式起重机为例,加装起升配重节能装置后实际起重量从加装前的50.5t降低为42.5t,是加装起升配重节能装置前实际起重量的84%。
发动机-发电机组的功率主要是依据起升机构的最大载荷需求来设计配置的,加装起升配重节能装置后起升系统消耗的功率可以减少约16%,达到明显的节能效果。
适用范围该技术适用于各类集装箱码头关键技术(1)集装箱门式起重机三大机构能耗分析集装箱门式起重机的作业能耗主要有起升,大车,小车三大机构产生,集装箱门式起重机的作业主要由起升机构完成,能耗也主要是由起升机构消耗。
假设能耗与载荷重量成线性关系,起升机构消耗占比为75%,因此减少起升机构载荷,就能降低集装箱门式起重机能源消耗,达到节能效果。
(2)配重节能原理集装箱门式起重机的配重节能装置是在吊具和上架(以下简称吊具)加装配重平衡装置。
①集装箱门式起重机加装了起升配重节能装置以后,能实现起升时吊具位能与平衡块位能互相转换,使得集装箱门式起重机空载起升时的实际起重量等于吊具重量减去平衡块重量。
按照吊具与吊架重量为10.5t,平衡块重量为8t来计算,集装箱门式起重机空载起升时的实际重量为2.5t。
以额定起重量为40t的集装箱门式起重机来计算,加装起升配重节能装置后实际起重量为42.5t,是加装起升配重节能装置前实际起重量50.5t的84%。
②集装箱门式起重机起升配重节能装置不受集装箱门式起重机动力源类型的影响,它是一套柔性连接的机械系统,只要集装箱门式起重机起升机构运行,它就能起到预期的节能效果,不仅可应用于各种供电模式的集装箱门式起重机,也可推广应用于其它起重机械节能领域。
集装箱正面吊运起重机

底盘通常由驱动轮、转 向轮、支腿等部件组成。
驱动轮提供动力,使起 重机在平坦的地面上移
动。
转向轮控制起重机的转向, 使起重机能够在狭小的空
间内灵活移动。
支腿用于支撑起重机, 确保起重机在移动过程
中保持稳定。
操作注意事项
安全操作规程
操作前检查:检查设备是否完好, 确保安全装置正常工作
操作中遵守规定:按照操作规程 进行操作,避免违规操作
05
定期检查设备液 压系统,确保其
正常工作
06
定期检查设备安 全装置,确保其
安全可靠
常见故障及处理
01 吊具无法正常工作:检查吊 具是否损坏,及时更换或维 修
02 起重机无法正常启动:检查 电源是否正常,启动按钮是 否损坏
03 起重机运行过程中出现异常 噪音:检查起重机内部部件 是否损坏,及时更换或维修
集装箱正面吊运起 重机
演讲人
目录
01. 结构组成 02. 工作原理 03. 操作注意事项
结构组成
吊具
吊具类型:根据起重 机类型和吊运货物的 不同,吊具有多种类
型,如吊钩、电磁吸 1
盘、抓斗等。
吊具维护:定期对
4
吊具进行检查和维
护,确保其安全可
靠。
吊具材料:吊具通常
采用高强度钢制造,
2
具有较高的抗拉强度
保持安全距离:与设备保持安全 距离,避免碰撞和挤压
定期检查维护:定期对设备进行 检查和维护,确保设备安全可靠
设备维护保养
01
定期检查设备各 部件,确保其正
常工作
02
定期更换润滑油, 保持设备润滑良
好
03
定期清洁设备, 保持设备清洁, 防止灰尘和杂物
超大吨位履带起重机配重平台及配重摆放技术

产品结构PRODUCTS & STRUCTURE72建筑机械 2016.7超大吨位履带起重机配重平台及配重摆放技术韩 雷,孙 丽,林 华,周玉龙(徐工机械建设机械分公司,江苏 徐州 221004)[摘要]为解决超大吨位履带起重机配重平台自重过大、运输尺寸超限问题,并满足其超起配重数量多的安装需求,采用模块化设计,在配重平台主承重梁两侧设置装配式托架,托架下方设置装配式托盘,将配重采用多堆组合的摆放方式。
结果使超起配重高度降低、安装安全方便,整机重心低、回转及行走稳定,对整机冲击较小。
[关键词]超大吨位履带起重机;配重平台;配重托架;配重摆放[中图分类号]TH213.7 [文献标识码]B [文章编号]1001-554X (2016)07-0072-03Counterweight platform and counterweight arrangement technology ofsuper -tonnage crawler craneHAN Lei ,SUN Li ,LIN Hua ,ZHOU Yu -long1 现有履带起重机配重平台及配重摆放 方式现有超大型履带起重机的配重平台采用如图1所示整体式横梁结构,配重横梁为一整体,超起配重直接摆放在配重横梁上,并通过定位块定位。
这种结构形式的配重横梁结构和自重过大,不能保证运输界限尺寸,不适应现有加工设备的加工能力;同时由于超大吨位履带起重机所需超起配重数量巨大,摆放后高度较大、重心高,导致履带起重机工作时整机稳定性较差,存在较大安全隐患。
DOI:10.14189/ki.cm1981.2016.07.008[收稿日期]2016-03-23[基金项目]国家863计划课题,千吨级超大履带起重机关键技术研究及应用(2012AA041804)[通讯地址]韩雷,江苏省徐州市经济开发区桃山路19号徐工机械建设机械分公司履带起重机研究所a 外形图 上盖板主结构b 内部结构图1 整体式配重平台结构示意图2 组合式配重平台及配重摆放技术本文采用模块化设计思想,以主承重梁为主体,通过动力销铰接方式在主承重梁宽度方向上设置装配式配重托架,并在配置托架下方通过动力销铰接方式设置装配式配重托盘,减小了配重单件的运输尺寸和重量,解决了超大吨位履带起重机转场运输的问题。
集装箱式起重机大型上配重的生产技术

集装箱式起重机大型上配重的生产技术
郝磊
【期刊名称】《中国铸造装备与技术》
【年(卷),期】2013(000)001
【摘要】本文从造型、熔炼等方面介绍了使用V法铸造生产KALMAR起重机12.7t上配重的生产工艺.
【总页数】4页(P41-44)
【作者】郝磊
【作者单位】山西华翔集团有限公司,山西临汾041000
【正文语种】中文
【中图分类】TG231.1
【相关文献】
1.超大吨位履带起重机配重平台及配重摆放技术 [J], 韩雷;孙丽;林华;周玉龙
2.大型起重机配重承载平台的结构设计 [J], 郑伟;周在磊;曾礼;周奇才
3.轮胎集装箱式龙门起重机结构强度分析 [J], 陈德林
4.从一起固定式起重机事故论起重机械配重检验问题 [J], 朱利阳; 吴谦; 王济鸿
5.岸边集装箱式起重机啃轨成因分析及解决对策研究 [J], 孙家樑
因版权原因,仅展示原文概要,查看原文内容请购买。
黑龙江省安全员C证证考试题库(含答案)
黑龙江省安全员C证证考试题库(含答案)1、【多选题】《建设工程安全生产管理条例》中涉及施工企业的安全生产制度有()以及产安全事故应急救援制度等(ABCDE)A、安全生产责任制度B、安全生产教育培训制度C、专项施工方案专家论证审查制度D、施工现场消防安全责任制度E、意外伤害保险制度2、【多选题】下列哪些属于指令标志的()。
(ABD)A、必须戴安全帽B、必须穿防护鞋C、禁止触摸D、必须戴防毒面具E、禁止跳下3、【多选题】下面是关于夏季施工的阐述,正确的是()(ABCD)A、宿舍应保持通风、干燥,有防蚊蝇措施B、炎热地区应有降温防暑措施,防止中暑C、加强饮食卫生管理,防止食物中毒D、应提供符合卫生标准的饮用水,避免多人共用一个饮水器皿E、当温度低于-20℃时,严禁对低合金钢筋进行冷弯4、【多选题】专家论证会后,应当形成论证报告,对专项施工方案提出()的一致意见(ABC)A、通过B、修改后通过C、不通过D、重新论证E、以上都不对5、【多选题】五芯电缆必须包含()两种颜色绝缘芯线(CD)A、淡红B、淡黄C、淡蓝D、绿/黄E、绿/红6、【多选题】位于防渗范围内的施工缝都需有止水设施,止水包括()(BD)A、交叉止水B、水平止水C、倾斜止水D、垂直止水E、封闭止水7、【多选题】依照《建筑施工安全生产标准化考评暂行办法》(建质〔2014〕111号),建筑施工安全生产标准化考评包括()(CD)A、建筑施工班组安全生产标准化考评B、建筑施工个人安全生产标准化考评C、建筑施工项目安全生产标准化考评D、建筑施工企业安全生产标准化考评E、建筑施工地区安全生产标准化考评8、【多选题】出租单位在建筑起重机械首次出租前,自购建筑起重机械的使用单位在建筑起重机械首次安装前,应当持()到单位工商注册所在地县级以上地方人民政府建设主管部门办理备案(ABC)A、建筑起重机械特种设备制造许可证B、产品合格证C、制造监督检验证明D、自检合格证明E、复检报告9、【多选题】制定《建设工程安全生产管理条例》的主要目的是()(ABC)A、加强建设工程安全生产监督管理B、保障人民群众生命安全C、保障人民群众财产安全D、保护施工单位利益不受侵害E、保证建设单位利益10、【多选题】噪声危害的预防措施包括。
重型机械配重块应用案例

重型机械配重块应用案例重型机械配重块是一种用于平衡或调整机械设备重心的重要部件。
它们通常采用高密度金属材料制成,如铁、钢或铅,以提供足够的质量以抵消机械设备的重量分布不均匀或外部负载的影响。
以下是一些重型机械配重块的应用案例:1. 建筑起重机:建筑起重机是用于在建筑工地上提升和搬运重型物体的大型机械设备。
由于其工作环境的特殊性,起重机需要具有足够的稳定性和平衡性。
重型机械配重块在起重机的吊臂底部或底盘上安装,以增加其整体重量和稳定性,确保安全和高效的操作。
2. 船舶:船舶是一种大型的水上交通工具,需要在各种海洋环境条件下保持稳定。
重型机械配重块被安装在船舶的底部或船舱内部,以提供额外的重量和平衡,以抵消船舶的浮力和风浪的影响,确保船舶的稳定性和航行安全。
3. 铁路车辆:铁路车辆包括火车、地铁和有轨电车等,它们需要在高速行驶和弯道转弯时保持稳定和平衡。
重型机械配重块被安装在铁路车辆的车体底部或车轮轴上,以增加车辆的重量和稳定性,减少震动和摆动,提供更平稳的乘坐体验。
4. 基础设施建设:在大型基础设施建设项目中,如桥梁、隧道和高速公路等,重型机械配重块被用于平衡和稳定施工设备。
它们可以安装在施工机械的底部或挂载在吊臂上,以提供额外的重量和稳定性,确保施工过程的安全和效率。
5. 挖掘机:挖掘机是一种用于挖掘和移动土壤、岩石和其他材料的重型机械设备。
重型机械配重块被安装在挖掘机的底盘或挖斗上,以增加机械设备的重量和稳定性,提供更强大的挖掘和推土能力。
6. 风力发电机:风力发电机是一种利用风能转换成电能的设备。
由于其高耸的塔身和旋转的风轮,风力发电机需要具有良好的平衡性和稳定性。
重型机械配重块被安装在风力发电机的塔身底部或机舱内部,以增加其整体重量和稳定性,减少振动和摆动,确保风力发电机的安全和高效运转。
7. 混凝土泵车:混凝土泵车是一种用于将混凝土从搅拌站输送到施工现场的特种车辆。
由于混凝土的高密度和重量,混凝土泵车需要具有足够的稳定性和平衡性。
集装箱起重机
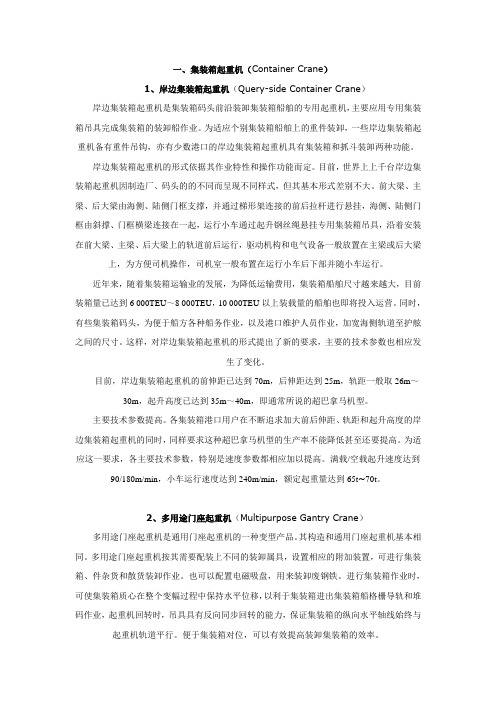
一、集装箱起重机(Container Crane)1、岸边集装箱起重机(Query-side Container Crane)岸边集装箱起重机是集装箱码头前沿装卸集装箱船舶的专用起重机,主要应用专用集装箱吊具完成集装箱的装卸船作业。
为适应个别集装箱船舶上的重件装卸,一些岸边集装箱起重机备有重件吊钩,亦有少数港口的岸边集装箱起重机具有集装箱和抓斗装卸两种功能。
岸边集装箱起重机的形式依据其作业特性和操作功能而定。
目前,世界上上千台岸边集装箱起重机因制造厂、码头的的不同而呈现不同样式,但其基本形式差别不大。
前大梁、主梁、后大梁由海侧、陆侧门框支撑,并通过梯形架连接的前后拉杆进行悬挂,海侧、陆侧门框由斜撑、门框横梁连接在一起,运行小车通过起升钢丝绳悬挂专用集装箱吊具,沿着安装在前大梁、主梁、后大梁上的轨道前后运行,驱动机构和电气设备一般放置在主梁或后大梁上,为方便司机操作,司机室一般布置在运行小车后下部并随小车运行。
近年来,随着集装箱运输业的发展,为降低运输费用,集装箱船舶尺寸越来越大,目前装箱量已达到6 000TEU~8 000TEU,10 000TEU以上装载量的船舶也即将投入运营。
同时,有些集装箱码头,为便于船方各种船务作业,以及港口维护人员作业,加宽海侧轨道至护舷之间的尺寸。
这样,对岸边集装箱起重机的形式提出了新的要求,主要的技术参数也相应发生了变化。
目前,岸边集装箱起重机的前伸距已达到70m,后伸距达到25m,轨距一般取26m~30m,起升高度已达到35m~40m,即通常所说的超巴拿马机型。
主要技术参数提高。
各集装箱港口用户在不断追求加大前后伸距、轨距和起升高度的岸边集装箱起重机的同时,同样要求这种超巴拿马机型的生产率不能降低甚至还要提高。
为适应这一要求,各主要技术参数,特别是速度参数都相应加以提高。
满载/空载起升速度达到90/180m/min,小车运行速度达到240m/min,额定起重量达到65t~70t。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
收 稿 日期 : 2 0 1 2 - 1 1 — 2 2 稿件编号 : 1 2 1 1 - 1 5 8
收 缩率 : 其受 多 种 因素制 约 , 根 据 我厂 十多 年来 生产经验 , 收缩 率 取 0 . 7 %, 在 生 产 中需 严 格 控 制 浇 注 温度 与化 学成 分 等 。
作者简介 : 郝磊 ( 1 9 8 5 一) , 男, 助理 程 师 , 主要从事 V法铸造 的工艺 设计与生产等 工作
中国铸造装备与技术 1 / 2 0 1 3 e I Fl ⅥT
4 1
生产 技 术 P r o d u c t i o n T e c h n i q u e s
担 此 产 品 的生 产 以来 , 共生产 1 3 0件 , 合格 1 2 6件 , 合格率 9 6 . 9 %。本 文 简 要 介 绍 使 用 V法 铸 造 生 产
1 2 . 7 t 上 配重 的工 艺方 法 。
一
图 1 瑞典 K a l ma r 1 2 . 7 t 上配重铸件图
P r o d u c t i o n T e c h n i q u e s 生 产 技 术
集装箱 式起 重机大型上 配重 的生产技术
郝 磊
( 山 西华翔 集 团有 限公 司 , 山西 临汾 0 4 1 0 0 0)
摘要 : 本 文从 造 型 、 熔 炼等 方 面介绍 了使 用 V 法铸 造 生产 K A L MAR起 重机 1 2 . 7 t 上配 重 的生产 工 艺。 关键 词 : 灰铸 铁 ; V法 铸造 ; 配 重体
个 砂 芯 。 四个 穿 线 孔 直 径 o 3 5 m m,长 度 分 别 为 3 7 0 m m, 4 4 7 mm, 由于 砂 芯 细 长 易 烧 结 , 后 期 打磨 清 理 难度 加大 , 因此采 用砂 芯外 套热 轧无 缝钢 管 , 钢 管
壁厚 3 . 5 m m , 钢管 内径与穿线孔直径相同。 具体方法 为 制芯 前在 芯盒 中预放无 缝 钢管 。
1 技 术要 求
铸件重量 1 2 7 0 0 + 1 9 0 k g , 外廓 尺 寸 3 2 4 0 x 2 0 0 3 x
9 3 0 ( mm) 。
图 2 浇 注 位 置 与 分 型 面不 意 图
( 2 ) 安装 孔 、 穿线 孔砂 芯成 型 砂芯 : 安装 孔 、 穿 线 孔 砂 芯成 型 , 整个铸件有 8
中 图分 类号 : T G 2 3 1 . 1: 文献标 识码 : A; 文 章编 号 : 1 0 0 6 — 9 6 5 8 ( 2 0 1 3 ) 0 1 — 0 0 4 l 一 4
D 0 I : 1 0. 3 9 6 9 / j. 1 S S n . 1 0 0 6 —9 6 5 8. 2 0 1 3. 0 1 . 0 1 4
即可 ; 分型 负数取 0 . 5 。
砂 胎斜 度 : 在 V法造 型 中砂 胎 除 了可 以 防止 浇
注 时 跑 火外 还 起 上 下 型 定 位 作 用 , 在实践 中 , 砂 胎 斜度 取 7 。 是合 理 的 。
2 . 3 浇 冒系统
( 1 ) 浇注系统 : V法造型中要求浇注时间尽可能 短些 , 这样可减少薄膜被破坏的可能性 , 防止型腔 内压力 降低 过 大 导致 铸 型坍 塌 。另 , 浇注 系统 要 有
化 学成 分见 表 1 。
机 械性 能 : 单 铸试 棒抗 拉 强度 o r ≥1 5 0 MP a 。硬
表 1 1 2 . 7 t 上 配 重 化 学 成 分
兀 素 含量 ( %) C 3 . 5 - 3 . 7 S i 1 . 6  ̄ 2 . 1 Mn 0 . 4  ̄ 0 . 8 P ≤0 . 2 S ≤0 . 1 5
A
较 为 良好 的 挡渣 效果 , 根据产品结构 , 浇 注 系 统 与 分 型 面在 同一 平 面 , 采用 顶 注式 浇 注 。经 核 算 加修 正 内 浇 口截 面 积 为 8 1 c m ,分 别 为 2个 ,单 个 为
2 . 4 造 型方法 ( 1 ) 了下 芯 和 合 箱方 便 , 砂胎、 芯 头应 留有 一定 的间 隙 , 根据 生产 经验 均取 0 . 5 mm。 拔 模 斜 度 与分 型 负数 : V法 造 型 中光 滑 的 薄膜 很 容 易 与 模具 分离 , 因此模 具 拔 模 斜度 很 小 , 取 1 。
4 0 . 5 c m ; 取高梯式高 9 0 a r m, 上宽 5 0 a r m, 下宽 4 0 a r m , 横 浇 口截 面 积 为 1 5 0 c m ,上 宽 为 6 0 mm,下 宽 为 4 0 a r m, 高 1 5 0 mm, 直 浇 口截 面积 为 1 1 3 c m 。 F直 : F横 : F
2 生产 方 法 2 . 1 工艺 方 案 ( 1 ) 浇 注位 置与 分型 面 根 据产 品结 构特 点 ,采用 水平 分 型 ,顶注 式 浇 注, 浇注 位 置与分 型 面如 图 2 所示 , 外表 面朝 下
单, 铸造缺陷 、 安装 孔 尺 寸 要求 较 为严 格 , 适合用 V
法 铸 造来 进 行批 量 生 产 。我 公 司 自 2 0 1 2年 2月 承
我 公司生产 的 1 2 . 7 t 上 配重用 于 K A L MA R 集
装 箱 式起 重 机 , 其 外 廓尺 寸 大 , 吨 位重 , 结 构 较 为 简
度 H B 1 5 0 ~ 2 0 0 。
金相组织 : 珠光体 4 0 %~ 9 0 %中粗 片状 , 铁 素 体 1 0 %~ 6 0 %, 二元磷 共晶和碳化物总和< 7 %, 片状 石 墨, 长度 1 2 0 1  ̄ m~ 1 5 0 t x m, 无定 向分 布含 量 7 %~ 1 1 %。