焊管质量检验标准
昆钢焊管检验报告

昆钢焊管检验报告昆钢焊管是一种用于输送液体、气体和固体的管道材料,广泛应用于石油化工、电力、建筑等行业。
为了确保焊管的质量和性能,需要进行严格的检验。
下面是昆钢焊管的检验报告。
一、检验对象:昆钢焊管二、检验目的:1.确保焊管的质量符合国家相关标准和技术要求。
2.检测焊管的物理性能、化学成分和机械性能,评估其可靠性和耐久性。
3.检验焊管的外观质量,包括焊缝、内外表面光洁度和无损检测结果。
三、检验方法:1.目测和触摸检查焊管的外观质量、尺寸和形状。
2.针对焊管进行微量元素分析和化学成分分析。
3.通过对焊管的拉力、硬度、冲击韧性等物理测试,评估其力学性能。
4.进行无损检测,包括超声波检测、射线检测等,发现焊管内部的缺陷和异物。
5.根据国家标准进行焊管的压力、弯曲、抗蚀等性能测试。
四、检验结果:1.外观质量:焊缝应无开裂、气孔、夹渣等缺陷,内外表面应光洁、无残渣。
2.化学成分:焊管的化学成分符合标准要求,无有害元素超标。
3.物理性能:焊管的拉力、硬度和冲击韧性等物理性能测试结果应满足标准要求。
4.无损检测:焊管的无损检测结果应无缺陷和异常。
5.性能测试:焊管的压力、弯曲和抗蚀性能测试结果应符合标准要求。
五、结论:根据对昆钢焊管的检验结果分析,结论如下:1.昆钢焊管的外观质量良好,焊缝无开裂、气孔和夹渣等缺陷。
2.昆钢焊管的化学成分符合标准要求,无有害元素超标。
3.昆钢焊管具有良好的物理性能,拉力、硬度和冲击韧性等参数满足标准要求。
4.昆钢焊管的无损检测结果良好,无内部缺陷和异常。
5.昆钢焊管的压力、弯曲和抗蚀性能测试结果符合标准要求。
六、建议:根据对昆钢焊管的检验结果,提出以下建议:1.继续保持焊管的外观质量,加强对焊缝的质量控制和检查。
2.加强化学成分的检测和管控,确保焊管中无有害元素超标。
3.持续加强焊管的物理性能测试,提高焊管的力学性能。
4.继续加强无损检测技术的研究和应用,提高对焊管内部缺陷的检测准确性。
焊接钢管标准
焊接钢管标准焊接钢管是一种常见的管道连接方式,广泛应用于工业、建筑、水利等领域。
为了确保焊接钢管的质量和安全性,制定了一系列的焊接钢管标准,以规范焊接工艺和质量要求。
本文将介绍焊接钢管的相关标准内容,帮助大家更好地了解和应用焊接钢管。
首先,焊接钢管的标准主要包括材料标准、制造标准、焊接工艺标准和质量检验标准。
在材料标准方面,焊接钢管应符合相应的材料规格和化学成分要求,以保证管材的强度和耐腐蚀性能。
制造标准则规定了焊接钢管的生产工艺、尺寸偏差、外观质量等要求,确保管材的加工精度和外观质量。
焊接工艺标准包括了焊接方法、焊接电流电压参数、预热温度、焊接层次等,以保证焊接接头的牢固性和密封性。
质量检验标准则规定了焊接钢管的检验方法、检验规程、验收标准等,用于对焊接钢管进行质量检验和评定。
其次,焊接钢管的标准内容还涵盖了焊接接头的质量要求、防腐要求、涂层要求等方面。
焊接接头的质量要求包括了焊缝形貌、焊接缺陷、焊接强度等,以确保焊接接头的质量达标。
防腐要求则规定了焊接钢管的防腐涂层种类、厚度、附着力等要求,以延长管道的使用寿命。
涂层要求则规定了焊接钢管的表面处理要求、涂覆要求等,以提高管道的耐腐蚀性能。
最后,焊接钢管的标准执行对于保障工程质量和安全具有重要意义。
严格执行焊接钢管标准,可有效避免管道漏水、断裂、腐蚀等问题,提高管道的使用寿命和安全性。
因此,制定和执行焊接钢管标准是非常必要的,对于保障工程质量和安全具有重要的意义。
综上所述,焊接钢管标准内容涵盖了材料、制造、焊接工艺、质量检验、焊接接头质量、防腐要求、涂层要求等多个方面,对于规范焊接钢管的生产和使用具有重要意义。
各相关部门和企业应严格执行相应的标准要求,确保焊接钢管的质量和安全,为工程建设提供可靠保障。
hg20537.3的焊管标准

hg20537.3的焊管标准摘要:一、焊管标准概述二、hg20537.3焊管标准的主要内容1.材料要求2.尺寸要求3.焊接要求4.力学性能要求5.检验与试验要求三、hg20537.3焊管标准的应用范围四、遵循hg20537.3焊管标准的重要性正文:焊管是一种广泛应用于建筑、机械、石油、天然气等领域的金属管材。
为了确保焊管的质量,各国都制定了相应的标准对其进行规范。
hg20537.3是我国制定的关于焊管的一项标准,本文将对该标准的主要内容进行详细解读。
一、焊管标准概述hg20537.3焊管标准是对焊管的生产、检验、使用和验收等方面的技术要求进行规定的标准。
该标准适用于直缝焊接钢管、螺旋焊接钢管、无缝钢管等。
遵循这一标准,有助于提高焊管的质量,确保工程安全。
二、hg20537.3焊管标准的主要内容1.材料要求hg20537.3标准对焊管的材料提出了明确的要求,包括:钢管的牌号、化学成分、力学性能等。
同时,标准还对钢管的内外表面质量、规格、壁厚等进行了规定。
2.尺寸要求hg20537.3标准对焊管的尺寸进行了详细的规定,包括:钢管的外径、壁厚、长度等。
这些要求有助于保证焊管在使用过程中的稳定性和可靠性。
3.焊接要求hg20537.3标准对焊接工艺、焊接质量、焊接缺陷等方面提出了明确的要求。
遵循这些要求,可以确保焊管的焊接质量,降低焊接缺陷的风险。
4.力学性能要求hg20537.3标准对焊管的力学性能(如抗拉强度、屈服强度、伸长率等)进行了规定。
这有助于确保焊管在承受外力时具有足够的强度和韧性。
5.检验与试验要求hg20537.3标准对焊管的检验与试验提出了详细的要求,包括:无损检测、力学性能试验、化学分析等。
遵循这些要求,可以有效保证焊管的质量。
三、hg20537.3焊管标准的应用范围hg20537.3焊管标准适用于各类焊接钢管的生产、检验、使用和验收。
这些标准在建筑、机械、石油、天然气等领域都有广泛的应用。
焊接钢管的验收标准

焊接钢管的验收标准
焊接是钢管连接中的重要环节,其质量直接影响着钢管的使用性能和安全性。
因此,对焊接钢管的验收标准必须严格执行,以确保焊接质量符合要求。
本文将从焊接工艺、焊接质量和验收标准三个方面进行详细介绍。
首先,焊接工艺是保证焊接质量的关键。
在进行焊接作业前,必须对焊接工艺
进行合理设计,并严格按照设计要求进行操作。
焊接工艺包括焊接方法、焊接电流、焊接电压、焊接速度等参数的确定。
在进行焊接作业时,操作人员必须熟练掌握焊接工艺要求,严格按照标准操作,确保焊接质量。
其次,焊接质量是判断焊接工艺是否合格的重要标准。
焊接质量主要包括焊缝
形貌、焊缝密度、焊接强度等方面。
焊缝应呈现出均匀、光滑、无裂纹、气孔等缺陷,焊缝密度应符合设计要求,焊接强度应满足相关标准。
对于不合格的焊接质量,必须及时进行修补或重焊,直至符合验收标准为止。
最后,验收标准是对焊接质量进行评定的依据。
验收标准应包括焊接工艺文件、焊接质量检测报告、焊接质量评定标准等内容。
在验收过程中,必须严格按照验收标准进行检测和评定,确保焊接质量符合要求。
对于不合格的焊接质量,必须进行整改并重新进行验收,直至合格为止。
综上所述,焊接钢管的验收标准是保证焊接质量的重要手段,必须严格执行。
只有通过严格的焊接工艺、合格的焊接质量和严格的验收标准,才能保证焊接钢管的质量和安全,为工程建设提供保障。
希望广大从业人员能够严格遵守焊接验收标准,确保焊接质量,提高工程质量,保障工程安全。
质量检验标准
质量检验标准
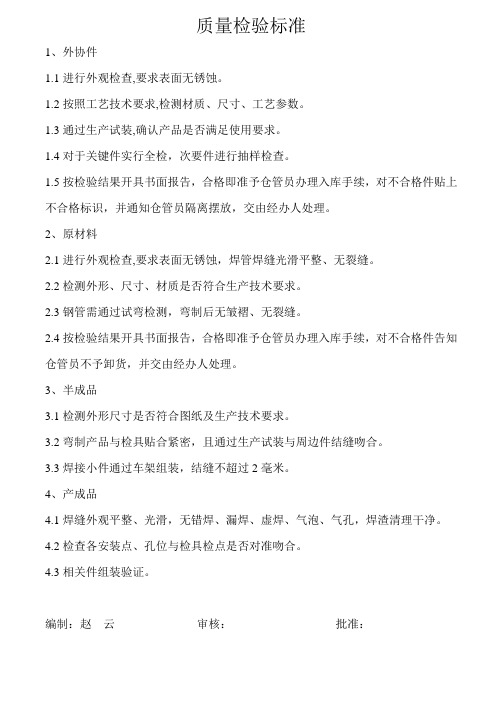
1、外协件
1.1进行外观检查,要求表面无锈蚀。
1.2按照工艺技术要求,检测材质、尺寸、工艺参数。
1.3通过生产试装,确认产品是否满足使用要求。
1.4对于关键件实行全检,次要件进行抽样检查。
1.5按检验结果开具书面报告,合格即准予仓管员办理入库手续,对不合格件贴上不合格标识,并通知仓管员隔离摆放,交由经办人处理。
2、原材料
2.1进行外观检查,要求表面无锈蚀,焊管焊缝光滑平整、无裂缝。
2.2检测外形、尺寸、材质是否符合生产技术要求。
2.3钢管需通过试弯检测,弯制后无皱褶、无裂缝。
2.4按检验结果开具书面报告,合格即准予仓管员办理入库手续,对不合格件告知仓管员不予卸货,并交由经办人处理。
3、半成品
3.1检测外形尺寸是否符合图纸及生产技术要求。
3.2弯制产品与检具贴合紧密,且通过生产试装与周边件结缝吻合。
3.3焊接小件通过车架组装,结缝不超过2毫米。
4、产成品
4.1焊缝外观平整、光滑,无错焊、漏焊、虚焊、气泡、气孔,焊渣清理干净。
4.2检查各安装点、孔位与检具检点是否对准吻合。
4.3相关件组装验证。
编制:赵云审核:批准:。
结构用直缝焊管标准
结构用直缝焊管标准
直缝焊管是一种常见的焊接钢管,其制造工艺相对简单,成本较低,因此在许多领域得到广泛应用。
为了规范直缝焊管的生产和质量控制,各国都制定了自己的直缝焊管标准。
中国的直缝焊管标准GB/T 3091-2008规定了直缝焊管的尺寸、外形、重量、技术要求、试验方法、检验规则、包装标志和质量证明书等。
该标准适用于一般用途的直缝焊管,包括水、煤气、空气、蒸汽等低压流体管道以及各种结构用管。
美国的直缝焊管标准ASTM A53-2018规定了直缝焊管的尺寸、外形、重量、材料、制造方法、试验方法、检验规则、包装标志和质量证明书等。
该标准适用于一般用途的直缝焊管,包括石油、天然气、水、蒸汽等流体管道以及结构用管。
日本的直缝焊管标准JIS G3454-2006规定了直缝焊管的尺寸、外形、重量、材料、制造方法、试验方法、检验规则、包装标志和质量证明书等。
该标准适用于一般用途的直缝焊管,包括水、煤气、石油等流体管道以及结构用管。
欧洲的直缝焊管标准EN 10216-2-2019规定了直缝焊管的尺寸、外形、重量、材料、制造方法、试验方法、检验规则、包装标志和质量证明书等。
该标准适用于一般用途的直缝焊管,包括水、煤气、石油等流体管道以及结构用管。
这些直缝焊管标准在制定时都考虑了不同的因素,如材料、制造
工艺、用途等,因此各标准之间存在一定的差异。
然而,这些标准都是为了规范直缝焊管的生产和质量控制,确保产品的质量和可靠性。
管材检验标准
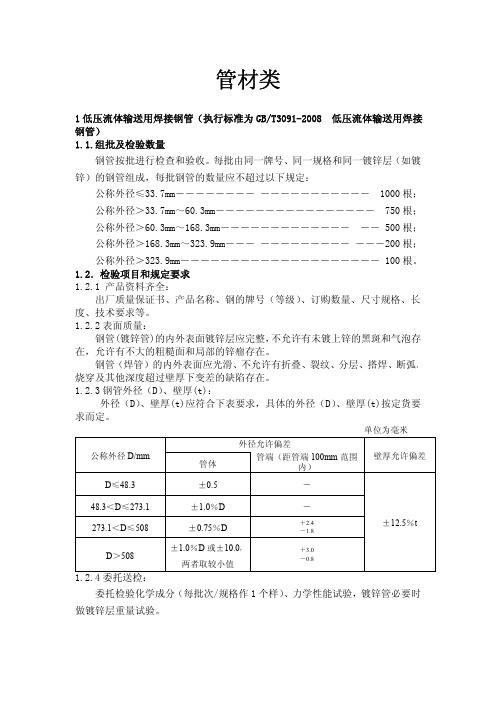
管材类1低压流体输送用焊接钢管(执行标准为GB/T3091-2008低压流体输送用焊接钢管)1.1.组批及检验数量钢管按批进行检查和验收。
每批由同一牌号、同一规格和同一镀锌层(如镀锌)的钢管组成,每批钢管的数量应不超过以下规定:公称外径≤33.7mm―――――――――――――――――――1000根;公称外径>33.7mm~60.3mm――――――――――――――――750根;公称外径>60.3mm~168.3mm―――――――――――――――500根;公称外径>168.3mm~323.9mm―――――――――――――――200根;公称外径>323.9mm――――――――――――――――――――100根。
1.2.检验项目和规定要求1.2.1产品资料齐全:出厂质量保证书、产品名称、钢的牌号(等级)、订购数量、尺寸规格、长度、技术要求等。
1.2.2表面质量:钢管(镀锌管)的内外表面镀锌层应完整,不允许有未镀上锌的黑斑和气泡存在,允许有不大的粗糙面和局部的锌瘤存在。
钢管(焊管)的内外表面应光滑、不允许有折叠、裂纹、分层、搭焊、断弧、烧穿及其他深度超过壁厚下变差的缺陷存在。
1.2.3钢管外径(D)、壁厚(t):外径(D)、壁厚(t)应符合下表要求,具体的外径(D)、壁厚(t)按定货要求而定。
单位为毫米公称外径D/mm外径允许偏差壁厚允许偏差管体管端(距管端100mm 范围内)D ≤48.3±0.5-±12.5%t48.3<D ≤273.1±1.0%D -273.1<D ≤508±0.75%D+2.4-1.8D >508±1.0%D 或±10.0,两者取较小值+3.0-0.81.2.4委托送检:委托检验化学成分(每批次/规格作1个样)、力学性能试验,镀锌管必要时做镀锌层重量试验。
1.2.4.1化学性能因符合下表要求牌号等级化学成分(质量分数)/%,不大于C Si Mn P SQ195--0.120.300.500.0350.040Q215A0.150.35 1.200.0450.050 B0.045Q235A0.220.35 1.400.0450.050B0.200.045C0.170.0400.040 D0.0350.035Q275A0.240.35 1.500.0450.050 B0.210.0450.0450.22C0.200.0400.040 D0.0350.0351.2.4.2力学性能因符合下表要求钢管的纵向力学性能序号牌号抗拉强度MPa屈服强度MPa断后伸长率A%t≤16mm t>16mm D≤168.3mmD>1683.mm不小于1Q1953151951851520 2Q215A、Q215B3352152053Q235A、Q235B3702352254Q295A、Q295B3902952751318 5Q245A、Q245B4702453251.2.4.3镀锌层总重量应符合:镀锌层重量平均值应不小于500g/㎡,其中任何一个试样不得小于480g/㎡。
直缝焊管标准
直缝焊管标准一、尺寸和公差1. 直缝焊管的尺寸应符合表1的规定,尺寸的公差应符合相关标准。
2. 直缝焊管的长度应在订单中注明,如果没有注明,则默认长度为6米。
二、材质和强度1. 直缝焊管应采用优质碳素结构钢或其他经认可的材料制造。
2. 直缝焊管的强度应不低于规定值,具体数值应视材料、管径和压力等级而定。
三、外观质量1. 直缝焊管表面应光滑,不得有裂纹、折叠、夹渣等缺陷。
2. 直缝焊管的端面应平整,并与管身轴线垂直。
四、力学性能1. 直缝焊管的抗拉强度、屈服点和延伸率等力学性能应符合相关标准。
2. 直缝焊管的冲击韧性应不低于规定值,以承受低温冲击。
五、化学成分1. 直缝焊管的化学成分应符合相关标准,例如GB/T 1591或其他经认可的标准。
2. 直缝焊管应进行化学成分分析,以确保其符合规定要求。
六、耐腐蚀性1. 直缝焊管的耐腐蚀性能应不低于规定值,以抵抗常见的腐蚀介质。
2. 如果直缝焊管用于腐蚀环境,应采用适当的防腐措施,如涂层、衬里等。
七、试验方法1. 直缝焊管应按照相关标准进行试验,以确保其符合规定要求。
2. 试验方法包括但不限于拉伸试验、冲击试验、弯曲试验、硬度试验等。
八、检验规则1. 每批直缝焊管应进行检验,以确保其符合规定要求。
2. 检验项目应包括尺寸、外观质量、力学性能、化学成分和耐腐蚀性等。
3. 不合格的直缝焊管不得出厂或交付使用。
九、包装、标志、运输和贮存1. 直缝焊管应按照相关标准进行包装,以防止运输和贮存过程中受到损伤。
2. 包装标志应清晰、完整,包括产品名称、规格型号、数量、生产日期和生产厂家等信息。
3. 直缝焊管在运输过程中应避免剧烈震动和撞击,以确保其安全到达目的地。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《焊管质量检验标准》
为提高产品质量,增强企业后劲,满足用户需求,使我公司的产品在激烈的市场竞争中立于不败之地,特制定焊管质量内控检验标准。
一、焊管原料检验
原料质量好坏是保证焊管质量的关键,因此,凡是进厂的原料在使用之前都要进行检验,验收质量合格单,观察外表,测量宽度和厚度是否均等,特别是直拔料,除检验宽度、厚度外,还要进行化学成分和拉伸试验的检查,合格后才能正常投入生产。
焊管常用钢种、化学成分、性能。
钢种:碳素结构钢,执行国标GB700-88规定,见表:
牌号等级化学成分抗拉强度延伸率
Q195 一C-0.06-0.12 315-390 >33%
mn-0.25-0.50
si-≤0.3
s-≤0.05
p-≤0.045
Q125 A C-0.09-0.15 335-410 >31%
B mn-0.25-0.55 335-410
si-<0.30
s-A-<0.05
B-<0.045
p-<0.045
Q235 A C-A-0.14-0.22 375-460 >26%
B-0.12-0.20 375-460
B mn-A-0.3-0.65
B-0.3-0.7
Si-<0.30
s-A-0.05
B-0.045
p-<0.045
1、焊管原料几何尺寸检验。
a.带钢成卷坯长度一般规定>150m以上;
b.宽度允许偏差:小于100m,允许宽度偏差不大于+0.5mm;
大于100m,允许宽度偏差不大于±0.5mm;
c.对于要切边带钢因为要留些剪切量允许宽度偏差±2mm;
d.热轧成条管坯厚度偏差:尺寸-1.8-2.5允许偏差±
0.16-0.18mm;
尺寸-2.75-3.0允许偏差±
0.16-0.20mm;
尺寸-3.2-3.8 允许偏差±
0.2-0.25mm;
e.冷轧成卷焊管坯(mm)规定见下表:
厚度允许偏差厚度允许偏差
0.6 ±0.07 1.8 ±0.14
0.8 ±0.08 2.0 ±0.15
1.0 ±0.09
2.2 ±0.16
1.2 ±0.11
2.3 ±0.16
1.4 ±0.12
2.5 ±0.17
1.5 ±0.13 0.75~3.0 ±0.18
1.6 ±0.14 3.2~3.5 ±0.20
宽度允许偏差:宽度50~250mm ±0.8mm
大于250mm ±1.0mm
2、焊管坯外表几何形状缺陷和内部缺陷分析检验。
几何形状缺陷:
a.镰刀弯:沿带钢长度方向在水平内向一侧弯曲现象,切边
带钢每米不大于3mm;不切边带钢每米不大于2mm;
b.波浪弯和浪皱:沿轧制方向的水平面呈起伏状的波浪弯曲,
且凸起和凹下交替有规律地分布在带钢局部或全长。
浪皱(又称裙边):沿轧制方向在带钢一侧或两侧出现起伏
不平弯曲,形如海带。
c.边缘翘曲:由于裁剪生产中上下剪刃间隙过大或者刀刃钝
化,带钢两侧的剪切断面不平直,发生两侧向一方翘曲。
d.厚度不均,毛刺、划痕、麻点、辊印等。
内部缺陷:缩孔、夹层、非金属夹杂物、成分偏析等。
夹层:在带钢边缘上有局部明显的分层,它是因钢质不良,带坯
有皮下气泡和非金属夹杂物或坯料有缩孔残余和严重疏松造成。
外部缺陷:裂缝、龟裂、塔形卷、散卷、破边、黑、红斑等。
发现上述缺陷严重时,应停止使用,报有关部门和领导解决。
二、企业内部管坯冷轧带内控检验标准。
1、带钢厚度允许偏差(mm)见表1
表1 厚度允许偏差
0.7-1.0 -0.07
1.0-1.5 -0.09
1.5-
2.5 -0.12
2.5-
3.0 -0.15
2、带钢宽度允许偏差(mm)见表2
a.切边带钢:
表2 厚度宽度允许偏差mm
宽度<120 >120
0.5-1.0 -0.40 -0.60
1.0-3.0 -0.55 -0.75
b.不切边带钢:
表3 厚度宽度允许偏差mm
<100 不大于±1.5
>100 不大于±2.5
3、圆管内控尺寸公差:
表4 规格Φ直径公差mm 椭圆公差mm 直度公差mm/m
14-16 ±0.15 0.15 8
18-22 ±0.15 0.15 6
25-30 ±0.15 0.20 3
>30 ±0.20 0.20 2
4、异形管尺寸内控公差:
表5 规格公差mm 对角公差直度公差mm/m 平行度mm/m 16×16 ±0.15 ±0.20 5 1
18×18 ±0.15 ±0.20 4 1
20×20 ±0.15 ±0.20 3 1
25×25 ±0.15 ±0.20 2 1
32×32 ±0.15 ±0.25 2 1.5
5、钢窗管尺寸内控公差:
表6 规格公差直度公差mm/m 平行度
大面小面大面小面
20.5×10.5 ±0.1 ±0.15 2 8 1
20×14 ±0.1 ±0.15 2 7 1
34×17 ±0.1 ±0.15 2 5 1
24×15 ±0.1 ±0.15 2 6 1
35×17 ±0.1 ±0.15 2 5 1
40×21.4 ±0.15 ±0.20 1.5 4 1
43×24 ±0.15 ±0.20 1.5 3 1
50×25 ±0.15 ±0.20 1.5 3 1
6、国家标准钢管外径尺寸允许偏差(mm)
表7 外径Φ国标直径公差企业内控最大直径公差5-20 ±0.50 ±0.30
21-30 ±0.50 ±0.35
31-40 ±0.60 ±0.40
41-51 ±0.60 ±0.45
大于51 ±1% ±0.60
7、定尺长度允许偏差±20mm
三、钢管工艺性能检验:
1、弯曲实验:外径小于或等于50mm的钢管应进行弯曲试验,弯
曲角度为90°,弯曲半径等于管外径的6倍,焊缝位于弯曲的最外部,弯曲后在管壁上不能产生断裂开口等缺陷。
2、压扁试验:截取50mm长的钢管作为试样,将两压板间距离压
缩到钢管外径的2/3,焊缝位置应同施力方向成90°角位置,压扁后无裂缝、裂口或焊缝开裂即为合格。
3、水压试验:用水充满管子,使其在一定时间内承受规定的试验
压力,不得出现渗漏水现象,普通钢管-0.25Mpa,加厚钢管-3.0Mpa。
4、钢管表面质量:
a.钢管外表面不能存在使用上有害缺陷,如裂缝、结疤、压痕
和深的划道等,但允许有不超过壁厚负偏压的压痕,不能出
现焊缝错位、搭焊、烧伤及伤口处毛刺过大等缺陷。
b.管内表面的焊缝处允许有壁厚增厚和焊筋毛刺轻微存在,切
口处里外毛刺不大于0.5mm。
四、镀锌管的检验:
a.镀锌管应作镀锌层均匀性试验,钢管试样在硫酸铜溶液中连续
浸渍5次不变红(镀铜色)。
b.重量测定:镀锌层重量其平均值不小于480g/m*m.
交货重量:P=C[0.02466×S(D-S)],式中P-镀锌管每米重量,C-镀锌管比黑管增加系数取1.03~1.06,S-黑管壁厚mm,D-
黑管外径mm。
c.公称口径小于Φ50mm的镀锌管应作冷弯曲试验。
五、精剪带钢检验:
1、刀刃间合理间隙、重叠量
带钢厚度上下刀刃重叠量上下刀刃两侧间隙量
≤0.5 0.2-0.6 0.07-0.10
>0.5-1.0 0.6-1.0 0.10-0.15
>1.0-1.5 1.0-1.4 0.15-0.20
>1.5-2.0 1.4-1.8 0.20-0.25
>2.0-2.5 1.8-2.2 20.25-0.30
2、带钢厚度与剪切速度m/秒
被剪厚度mm 剪切速度m/秒
1 2
2 1.8
3 1.7
3、毛刺——刀片刀刃太钝或刀片调整不正确。
边缘不平(荷叶边)——上下刀片重叠量过大,垫板太紧
或太松,卷取速度超过刀片辊切速度太多。
宽度超差或减差——对刀尺寸不准应校验,进行二次对刀。
六、成材率验收标准:
1、焊管:
a.直拔料焊管为96.5%;
b.切边料焊管为97.5%;
2、轧钢为99%;
3、酸洗为99.2%;
4、精剪为98.3%;
注:钢管尺寸按企业内控检验标准验收。
以上仅供焊管生产和质检部门参考试行。