回流焊机T-960操作说明书
回流焊机操作规程

回流焊机操作规程一、安全要求:1.操作人员必须穿戴防静电服、手套、护目镜等个体防护装备,并确保操作环境无静电干扰。
2.严禁在触摸回流焊机时戴手套,以免引起触电危险。
3.留意回流焊机附近的紧急停机按钮和紧急断电开关,确保能够在紧急情况下迅速关停设备。
4.在操作过程中,需密切观察设备运行情况,及时发现异常并报告维修人员。
二、设备操作:1.工作前,应检查回流焊机电源是否正常,保证所需的电源稳定。
2.清理设备,确保设备的表面、传送带、加热区域等清洁无杂物。
3.根据产品要求,调整设备的加热区域温度和送风速度等参数。
三、产品处理:1.检查产品的焊点,确认焊点的位置、焊盘是否完整。
2.密切关注铭牌焊接时间,根据产品要求设定合适的焊接时间。
3.进料时需注意产品的位置和对准度,保证产品能够顺利进入焊接区域。
4.确保产品在回流焊机中的停留时间符合标准要求,不能过长或过短。
5.检查焊接后的产品质量,包括焊点完好性、无后焊、漏焊等问题。
6.产品出料后,将其移到指定的区域进行冷却,待产品完全冷却后方可移出到下一工序。
四、设备维护:1.工作结束后,关闭设备电源,清理设备的残渣和灰尘,并将设备及其周围清洁干净。
2.定期检查设备的传送带和加热装置,确保设备的正常运行。
3.若设备出现异响或其他异常情况,应及时报修,切勿私自处理。
通过严格遵守回流焊机的操作规程,可以确保焊接质量,延长设备寿命,并保障操作人员的安全。
同时,还需将操作规程进行培训和传达,提高员工对操作规程的认识和遵守度,定期检查操作人员的工作情况和遵守情况,及时发现问题并进行纠正和改进。
这样才能确保回流焊机的安全、稳定运行,提高生产效率和产品质量。
(整理)回流焊接机安全操作指引
回流焊接机(安全)操作指引一.开机:1.打开总开关2.打开回流焊电源开关,再打开电脑上主机电源。
二。
设置1.当显示屏上出现画面时,把光标移向(回流焊的图标)双击鼠标左键。
打开2.出现回流焊里面的页面时。
点左上角设置,会出现有温度设定和其他的设定,点温度设定调整好需要的温度,按确定3.页面上有,传动关。
风机关。
加热关。
冷却关。
的图标。
把那些图标都点下成:传动开。
风机开。
加热开。
冷却开。
都设定好后右上角出现(升温。
黄色)等到出现(恒温时。
蓝色)就说明温度到了。
三.核对电脑上设定的温度、速度与温度、速度设定表上的是否一致。
四.当页面上出现(恒温时)先过一块,看是否能行,行就可以过PCB焊板,不行,就再调过温度。
在生产过程中若发现过炉后的电路板有虚焊、短路或其它问题时,操作员应及时向主管上报。
五.操作人员在没有得到任何指示的情况下,不允许私自修改或删除电脑上的任何数据和程序。
回流焊运行时不可乱打开机体任何一个东西,因为是(高温,高电压)出现故障时立刻向上级反映,或按紧急按钮六。
关机:1.按延关机(有设定10分钟)可以提前10分钟按2.按延关机时先却认回流焊里面没有PC板或别的产品。
这时(机器降温开始)3.回流焊停止时在关电脑,一切关好是再把回流焊的总开关关了,3.关掉机器总电源开关。
六.注意事项:a.操作中注意不要把头、手放到机器可动范围内,出现紧急情况时,请按红色紧急停止开关。
再几个人戴好防高温的手套或其它,把机顶盖打开降温。
b.不得修改不允许进入的菜单内容。
一.日常维护(操作人员要认真做好对机器的月度及每日保养工作)1.每日保养工作:用抹布、毛刷或吸尘器清洁机器表面、周围及入口和出口的杂物。
每月保养工作:每隔一个月必须对机器各传动部件加注润滑油,回流腔体杂物清理并对电镀及金属表面进行防氧化处理。
(喷防氧化油)。
回流焊机的使用_回流焊机工作原理
回流焊机的使用_回流焊机工作原理回流焊机也叫再流焊机或“回流炉”,它是通过提供一种加热环境,使焊锡膏受热融化从而让表面贴装元器件和PCB焊盘通过焊锡膏合金可靠地结合在一起的设备。
回流焊机根据技术的发展分为:气相回流焊、红外回流焊、远红外回流焊、红外加热风回流焊和全热风回流焊、水冷式回流焊。
是伴随微型化电子产品的出现而发展起来的焊接技术,主要应用于各类表面组装元器件的焊接。
回流焊机操作使用步骤第一步:检查回流焊机里面是否有杂物,操持好清洁,确保安全后再开机,选择生产程序开启温度设置。
第二步:由于回流焊机导轨宽度要根据PCB宽度进行调节,所以要开启运风、网带运送,冷却风扇。
第三步:回流机温度控制有铅高(245±5),无铅产品炉温控制在(255±5),预热温度:80~110。
根据焊接生产工艺给出的参数严、格控制回流焊机电脑参数设置,每天按时记录回流焊机参数。
第四步:按顺序先后开启温区开关,待温度升到设定温度时即可开始过、PCB、板,过板注意方向。
保证传送带的连续2块板间的距离不低于10mm。
第五步:将回流焊机输送带宽度调节到相应位置,输送带的宽度及平整度与线路板相符,检查待加工材料批号及相关技术要求。
第六步:小型回流焊机不得时间过长、温度过高引起铜铂起泡现象;焊点必须圆滑光亮,线路板必须全部焊盘上锡;焊接不良的线路必须重过,二次重过须在冷却后进行。
第七步:要戴手套接取焊接PCB,只能接触PCB边沿,每小时抽检10个样品,检查不良状况,并记录数据。
生产过程中如发现参数不能满足生产的要求,不能自行调整参数,必须立即通知技术员处理。
第八步:测量温度:将传感器依次插到测试仪的接收插座中,打开测试仪电源开关,把测试仪置于回流焊内与旧PCB板起过回流焊,取出用计算机读取测试仪在过回流焊接过程中的记录的温度数据,即为该回流焊机的温度曲线的原始数据。
960快速入门指南说明书
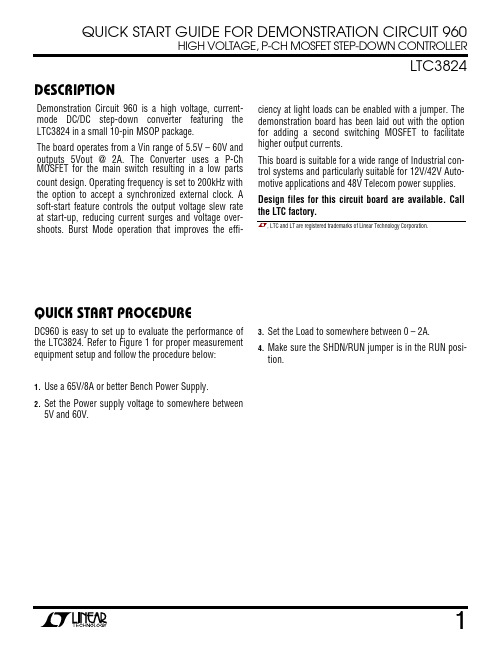
QUICK START GUIDE FOR DEMONSTRATION CIRCUIT 960HIGH VOLTAGE, P-CH MOSFET STEP-DOWN CONTROLLERLTC3824 DESCRIPTIONDemonstration Circuit 960 is a high voltage,current-mode DC/DC step-dow n converter f eaturing the LTC3824 in a small 10-pin M SOP package.The board operates f rom a Vin range of 5.5V – 60V and outputs 5Vout @2A. The Converter uses a P-Ch M OSFET f or the main sw itch resulting in a low partscount design. Operating f requency is set to 200kHz w ith the option to accept a synchronized external clock. A sof t-start f eature controls the output voltage slew rate at start-up,reducing current surges and voltage over-shoots. Burst M ode operation that improves the ef f i-ciency at light loads can be enabled w ith a j umper. The demonstration board has been laid out w ith the option f or adding a second sw itching M OSFET to f acilitate higher output currents.This board is suitable f or a w ide range of I ndustrial con-trol systems and particularly suitable f or 12V/42V Auto-motive applications and 48V Telecom pow er supplies. Design files for this circuit board are available. Call the LTC factory., LTC and LT are registered trademarks of Linear Technology Corporation.QUICK START PROCEDUREDC960 is easy to set up to evaluate the perf ormance of the LTC3824. Ref er to Figure 1 f or proper measurement equipment setup and f ollow the procedure below:e a 65V/8A or better Bench Pow er Supply.2.Set the Pow er supply voltage to somew here betw een 5V and 60V.3.Set the Load to somew here betw een 0 – 2A.4.M ake sure the SHDN/RUN j umper is in the RUN posi-tion.Figure 1. Proper Measurement Equipment Setup。
回流焊机操作规程
回流焊机操作规程
《回流焊机操作规程》
一、工作准备
1. 检查回流焊机及其配套设备是否完好,有无损坏或异样。
2. 接通电源,确认设备正常运转。
3. 准备好所需的焊接材料和工具。
4. 穿戴好相应的防护用具。
二、操作步骤
1. 将待焊接的PCB板放置到回流焊机的传送带上,确保PCB 板的位置正确。
2. 调整回流焊机的温度、速度和焊接时间,根据PCB板的要求进行设置。
3. 开始焊接,监控焊接过程,确保顺利进行。
4. 在焊接结束后,关闭回流焊机。
将已焊接的PCB板取出,进行检查。
三、注意事项
1. 操作人员必须熟悉回流焊机的操作规程,严格按照操作步骤进行操作,确保安全。
2. 在操作过程中,要避免突然跌落、撞击或与机器的各个部位摩擦。
3. 在使用回流焊机的过程中,严格遵守相关的电气安全标准,确保操作安全。
4. 要严格按照设备的使用说明书进行操作,不得超负荷使用。
四、维护保养
1. 定期对回流焊机进行维护保养,清理设备内外的灰尘和杂质。
2. 定期检查设备的各项部件是否处于良好状态,有无损坏或松动。
3. 定期进行设备的维护保养,以保证设备的正常运转和寿命。
五、灭火安全
1. 在回流焊机工作时,加强消防安全意识,确保设备周围无明火等火灾隐患。
2. 定时检查设备的安全开关和报警系统,确保在发生火灾时能及时报警和灭火。
通过严格遵守《回流焊机操作规程》,可以提高回流焊机的安全性和生产效率,保障操作人员的人身安全。
T-960说明书v1.01
T-960可编程控制器使用说明注意!操作前请认真阅读本手册!安装配线前请断开输入电源!通电前请确认配线是否正确!请在规定的电压范围内操作!1.T-960概述T-960可编程逻辑控制器是我公司T-960系列PLC其中一款产品,使用最大频率72MHz 的ARM工业级CPU,外扩32M SDRAM和4M FLASH,嵌入式操作系统,2M用户程序存储区和2M用户数据存储区。
编程软件使用KW MULTIPROG,通过以太网下载程序,另有2路RS232/485接口。
T-960集成8路DI、6路DO、3路AI、1路AO、3路交流电压采样、3路交流电流采样于一体,是一款可满足电力系统应用的可编程控制器。
1.1.物理特性1.2.电源特性L N1.3.通信系统运行/停止(停止状态仅PLCRUN 运行灯(闪)、COM1 1.4.存储器特性1.5.常规特性1.6.I/O特性2.寄存器配置及映射2.1.输入映射%IB 256个2.2.输出映射%QB 256个2.3.中间变量映射%MB 40000个2.4.数字量输出定义功能码:01/05,共65535个2.5.数字量输入定义功能码:02,共65535个2.6.输入寄存器定义功能码:04,共65535个2.7.保持寄存器定义功能码:03/06,共65535个2.8.波特率设置表:3.软件使用说明3.1.软件安装1.安装PLC编程软件:SETUP.exe (默认目录安装)2.安装NET Framework 2.0.exe3.安装T-900系列驱动:eCLR21.exe (默认目录安装)4.安装PLCdriver.msi驱动补丁包(默认目录安装)3.2.编程时物理硬件配置1.PLC类型:eCLR / ARM_LE_GCC32.打开模板工程开始编程3.在程序安装目录下(C:\KW-Software\MULTIPROG Express\PLC\FW_LIB)有系统功能块固件包,在编程环境中可以增加自己所需要的功能包进行编程应用。
全自动回流焊机操作说明书
注意事项:
1.在使用前,将炉腔清理干净,不要将工件意外的东西放入机内
2.控制计算机只供本机专用,严谨他用
3.计算机工作时UPS应处于常开状态
4.经常检查UPS是否正常工作
保养说明:
1.定期检查机器各处的润滑情况
2.开启机体罩,定期清理炉腔,检查并清除排风口.抽风口内壁污垢,以保证清洁空气循环
3.定期检查各发热器是否正常
4.定期检查.清洁冷却风扇,保证其长期正常工作,以确保热风电机及电控箱内的电器元件正常工作。
5.强制在回流焊机的两侧抽风,抽风管道的空气流量要求达到10m3/min以上,以降低炉体温度并将废气全部排出。
核准:审核:制定:渠红飞
1.接通外电源,打开空气开关或凸轮开关,查看急停是否复位,按下设备上的绿色设备启动开关。
2.打开电脑电源,启动电脑。
3.电脑启动完毕后,双击桌面上的图标 “TN系列回流焊控制系统”,进入软件注册画面或者登录画面
4.运行点击软件界面左下角控制台区域“打开串口”然后切换到控制属性选项修改运行速度,然后依次打开“控制台”部分的“开始运输”、“开始加热”、“开始巡检”按钮,选定的“工程方案”自动行。
电脑启动完毕后双击桌面上的图标tn系列回流焊控制系统进入软件注册画面或者登录画面运行点击软件界面左下角控制台区域打开串口然后切换到控制属性选项修改运行速度然后依次打开控制台部分的开始运输开始加热开始巡检按钮选定的工程方案自动运行
朝日光电科技有限公司
测试仪器保养规范操作说明书
使用说明:
设备名称:全自动回流焊机
回流焊机焊接操作要求
回流焊机焊接操作要求
一、取下回流焊机上的罩布。
二、启动回流焊机
1.将回流焊机的电源插头插入电源插座;
2.开启回流焊机总电源开关,按下绿色按钮;
3.开启控制板上运输带电子调速开关,由“STOP”至“RUN”;
4.开启冷却风扇与热风运风开关,由“OFF”至“ON”;
5.开启温度控制器,由“OFF”至“ON”;
6.调整电子调速器和温度控制器,根据上批生产此产品的记录(速度、
温度)设定参数;如新产品,则根据产品调节参数,试运行,直至符
合焊接要求;
三、正常开机30分钟,当实际温度达到设定温度后即可进行焊接操作。
四、水平轻拿已贴片的PCB,水平均匀布放在入口处的运输带中间区域,PCB
不能超过运输带宽度的2/3,PCB和运输带紧贴出口处,流出的PCB放置于容器内进入补焊工位。
五、随时检查焊接质量,根据其具体状况对速度和温度做适当调整(此须经生
产部部长认可)。
六、已贴片的PCB应在2小时内完成回流焊接。
七、产品全部焊接完成后,(应确认回流焊机内已无PCB)可进行关机操作。
八、关闭回流焊机
1.关闭所有温度开关,由“ON”至“OFF”;
2.空机运行15分钟;
3.关闭运输带的电子调速器开关,由“RUN”至“STOP”;
4.关闭热风运风及冷却风扇开关,由“ON”至“OFF”;
5.关闭回流焊机总电源,按下红色按钮;
6.拔下回流焊机电源插头;
九、对回流焊机进行清洁后,盖回流焊机罩布
★紧急状态处理(由于故障非正常关机):
按下回流焊机外壳右端的另一个红色紧急开关,再关掉回流焊机总电源(注:再开机时,应旋转开关盖,使其弹出,开机方有效)。
电脑热风回流焊接机安全操作规程
计算机热风回流焊机安全操作规程
安全操作规程是防止人身、设备事故发生,顺利生产的必要措施。
凡本工种操作人员,必须严格遵守下列规定:
1.回流焊机应由专人负责,其他人员不得乱动。
2.提前20分钟开机,只有当灯柱上的绿灯亮起时,才能放置和
焊接板。
3.开机顺序是:打开电源总开关,开启电脑,预热20分钟(或
以上)。
4.关机顺序是:先关电脑,然后关闭主电源开关。
5.关闭机器前打开盖子,以便充分散热。
6.每个月清洁一次导轨链条和钢带,并在电机轴上涂抹二硫化
钼润滑油。
7.详细的操作过程按“WIN-4700+电脑热风回流焊机使用说明书”的要求进行。
注:在打开回流焊接机之前,先打开排气扇。
关闭回流焊接机,然后关闭排气扇。
如果波峰焊接需要排气扇,则应由波峰焊接机负责人关闭排气扇
的主开关。
T962A回流焊机用户手册
泰安普惠电气科技有限公司T-962A+回流焊机用户使用手册目录一、主要参数 (3)二、配备 (3)三、主要部件 (3)四、安装 (4)五、软件界面 (4)六、使用说明 (5)七、注意事项 (9)八、保修承诺 (9)声明 (9)T-962A+回流焊机用户使用手册一、主要参数参数T-962A+焊接面积450mm×370mm产品外形尺寸520mm×440mm×220mm 产品净重17.5kg 电源电压及频率AC220~230V/50Hz 额定功率2300W 工艺周期2~16min 温度范围常温~350℃二、配备名称T962A+回流焊主机√电源线√保险管√(12A)用户光盘√串口通信线√三、主要部件1、焊台主体○1操作面板○2抽屉2、操作面板○1指示灯区○2显示区○3按键区211233、其他○1电源线插座○2电源开关○3USB 接口四、安装1、请将本机抽屉朝外置于平整的操作台上,并预留抽屉推拉空间。
2、机器周围不可有易燃、易爆及其他对温度敏感物品。
3、机器四周要求预留20mm 的散热空间,保证底部通风良好。
4、使用本机时应配置废气回收装置,避免室内污染。
5、接入机器电源并确保机壳可靠接地。
五、软件界面主界面1:菜单栏2:快捷工具栏3:客户区(视口)4:显示设置区5:操作提示区6:T-t 数据曲线7:控制点8:控制点连线9:工具栏123678954321客户区1:温度轴2:游标3:锡膏特性曲线4:坐标显示5:时间轴6:有效曲线7:绘制曲线快捷工具栏1:查看机器存储曲线2:运行机器存储曲线3:锡膏品牌4:锡膏型号5:重设视口大小6:焊接周期设置7:当前炉温显示设置区1:控制点移动方向2:部分/全部移动控制点3:改变放置控制点光标4:保存客户区图片5:设定主题6:回流曲线线宽7:客户区各项显示/隐藏8:是否平滑曲线9:温度超限保护10:编辑打开的图片六、使用说明1、安装CH340驱动程序见用户光盘-“usb 驱动V3.1”内教程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
LED新光源焊机用户使用手册
型号: T-960
泰安普惠电气科技有限公司
一、产品特点
1、本机采用红外加强制热风加热技术,配备专用设计风轮风速稳定,温度均匀适合LED新光源、BGA元件的中批量不间断焊接;
2、本机配备履带式、五温区加热系统,各温区采用强制独立循环,独立PID 控制,上下独立加热方式,使炉腔温度准确、均匀、热容大、升温快,从室温到工作温度≤20MI N;
3、智能曲线加热方式,超大容量曲线选择,配备8条工艺曲线完全能满足各类焊接工艺要求;
4、可编程控制技术,预设曲线记忆存储功能,可按您预设曲线自动完成整个焊接过程;
5、采用热电偶测温,并加有补偿电路,使测温更准确,让曲线更完美;
6、PID智能控温技术,让控温更精确,进口大电流固态继电器无触点输出能有效避免迅速升温或不间断升温而造成的芯片或电路板损坏,使整个焊接过程更加科学安全;
7. 传动系统采用进口变频马达,PID全闭环调速,配合1:150的进口涡轮减速器,运行平稳,速度可调范围0-1500mm/min。
8. 采用独立滚轮结构及托平支撑,专用不锈钢乙字网带,耐用耐磨运行平稳,速度精确可达±10mm/min;
9. 独立的冷却区,保证了PCB板出板时的低温所需;
10、友好的人机操作界面,完美的液晶显示,无需与PC机相连,整个加热过程让你一目了然;
11、刚毅的外观,轻巧的体积,从始至终体现科技为本。
台面式放置模式,可让你拥有更大的空间;简单的操作说明,让你一看就会。
二、技术参数
三、主要部件
四、主要部件功能说明
1、焊台主体
2、控制柜面板
3、机器外部接线说明
L1、L2、L3接火线
N接零线
PE接地
(380V接线图)
(220V接线图)
将机器侧面螺丝卸下,取下方形盖,按照L N PE 接线要求顺次将电源线压接在接线端子上。
五、操作说明
1、开机后进入设置界面。
按F2进行曲线选择,按F1进行点选择,按F3/F4设置对应区温度的上移/下移,按F5进入加热界面;
2、五个红色小开关1/2/3/4/5分别控制下第一温区/上第一温区/上第二温区/上第三温区/下第二温区;
3、温度达到平衡时,打开电机开关,并调节传送带速度;
4、按F2停止加热,并进入设置界面;
5、出厂时,每一条温度曲线的用途如下:
曲线1、2,适用于焊含铅量比较少的焊料;如:85Sn/15Pb 70Sn/30Pb等;
曲线3、4,适用于焊含铅量比较多的焊料;如:63Sn/37Pb 60Sn/40Pb等;
曲线5、6,适用于焊高熔点无铅焊料;如:Sn/Ag3.5; Sn/Cu.75
Sn/Ag4.0/Cu.5 Sn95.5/Ag3.8/Cu0.7 等;
曲线7、8,适用于焊中熔点无铅焊料;如:Sn/Ag2.5/Cu.8/Sb.5;
Sn/Bi3.0/Ag3.0 等;
曲线1、3、5、7推荐单板焊接周期480S,曲线2、4、6、8推荐单板焊接周期280S。
6、特别提醒
①、焊接芯片时,根据芯片的尺寸和焊接工艺要求,选取合适的曲线。
②、加热温区的分布为上层3个区,下层2个区,分别对应加热曲线的第一段/第三段/第四段/第二段/第五段。
③、目前焊料的生产与使用有很多种,每个公司选用的也很不相同,有关的理论分析与测试分析的文章非常多。
针对这些原因,本公司推出的该款产品能预设八条曲线,每一条曲线有五个段,每一段的加热时间可改动。
用户可根据焊料所需的加热温度和时间来从新设置加热曲线。
六、曲线设置依据
1、回流焊原理与温度曲线
当PCB进入升温区(干燥区)时,焊锡膏中的溶剂、气体蒸发掉,同时焊锡膏中的助焊剂润湿焊盘、元件端头和引脚,焊锡膏软化、塌落、覆盖了焊盘,将焊盘、元件引脚与氧气隔离;PCB进入保温区,使PCB和元件得到充分预热,以防PCB突然进入焊接区升温过快而损坏PCB和元器件;当PCB进入焊接区时,温度迅速上升使焊锡膏达到熔化状态,液态焊锡对PCB的焊盘、元器件端PCB
进入冷却区,使焊点凝固,完成整个回流焊。
温度曲线是保证焊接质量的关键,实际温度曲线和焊锡膏温度曲线的升温斜率和峰值温度应基本一致。
160℃前升温速度控制在1℃左右,如果升温斜率速度太快,一方面使元器件及PCB受热太快,易损坏元器件,易造成PCB变形;另一方面,焊锡膏中的溶剂挥发太快,容易溅出金属成分,产生焊锡球。
峰值温度一般设定在比焊锡熔化温度高20℃—40℃左右,回流时间为10S—60S,峰值温度低或回流时间短,会使焊接不充分,严重时会造成焊锡膏不熔;峰值过高或回流时间长,造成金属粉末氧化,影响焊接质量,甚至损坏元器件和PCB。
2、温度曲线的设置
根据使用焊锡膏的温度曲线及上面提供的焊接原理进行设置。
不同金属含量的焊锡膏应用不同的温度曲线,按照焊锡膏生产厂商提供的温度曲线进行设置具体的回流焊温度曲线。
另外,温度曲线还与所加热的PCB,元器件的密度、大小等有关。
一般情况下,无铅焊接的温度应该比熔点高大约40C.
七、温区设置
1、设置温区温度和带速于起始值(一般由制造商调机时给出)。
2、对于冷炉,要预热20-30分钟。
3、温度达到平衡时,使样品PCB经过加热回流系统,在这种设置下使锡浆达到回流临界点。
如若回流不发生按4处理,若回流发生过激,保持正确比例支减温度设置,并让PCB板重新通过系统,直至回流临界点,转第4步当且仅当没有或刚有回流发生为准。
4、假如回流不发生,减少带速5-10%。
例如:现在不回流时带速是500mm/min,调整时减低到460mm/min左右。
一般减低带速10%将会增加产品回流温度约30F。
或者在不改变带速前提下,适当提高设置温度,提高幅度已标准温度曲线为中心基准,按PCB通过系统时的实际温度曲线与标准曲线的差距幅度调整,一般以5℃左右为每次调整的梯度,调整设置温度时应特别注意不能超过PCB板及元器件的承受能力。
5、再使PCB板通过回流系统于新的带速或设置温度下,或无回流发生,转去重做第4步调整,否则执行第6步,微调受温曲线。
6、受温曲线可以随PCB的复杂程度而作适度调整。
可以带速二级刻度微调,降低带速将提高产品的受温,相反提高带速将降低产品的受温。
7、提示:一般贴装有元器件的PCB经过回流系统而没有完全回流时,可以适当调整后二次放入回流系统进行焊接,一般不会对PCB及元器件造成不良的影响。
8、温度设置一般从低到高,若受温幅度超过回流温度过大,则应相应提高带速或降低设置温度来调整,具体与4相反操作。
八、设备安装
1、安装场地
1.1、请在洁净的环境条件下运行机器。
1.2、请不要把机器安装在电磁干扰源附近。
1.3、摆放时不要把回流焊炉进出口正对着风扇或有风吹进的窗口。
2、安全注意事项
2.1、在使用时,请不要将工作以外的东西放入机内。
2.2、在操作时注意高温、避免烫伤。
2.3、在进行检修时,尽可能在常温开机。
3、电源
请使用三相五线制380V,接地必须可靠,其接线必须由合格的电工来进行。
4、回流焊的高度调整
通过机器下部可调的机脚来调整干燥机的传送高度和水平。
其调整方法是:使用工业用或酒精水平仪进行测量,然后通过机器底部的可调机脚对干燥机反复进行前后左右两方向的水平调整,直到其完全水平为止。
5、用户注意事项
5.1、回流焊应工作在洁净的环境下,以保证焊接质量。
5.2、请不要在露天高温多湿的条件下使用、存储机器。
5.3、检修时请关机切断电源,以防触电或造成短路。
5.4、检修经过移动后,必须对各部进行检查,特别是网带的位置,不能使其卡住或脱落。
5.5、机器应保持平稳,不得有倾斜或不稳定现象。
通过调整机器下部脚杯,保持运输网链处于水平状态,防止PCB板在传送过程中发生位移。
5.6、请勿把体积太大,吸热量太大的工件传输本回流焊以免损坏网带及影响温度
九、注意事项
1、本机必须可靠接地
2、专人负责操作
3、传动链条7天加一次高温润滑油
4、请勿将易燃易爆的危险物品靠近本回流焊机
5、正常工作时请勿将手伸入回流焊机内
6、请勿将异物在网上传输
十、日常保养
1、保持电控柜清洁。
2、检查风机轴套是否松动。
3、检查风机及电动马达是否有异响.
4、检查风机传动是否灵活.
5、检查进出气孔是否有异物堵住。
6、检查传输网带是否太松
7、检查电箱电器是否有异响。
8、检查传输部位是否有松动及异响。
9、开机前要检查机器的工作电压是否在安全范围内或是否稳定,以保证各部件可正常安全工作。
同时检查核对开机时与上次关机时的各种参数是否一致。
关机时不可让运输带停止于还处于高温时的机器内,以免运输带在高温下老化加快,最好让机器内温度降下后再停止运输带。
10、润滑驱动滚轮,每两个月用浸泡高温润滑油涂抹。
11、机器马达长期在高温下高速运转,须每周不少于两次向其轴轮添加高温滑油以保持其运转畅通。
12、及时清理扇叶上及电机上的各种残物,以免线路老化造成短路或烧坏风机。
13、机器使用三相五线制时,必须将机器可靠接地。
T-960随机赠送工具包一套,如下:
更多详细资料与技术答疑,可在我公司网站咨询与下载。