工艺文件格式(表)
工艺文件
C.计算插件工位数 插件工位的工作量安排一般应考虑适当的余量, 当计算值出现小数时一般总是采取进位的方式,所 以根据上式得出,日产1000台收音机的插件工位人 数应确定为7人。
d.确定工位工作量时间
e. 划分插件区域:按编制要领将元器件分配到各工位。
f. 对工作量进行统计分析:对每个工位的工作量进行 统计分析
第三类:各种作业指导书
装联准备(元器件预成形、导线预加工等)
装配工艺规程(插件、焊接、总装等)
调试工艺规程
检验工艺规程 它们是组装操作的作业指导,一切生产人员必须 严格遵照执行。 第四类:工艺更改单
有临时性更改及永久性更改两种
它们是实施工艺更改的依据。
按适用性分类 专用工艺 是指适用于某一产品的工艺规程,而 对其它产品不适用。 通用工艺 是指适用于多种产品的工艺规程。 通常,一些电子产品尽管型号、规格不同,但 装联时的操作要领及质量要求是基本相同的,可以 将它们上升为通用工艺规程。
工艺表、导线及加工表等
2、指导技术的工艺文件 是指导技术和保证产品质量的技术条件 包括:专业工艺规程、工艺说明及简图、检验 说明(方式、步骤、程序等)。
3、统计汇编资料
是为企业管理部门提供的各种明细表,作为管 理部门规划生产组织、编制生产计划、安排物 资供应、进行经济核算的技术依据。 包括:专用工装、标准工具、材料消耗定额、
b. 电阻器避免集中在某几个工位安装,应尽量平均分
配给各道工位。
c. 外型完全相同而型号规格不同的元件器 , 绝对不能
分配给同一工位安装。
d. 型号、规格完全相同的元件应尽量安排给同一工位。
e. 需识别极性的元器件应平均分配给各道工位。
f. 安装难度高的元器件,也要平均分配。
产品工艺表范本
产品工艺表范本全文共四篇示例,供读者参考第一篇示例:产品工艺表是指对产品生产过程中所需的各种工艺流程、工艺参数、检验要求等进行系统化记录的表格或文件。
它通常包括产品的制造工艺流程、工艺参数、检验标准、材料要求等内容,是生产过程中的重要参考依据。
下面我们将为大家介绍一份关于产品工艺表的范本。
产品名称:XXX产品制定日期:XXXX年XX月XX日一、产品描述2. 产品材料:(列出产品所使用的主要材料及材料规格)3. 产品尺寸:(列出产品的尺寸要求)4. 产品外观要求:(列出产品的外观要求,如颜色、光泽度等)二、制造工艺流程1. 材料采购:(列出主要材料的采购供应商及采购数量)2. 材料验收:(列出材料验收标准及方法)3. 材料切割:(列出材料切割的工艺参数)4. 加工工艺:(列出产品加工工艺,包括冲压、焊接、折弯等)5. 表面处理:(列出产品的表面处理工艺,如喷涂、电镀等)6. 组装装配:(列出产品的装配工艺流程)7. 检验要求:(列出产品的检验项目及检验标准)8. 包装运输:(列出产品的包装方式及运输要求)三、工艺参数1. 温度:(列出各个环节中需要控制的温度范围)5. 其他:(列出其他需要控制的工艺参数)四、检验要求五、材料要求以上就是关于产品工艺表的范本,制定一份适合自己产品的工艺表是提高生产效率和产品质量的重要步骤,希望上述范本能对大家有所帮助。
第二篇示例:产品工艺表是指一个产品从设计到生产过程中所需要的所有工艺步骤和相关信息的列表。
它是产品制造的重要工具,能够帮助生产者清晰地了解每一道工序的具体要求,确保产品质量和生产效率。
本文将介绍产品工艺表的基本概念、内容要点以及如何制作一份完善的产品工艺表范本。
一、产品工艺表的基本概念产品工艺表是产品设计和生产管理中的重要文件,它对于确保产品质量、提高生产效率、降低成本具有重要意义。
一个完善的产品工艺表应包含以下内容:1. 工艺步骤:产品的生产过程需要按照一定的工艺步骤进行,这些步骤应该按顺序排列在工艺表中,以确保生产的顺利进行。
工艺文件编写规定

工艺文件编写规定1.主题内容与适用范围本标准规定了产品用工艺文件的类型格式、组成及填写方法。
本标准适用于本企业生产的产品及其组成部分在组织生产和生产准备过程中工艺文件的编制工作。
2. 引用标准GB 1.1-2011 标准化工作导则标准编写的基本规定GB 4457.3-84 机械制图字体3. 一般规定工艺文件的文字表达准确、简明、通俗易懂,逻辑严谨,避免产生不易理解或不同理解的可能性、工艺文件术语、符号和计量单位应符合有关标准。
字体符号GB4457.3-84。
4. 工艺文件类型4.1 专用工艺文件针对某一个产品或零、部整件所编写的通用工艺文件。
4.2 典型工艺文件为一组结构及工艺特征相似的零、部件所设计的通用工艺文件。
4.3 工艺细则为某一专业工种共同遵守的通用操作规程。
4.4 汇总表按产品汇总某一工艺细则、某一典型工艺及汇总简易装配件或编制工艺图册等。
4.5 材料消耗工艺定额明细表在一定的生产条件下,生产单位产品或零件所需消耗材料的数量标准。
4.6 工艺路线分配表产品或零部件在生产过程中,由毛坯准备到成品包装入库的全部工艺过程的先后顺序分配表。
5. 工艺文件的格式公司采用的工艺文件格式列于下表中,供工艺设计人员选用:6 工艺文件的组成6.1 专用工艺文件6.1.1 复杂机械加工零件工艺文件1、艺表1(1a)2、艺表 23、艺表20(20 a)4、艺表24(放在有关工序之后)6.1.2 一般机械加工及冲压零件工艺文件1、艺表1(1a)2、艺表 23、艺表21(21a)4、艺表24(放在有关工序之后)6.1.3 焊接工艺文件1、艺表1(1a)2、艺表 23、艺表22(22a)6.1.4 装配、绕线工艺文件1、艺表1(1a)2、艺表 23、艺表74、艺表235、艺表25(放在没有检验点工序之后与本工序一起编页)6、艺表246.2 典型工艺文件根据工艺特点,工艺文件组成格式参照6.16.3汇总表1、艺表 1(1a)2、艺表 66.4 工艺路线分配表1、艺表 1(1a)2、艺表 243、艺表 56.5各厂材料消耗工艺定额明细表艺表 36.6 产品材料消耗工艺定额综合明细表艺表 4注:艺表24使用情况根据工艺文件复杂程度可增减,或放在首页、末页或某工序之后。
生产工艺文件汇编(表格模板、DOC格式)
适用于对各生产设备的维护保养规定及要求。
二、维护保养要求
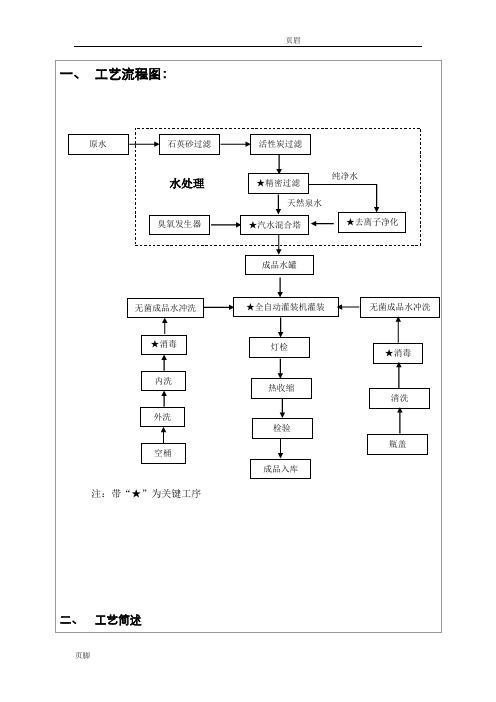
1、多介质过滤器、活性碳过滤器
1.1定期检查法兰口螺栓是否松动,否则应紧固。
1.2运行时检查压力表是否正常动作,如有异常应更换压力表。
1.3多介质过滤器每运行32小时反冲洗一次,活性碳过滤器每运行40~50小时反冲洗一次。
1.4过滤器的砂滤填料每两年更换一次,活性碳滤料一年半更换一次(用纯水净化活性碳)。
3、先冲净桶外表再冲桶内,然后用消毒水冲洗。根据桶的污染程度,一般洗100个桶后换一次药水,桶较脏时应提高药水更换的频次。
4、瓶盖用消毒水浸泡,再以清水清洗。每天换一次消毒水。
5、桶和瓶盖经清洗消毒后进灌装车间。
一、关键控制点1: 原辅材料、包装材料验收
(一)控制要求:
1、使用的原辅材料为实施生产许可证管理的产品,必须选用获得生产许可证企业生产的产品,并有合格证明。
5.3操作人不准改动设备的运行程序,不准更改两个变速器的速度。
5.4保持设备外观清洁。
6、空压机
6.1经常检查油面线,油面线不低于油窗底ቤተ መጻሕፍቲ ባይዱc
6.2压缩机的开停频率不得超过15次/小时。
6.3每工作16小时后将储气罐下面的放水阀打开,排尽冷却水。
6.4空压机长期停用时,应将气缸、气阀拆下清洗涂油,将进气口封好,整机加罩放置好。
4、自来水每年抽样送法定技术机构按生活饮用水标准作一次全项检验;每月由厂化验室用试纸作余氯检验。
5、仓库根据判定结果办理入库手续,入库过程中,由仓库保管员负责核对并检查到货规格、数量、等级是否与发货单和本公司采购合同一致,有无运输损坏;验证无误后,办理入库手续。
(二)测量与监控:
1、检测频率:对每批次包装材料进厂检测一次。
电子产品制造工艺文件

谢谢!
工艺文件的编制,应以优质、低耗、高产为宗旨,以易 懂、易操作为条件,以最经济、最合理的工艺手段进行 加工为原则,具体应做到以下几点:
编制工艺文件的方法
编制工艺文件的要求
工艺图样管理及工艺纪律
工艺文件格式----SJ/T 10320-92
电子工业
工艺文件
第1 册 共1册 共页
产品型号: 产品名称: 产品图号: 本册内容:
文字内容—以文字说明产品技术要求、使用方法的 设计文件 表格—以表格形式说明产品组成情况、相互关系的 设计文件
常用图样
零件图 装配图 电原理图
印刷电路板图 方框图 接线图 程序流程图
技术说明书
概述—产品用途、性能、组成及原理 技术特性—主要性能、主要参数 工作原理—以文字、简图描述 安装和调整—注意事项、人身和设备安全等 使用与操作—使用与操作方法、注意事项 故障分析与排查—常见故障分析、排查方法等 维修和保养—维修与保养条件、时间等
同是指导生产的文件,两者是从 不同角度提出要求的
设计文件:是产品研究、设计、试制与 生产实践经验积累形成的技术资料, 是记录设计信息的载体
按表达形式分类:图样、简图、文字内容和表格
图样—按比例描述零件或组件的形状、尺寸等的图 示形式 简图—以图形符号为主绘制的图,说明产品电气 装配连接、各种原理和其他示意性内容的设计文件
电子产品制造工艺文 件
要生产出优质、高产、低耗的产品,生产过程必须执行 统一的严格标准,实行严明的规范管理,这就要用到一 种“工程语言”文件
技术文件
具有生 产法规 的效力
组织生产时技 术交流的依据
是根据相 关国家标 准制定出
来的
常用技术文件
技术文件是产品研究、设计、试制与生产实 践经验积累所形成的一种技术资料,也是产 品生产和使用、维修的基本依据。
工艺文件和管理文件格式表
关键工序作业指导书3
格式8
关键工序作业指导书4
格式9
总装工艺状态明细表
格式10
总装工位送料明细表
格式11
总装工时定额明细表
格式12
(辅助)生产材料消耗工艺定额
格式13
标准件明细表
格式14
车间单车工时定额
格式15
质量控制点明细表
格式16
质量控制点作业指导书
格式17
附加栏1
格式18
附加栏2
格式19
格式57
文件回收记录
格式58
文件接收登记表
格式59
文件销毁记录
格式60
技改项目评定报告
格式61
焊装车间工艺培训记录表
格式62
涂装车间工艺培训记录表
格式63
总装车间工艺培训记录表
格式64
报告
格式65
制度
格式66
工作联络单
格式67
申请
格式68
文件变更单
格式69
会议记录
格式70
文件配备表
格式71
工艺纪律考核评分记录(焊装)
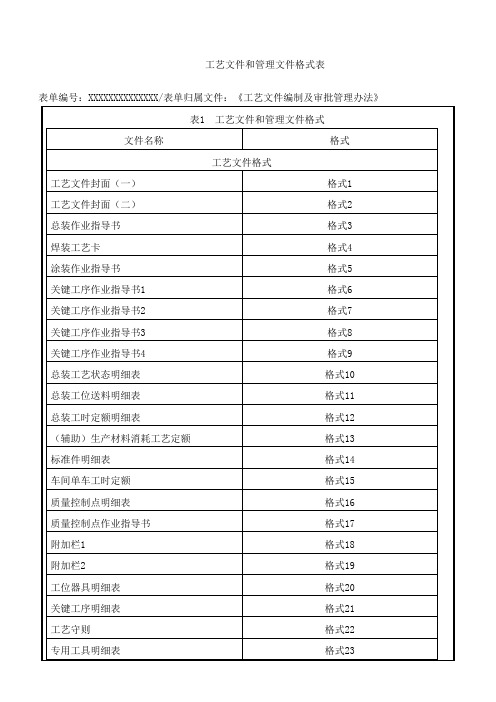
工艺文件和管理文件格式表
表单编号:XXXXXXXXXXXXXX/表单归属文件:《工艺文件编制及审批管理办法》
表1 工艺文件和管理文件格式
文件名称
格式
工艺文件格式
工艺文件封面(一)
格式1
工艺文件封面(二)
格式2
总装作业指导书
格式3
焊装工艺卡
格式4
涂装作业指导书
格式5
关键工序作业指导书1
格式6
关键工序作业指导书2
格式31
总装工艺卡
格式32
工艺文件格式

6,链条在工作中应及时加注润滑油。润滑油必须进入滚子和内套的配合间隙,以改善工作条件,减少磨损。
7,在键槽周围涂抹润滑脂(油),将键装到键槽上,用铜锤将键装入键槽底部。
8,在链轮与轴的配合面上涂抹润滑脂(油),将链轮装到轴头上,当链轮上键槽与键对正后,用专用套筒顶住链轮轮毂,用锤打击套筒另一端,将链轮装到位,采用多次打入的方式,一次用力不能太大。
2,各种管子不得有凹痕、皱折、压扁、破裂等现象,管路弯曲处应圆滑,不得有扭转现象。
3,管路的排列要整齐,并要便于液压系统的调整和维修。
4,注入液压系统的液压油应符合设计和工艺要求。
5,装配后液压管路及元件不得有渗漏油现象,为防止渗漏,装配时允许使用密封填料和密封胶,但应防止进入系统中。
6,液压操纵系统和转向系统应灵活、无卡滞现象。
当产品图样没有特殊要求时,容器外表面应涂底漆1道和面漆2道。面漆颜色应符合图纸或工艺的要求。
油漆应涂的均匀细致、光亮,颜色一致,不得有起泡、剥落、龟裂等缺陷。涂漆后应经过检查人员检查,油漆质量合格方准出厂。
产品在涂漆前金属表面应干燥,必须将其表面的油污、铁锈、焊接飞溅物和其它影响油漆质量的杂物除净
精加工件的表面(二级精度螺纹和密封件等)应涂无酸性工业凡士林,一般加工件表面应涂防锈油脂。
10,动刀片与护刃器工作面应贴合,前端间隙≤0.5mm,后端间隙≤1.5mm,但其数量不得超过全长的1/3。
11,割台、拨禾轮油缸装配准确,运动灵活,油管无扭曲现象。
12,拨禾轮升降架安装后,升降架圆钢的径向间隙小于2mm,且应能转动灵活。
13,割刀摆臂与摆环轴连接螺栓M12扭矩90±18N.m。
工艺文件编写规范

4.1.4作业指导书编写格式:
4.1.4.1表头为公司标志(Times New Roman五号黑体上英文下中文,中间横线为红色,英文字母i字点为红色);接下主题(作业流程图)为小初号加粗字体。
4.1.4.2第2行为小三号黑体,内容为作业指导书英文名全称。
文件名称:
工艺文件编写规范
生效日期:
1.0目的:以标准统一格式来规范文件编写,确保文件编写规范,体现工艺文件格式化与实用性。
2.0适用范围:适用于工艺文件的编写与编写格式。
3.0职责:
3.1工程部:负责工艺文件的编写、整理、修改、备份存档。
3.2ISO办:负责工艺文件的分发、回收、改版、保存、销毁。
4.1.4.3.4表内右边表框为绘编作业过程示意图,示意图的对应作业点要做对应文字标注。
4.1.4.3.5表内右下边第1栏为(作业类别),写有项目:焊锡(S)、装配(A)、品质检查(Q)、包装(P)、修理(RP)、加工(R)、插件(B)、点焊(SW)或对应岗位的作业类别标称并在项目前加选项框(□),并打上“√”。
4.6文件更改/分发、保存流程:按《文件控制程序》4.2、4.3相关项执行。
文件名称:
工艺文件编写规范
生效日期:
5.0附件:
文件编号编写规范:
TW--MI--X X—X X X X X X
产品型号
产品类别代号
产品类型代号
部门代号
文件代号
公司代号
说明:A、“部门代号”为编写文件的部门代号。例如:工程部代号------PE。
4.1.5SMT作业指导书编写格式:
4.1.5.1表内左边第1行为(贴片位置使用元件说明),第3行第1列为(序号),是编写位置元件序号;第2列为(元件型号/规格),是编写作业位置的元件型号/规格;第3列为(用量),是编写元件用量;第4列为(位置),是编写元件的贴装位置;第5列为(备注),用于相对应栏注解。